MLE-QR-067电烙铁每日点检表
合集下载
电烙铁测试记录表
序号 1 2 3 温度范围
贴片元件 纤维板元件 铝基板元件 330~360℃ 360~400℃ 400~440℃
温度单位:℃ 1 2 加班 上午 下午 加班 上午 3 下午 加班 上午 4 下午
温度测试人: 5 加班 上午 下午 加班 上午 6 下午 加班 上午 7 下午 加班 上午
年 8 下午
月上午Βιβλιοθήκη 23 下午 加班 上午24 下午 加班
25 上午 下午 加班 上午
26 下午 加班 上午
27 下午 加班 上午
28 下午 加班 上午
29 下午 加班 上午
30 下午 加班 上午
31 下午 加班
适用工位
贴片工位 装配工位 灯板工位
下午
加班
9 上午 下午 加班 上午
10 下午 加班 上午
11 下午 加班 上午
12 下午 加班 上午
13 下午 加班 上午
14 下午 加班 上午
15 下午 加班 上午
16 下午 加班
17 上午 下午 加班 上午
18 下午 加班 上午
19 下午 加班 上午
20 下午 加班 上午
21 下午 加班 上午
22 下午 加班 上午
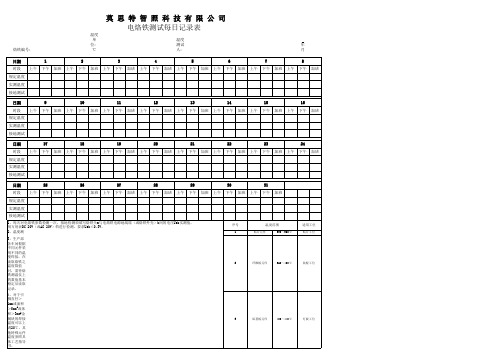
莫 思 特 智 照 科 技 有 限 公 司 电烙铁测试每日记录表
烙铁编号: 日期 时段 规定温度 实测温度 接地测试 日期 时段 规定温度 实测温度 接地测试 日期 时段 规定温度 实测温度 接地测试 日期 时段 规定温度 实测温度 接地测试
1、每天对电烙铁参数检测一次,接地检测须填写烙铁头a与电烙铁电源地线端(或烙铁外壳)b间的电压Uab实测值, 用万用表DC 20V(或AC 20V)档进行检测,要求Uab≤0.3V。 2、温度测量前需要将烙铁头预热5分钟,测量时在烙铁头上适当的上锡,以保证烙铁头与烙铁测温仪的热感器能充分接触。 3、生产部各车间根据不同元件采用不同的温度焊接,在读取烙铁之温度数值时,需待烙铁测温仪上的数值基本稳定后读取记录。 4、对于引脚直径>1mm或面积>5mm2或体积>3mm3金属块的焊接温度可以上调20℃,其他特殊元件温度参照具体工艺指导书。
贴片元件 纤维板元件 铝基板元件 330~360℃ 360~400℃ 400~440℃
温度单位:℃ 1 2 加班 上午 下午 加班 上午 3 下午 加班 上午 4 下午
温度测试人: 5 加班 上午 下午 加班 上午 6 下午 加班 上午 7 下午 加班 上午
年 8 下午
月上午Βιβλιοθήκη 23 下午 加班 上午24 下午 加班
25 上午 下午 加班 上午
26 下午 加班 上午
27 下午 加班 上午
28 下午 加班 上午
29 下午 加班 上午
30 下午 加班 上午
31 下午 加班
适用工位
贴片工位 装配工位 灯板工位
下午
加班
9 上午 下午 加班 上午
10 下午 加班 上午
11 下午 加班 上午
12 下午 加班 上午
13 下午 加班 上午
14 下午 加班 上午
15 下午 加班 上午
16 下午 加班
17 上午 下午 加班 上午
18 下午 加班 上午
19 下午 加班 上午
20 下午 加班 上午
21 下午 加班 上午
22 下午 加班 上午
莫 思 特 智 照 科 技 有 限 公 司 电烙铁测试每日记录表
烙铁编号: 日期 时段 规定温度 实测温度 接地测试 日期 时段 规定温度 实测温度 接地测试 日期 时段 规定温度 实测温度 接地测试 日期 时段 规定温度 实测温度 接地测试
1、每天对电烙铁参数检测一次,接地检测须填写烙铁头a与电烙铁电源地线端(或烙铁外壳)b间的电压Uab实测值, 用万用表DC 20V(或AC 20V)档进行检测,要求Uab≤0.3V。 2、温度测量前需要将烙铁头预热5分钟,测量时在烙铁头上适当的上锡,以保证烙铁头与烙铁测温仪的热感器能充分接触。 3、生产部各车间根据不同元件采用不同的温度焊接,在读取烙铁之温度数值时,需待烙铁测温仪上的数值基本稳定后读取记录。 4、对于引脚直径>1mm或面积>5mm2或体积>3mm3金属块的焊接温度可以上调20℃,其他特殊元件温度参照具体工艺指导书。
电烙铁每日点检表
23、 温生4、度产 对于
序号
1 2 3
温度范围
有铅
无铅
适用器件
320~350℃ 360~390℃ 插装元件
300~330℃ 330~360℃ 贴片元件
300~330℃ 340~370℃ 维修工位
生产记录 负责人:
IPQC确认:
120:3121:30
21:31-22:30 22:31-23:30
7
接地检测
实测温度
8
接地检测
实测温检测
实测温度
11
接地检测
实测温度
12
接地检测
实测温度
13
接地检测
实测温度
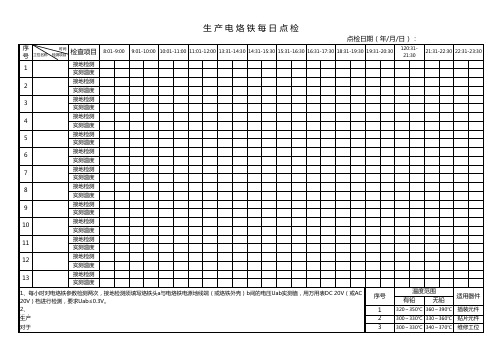
1、每小时对电烙铁参数检测两次,接地检测须填写烙铁头a与电烙铁电源地线端(或烙铁外壳)b间的电压Uab实测值,用万用表DC 20V(或AC 20V)档进行检测,要求Uab≤0.3V。
生产电烙铁每日点检
序 号
工位名称
时间 检测项目
检查项目
1
接地检测
实测温度
2
接地检测
实测温度
3
接地检测
实测温度
4
接地检测
实测温度
5
接地检测
实测温度
6
接地检测
实测温度
8:01-9:00
点检日期(年/月/日):
9:01-10:00 10:01-11:00 11:01-12:00 13:31-14:30 14:31-15:30 15:31-16:30 16:31-17:30 18:31-19:30 19:31-20:30
序号
1 2 3
温度范围
有铅
无铅
适用器件
320~350℃ 360~390℃ 插装元件
300~330℃ 330~360℃ 贴片元件
300~330℃ 340~370℃ 维修工位
生产记录 负责人:
IPQC确认:
120:3121:30
21:31-22:30 22:31-23:30
7
接地检测
实测温度
8
接地检测
实测温检测
实测温度
11
接地检测
实测温度
12
接地检测
实测温度
13
接地检测
实测温度
1、每小时对电烙铁参数检测两次,接地检测须填写烙铁头a与电烙铁电源地线端(或烙铁外壳)b间的电压Uab实测值,用万用表DC 20V(或AC 20V)档进行检测,要求Uab≤0.3V。
生产电烙铁每日点检
序 号
工位名称
时间 检测项目
检查项目
1
接地检测
实测温度
2
接地检测
实测温度
3
接地检测
实测温度
4
接地检测
实测温度
5
接地检测
实测温度
6
接地检测
实测温度
8:01-9:00
点检日期(年/月/日):
9:01-10:00 10:01-11:00 11:01-12:00 13:31-14:30 14:31-15:30 15:31-16:30 16:31-17:30 18:31-19:30 19:31-20:30
电烙铁点检及日常维护保养记录表

试
记录表》
前
铬铁头热 态对地电 阻Biblioteka 万用表测 试≤20Ω
每天 使用
前
铬铁头 目视
无严重变形和 破损
每天 使用
前
手柄 插头
目视 目视
无严重破损 无破损
每天 使用
前
每天 使用
前
表面清洁
清洁铬铁头
日常保养
保养
加锡保养
每天 下班
时
异常处理记录
点检人签名 拉 长 确认
抽查人签名 【填写说明】:① 点检依《点检及维护保养作业指引》规定;②点检合格在框内打“√”,不合格打“×”,有数值规定的要填写数值;③不合格时需记录异常处理栏并即时依班组长-主管-PIE 的途径报告;④未使用时,用右斜“∕”划对角线。
设备名 称:电 烙铁
管理项目 管理方法 管理基准
设备点检及日常维护保养记录表
管
点
理
检
年
月
编
类
管理 频度
1
2
3
4
5
6
7
8
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
烙铁温度 依WI规定,记 每天
焊接温度 测试仪测 入《温度点检 使用
电烙铁日常点检表
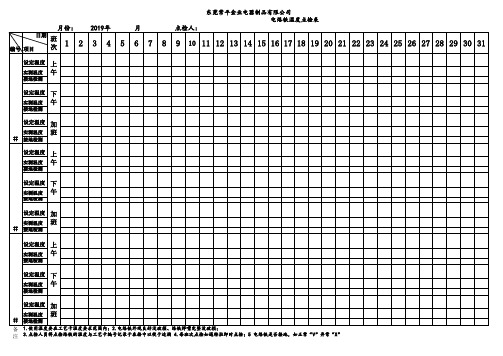
东莞常平金业电器制品有限公司
电烙铁温度点检表
月份: 2019年
月
点检人:
日期 班
编号 项目
次
1
2
3
4
5
6
7
8
9
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
设定温度 上 实测温度 午
接地检测
设定温度 下 实测温度 午
接地检测
设定温度 加 实测温度 班 # 接地检测
设定温度 上
实测温度 午
接地检测
设定温度 下
实测温度 午
接地检测
设定温度 加 实测温度 班 # 接地检测
ห้องสมุดไป่ตู้
设定温度 上 实测温度 午
接地检测
设定温度 下 实测温度 午
接地检测
设定温度 加
实测温度 班 # 接地检测
备 1.使用温度要在工艺卡温度要求范围内;2.电烙铁外观良好没破损、烙铁焊嘴完整没破损; 注 3.点检人员将点检烙铁的温度与工艺卡编号记录于表格中以便于追溯 4.每班次点检如遇转拉即时点检;5 电烙铁是否接地,如正常“V”异常“X”
WI-P-021.F03
WIP21DOC
生产主管:
品保主管:
电烙铁温度点检表
月份: 2019年
月
点检人:
日期 班
编号 项目
次
1
2
3
4
5
6
7
8
9
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
设定温度 上 实测温度 午
接地检测
设定温度 下 实测温度 午
接地检测
设定温度 加 实测温度 班 # 接地检测
设定温度 上
实测温度 午
接地检测
设定温度 下
实测温度 午
接地检测
设定温度 加 实测温度 班 # 接地检测
ห้องสมุดไป่ตู้
设定温度 上 实测温度 午
接地检测
设定温度 下 实测温度 午
接地检测
设定温度 加
实测温度 班 # 接地检测
备 1.使用温度要在工艺卡温度要求范围内;2.电烙铁外观良好没破损、烙铁焊嘴完整没破损; 注 3.点检人员将点检烙铁的温度与工艺卡编号记录于表格中以便于追溯 4.每班次点检如遇转拉即时点检;5 电烙铁是否接地,如正常“V”异常“X”
WI-P-021.F03
WIP21DOC
生产主管:
品保主管:
工厂电烙铁每日点检表

接地检测
实测温度
8
接地检测
实测温度
9
接地检测
实测温度
10
接地检测
实测温度
11
接地检测
实测温度
12
接地检测
实测温度
13
接地检测
实测温度
1、每天对电烙铁参数检测一次,接地检测须填写烙铁头a与电烙铁电源地线端(或烙铁外壳)b间的电压Uab实测值,用万用表DC 20V 序号 (或AC 20V)档进行检测,要求Uab≤0.3V。 2、温度测量前需要将烙铁头预热5分钟,测量时在烙铁头上适当的上锡,以保证烙铁头与烙铁测温仪的热感器能充分接触。
3、生产部各车间根据不同元件采用不同的温度焊接,在读取烙铁之温度数值时,需待烙铁测温仪上的数值基本稳定后读取记录。
温度范围 有铅 无铅
4、对于引脚直径>1mm或面积>5mm2或体积>3mm3金属块的焊接温度可以上调20℃,其他特殊元件温度参照具体工艺指导书。
填表人:
确
: 29 30 31
围 无铅 适用器件
确认人:
文件编号:
工厂电烙铁每日点检表
点检日期(年/月):
序号
日期 烙铁编号
检测项 目
01
0203ຫໍສະໝຸດ 040506
07
08
09
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
1
接地检测
实测温度
2
接地检测
实测温度
3
接地检测
实测温度
4
烙铁每日检查

J K
注 意 事 项
C:电源开关拨至ON时电源指示灯是否亮起并显示绿色﹖ 电源开关拨至ON时电源指示灯是否亮起并显示绿色﹖ ON时电源指示灯是否亮起并显示绿色 D:烙铁氧化物是否清洁干净﹖ 烙铁氧化物是否清洁干净﹖ MX系列 系列X 385±10℃ E:高频烙铁:STTC-X系列 X=1,MX系列X=7, 其温度为 385±10℃; 高频烙铁:STTCMX系列 其温度为425 10℃ STTC425± MX系列 系列X 335±10℃ MX系列 X=8,其温度为425±10℃ STTC-X系列 X=0,MX系列X=6, 其温度为 335±10℃;
阶段
项 A B C
目
第 周 第 周 第 周 第 周 第 周 一 二 三 四 五 六 日 一 二 三 四 五 六 日 一 二 三 四 五 六 日 一 二 三 四 五 六 日 一 二 三 四 五 六 日
异ห้องสมุดไป่ตู้对策
工作前准备
D E F G H
ESD监控仪 I 休息时 下班时 使用者: 老师稽核签名: Wistron稽核人签名
A:海棉干净且润湿?铜刷是否干净?手柄是否干净? 海棉干净且润湿?铜刷是否干净?手柄是否干净? B:烙铁对主机之旋钮是否旋紧﹖ 烙铁对主机之旋钮是否旋紧﹖ F:通电时,烙铁的接地电压是否小于0.3V? 通电时,烙铁的接地电压是否小于0 G:烙铁的接地阻抗是否小于20 Ω 烙铁的接地阻抗是否小于20 H:ESD监控仪若亮绿灯,运行正常。 ESD监控仪若亮绿灯,运行正常。 监控仪若亮绿灯 I:若运行异常,亮红灯,并轰鸣报警,及时反馈PSE处理。 若运行异常,亮红灯,并轰鸣报警,及时反馈PSE处理。 PSE处理 J:是否将烙铁头加锡﹖ 是否将烙铁头加锡﹖ K:使用后关闭电源? 使用后关闭电源? 普通烙铁:温度设定与实际温度误差值是否超出+10℃ 普通烙铁:温度设定与实际温度误差值是否超出+10℃?
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
佛山市顺德区明伦电子有限公司
电烙铁每日点检表
点检日期(年/月): 编号:MLE-QR-067
日 期
序 编 号 号 组 别
项检 目测
01
02
03
04
05
06
07
08
09
10
11
12
13
14
15
16
17
18
19
20
21
22
23
ห้องสมุดไป่ตู้24
25
26
27
28
接地检测 绝缘检测 实测温度 接地检测 2 绝缘检测 实测温度 接地检测 3 实测温度 接地检测 4 实测温度 接地检测 5 实测温度 接地检测 6 实测温度 接地检测 7 实测温度 接地检测 8 实测温度 接地检测 9 实测温度 接地检测 10 实测温度 接地检测 11 实测温度 接地检测 12 实测温度 接地检测 13 实测温度 1、每天对电烙铁参数检测一次,接地检测须填写烙铁头a与电烙铁电源地线端(或烙铁外壳)b间的电压Uab实测值,用万用表DC 20V(或AC 20V)档进行检 测,要求Uab≤0.3V。
1
序号 1 2
2、温度测量前需要将烙铁头预热5分钟,测量时在烙铁头上适当的上锡,以保证烙铁头与烙铁测温仪的热感器能充分接触。 3、生产部各车间根据不同元件采用不同的温度焊接,在读取烙铁之温度数值时,需待烙铁测温仪上的数值基本稳定后读取记录。
温度范围 无铅 330~360℃ 340~370℃
佛山市顺德区明伦电子有限公司
4、对于引脚直径>1mm或面积>5mm 或体积>3mm 金属块的焊接温度可以上调20℃,其他特殊元件温度参照具体工艺指导书。
2 3
3
380~410℃
编制/日期:
审核/日期:
佛山市顺德区明伦电子有限公司
29
30
31
围
适用器件 贴片元件 集成元件
0℃
0℃
佛山市顺德区明伦电子有限公司
插装元件
0℃
电烙铁每日点检表
点检日期(年/月): 编号:MLE-QR-067
日 期
序 编 号 号 组 别
项检 目测
01
02
03
04
05
06
07
08
09
10
11
12
13
14
15
16
17
18
19
20
21
22
23
ห้องสมุดไป่ตู้24
25
26
27
28
接地检测 绝缘检测 实测温度 接地检测 2 绝缘检测 实测温度 接地检测 3 实测温度 接地检测 4 实测温度 接地检测 5 实测温度 接地检测 6 实测温度 接地检测 7 实测温度 接地检测 8 实测温度 接地检测 9 实测温度 接地检测 10 实测温度 接地检测 11 实测温度 接地检测 12 实测温度 接地检测 13 实测温度 1、每天对电烙铁参数检测一次,接地检测须填写烙铁头a与电烙铁电源地线端(或烙铁外壳)b间的电压Uab实测值,用万用表DC 20V(或AC 20V)档进行检 测,要求Uab≤0.3V。
1
序号 1 2
2、温度测量前需要将烙铁头预热5分钟,测量时在烙铁头上适当的上锡,以保证烙铁头与烙铁测温仪的热感器能充分接触。 3、生产部各车间根据不同元件采用不同的温度焊接,在读取烙铁之温度数值时,需待烙铁测温仪上的数值基本稳定后读取记录。
温度范围 无铅 330~360℃ 340~370℃
佛山市顺德区明伦电子有限公司
4、对于引脚直径>1mm或面积>5mm 或体积>3mm 金属块的焊接温度可以上调20℃,其他特殊元件温度参照具体工艺指导书。
2 3
3
380~410℃
编制/日期:
审核/日期:
佛山市顺德区明伦电子有限公司
29
30
31
围
适用器件 贴片元件 集成元件
0℃
0℃
佛山市顺德区明伦电子有限公司
插装元件
0℃