现代最先进的铜冶炼技术对比
铜冶炼技术对比解析

1992 1999 5家投产 16万吨/年矿 铜
单炉最高 产能
原料适应 性
原料预处 理
较差
粒度<1mm, 深度干燥, H2O<0.3%
适应性强
制粒或增湿, H2O 9%~11%
强
干燥,H2O< 1%
适应性强
适应性强
适应性强
粒度<100mm, 粒度<100mm, 制粒或增湿, H2O 10%~12% 不需要干燥。 不需要干燥。
S捕集率 炉寿命
150天
业内认可的先进熔炼工艺
闪速熔炼和熔池熔炼: ※Outokumpu闪速熔炼 ※ 浸没喷枪式熔炼(ISA/Ausmelt) ※ 三菱熔炼
闪速熔炼技术的进展
闪速炼铜工艺
●第一座炼铜闪速炉于1949年在芬兰哈里亚瓦尔塔 冶炼厂投入工业生产;目前还用于镍精矿的熔炼 ;1978年开始进行铜精矿的一步炼铜;1995年开 始进行冰铜的吹炼。 ●至今已有40台炼铜闪速炉建成投产,目前在运行 的有37台(其中有3台一步炼铜闪速炉,2台冰铜 吹炼闪速炉),6台炼镍闪速炉在生产。 ●炉体冷却结构的改进、冷却强度的提高,闪速炉 的单炉产能提高,最大达到原设计的3.65倍;闪 速炉的炉寿命延长,最长达到15年,一般10年左 右
产能大:单套系统最大铜产能超过40万吨/年
送风氧浓高:闪速熔炼氧浓达90%,ISA、
三菱、诺兰达熔炼氧浓达到65%,55%和 45%
自热或半自热熔炼:有效利用硫化矿物燃烧
所产生的热量;
冰铜品位高:均超过60%,可以高达75%
现代强化熔炼工艺的特点
高熔炼强度:闪速熔炼单炉铜精矿处理量首先突 破100万吨/年以上;Isa炉单炉铜精矿处理量达到 130万吨/年;三菱炉精矿处理量将超过100万吨/年 (温山)。 硫捕集率高,环保好:一般均超过95%。闪速熔 炼和三菱熔炼超过了99%,吨铜S的排放量不到 2kg,是最清洁的铜冶炼工艺 工艺控制自动化程度高:闪速炉实现了计算机在 线控制。
铜冶炼三种方法

铜冶炼三种方法This model paper was revised by the Standardization Office on December 10, 2020目前,中国已引进世界上最先进的炼铜新工艺有:闪速炉熔炼、艾萨熔炼、奥斯麦特熔炼、诺兰达熔炼等。
国内自主创新的有白银法熔炼、金川合成炉熔炼、东营方圆的氧气底吹熔炼。
后3种都是中国人自己研制的,都具有自主知识产权。
这7种也算世界上较先进的炼铜法。
通过多年的实践,国外的先进技术尚存不足之处,分述如下:1、双闪速炉熔炼法:投资大,专利费昂贵,熔剂和原料先进行磨细再进行深度干燥,需额外消耗能源这不尽合理。
熔炉产出的铜硫需要水碎再干燥再细磨,工序繁杂。
每道工序均难以保证100%回收率,会产生部分机械损失;热态高温铜锍水碎物理热几乎全部损失,水碎后再干燥,再加上炉内大量水套由冷却水带走热量,热能利用也不尽合理。
铜锍水碎需要大量的水冲,增加动力消耗。
破碎、干燥要增加人力和动力的消耗。
这些都是多年来该工艺没有得到大量推广的重要原因。
2、艾萨法和澳斯麦特法均属于顶吹冶炼系列:顶吹都要建立高层厂房,噪音大、高氧浓度低烟气量大、顶吹的氧枪12米长,3天至一周要更换一次,不锈钢消耗量大、投资大、操作不方便。
都用电炉做贫化炉,渣含铜一般大于%不合国情。
3、三菱法的不足4个炉子(熔炼炉、贫化电炉、吹炼炉、阳极炉)自流配置,第一道工序的熔炼炉需要配置在较高的楼层位置,建筑成本相对较高,炉渣采用电炉贫化,弃渣含铜量达%~%,远远高于我国多数大型铜矿开采的矿石平均品位,资源没有得到充分的利用。
4、诺兰达和特尼恩特连续吹炼法,尚在工业试验阶段。
诺兰达是侧吹、要人工打风眼、劳动强度很大、风眼漏风率达10%~15%。
有很大噪音、操作条件不好、冶炼环境不理想。
如果掌握不好容易引起泡沫渣喷炉事故。
综上所述,让我们来寻求新的冶炼工艺,在不断的探索中发现新途径。
氧气底吹炉炼铅、炼铜最早是湖南水口山和中国有色工程设计研究总院共同研发在水口山进行过半工业试验。
铜冶炼水平与工艺水平

铜冶炼水平与工艺水平1)火法冶炼工艺当前,全球矿铜产量的75%-80%是以硫化形态存在的矿物经开采、浮选得到的铜精矿为原料,火法炼铜是生产铜的主要方法,特别是硫化铜精矿,基本全部采用火法冶炼工艺。
火法处理硫化铜精矿的主要优点是适应性强,冶炼速度快,能充分利用硫化矿中的硫,能耗低。
其生产过程一般由以下几个工序组成:备料、熔炼、吹炼、火法精炼、电解精炼,最终产品为电解铜。
原料制备工序:将铜精矿、燃料、熔剂等物料进行预处理,使之符合不同冶炼工艺的需要。
熔炼工序:通过不同的熔炼方法,对铜精矿造硫熔炼,炼成含铜、硫、铁及贵金属的冰铜,使之与杂质炉渣分离;补出的含二氧化硫烟气经收尘后用于制造硫酸或其他硫制品,烟尘返回熔炼炉处理。
吹炼工序:除去冰铜中的硫铁,形成含铜及贵金属的粗铜,炉渣和烟尘返回上一工序处理。
火法精炼工序:将粗铜中硫等杂质进一步去除,浇铸出符合电解需要的阳极板。
电解精炼工序:除去杂质,进一步提纯,生产出符合标准的阴极铜成品,并把金银等贵金属富集在阳极泥中。
传统熔炼方法如鼓风炉熔炼、反射炉熔炼和电炉熔炼,由于效率低、能耗高、环境污染严重而逐渐被新的富氧强化熔炼工艺所代替[[3]新的富氧强化熔炼可分为闪速熔炼和熔池熔炼两大类,前者包括奥托昆普型闪速熔炼和加拿大国际银公司闪速熔炼等,后者包括诺兰达法、三菱法、艾萨法、奥斯麦特法和瓦纽可夫法以及我国自主开发的水口山法、白银炉熔炼、金峰炉熔炼等技术。
铜铳吹炼方法有传统的卧式转炉、连续吹炼炉、虹吸式转炉。
新型吹炼技术包括艾萨吹炼炉、三菱吹炼炉和闪速吹炼炉等。
粗铜的火法精炼在阳极炉内进行,对于转炉产出的液态粗铜采用回转式阳极炉或固定式反射炉精炼,经氧化、还原等作业进一步脱除粗铜中的铁、铅、锌、砷、锑、铋等杂质,并浇铸成含铜99.2%-99.7%的阳极板。
铜电解工艺有传统电解法、永久阴极电解法和周期反向电流电解法3种。
目前大多数电解铜厂都使用传统电解法,永久阴极电解法和周期反向电流电解法是20世纪70年代以来发展的新技术。
我国铜冶炼技术的进步及发展
冶金冶炼M etallurgical smelting 我国铜冶炼技术的进步及发展陈晓军(新疆五鑫铜业有限责任公司,新疆 昌吉 831100)摘 要:随着我国社会经济的不断发展,我国逐渐成长为一个工业生产大国,重工业快速发展,对铜的需求量也在不断增加,我国的铜冶炼产业也在不断进步发展。
铜是一种重要的过渡型金属元素,它可以和多种化合物进行反应,被广泛应用在武器和装饰物品中。
我国现阶段的铜产量不足,必须不断探索新的方法去提高铜的使用率。
我国的铜冶炼技术面临着巨大的挑战,目前炼铜的方法主要有火法炼铜和湿法炼铜两种,但火法炼铜仍是目前铜冶炼主要使用的技术。
本文结合我国铜冶炼行业的现状进行分析,对铜冶炼技术的创新和发展进行探讨。
关键词:铜冶炼;技术发展进步;策略中图分类号:TF811 文献标识码:A 文章编号:1002-5065(2021)14-0015-2Progress and development of copper smelting technology in ChinaCHEN Xiao-jun(Xinjiang Wuxin Copper Co., Ltd., Changji 831100, China)Abstract: With the continuous development of China's social economy, China has gradually grown into a large industrial production country. With the rapid development of heavy industry, the demand for copper is also increasing, and China's copper smelting industry is also developing. Copper is an important transition metal element. It can react with a variety of compounds and is widely used in weapons and decorative articles. At present, the output of copper in our country is insufficient, so we must constantly explore new methods to improve the utilization rate of copper. China's copper smelting technology is facing great challenges. At present, there are two main copper smelting methods: pyrometallurgy and hydrometallurgy, but pyrometallurgy is still the main copper smelting technology. This paper analyzes the current situation of China's copper smelting industry, and discusses the innovation and development of copper smelting technology.Keywords: copper smelting; Technological development and progress; strategy随着世界经济的不断发展,全球化的步伐越来越快。
国内铜火法冶炼技术现状及展望
国内铜火法冶炼技术现状及展望摘要:铜的冶炼工艺分为火法和湿法两类,全世界80%以上的铜是通过火法冶炼生产出来的,而在中国则高达97%,火法冶炼占据着主导地位。
自20世纪60年代以来,火法炼铜技术有了长足的发展。
在80年代初期,中国铜冶炼行业也随着江铜贵溪冶炼厂引进的第一台闪速炉而开启了快速追赶世界先进水平的热潮。
90年代以来,中国铜冶炼行业对引进技术不断改进,并自主研发了一系列新的冶炼技术。
目前,中国的铜冶炼技术已经处于当代世界领先水平。
鉴于此,本文将着重介绍国内新发展的铜冶炼工艺技术,并展望其未来的发展方向。
关键词:铜火法;冶炼技术1 火法冶炼技术1.1 熔炼技术1.1.1 闪速熔炼20世纪40年代,芬兰奥托昆普公司开发出奥托昆普闪速炉,20世纪50年代,加拿大国际镍业公司开发了因科闪速炉,形成了闪速熔炼技术的两种典型炉型。
其中,奥托昆普闪速炉应用更为广泛,也是我国引进的炉型。
自贵溪冶炼厂于1985年引进闪速熔炼技术以后,先后有金隆铜业、紫金铜业、祥光铜业(闪速熔炼+双速吹炼工艺,以下简称“双闪”)、金冠铜业(双闪)、广西金川防城港(双闪)、中原黄金和东南铜业(双闪)引入了闪速冶炼技术。
其中祥光铜业通过消化吸收,形成了特色的“双旋浮”冶炼技术[3]。
中国恩菲和金川集团联合开发了一种结合闪速炉和电炉技术的新炉型,即金川铜合成炉,将渣含铜降低到了0.7%以下。
1.1.2 顶吹熔炼顶吹熔炼是将喷枪从炉子顶部插入,通过氧枪鼓入富氧空气,对熔体形成强烈的搅动,从而实现强化冶炼的目的。
根据喷枪的插入深度和形式,可分为自热炉顶吹熔炼、三菱法和顶吹浸没熔炼。
其中,以顶吹浸没熔炼技术应用最为广泛,分为奥斯麦特熔炼法和艾萨熔炼法。
国内使用奥斯麦特熔炼法的企业主要有侯马冶炼厂(顶吹熔炼+顶吹吹炼工艺,以下简称“双顶吹”)、金昌冶炼厂、葫芦岛冶炼厂、云南锡业(双顶吹)和大冶冶炼厂。
使用艾萨熔炼法的主要为云南铜业、昆鹏铜业和楚雄滇中铜业。
铜冶炼技术进步与发展
首页 上页
下页
平行流技术原理:
l 常规电解的电解液在电解槽的运动方式是“上进下出”或“下进 上出”,高电流密度电解时,阳极板边铜离子富集,阴极板边铜 离子贫乏,形成浓差极化,导致阴极铜质量差、电解生产困难。
l 平行流技术原理:就是改变电解液在电解槽中的运动方式,采 用“侧进上出”形式,具体说,就是通过特殊装置使电解液在阴 极板的两面以一定的速度进入电解槽,使电解液平行于阴极板板 面向上流动( 左图),同时,电解液在阴极和阳极之间形成上下 循环运动(右图 ) ,消除了浓差极化,确保了高电密电解的正常 生产。
l
Cu2O (过氧化) + FeS (欠氧化) →FeO+ Cu2S 。
首页 上页
下页
2、采用龙卷风形式分散物料,强化气粒混合和粒子碰撞。
l 闪速冶炼采用水平分布风分散 物料,粒子呈伞状分布整个反 应塔空间。
l 问题:一是高投料量时分布风 的动量比物料的动量小,粒子 不易分散,气粒混合不好;二 是粒子悬浮状态下落,粒子间 碰撞和反应机会少;三是高温 粒子充满整个反应塔,对塔壁 冲刷严重,而且热损失大,能 源消耗高。
l 提高电流密度是强化电解的最有效手段,但浓差极化 问题这座大山阻遏了电流密度进一步提高,常规电解 电流密度难以突破330 A/㎡。
l 祥光铜业与奥地利公司合作,首次开发出高电流密度 的平行流电解技术,并成功应用祥光铜业二期电解工 程,产能提高50%,电流密度提高到420 ~450A/㎡, 是目前世界常规铜电解的最高电流密度。
l 第一部分﹙反应塔上部﹚氧气和精矿粒子间反应
l 2CuFeS2+O2→2FeS+Cu2S+SO2
2FeS+3O2 →2FeO+2SO2 ;
方圆创造出了世界第一的炼铜技术
【2008年3月,方圆公司的“鲁方”牌高纯阴极铜,经过行业内专家现场质量检查、评审测评,被认定为“世界第一”,并荣获“有色金属产品实物质量认证金杯奖”。
2010年8月,方圆公司的“富氧底吹高效铜熔炼新工艺(‘十一五’国家科技支撑计划项目:吹氧造锍多金属捕集技术)”,经过行业内顶级专家审查鉴定,再次被认定为“世界第一”。
】方圆又创造了“世界第一”——记‚富氧底吹高效铜熔炼新工艺(‘十一五’国家科技支撑计划项目:吹氧造锍多金属捕集技术)‛科技成果鉴定会8月29日,东营,天朗气清,秋风乍到,在这收获的季节,由中国有色金属工业协会组织召开的‚富氧底吹高效铜熔炼新工艺(‘十一五’国家科技支撑计划项目:吹氧造锍多金属捕集技术)‛科技成果鉴定会在这里隆重召开。
中国有色金属工业协会副会长钮因健,中国工程院院士邱定蕃、张国成,中国有色金属工业协会铜部副主任、教授级高工赵波,协会科技部材料处副处长、教授级高工周昆,云南铜业股份有限公司原副总经理、教授级高工米兆襄,中南大学冶金学院原院长、教授张传福等全国有色领域的‚泰斗级‛专家,作为成果鉴定委员会委员出席了会议。
方圆公司董事长、课题组负责人崔志祥,全国设计大师、中国有色工程设计研究总院原院长蒋继穆等课题组成员参加了会议。
领导专家们在‚富氧底吹高效铜熔炼新工艺‛项目生产现场,详细了解了项目的生产运行情况,并召开了科技成果鉴定会。
方圆公司首席专家、教授级高工申殿邦围绕项目一年半多以来的生产运行情况及技术创新点作了报告,蒋继穆重点介绍了底吹熔炼技术的优势,崔志祥形象、直观地作了几点补充、阐述,赢得了与会领导、专家对底吹熔炼技术的高度评价。
鉴定会上,专家们围绕‚富氧底吹高效铜熔炼新工艺‛项目的运行特点和技术优势,进行了一系列质询,并展开了充分探讨。
专家们目光高远,见地深刻精辟,往往妙语连珠,而又一语中的。
大家围绕这项具有我国自主知识产权的新工艺技术,畅谈了将近三个小时,分别发表了看法:邱定蕃院士:底吹熔炼技术从节能环保、劳动条件、工艺装臵等方面,都做得非常好,尤其是在发展低碳经济上树立了典范。
关于铜冶炼工艺技术的进展与我国铜冶炼厂的技术升级

关于铜冶炼工艺技术的进展与我国铜冶炼厂的技术升级摘要:从上个世纪的70年代开始,世界铜冶炼工艺技术的发展很快,出现了很多的新的工艺技术并且应用在了铜冶炼工业中。
在此情况下,我国也进行了铜冶炼厂的技术升级工作。
本次主要针对铜冶炼工艺技术的进展和我国铜冶炼厂的技术升级的相关分析,希望可以进一步推动我国铜冶炼工艺技术的升级改造,使得更多的先进工艺技术可以应用在我国的炼铜企业中。
关键词:铜冶炼工艺技术;铜冶炼厂;技术升级;技术改造前言铜金属是人类发现和应用比较早的金属种类之一。
在时代和经济的不断发展之下,对于铜的需求量和消费量也越来越大。
这促使了铜冶炼工艺技术的发展,就我国来说,虽然很早就开始生产和使用铜,但我国的铜冶炼技术一直处在世界的落后位置。
随着我国工业水平、科技水平以及经济实力的不断提高,我国的一些铜冶炼厂也开始进行铜冶炼工艺的技术升级和改造,希望达到高效节能环保的目的,以助力于我国的经济发展。
1.铜冶炼工艺技术的进展前面我们已经知道,铜金属早在原始社会就被人们所发现并应用到生活生产中。
也是由于人们发现了铜,才结束了石器时代,之后人们迈入青铜时代。
早在1865年的时候,欧洲就发明了铜电解精炼工艺,这对世界铜冶炼技术的进步起到了非常大的推动作用。
就目前来看,世界上电解铜的冶炼方法主要有两种:火法冶炼和和湿法冶炼。
当前几乎精炼铜产量的80%左右都是用火法冶炼生产的,湿法冶炼生产的精炼铜占到了20%左右。
(一)火法铜冶炼工艺当今世界上生产铜的主要方法是以火法铜冶炼技术为主,占到了铜产量的80%左右。
火法铜冶炼工艺的优势是原料的适应性比较强、耗能较低、效率还高。
目前正在被大力推广的火法铜冶炼工艺是闪速炉熔炼和熔池熔炼。
因为在世界工业和经济的快速发展过程中,对于环境的破坏以及能源的过度消耗问题越来越严重,能源越来越紧张,生态环境也遭到了严重的破坏,这促使人们要研究和采用一些先进的铜冶炼工艺,以减少对于生态环境的破坏以及降低能源消耗。
国内外铜精矿先进铜冶炼工艺技术综述
国内外铜精矿先进铜冶炼工艺技术综述铜是一种重要的金属元素,是建筑、制造和能源行业的主要材料之一。
然而,铜的生产成本一直是一个问题,因为传统的冶炼工艺通常需要消耗大量的能源和资源。
因此,发展更先进的铜冶炼工艺技术一直是业界关注的焦点。
目前,国内外的铜冶炼工艺技术发展迅速,研究不断推陈出新,许多新的技术方案也已经应用于铜冶炼领域,为铜冶炼工业的转型升级提供了有力支撑。
本文将对国内外先进的铜精矿冶炼技术进行综述。
先进的铜冶炼工艺技术主要涵盖了三个方面:氧化冶炼、电解精炼和浮选分选。
氧化冶炼是一种通过氧化反应将铜从铜矿中分离出来的方法。
常见的氧化冶炼工艺包括高炉冶炼、直接还原法、闪速炉冶炼、氧气气化法等。
其中,高炉冶炼是一种传统的铜冶炼工艺,但由于其燃料成本高、污染严重等原因,已经逐渐被其他技术所替代。
对于高硫铜矿,可以使用闪速炉冶炼工艺,将铜从铜矿中分离出来,并将硫化物转化为硫酸铜溶液,便于后续的铜电解精炼过程。
电解精炼是将含铜电解质输送到电解槽中,通过电解反应使铜电极析出,从而提高铜的纯度的一种方法。
随着技术的发展,现代电解精炼技术越来越高效环保。
一些先进的电解精炼工艺,如氯化铜电解法、铂钯电极、多相电解、无极电解等,具有高效、低能耗、低污染等优良特性。
浮选分选是一种通过机械碾磨和化学药剂处理来分离铜矿中金属铜的方法。
该技术适用于一些精细和低品位的铜矿。
先进的浮选分选技术,如氧气酸化浮选、氢氧化物浮选、氰化物精选等,可以大大提高铜的提取率和生产效率。
总之,国内外的铜冶炼工艺技术不断创新,呈现出高效、低能耗、低污染等新特点。
在未来,随着科技的不断进步,铜冶炼技术将会更加先进,为全球经济发展做出更大贡献。
铜冶金及现代冶金技术
高压氧化冶金具有高效率、低 能耗的优点,是未来冶金技术
的重要发展方向。
高压氧化冶金主要应用于铁、 锰、铬等金属的提取和精炼。
高压氧化冶金的关键是选择合 适的反应条件和优化工艺参数 ,以实现金属的高效提取和分 离。
04
现代铜冶金技术的应用
在采矿行业的应用
采矿效率提升
现代铜冶金技术利用高效分离和 富集方法,提高了矿石中铜的品 位和回收率,降低了采矿成本, 提高了采矿效率。
总结词
随着环保法规的日益严格,发展环保型 的铜冶金技术势在必行。
VS
详细描述
传统的铜冶金技术通常会产生大量的废气 、废水和固体废弃物,对环境造成严重污 染。为了解决这一问题,研究者们正在研 发新型的环保型铜冶金技术,如熔炼渣回 收、烟气脱硫脱硝等。这些技术可以有效 降低铜冶金过程中的污染物排放,提高资 源利用率和环境友好性。
技术,提高产品的附加值和竞争力。
THANKS
感谢观看
04
湿法冶金是一种利用化学反应 从矿石中提取金属的方法。
与传统的火法冶金相比,湿法 冶金具有低能耗、低污染的优
点。
湿法冶金主要应用于铜、锌、 镍等金属的提取和精炼。
湿法冶金的关键是选择合适的 化学试剂和优化工艺条件,以 实现金属的高效提取和分离。
高压氧化冶金
高压氧化冶金是一种利用高压 氧化反应从矿石中提取金属的
高附加值的铜产品开发
总结词
高附加值的铜产品是未来市场的重要需求, 也是铜冶金技术发展的一个重要方向。
详细描述
随着科技的进步和产业升级,高附加值的铜 产品如铜合金、铜纤维、铜纳米材料等逐渐 成为市场的新宠。这些产品在导电性、强度 、耐腐蚀性等方面具有优异性能,广泛应用 于电子、通讯、航空航天、汽车等领域。为 了满足市场需求,需要不断研发新的铜冶金
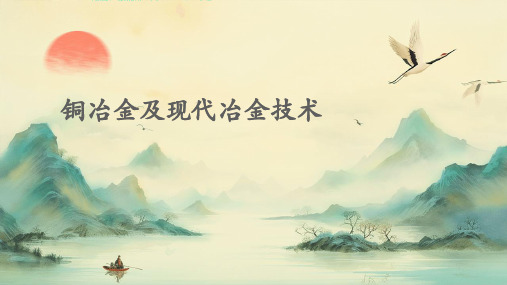
中国铜冶炼技术进步与发展趋势
中国铜冶炼技术进步与发展趋势随着我国工业经济的快速发展,我国对铜原料的需求不断增大,但是由于我国铜资源的短缺,这就要求我国不断发展铜治炼技术。
总体上来看,我国铜工业工艺落后,污染严重,耗能较高,铜冶炼产能过剩,高附加值的加工产品生产能力不足,阻碍了我国大中型铜冶炼企业的发展。
近些年来我国铜治炼技术不断发展,火法炼铜技术仍然占主导地位。
因此,本文针对铜冶炼技术进步与发展趋势进行了分析。
标签:铜冶炼;技术;发展趋势一、铜冶炼技术的主要发展和进步1.1铜熔炼技术(1)閃速熔炼技术。
闪速熔炼是将经过深度脱水(含水小于0.3%)的粉状精矿,在喷嘴中与空气或氧气混合后,以高速度喷入高温的反应塔内,在悬浮状态下,短时间完成硫化物的分解、氧化和熔化等的过程,熔融硫化物和氧化物的混合熔体落下到反应塔底部的沉淀池中,汇集后继续完成锍与炉渣的最终形成,并进行沉清分离。
炉渣在单独的贫化炉或闪速炉内贫化处理后再弃去。
闪速熔炼克服了传统方法未能充分利用粉状精矿的巨大表面积,将焙烧和熔炼分阶段进行的缺点,炉料与气体密切接触,在悬浮状态下与气相进行传热和传质,大大减少了能源消耗,提高了硫利用率,改善了环境。
自建国初期诞生了芬兰奥托昆普闪速炉和加拿大国际镍公司因科闪速炉的投产,至今已经历有70多年,闪速熔炼其不仅技术成熟,还经过日本、美国等工厂对其技术进行改进,使其发展更良好。
(2)浸没顶吹熔池熔炼技术。
浸没顶吹熔炼工艺是熔池熔炼的一种工艺,是在熔池内将熔体-炉料-气体三相流体间造成的强烈搅拌与混合,大大强化热能传递、质量传递和化学反应的速率,以便在燃料需求和生产能力方面产生较高的经济效益。
其喷枪是竖直浸没在熔渣层内,喷枪结构较为特殊,具有炉子尺寸比较紧凑,整体设备简单,工艺流程和操作不复杂,投资相对低等特点。
对比闪速熔炼,原料不需经过特别处理,通过炉顶加料口加入炉内,炉料呈自由落体落到熔池面上,被气流搅动卷起的熔体混合消融。
浸没顶吹熔炼的主要代表工艺为澳大利亚的澳斯麦特炼熔技术和艾萨熔炼技术。
铜冶炼三种方法

铜冶炼三种方法标准化管理处编码[BBX968T-XBB8968-NNJ668-MM9N]目前,中国已引进世界上最先进的炼铜新工艺有:闪速炉熔炼、艾萨熔炼、奥斯麦特熔炼、诺兰达熔炼等。
国内自主创新的有白银法熔炼、金川合成炉熔炼、东营方圆的氧气底吹熔炼。
后3种都是中国人自己研制的,都具有自主知识产权。
这7种也算世界上较先进的炼铜法。
通过多年的实践,国外的先进技术尚存不足之处,分述如下:1、双闪速炉熔炼法:投资大,专利费昂贵,熔剂和原料先进行磨细再进行深度干燥,需额外消耗能源这不尽合理。
熔炉产出的铜硫需要水碎再干燥再细磨,工序繁杂。
每道工序均难以保证100%回收率,会产生部分机械损失;热态高温铜锍水碎物理热几乎全部损失,水碎后再干燥,再加上炉内大量水套由冷却水带走热量,热能利用也不尽合理。
铜锍水碎需要大量的水冲,增加动力消耗。
破碎、干燥要增加人力和动力的消耗。
这些都是多年来该工艺没有得到大量推广的重要原因。
2、艾萨法和澳斯麦特法均属于顶吹冶炼系列:顶吹都要建立高层厂房,噪音大、高氧浓度低烟气量大、顶吹的氧枪12米长,3天至一周要更换一次,不锈钢消耗量大、投资大、操作不方便。
都用电炉做贫化炉,渣含铜一般大于%不合国情。
3、三菱法的不足4个炉子(熔炼炉、贫化电炉、吹炼炉、阳极炉)自流配置,第一道工序的熔炼炉需要配置在较高的楼层位置,建筑成本相对较高,炉渣采用电炉贫化,弃渣含铜量达%~%,远远高于我国多数大型铜矿开采的矿石平均品位,资源没有得到充分的利用。
4、诺兰达和特尼恩特连续吹炼法,尚在工业试验阶段。
诺兰达是侧吹、要人工打风眼、劳动强度很大、风眼漏风率达10%~15%。
有很大噪音、操作条件不好、冶炼环境不理想。
如果掌握不好容易引起泡沫渣喷炉事故。
综上所述,让我们来寻求新的冶炼工艺,在不断的探索中发现新途径。
氧气底吹炉炼铅、炼铜最早是湖南水口山和中国有色工程设计研究总院共同研发在水口山进行过半工业试验。
首先用于炼铅,产业化取得成功,继这之后,中国有色工程设计研究总院原副院长、总工程师、全国设计大师蒋继穆,用在炼铜上,曾找过多家合作,可是谁都不想吃第一只螃蟹。
2024年国内外铜精矿先进铜冶炼工艺技术综述

2023年,冶金行业在国内外的铜精矿铜冶炼工艺技术方面取得了许多重要进展。
铜是一种广泛应用的金属,其冶炼工艺技术的发展对于推动冶金行业的发展具有重要意义。
本文将对2023年国内外铜精矿先进铜冶炼工艺技术进行综述。
在铜冶炼工艺技术方面,2023年的主要进展包括提高冶炼效率、减少环境污染、提高产出品质等。
首先,提高冶炼效率是铜冶炼工艺技术的重要方向。
2023年,国内外研究人员在提高炼铜效率方面做出了许多创新性的工作。
其中一项重要的进展是应用高温冶金技术,如高温电解和高温还原等技术。
这些技术可以提高冶炼反应的速率和效率,从而缩短冶炼时间,减少能耗,提高产出。
其次,减少环境污染是2023年铜冶炼工艺技术发展的重点。
随着环境保护意识的增强,研究人员在冶炼过程中减少环境污染的技术上取得了许多进展。
例如,通过引入污泥焙烧和硫酸浸出等新的冶炼技术,可以减少废气和废水的排放,降低环境污染。
再次,提高产出品质也是铜冶炼工艺技术的重要方向之一、2023年,研究人员通过改进冶炼工艺和添加新的提纯剂等手段,成功地提高了铜精矿的品质。
这些技术不仅可以提高铜的纯度,还可以降低杂质含量,提高冶炼产出的品质和附加值。
此外,还有一些其他的新兴技术在2023年得到了广泛的关注和应用。
例如,电解法和催化氧化法等新型冶炼技术被广泛运用在铜冶炼过程中。
这些新技术不仅具有高效、环保的特点,还可以提高铜的冶炼纯度和产出率。
综上所述,2023年在国内外冶金行业的铜冶炼工艺技术方面取得了许多重要的进展。
通过提高冶炼效率、减少环境污染和提高产出品质等手段,研究人员成功地推动了铜冶炼工艺技术的发展。
未来,随着技术的不断创新和进步,铜冶炼工艺技术将会进一步提高,为冶金行业的发展做出更大的贡献。
国内外铜精矿先进铜冶炼工艺技术

国内外铜精矿生产电解铜先进冶炼工艺技术目录一、炼铜原料概述 (1)二、铜冶金方法概述 (1)1、火法冶金 (1)2 、湿法冶金 (4)3、火法炼铜和湿法炼铜比较 (5)三、当代国内外铜精矿火法冶金先进技术概述 (5)1、熔炼先进技术(铜精矿→冰铜) (5)2、吹炼先进技术(冰铜→粗铜) (9)3、火法精炼先进技术(粗铜→阳极铜) (9)4、电解精炼先进技术(阳极铜→电解铜) (13)四、当代国内外铜精矿火法冶金先进技术应用概况 (14)1、当代国内铜精矿火法冶金先进技术应用概况 (14)2、当代国外铜精矿火法冶金先进技术应用概况 (17)五、当代国内外铜精矿冶金的前沿技术 (20)1、国内铜精矿冶金的前沿技术 (20)2、国外铜精矿冶金的前沿技术 (23)附图:铜火法冶金先进技术设备或流程示意图 (24)一、炼铜原料概述世界上生产电解铜(阴极铜)的原料分为铜精矿和废杂铜。
用铜精矿和废杂铜生产电解铜的比例大致为7:3,铜精矿依然是当今生产电解铜的主要原料。
铜精矿:在自然界中自然铜存量极少,一般多以金属共生矿的形态存在。
铜矿石中常伴生有多种重金属和稀有金属,如金、银、砷、锑、铋、硒、铅、碲、钴、镍、钼等。
根据铜化合物的性质,铜矿物可分为自然铜、硫化矿和氧化矿三种类型,主要以硫化矿和氧化矿,特别是硫化矿分布最广,目前世界电解铜产量的90%左右来自硫化矿。
金银等贵金属常和铜共生,一般铜矿都是含有金银等贵金属。
铜矿石经采矿和选矿富集获得铜精矿,常见为褐色、灰色、黑褐色、黄绿色,粉状,粒度一般小于0.074mm。
含铜量13-30%,国内铜精矿标准目前执行YS/T318-1997《铜精矿》行业标准的规定,其产品分类和化学成分如表1。
表1 铜精矿的化学成分%(YS/T 318—1997)二、铜冶金方法概述铜冶金方法是指由铜精矿获取金属铜(精炼铜或电解铜)所采取的工艺技术途径和手段。
世界上由铜精矿生产电解铜的冶炼方法分为两大类:火法冶金和湿法冶金。
国内外铜精矿先进铜冶炼工艺技术综述

火法精炼后的产物铸成阳极铜板为各
企业自主内定标准。
阴极铜是阳极铜通过电解精炼的获得的产物目前执行国家标准
GB/T467-1997 阴极铜划分为两类标准阴极铜牌号Cu-CATH-2和高纯阴 4 / 36
氧化或硫酸化焙烧转变可溶状态然后再进行浸出、净化和电积获取电解铜。
溶剂萃取电积法(SX―EW)提取铜的技术已在美国、智利、赞比亚、秘鲁、澳大
利亚和墨西哥等地推广应用大大提高了铜的回收率并降低了生产成本。现代湿 5 / 36
法炼铜技术通常有硫酸化焙烧--
冰铜为各企业自主内定标准。粗铜是经吹炼炉吹炼后获得的含铜约98左右
的铜其外表粗糙含气孔由此得名又称“泡铜”英文名Blister Copper。
我国粗铜行业标准YS/T 70—93粗铜按化学成分分为3个牌号Cu99.30C、
Cu99.00C、Cu97.50C化学成分应符合下表的规定。
钴、镍、钼等。根据铜化合物的性质铜矿物可分为自然铜、硫化矿和氧化矿三
种类型主要以硫化矿和氧化矿特别是硫化矿分布最广目前世界电解铜产量
的90左右来自硫化矿。金银等贵金属常和铜共生一般铜矿都是含有金银等
贵金属。铜矿石经采矿和选矿富集获得铜精矿常见为褐色、灰色、黑褐色、黄
绿色粉状粒度一般小于0.074mm。含铜量13-30国内铜精矿标准目前执
行YST318-1997《铜精矿》行业标准的规定其产品分类和化学成分如表1。
表1 铜精矿的化学成分 YS/T 318—1997
品级
Cu ≥
杂质含量≤
品级
国内外铜精矿先进铜冶炼工艺技术综述
国内外铜精矿先进铜冶炼工艺技术综述铜是一种重要的工业金属,在现代经济发展中的地位非常重要。
铜的产量和应用已经影响着国民经济的发展,因此,研究铜生产的技术和工艺,对于提高铜产品品质和产量,促进铜工业不断向前发展,是至关重要的。
本文将从铜矿的种类、现有铜冶炼工艺、先进技术的介绍和比较等几个方面详细综述国内外铜精矿先进铜冶炼工艺技术。
一、铜矿种类铜在地壳中相对丰富,铜矿有伊甸园、卡拉拉、海外和加蒂等。
其铜含量在10-60%之间,其中铜矿物主要有硫化物、氧化物和碳酸盐等。
在铜矿的加工过程中,需要进行粗选、精选、浮选、溶解和电积等多个步骤,提取出高品质的铜。
二、现有铜冶炼工艺在传统的铜冶炼工艺中,常使用火法和电积法。
火法包括闪速炉、回转窑、氧床等,它们都是将铜从粗铜矿转化为高品质的电解精铜工艺。
相较于火法,电积法更先进,不仅具有能耗低、废气排放减少,还可以高效脱除硫等优点。
但是,电积法的铜质量较低,纯度较难保证,同时还需要较大的电力投入,不够环保和经济。
因此,研究先进的铜冶炼工艺技术,成为了迫在眉睫的问题。
三、先进技术介绍和比较1、溶浸法技术溶浸法是一种绿色的铜冶炼技术,该技术将铜精矿和酸浸剂反应,产生硫酸铜浸液,然后通过萃取将其转化为纯度高的铜产品。
与火法和电积法相比,溶浸法更加环保,而且能有效地提高铜品质。
同时,经过处理的溶液中可以回收多种金属,实现资源化利用。
不足之处在于,铜矿中的杂质可能会影响到铜的萃取和回收,难以控制生产成本。
2、氧化部分浸出技术氧化部分浸出技术,在我国铜工业的应用尚处于起步阶段。
该技术依靠高温氧化氯化物来将铜氧化,溶解出铜盐浸液,然后通过补充高牛顿液和硫酸等,使铜再降级氧化还原反应中不停地迁移,最终得到纯度较高的铜。
这种技术还可以回收水溶性铜、锌、贵金属等,具有较好的经济和环保性能。
但是,该技术需要较高的温度和氧化剂投入,会消耗较大的能源。
3、氧化整浸技术氧化整浸技术属于特种化学浸出方法,它能够够充分利用硫化型铜矿中的微生物进行矿石反应。
国内铜火法冶炼技术现状及展望
对未来铜火法冶炼技术的期待和展望
随着科技的不断进步和产业结 构的调整,铜火法冶炼技术将 迎来更加广阔的发展空间。
未来,铜火法冶炼技术将更加 注重环保和资源节约,实现可 持续发展。
随着新能源和智能制造等新兴 产业的发展,铜火法冶炼技术 将有望迎来新的应用领域和发 展机遇。
国内铜火法冶炼技术现状及 展望
汇报人: 2023-12-12
目录
• 铜火法冶炼技术概述 • 国内铜火法冶炼技术现状 • 铜火法冶炼技术的发展趋势 • 铜火法冶炼技术的展望 • 结论
01
铜火法冶炼技术概述
铜火法冶炼技术定义
01
铜火法冶炼技术是指利用高温熔 炼铜矿石、铜精矿、含铜废料等 原料,通过电解沉积获得纯铜或 铜合金的过程。
的挑战。
提出进一步发展铜火法冶炼技术的建议和措施
加强技术创新,提高铜火法冶炼技术 的自动化和智能化水平,降低人工成 本,提高生产效率。
加强产业链合作,实现资源共享和优 势互补,推动铜火法冶炼技术的整体 升级。
推广清洁生产技术和环保设备,减少 铜火法冶炼过程中对环境的影响,提 高企业的环保意识和社会责任。
THANKS
谢谢您的观看
02
铜火法冶炼技术主要包括采矿、 选矿、熔炼、电解沉积、合金制 备等环节。
铜火法冶炼技术发展历程
铜火法冶炼技术在我国有着悠久的历 史,早在商周时期就有使用铜火法冶 炼的记载。
进入21世纪以来,随着环保要求的提 高和能源结构的调整,铜火法冶炼技 术也在不断升级和改进。
铜火法冶炼技术的重要性
铜火法冶炼技术是我国获取大量纯铜和铜合金的主要手段之一,其产量占我国铜 总产量的近九成。
铜冶炼三种方法
铜冶炼三种方法标准化管理处编码[BBX968T-XBB8968-NNJ668-MM9N]目前,中国已引进世界上最先进的炼铜新工艺有:闪速炉熔炼、艾萨熔炼、奥斯麦特熔炼、诺兰达熔炼等。
国内自主创新的有白银法熔炼、金川合成炉熔炼、东营方圆的氧气底吹熔炼。
后3种都是中国人自己研制的,都具有自主知识产权。
这7种也算世界上较先进的炼铜法。
通过多年的实践,国外的先进技术尚存不足之处,分述如下:1、双闪速炉熔炼法:投资大,专利费昂贵,熔剂和原料先进行磨细再进行深度干燥,需额外消耗能源这不尽合理。
熔炉产出的铜硫需要水碎再干燥再细磨,工序繁杂。
每道工序均难以保证100%回收率,会产生部分机械损失;热态高温铜锍水碎物理热几乎全部损失,水碎后再干燥,再加上炉内大量水套由冷却水带走热量,热能利用也不尽合理。
铜锍水碎需要大量的水冲,增加动力消耗。
破碎、干燥要增加人力和动力的消耗。
这些都是多年来该工艺没有得到大量推广的重要原因。
2、艾萨法和澳斯麦特法均属于顶吹冶炼系列:顶吹都要建立高层厂房,噪音大、高氧浓度低烟气量大、顶吹的氧枪12米长,3天至一周要更换一次,不锈钢消耗量大、投资大、操作不方便。
都用电炉做贫化炉,渣含铜一般大于%不合国情。
3、三菱法的不足4个炉子(熔炼炉、贫化电炉、吹炼炉、阳极炉)自流配置,第一道工序的熔炼炉需要配置在较高的楼层位置,建筑成本相对较高,炉渣采用电炉贫化,弃渣含铜量达%~%,远远高于我国多数大型铜矿开采的矿石平均品位,资源没有得到充分的利用。
4、诺兰达和特尼恩特连续吹炼法,尚在工业试验阶段。
诺兰达是侧吹、要人工打风眼、劳动强度很大、风眼漏风率达10%~15%。
有很大噪音、操作条件不好、冶炼环境不理想。
如果掌握不好容易引起泡沫渣喷炉事故。
综上所述,让我们来寻求新的冶炼工艺,在不断的探索中发现新途径。
氧气底吹炉炼铅、炼铜最早是湖南水口山和中国有色工程设计研究总院共同研发在水口山进行过半工业试验。
首先用于炼铅,产业化取得成功,继这之后,中国有色工程设计研究总院原副院长、总工程师、全国设计大师蒋继穆,用在炼铜上,曾找过多家合作,可是谁都不想吃第一只螃蟹。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
现代强化熔炼工艺的特点
高熔炼强度:闪速熔炼单炉铜精矿处理量首先突 破 100 万吨 / 年以上; Isa 炉单炉铜精矿处理量达 到 130 万吨 / 年;三菱炉精矿处理量将超过 100 万 吨/年(温山)。 硫捕集率高,环保好:一般均超过95%。闪速熔炼 和三菱熔炼超过了 99% ,吨铜 S 的排放量不到 2kg , 是最清洁的铜冶炼工艺 工艺控制自动化程度高:闪速炉实现了计算机在 线控制。
闪速熔炼
1949年 1949 37台
艾萨熔炼
1983 1987 9台
三菱熔炼
1974年 1974 5
诺兰达熔炼
特尼恩特转炉
奥斯麦特熔炼
1973 1971999 5家投产
单 炉 最 高 140 万吨铜 130 万 吨 铜 26.2 万吨 / < 20万吨 / < 15 万吨 / 16 万 吨 / 年 产能 精矿 精矿 年矿铜 年矿铜 年·炉 矿 矿铜 铜 原 料 适 应 较差 性 原料预处 理 送风氧浓 冰铜品位
再生铜:单位能耗为矿产铜的20%,每利用1吨废杂铜,
可少开采矿石 130吨,少产生 2吨SO2 和 100 多吨工业废渣, 节约用水535立方米
二、火法炼铜工艺的进展
硫化铜精矿火法冶炼的特点
精矿中的S和Fe与氧反应,大量放热,过程可以自 热进行,无需燃料。 精矿的S氧化产生的 SO2生产硫酸副产品; SO2必须 有效捕集,否则将造成环境污染 铜精矿 80% 小于 200 目( -74μ),通过工业氧可 以实现强化熔炼,产能大。 铜精矿中的金、银、铂、钯等稀贵金属在铜冶炼 中随铜富集,回收率可以达到98%
发明国
加拿大 芬兰 美国 EU 加拿大 日本 澳大利亚 美国 澳大利亚 智利 俄罗斯 中国
现状
2家应用 37台,矿铜产量的一半 停产 停产 2家应用 5家应用 停产 用于炼铅 应用在迅速增长
在智利、墨西哥、赞比 亚等应用
在俄罗斯应用 在中国应用
主要强化熔炼工艺的比较
项目
应用时间 首次炼铜 矿铜冶炼
火法工艺(选矿-熔炼-精炼工艺):传统炼铜工艺,
适合处理硫化矿,占矿铜产量的75%~80%
湿法工艺 (浸出 - 萃取 - 电积) :上世纪 70 年代中
期后兴起,适合处理氧化矿和次生硫化矿,还用 于处理浮选尾矿、废矿、旧矿和断裂的矿体;硫 化矿采用细菌浸出。占矿铜产量的25%
再生铜: 1/3 熔炼 - 精炼, 2/3 直接生产铜产品。不
同的原料采用不同的熔炼工艺
炼铜工艺的比较
火法工艺:受到环境和成本的压力,传统工艺逐步为现
代强化熔炼工艺所取代,生产规模不断扩大,成本优势明 显,硫的捕集率超过99%,改变了高能耗、高污染的形象
湿法工艺:火法难以利用的铜原料,包括低品位废石的
利用;尾矿处理;难选硫化矿;难熔矿;废弃的矿山;开 采成本很高的深矿井;高杂质(As、Sb、Bi)原料,多金 属(Ni、Co、 Zn)原料。小规模生产的投资低,生产成本 低成本低,不生产硫酸,无SO2污染。操作简单,在矿山 附近就近生产。贵金属回收困难,回收率不确定。处理黄 铜矿精矿的湿法工艺还没有工业应用,存在技术障碍。
●自动化程度低,劳动强度大
● 60年代后期世界各地纷纷研究强化熔炼工艺
现代强化熔炼工艺
铜精矿熔炼: Outokumpu闪速炉 Inco闪速炉,三菱 炉 诺兰达炉, Isa/Ausmelt炉 Teniente转炉,瓦 钮可夫炉 Contop炉,白银炉 ,水口山炉 电解精炼: 冰铜吹炼: PS转炉 Ausmelt炉
※Outokumpu闪速熔炼 ※ 浸没喷枪式熔炼(ISA/Ausmelt) ※ 三菱熔炼
闪速熔炼技术的进展
闪速炼铜工艺
●第一座炼铜闪速炉于 1949 年在芬兰哈里亚瓦尔塔 冶炼厂投入工业生产;目前还用于镍精矿的熔炼; 1978 年开始进行铜精矿的一步炼铜; 1995 年开始 进行冰铜的吹炼。 ●至今已有 40 台炼铜闪速炉建成投产,目前在运行 的有 37台(其中有3台一步炼铜闪速炉, 2台冰铜 吹炼闪速炉),6台炼镍闪速炉在生产。 ●炉体冷却结构的改进、冷却强度的提高,闪速炉 的单炉产能提高,最大达到原设计的 3.65 倍;闪 速炉的炉寿命延长,最长达到 15年,一般 10年左 右
铜冶炼技术的进展 与中国铜冶炼业的发展趋势
一、炼铜原料与炼铜工艺
炼铜原料
硫化矿:铜或铜铁硫化物,由原生硫化矿如黄铜矿
( CuFeS2) 、斑铜矿( Cu5FeS4) 等和次生硫化矿如 辉铜矿(Cu2S)、铜蓝等
氧化矿:碳酸盐、氧化物、硅酸盐、硫酸盐
废铜、铜合金、含铜废料等二次物料
炼铜工艺技术
~65% ~62% 20%~27% ~95%
~55% 68% 20%~30% 99%
~45% ~75% 15%~25% ~90%
32%~36%
40%~50% ~62% 11%~15% ~95
~75% 12%~25%
60%~90%
50% ~99.9%
S捕集率
业内认可的先进熔炼工艺
闪速熔炼和熔池熔炼:
烟气SO2%
粒 度 < 1mm , 深度干燥, H2O<0.3%
适应性强
制粒或增湿, H2O 9%~11%
强
干 燥 , H2O < 1%
适应性强
适应性强
适应性强
粒 度 < 100mm , 粒 度 < 100mm , 制 粒 或 增 湿 , 不需要干燥。 不需要干燥。 H2O 10%~12%
~90%
任意60%~75%
主要强化熔炼工艺的应用情况
工艺
因科闪速熔炼 奥托昆普闪速熔炼 氧气喷洒熔炼 Contop熔炼 诺兰达连续熔炼 三菱连续熔炼 沃克拉连续熔炼 QS工艺 艾萨/奥斯麦特熔炼 特尼恩特炉 瓦钮可夫炉 白银炉
工业生产时间
1952 1949 1979 1980 1973 1970 1968 1972 1992 1977 1977 1981
传统炼铜工艺
熔炼:反射炉 精矿预 处理: 焙烧
冰铜吹炼: PS转炉 阳极精炼、浇铸
鼓风炉、电炉
烧结
混捏 制团 烟气制酸 电解精炼: 常规始极片工艺
传统熔炼工艺的问题
●传统熔炼工艺:反射炉、电炉、鼓风炉,以反射炉
为主;
●熔炼强度低:送风氧浓低,冰铜品位低,生产效率 低,能耗高,成本高 ●生产能力低:单炉年产铜几千吨到几万吨 ● 环境污染严重:SO2回收率低
阳极 浇铸
烟气制酸
常规始极片工艺
PC工艺
现代强化熔炼工艺的特点
产能大:单套系统最大铜产能超过40万吨/年
送风氧浓高:闪速熔炼氧浓达 90% , ISA 、三菱、诺兰达熔 炼氧浓达到65%,55%和45%
自热或半自热熔炼:有效利用硫化矿物燃烧所产生的热量;
冰铜品位高:均超过60%,可以高达75%