供应商注塑过程审核表
模具供应商审核检查表

Notes / Comments
METHOD
81 是否在设备上及时直接检测模具尺寸(及自主检查) 82 是否有模具焊接能力(型号) 83 是否在焊接前得到已得到顾客的允许. 84 是否有外部资源管理方法和执行确认. 85 是否对所有模具在运送前作适当的清理,调幅,上润滑油. 86 是否有运送模具的管理程序 87 模具是否有装箱并防滑的方法. 88 是否提供给我司加工的模具维修保养的说明书 89 是否有进度跟踪系统(哪种系统). 90 是否有定期的模具进度表更新在跟踪系统上. 91 是否有实时跟踪系统. 92 是否有应用外包部件的供应商. 93 是否有可用的模架供应商. 94 是否对外包的模架进行检测. 95 是否对其余引入部件进行检测. 96 是否跟踪外购部件的进展状态.
Notes / Comments
MATERIAL
59 公司内部是否有安全培训系统文件 60 是否为工作的正常运行有适当的仓库 61 是否取得组件被进行适当的标记并可确认 62 库存区的库房管理是否有系统文件控制. 63 油类是否被作特殊标记并单独保存. 64 是否有检查来料和部件的系统文件. 65 是否有采购原料和零部件的系统文件.
Score Notes / Comments
MACHINE
27 所有设备是否均有加工指导书并投入使用 28 是否有正式的维护规则.(润滑油的管理/调整, 等) 29 机器维护是否有书面的(历史/记录). 30 机器中的油和冷冻液是否控制/处理得当. 31 机器是否能够满足加工精度的要求 32 EDM设备是否有CNC控制(类型/尺寸/数量). 33 是否有足够的EDM制吗? (类型/尺寸/数量). 35 是否有足够的线切割设备来满足生产需要 36 铣床设备有CNC控制吗? (类型/尺寸/数量). 37 是否有足够的铣床来满足生产需要 38 磨床设备有CNC控制吗? (类型/尺寸/数量). 39 是否有足够的磨床来满足生产需要 40 是否有高速加工中心可以进行电极加工. 41 是否有高速加工中心可以进行铁料加工. 42 他们如何在内部移动模具/能力足够? ( )起重机, ( )铲车 43 是否有注塑设备. 44 是否有足够的人力操作现有的设备. 45 工厂操作间是否整洁。 46 设备的最佳年限- 修模/制造模具.
注塑特殊过程确认表(20200930061515)
实际果
外观平整光滑,表面是否有划伤,无异 色点、气丝、塌坑、缺料、变形、毛 边、断裂、杂物等,注胶口是否起皮、 突起等。是否压伤五金零件,对接插头 试装是否灵活。
确认人签名
确认人
部门
确认人
部门
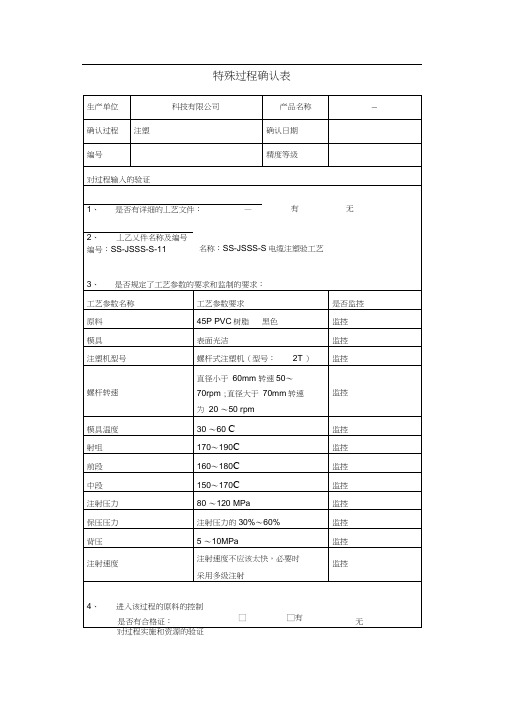
特殊过程确认表
生产单位
科技有限公司
产品名称
—
确认过程
注塑
确认日期
编号
精度等级
对过程输入的验证
有
无
1、是否有详细的丄艺文件:—
2、丄乙乂件名称及编号
编号:SS-JSSS-S-11
名称:SS-JSSS-S电缆注塑验工艺
3、是否规定了工艺参数的要求和监制的要求:
工艺参数名称
工艺参数要求
是否监控
原料
45P PVC树脂
记录名称:注塑控制参数记录表
参数名称
工艺参数要求
监控结果
环境温度
环境湿度
原料
45P PVC树脂黑色
模具
表面光洁
注塑机型号
螺杆式注塑机(型
号:2T)
螺杆转速
直径小于60mm转 速50〜70rpm;直径 大于70mm转速为
20〜50rpm
模具温度
30〜60C
射咀
170〜190C
前段
160〜180C
中段
150〜170C
黑色
监控
模具
表面光洁
监控
注塑机型号
螺杆式注塑机(型号:2T)
监控
直径小于60mm转速50〜
螺杆转速
70rpm;直径大于70mm转速
监控
为20〜50rpm
模具温度
30〜60C
监控
模具供应商审核表

供应商基本资料: 地址: 注册资本: 员工总数: 设计工程师数量: 模具工程师数量: 生产人员数量: 质量人员数量: 项目 技术和设计能力 模具加工能力 产品加工能力 生产控制能力 总计 技术和设计 能力 10
5
生产控制能 力 0 模具加工能 力
审核纲要
1 2 3 4
单项满分 单项得分 得分比 10 9.33 93.33% 10 7.00 70.00% 10 7.00 70.00% 10 6.00 60.00% 40 29.33 73.33%
2.4 模房人数
等级 分数 <6 0 6-10 4 10-20 8 >20 10 得分 4
3.产品加工能力 3.1 硬件注塑能力
等级 分数 无注塑机 0 有小型注塑机 有大型注塑机 4 6
得分
7
注塑 注塑 20x200x500以 得分 20x200x500 上 8 10 8
3.2 加工产量
等级 分数 无加工记录 0 10个/年 4 10-20个/年 6 20-40个/年 8 >40个/年 10 得分 6
单项满分 单项得分
产品加工能 力
意见: 审核员: 经理: BOSS:
审核员 裁决通过
经理
BOSS
xx公司 模具供应商审核表
1.技术和设计能力 得分 9.33
1.1 人员配备
等级 分数 无专业技术人 技术人员最高 技术人员最高 技术人员最高 技术人员最高 得分 员 为中专 为大专 为本科 为本科以上 0 4 6 8 10 8
4.生产控制能力 4.1 质量体系
等级 分数 无控制 0 有作业分区 有作业指导书 2 4 有模具维护计 划 6
得分
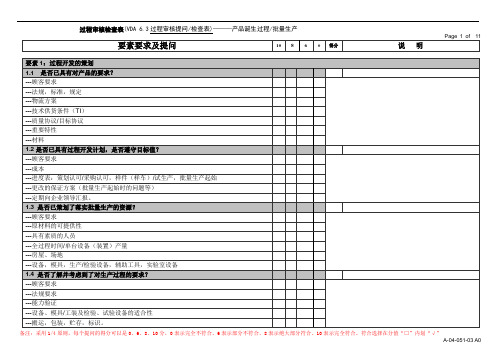
VDA 6.3 过程审核实例 (2016版中文)

VDA6.3-2016过程审核表(含记录)Excel原档(未加密)可在PDF左侧回形针处取出。
审核类型:工序:产品组:第1组第2组第3组第4组工序数量3产品名称:267B格栅XX饰条1注塑X X 2电镀X X3涂装X 324.双方人员信息:被审核方公司/部门姓名职务审核组:公司/部门姓名职务1总经办LL 总经理助理1品质部Roy 体系工程师2总经办LL 品质技术副总23品质部LL 品质部经理34制造部LL 制造部经理4符合度96%等级B评价:符合度 %等级90 - 100A 80 - <90B <80C提交日期:2018/8/30负责人:LXX每个产品组的工序数量产品组与工序的关联,请打“X”工序: E1 - E10调整工序数(最多3个,最少1个工序);并在延伸出的深色格内填入工序名称。
下页“提问表”和“评分矩阵表”会自动增加工序和评分栏。
VDA6.3过程审核要求提交纠正措施计划:被审核方签名审核员签名有条件的具备质量能力评价提问表使用说明具备质量能力 1.任何一个问题没有被评审(显示为“n.e.”),都必须说明未评审的原因。
2.理想状态是100%的审核,但是至少2/3的问题必须被审核。
3.考虑到结果的可比性和其他各方相互接受审计结果的可取性,应完整地涵盖整个问题清单。
有条件的具备质量能力不具备质量能力评级可根据VDA 6.3降级规则下调。
请在评分矩阵中找到更多细节。
初次审核(新供应商) 年度审核追加审核(质量事故)内YesNoOK OK OK OK OKOK OK OK OK OKOK OK OK OK OKOK OK OK OK OKOK OK OK OK OKOK OK OK OK OKOK OK OK OK OKOK OK OK OK OKOK OK OK OKOKOK OK OK OK OKOK OK OK OK OKOK OK OK OK OKOK OK OK OK OKOK OK OK OK OKOK OK OK OK OKOK OK OK OK OKOK OK OK OK OKOK OK OK OK OKOK OK第 5页共 20页VDA 6.3 过程审核实例 (2016中文版).xlsm第 6页 共 20页公司名称:XXXXX有限公司地点:审核日期:2020/6/19评估的过程要素评价指标EG [%]评价(P2P3P4P5P6P7)96%B评估的产品组Missing!E PN 96%B E PN 95%B E PN ----E PN----有效期发证机构2021/4/5SGS 2021/1/12SGS 2019/12/19SGS 0职 务被审核方体系工程师LL 1900/1/0LL LL LL MM*详细纠正措施见“行动计划”审核员签名审核员证书编号:被审核方签名其他:ISO 14001 证书ISO 45001 证书被审核方管理人员签名品质技术副总开发部经理品质部经理制造部经理IATF02XX170CN15/3XXX8下一步计划:本次评审过程符合度96%,整体评价为B级(根据降级规则,1个*号问题评分为4分,由A级降到B级)措施确认201-8-20CN13/3XX532018年8月20日回复纠正预防措施,9月30日前完成改善并提交改善证据,审核员现场验证措施是否落实及有效性,并根据验证结果确定是否关闭不符合项。
供应商产品过程审核(CNC、注塑、钣金、冲压)

3.5
被拒绝的材料是否在24小时内被隔离或提交给M.R.B?
3.6
每个特定的维修或分类操作是否都有经QA和/或相关部门批准的文件化 标准(如产品工程?
重新加工或分类的产品需要经过审核,重新检验或重新测试,除了维修 3.7 操作外,采用零缺陷可接受(c = 0)抽样计划,使用第二次提交样本
大小额外50%的原始样本量 还是按计算?
metal plate(钣金) Worksheet
Page 14 of 15
This document is electronically controlled. Printed copies are considered uncontrolled.Confidential
metal plate(钣金) Worksheet
metal plate(钣金) Worksheet
4.2
从库存中使用的材料是以先进/先出(FIFO照质量保证手册中的规定识别和控制有限保质期的成品?
4.4
是否有产品的包装规格或图纸,是否正在使用中?
4.5
重新打开包装时,是否保留了原始可追溯性信息,并且数量是否经过验 证和标记正确?
metal plate(钣金) Worksheet
Page 10 of 15
备注 This document is electronically controlled. Printed copies are considered uncontrolled.Confidential
metal plate(钣金) Worksheet
满足标准 4分 满足要求并有效执行,并有完整的文件记录
4
如果审核项目不适用审核范围,请选择对应单元格的N/A
供应商过程审核表
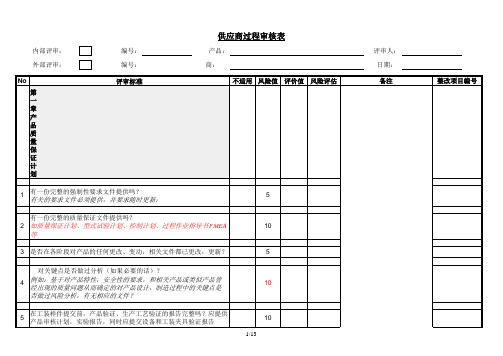
5
2/13
整改项目编号
9
供 应
10
有 免
供应商过程审核表
5
10
使用货物接收管理程序?
11 检验交货状况与采购订单在以下方面是否相符:标签,等级号,
5
包装,检验报告交货单的检查,检验章,储存期限等。
对于特殊批次,是否使用接收管理程序?
12 手工样件、工装样件、试装零件、例外放行产品如何进行管理?
5
每一个零件有对应的检验卡或验收规程?
13 检验卡应明确描述检验类目,如关键特性项,外观,可追溯性等。
5
同时标明检验工具,检验方法。
对于进货产品,有无隔离的、专门的区域?
14 例如,待检产品,待决定产品、等等;区域划分是否清楚?
5
使用产品进货检验程序吗?
对于订货和交货的产品,更改等级、检验和试验用图、抽样和验
No
评审标准
有无计量器具管理规定,包括发放、维修、校准、送检? 87 是否统一集中管理
有 88 无 89 检测、试验、实验设备是否齐全,满足生产需要?
5
10 不适用 风险值 评价值 风险评估
5 5 5
90 是否完好,有无合格标识?
5
第六章 人员—环境—安全
人员从事相关的工作时,进行了培训和授权了吗?作业指导书和程序
5
有一个授权开始生产的程序吗?
程序用于启动生产,清除启动和调整设备用的零件;生产首件的放
47 置和合格性。开始生产:长时间停机、作业人员更换、材料批次更
10
换、产品换型等。
6/13
供应商过程审核表
No
评审标准
不适用 风险值 评价值 风险评估
备注
(内部/外部)过程参数?
注塑制程检验表

机显数:
8:00~10:00
10:00~12: 00
12:00~14:00
14:00~16: 00
16:00~18:00 18:00~20:30
出模数不准确
首件试生产 1次/天
重点尺寸1 (标准: 重点尺寸2 (标准: 重点尺寸3 (标准:
每一个模号试产1个,产品外观、尺寸是否正常。 是□
(外观要求:不可有披锋溢出、端子歪斜、变形等现象)
□让步接收
合计
江门市杰马科技有限公司
机台号:
Seemarket Technology Co., Ltd.
注塑制程检验表
日期:
IPQC:
审核:
产品名称:
材料规格:
生 1、产外批观次巡号拉:检查。 (检查频次:1次
检查组装 (检查数量 1啤)
首件检验
出模数: 入库单 号:
抽检检验记录,抽
样标准AQL Ⅱ,级
别:
数
量:
抽样
注数意量::每天产量与产品
数量误差要少于300个
检验项目 表面
检验标准
无颜色色差,哑光、顶白、黑 点 无不饱胶、缩水、变形
外观
无气泡、水纹、银纹、色纹
无油污、污物
披锋
无披锋、堵孔
其他
检验记录
不良数
判定
最终判定
□允收
□拒收
如判定拒收,请记录注塑产品的处理方式:
) ) )
否□
异常记录
判定
注意:1、注塑车间开机停机后要通知IPQC及时进行首检,检验合格后方可生产。 2、IPQC每天要检查初始生产的产品,观察是否出现少胶、粘模、披锋等不良现象。 3、检查外观合格后,即可通知生产员工,将产品放入蓝色待检筐中。
注塑部-内部审核记录表

部门:注塑部日期: 20XX-02-25 审核人:序号检查内容评估类别纪实是否1.问部门负责人如何理解环境/EICC方针,环境/EICC方针传达了哪些相关方?2.你部门有那些环境因素/职业健康及安全危险源和重要环境因素/职业健康及安全危险源,它们是如何评价出来的?有哪些环境/职业健康及安全目标指标与你部门有关?你们如何理解?3.识别环境因素/职业健康及安全危险源时如何考虑异常紧急状况?4.有哪些环境/职业健康及安全目标指标与你部门有关?你们如何理解?5.有哪些环境/职业健康及安全管理方案与你部门有关?你们如何执行?检查执行情况。
6.你部门工作对环境/职业健康及安全产生那些重要影响?7.抽查3-5名员工对自己岗位的环境/职业健康及安全重要性是否了解?8.抽查5-7名员工是否有环境/职业健康及安全知识培训记录,要包括MSDS使用人员、消防救助人员?9.你部门有什么环境/职业健康及安全信息沟通,有无留下记录?10.你部门有哪些固体废弃物,怎么分类、怎么收集?怎么处理?11.现场检查固废是否有收集点、分类是否正确、有无混放?12.检查《危险废弃物移交单》内容是否齐全,询问移交人在运输过程中要注意哪些事项?13.如何理解资源节省问题,你部门从哪几个方面来实施?14.你部门要用到哪些化学品,在固定使用或存储处是否具备MSDS?15.如何对相关方的环境/职业健康及安全影响进行控制,采取了哪些措施?检查《相关方环境/职业健康及安全影响登记表》。
部门:注塑部日期: 20XX-02-25 审核人:序号检查内容评估类别纪实是否16.化学危险品存放处是否专用,主管人员是否每月检查一次。
化学危险品处是否配备灭火器等消防设施?17.化学危险品包装或容器上是否贴“安全标签”,包括转移或分装后;“安全标签”脱落或损坏,经检查确认后补贴?18.是否每种化学危险品配备“MSDS”。
不同性质的化学危险品是否分开一定距离储存,不得混放?19.盛装化学危险品的容器是否牢固、密封、不易破裂。
过程审核查检表(注塑过程效率)
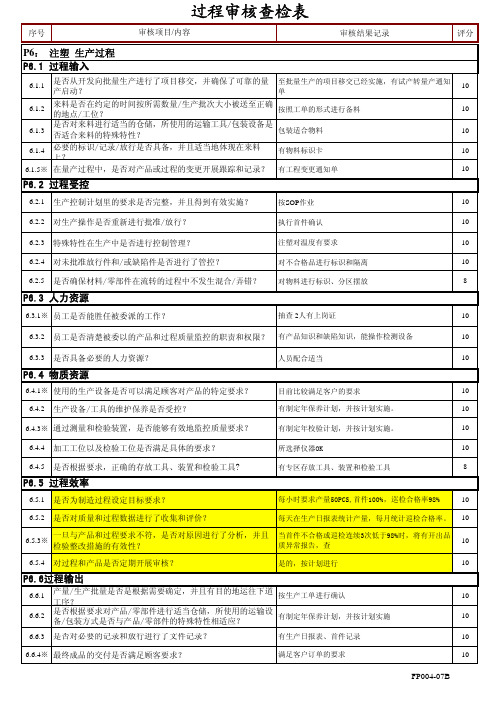
序号审核项目/内容审核结果记录评分6.1.1是否从开发向批量生产进行了项目移交,并确保了可靠的量产启动?至批量生产的项目移交已经实施,有试产转量产通知单106.1.2来料是否在约定的时间按所需数量/生产批次大小被送至正确的地点/工位?按照工单的形式进行备料106.1.3是否对来料进行适当的仓储,所使用的运输工具/包装设备是否适合来料的特殊特性?包装适合物料106.1.4必要的标识/记录/放行是否具备,并且适当地体现在来料上?有物料标识卡106.1.5※在量产过程中,是否对产品或过程的变更开展跟踪和记录?有工程变更通知单106.2.1生产控制计划里的要求是否完整,并且得到有效实施?按SOP 作业106.2.2对生产操作是否重新进行批准/放行?执行首件确认106.2.3特殊特性在生产中是否进行控制管理?注塑对温度有要求106.2.4对未批准放行件和/或缺陷件是否进行了管控?对不合格品进行标识和隔离106.2.5是否确保材料/零部件在流转的过程中不发生混合/弄错?对物料进行标识、分区摆放8631P6.1 过程输入过程审核查检表P6: 注塑 生产过程P6.2 过程受控P6.3 人力资源6.3.1※员工是否能胜任被委派的工作?抽查2人有上岗证106.3.2员工是否清楚被委以的产品和过程质量监控的职责和权限?有产品知识和缺陷知识,能操作检测设备106.3.3是否具备必要的人力资源?人员配合适当106.4.1※使用的生产设备是否可以满足顾客对产品的特定要求?目前比较满足客户的要求106.4.2生产设备/工具的维护保养是否受控?有制定年保养计划,并按计划实施。
106.4.3※通过测量和检验装置,是否能够有效地监控质量要求?有制定年校验计划,并按计划实施。
106.4.4加工工位以及检验工位是否满足具体的要求?所选择仪器OK106.4.5是否根据要求,正确的存放工具、装置和检验工具?有专区存放工具、装置和检验工具86.5.1是否为制造过程设定目标要求?每小时要求产量50PCS,首件100%,巡检合格率98%106.5.2是否对质量和过程数据进行了收集和评价?每天在生产日报表统计产量,每月统计巡检合格率。
TS过程审核表格

分发部门: Verteiler:
2101 注塑件
83
0
0
0
B
ED=产品诞生过程 Produktentstehungsprozeß EP=批量生产过程 Serienproduktion
分级标准 Einstufungsskala: qualitä tsfä hig
A=90-100% B=80- 89% C= 0- 79%
有质量能力 有条件质量能力 无质量能力
VA-S-01592
2001/10/24
供应商编号 Lief.-Nr.: 341 (5JD)
委托原因 Auftragsgrund:
例行审核
委托人 Auftraggeber: 上次审核结果/认证证书 Letzte Auditergebnisse/Zertifikate: 认证证书编号 日期 审核单位 Zertifikat-/Auditbasis Nr. Datum durchgefü hrt von
改进计划期限 Termin Verbesserungsprogramm: 签名 Unterschriften: 供应商 Lieferant:
2001/11/30
审核员 Auditor/in:
张军
厂长
上海众安电器塑料厂
供应商质量审核负责人 Leitung Qualitä tsaudit Lieferanten 供应商 北京办事处 MQS-3
结论/要求Leabharlann Feststellungen/Erfordernisse:
可能降级处理(原因如下) Abstufung mö glich(Begrü ndung s.u)
上海众安电器塑料厂为上海大众配套注塑件28件。经审核,目前还存在如下问题,需改进: 1. 按Formel Q(第4版)的要求,开展分供方审核工作。 2. 增添维卡仪,完善试验室装配。 3. 加强仓库管理,内部剩余料要分开存放和标识。 4. 加强设备管理,完善设备管理条例,建立TPM管理体系。 5. 完善FMEA ,增加外购件的缺陷分析,注塑过程发生的缺陷需逐一进行分析,提出预防措施。 6. 开展人员素质调查,系统开展员工培训,建立培训有效性的评价工作。 7. 尽快通过VDA6.1认证。
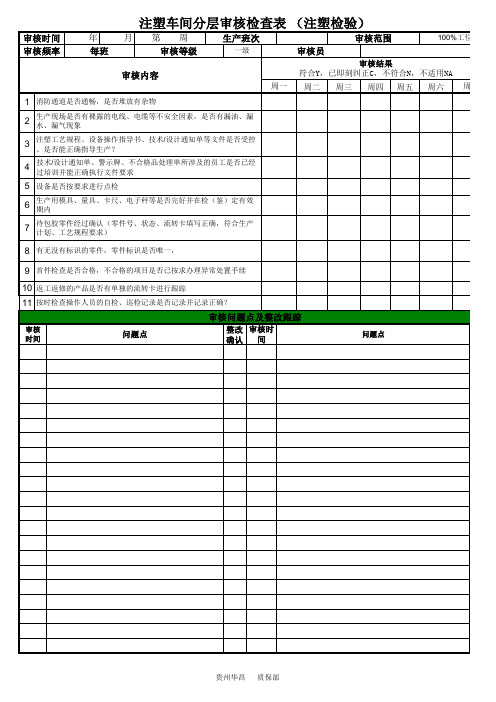
注塑车间分层审核检查表
3
注塑工艺规程、设备操作指导书、技术/设计通知单等文件是否受控 、是否能正确指导生产?
4
技术/设计通知单、警示牌、不合格品处理单所涉及的ห้องสมุดไป่ตู้工是否已经 过培训并能正确执行文件要求
5 设备是否按要求进行点检
6
生产用模具、量具、卡尺、电子秤等是否完好并在检(鉴)定有效 期内
7
待包胶零件经过确认(零件号、状态、流转卡填写正确,符合生产 计划、工艺规程要求)
%工位 A
周日
整改 确认
贵州华昌 质保部
注塑车间分层审核检查表 (注塑检验)
审核时间 审核频率
年
月
每班
第周 审核等级
审核内容
生产班次
一级
周一
审核范围
100%工位
审核员
审核结果 符合Y,已即刻纠正C,不符合N,不适用NA
周二 周三 周四 周五 周六 周日
1 消防通道是否通畅,是否堆放有杂物
2
生产现场是否有裸露的电线、电缆等不安全因素,是否有漏油、漏 水、漏气现象
8 有无没有标识的零件,零件标识是否唯一,
9 首件检查是否合格,不合格的项目是否已按求办理异常处置手续
10 返工返修的产品是否有单独的流转卡进行跟踪
11 按时检查操作人员的自检、巡检记录是否记录并记录正确?
审核问题点及整改跟踪
审核 时间
问题点
整改 审核时 确认 间
问题点
贵州华昌 质保部
贵州华昌 质保部
供应商过程审核表
6 应编制生产设备、模具、工装、检测设备预防 性维修计划;应按照计划的要求,依据维修规 程,完成设备的预防性维修,并保留相关的记 录;
审核记录
第2页 打分
审核 要素
审核条款
过程审核表
审核内容
1 对新购设备、模具、工装应按照规定的程序, 依据设备技术任务书的要求组织相关部门进行验 收;对验收时出现的问题应实施整改,并在规定 的时间内完成;
审核记录
第1页 打分
过程审核表
审核 要素
审核条款
审核内容
3.1.1 员工是否负有监控 1 员工是否有产品自检及不良品隔离权?
产品质量 / 过程质量的职
3. 责?
2 生产过程的加工人员、检验人员是否有特别
分要
的岗位培训?
素:
Байду номын сангаас
1 员工如何参与设备保养,如何安排实施和维
3.1 3.1.2 员工是否负有关于 修?
1 废品、返工返修件和调整件以及厂内余料是否 坚持分开存放并加以标识?
3.3
运 3.3.1 仓库、车间物料管 2 材料流和零件流是否保证了不混批 / 不错
输理
料,并确保了可追溯性?
/
搬
运 /
3 工装、模具、设备和检具的贮存是否适当?
贮
存
/
1 生产件是否有目的的运到下一工序(向下工序
包 3.3.2 零件/成品的储存、 只提供合格件);
生
求;
产 / 设
1 生产现场的物料应有明确的产品、状态标识及 可追溯性标识;
备
/
2 生产现场的布局应满足工艺平面布置图、工艺
模 3.2.3 生产现场应当有满 流程图的要求;
具 足生产、物流等相关管理
制造过程审核检查表
5、上盖小总成 6、组立Ⅰ
7、组立Ⅱ
8、总成铆接
9、刮条倒齿
10、完检
1、主型板注塑
2、上盖真空成型
3、中片小总成
4、扶手小总成
5.工作环 境
5.1环境质量要求是否明确规定, 如对温度、湿度、照明度、粉尘
度、噪声和毒污染等?
5、上盖小总成 6、组立Ⅰ
7、组立Ⅱ
8、总成铆接
9、刮条倒齿
10、完检
状况说明 (文件名、编号、条款号、问题说明)
7、组立Ⅱ
8、总成铆接
9、刮条倒齿
1.人员/ 素质
10、完检 1、主型板注塑
2、上盖真空成型
1.2人员对质量管理,特别是过程 3、中片小总成
质量控制基础知识了解程度如 4、扶手小总成
何?(对本岗位技术质量要求是否 5、上盖小总成 熟悉,操作技能等级及其实际水 平能否胜任;其能力能否胜任岗 6、组立Ⅰ
确的管理要求。
6、组立Ⅰ
7、组立Ⅱ
3、物料 (原材 料、毛 坯、在 制品、 零部件 、辅料
等)
8、总成铆接 9、刮条倒齿 10、完检 1、主型板注塑 2、上盖真空成型 3、中片小总成
4、扶手小总成
3.4如何保证物料顺畅?
5、上盖小总成 6、组立Ⅰ
7、组立Ⅱ
8、总成铆接
9、刮条倒齿
10、完检
状况说明 (文件名、编号、条款号、问题说明)
标并保证其符合要求?
6、组立Ⅰ
7、组立Ⅱ
8、总成铆接
9、刮条倒齿
5.工作环 境
10、完检 1、主型板注塑
2、上盖真空成型
3、中片小总成
4、扶手小总成
5.3对人和设备怎样进行安全防 5、上盖小总成
过程审核检查表
----需考虑要点,如:质量协议、发货审核、耐久试验(调查失效状况)、贮存/下单加工/零件准备/发货、功能检验、检验/测量设备的合格状态、商定的检验、测试方法、产品规范的现时性。
5.2是否保证了对顾客的服务?
----需考虑要点,如:顾客访问的纪要,必要时根据纪要制订相应的措施、产品使用的知识、落实新的要求、关于改进措施的通知、关于产品更改/过程更改/移地生产(包括供方)的通知、首批样品送检/重新送样(试制样品/批产样品)、关于偏离要求的信息。
—成本优化
—减少浪费(例如:废品和返修)
—降低库存量。
4.4.6对产品和过程是否有确定的目标值,并监控是否达到目标?
---需考虑要点,如:人员的出勤率、缺勤率、已生产数量、质量数据(例如:缺陷率,审核结果)、流转时间、缺陷成本(不符合性)、过程特性值(例如:过程能力指数)。
要素5:服务/顾客满意程度
—准时化生产
—先进先出
—仓库管理
—更改状态
—向下道工序只供合格件
—数量记录/统计
—信息流
4.3.2产品/零件是否按要求贮存?运输器具/包装方法是否按产品/零件的特性?
—贮存量
—防损伤
—零件定置
—整齐,清洁,不超装(库存场地,周转箱)
—控制贮存时间
—环境影响
4.3.3废品、返修件和调整件以及车间内的剩余料是否坚持分别贮存并标识?
---需考虑要点,例如:补充的材料检验、功能检验及耐及检验、因果图、FMEA/缺陷分析、过程能力分析、质量小组活动、8D方法。
4.4.4对过程和产品是否定期进行审核?
---审核时机,如:新项目/新过程/新产品、未满足质量要求(内部/外部)、验证是否遵守质量要求、指出改进的潜能。
模具供应商评审表

不适 用NA
最高 分值
5
5 有设计
备注
技 是否有专业项目人员
3
术 是否有3D软件设计能力 和
5
设 是否有模流分析能力,做预变形能力
5
计
能 是否有完整的图档管理能力
3
力 对国际标准件了解程度(DME/HASCO)
3
3 有项目 5 使用UG 5 有模流分析人员 3 有图档管理 3 DME/HASCO 标准都有制造设计
需提升项: 可试用
2 具备 2 杯托,卷帘门,扣手,头枕,门饰条,脚踏板,水槽 NA 2 没有 NA 2 暂时1年内没有 0 100
不通过
评审员:
评审时间:
模具供应商审核表
F-SP5-01-01-04 版本:A
基 公司名称:
地址:
上海
本人 资员
42
设计:
4
项目
3
生产
料 主要客户: asvel;美弗莱克斯;飞雕;上汽通用;KUSTER;ESC;岱美;越明汽车橡塑饰件;等
成立时间:
25
质量
2015年 2
审核内容: 是否有模具设计人员
完全 满足
评分值
基本 不满 严重 满足 足 不符
公司是否通过质量体系
2
质
量 公司是否具备三座标,投影仪,高度尺,块规等 5
管 控
工件是否进行检验
3
能 工件是否有尺寸检验报告
3
力
是否可以提供客户全尺寸报告
4
2 ISO9001:2008 5 都有 3 所有零件全检 3 有电子报告 4 可以
5 现场模具是否摆放整齐
3
S 管
模具零件加工状态放置区域是否分开
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3
注塑员工统一穿工作服、戴工作卡进入生产区域,服装整洁、穿戴整齐,不留长发,不穿拖鞋 。
4 检验员有穿检验员专用服装,戴工作卡。
5
员工遵守作息时间,不迟到、早退; 工作态度良好,没有与工作无关的说笑、没有离开工作 岗位、打磕睡、吃东西等。
6 员工遵照公司规定做事,遵守员工岗位准则,不违背厂规和员工手册。
7 注塑工熟练掌握注塑、包装、自检作业、记录缺陷的方法要求。
8 注塑机现场有每日生产日报表,以记录生产产品的数量和注塑缺陷产品数量。
9 注塑机现场有不合格品存放箱,对每件不合格品有缺陷记录。
10 拌料现场有拌料作业指导书,对不同项目产品的回料使用量有规定。
11 拌料现场有回料使用的详细记录,包括使用时间、使用重量,用于注塑产品名称等。
12 按计划进行模具保养,对保养、维修后的模具有验证记录。
13 对设备、模具故障及维修状态有分析记录,作为经验资料分类保存。
三 物料
1 每批原料出库单、入库单填写完整,物料名称、规格型号、领料人、物料批次等填写齐全。
2 车间根据每日的生产计划单进行领料。
3 仓库按物料、成品的“先进先出(FIFO)”原则进行发料。
8
拌料(加好色母的原料)要有标识,标识卡上要注明数量、在每一包装袋上注明原料、色母料名 称和适用产品名称,防止物料误用;
9 原料、色母、拌料包装密封完好,无开口放置,防止受潮和污染。
10 物料包装有状态标识,如合格品绿色标签。
11 不合格物料要隔离存放,并贴有红色标识。
四 注塑过程
1 生产现场有当日生产计划,班组长、员工知道每台注塑机的生产计划内容。
第 3 页,共 4 页
注塑过程审核表
8 成品检验、巡检对注塑产品进行检具尺寸匹配检验。
9 检验区域灯光照明设施工作正常。
10
检验员检验中发现整批次不合格,填写“不合格品处置表”;按流程实施审批;确定对批量不 合格品的处置方法。
11 对检验发现不合格品立即标识、隔离处理。
12 对检测设备设备如台称、卡尺,检查是否有校验标识,及时申请进行校验。
2 注塑机每班首件检验确认,确定首件封样。
3 成品检验、巡检现场有检验作业指导书,检验员掌握检验方法、检验项目、检验频次等要求。
4 按检验作业指导书要求进行成品检验和巡检。
5 成品检验、巡检记录完整,对检验结果有确认签字。
6 成品检验区有产品标准封样件,封样件有封样人签名、封样日期。
7 检验区有检具操作规程,检验员掌握检具检测方法。
12 注塑机现场有拌料作业指导书,对色母料比例进行规定。
13
注塑拌料记录完整,包括原料、色母料重量、时间、批次;并能够追溯到注塑成品的批次和原 料(色母料)的批次信息。
14 注塑机现场有烘料的作业指导书,对烘料时间、温度进行规定。
15
注塑烘料记录完整,包括烘料重量、时间、批次;并能够追溯到注塑成品的批次、原料(色母 料)的批次信息。
注塑过程审核表
序号
审核项目
一 人员
对新项目进行详细的产品要求培训,培训人员包括:仓管员、计划员、检验员、班组长、注塑
1
工 培训内容包括:产品名称、车款、原料牌号、色母牌号、材料供应商、拌料比例、烘料要求、
注塑参数要求、产品外观要求、产品尺寸要求、包装要求、作业指导书、控制计划等。
对新进人员进行详细的作业流程培训,培训岗位包括:仓管、计划、检验、班组长、注塑工; 2 培训内容包括:材料入库、领料流程、生产计划流程、生产首、末件检验流程、生产记录流程
4 成品、物料区域的成品、物料卡上要有接收、发出物料数量、时间记录,并与台帐相一致。
5 成品、物料区域实际存放的成品、物料数量与台帐数量相一致。
6
车间、仓库有区域布置图,每个区域有清晰的标识,如不合格品区、待处理品区、待检区等, 物料按状态进行区域存放。
7
物料按区域摆放,如原料区、色母区、配料区、回料区、包装物料区;产品按项目分区存放, 如SGM618产品区、G18产品区等。
2 员工每日A/B班交接有书面的记录,详细交接生产注塑机、产品状态等内容。
第 2 页,共 4 页
注塑过程审核表
3 注塑机现场有注塑作业指导书、成型参数表、包装作业指导书等作业文件。
4 注塑机现场有检验作业指导书、首模批准样件等检验指导文件。
5 注塑机现场产品缺陷样件以指导注塑工判断产品缺陷。
6 注塑机现场有返修刮飞边的样件,以指导注塑工正确返修刮飞边。
第 1 页,共 4 页
审核记录
注塑过程审核表
6 编制有注塑机等设备备件定位存放并有标识。
8 车间对现有的模具要建立台帐。模具外运、拉回有记录。
9 模具验收资料完整,有验收日期、验收批准人等内容。
10 模具验收资料分项目存放。
11 模具有生产模次记录 模具根据使用的次数制定保养计划和保养项目表。
二 设备
1
每台注塑机、拌料、烘料机有设备点检项目表,每日进行设备点检,点检记录完整;设备点检 表定位放置。
2
车间有专人负责注塑机点检;设备点检人员熟知注塑机点检项目要求、点检位置,点检的方法 。
3 注塑机、设备上没有不必要的物品,保持清洁。
4 编制有注塑机年度维护保养计划表。
5 每周编制“设备周保养计划记录表”,按计划进行注塑机维护保养,记录保养内容。
7 车间编制有员工培训计划,按计划实施培训,有培训记录,有培训效果确认。
8 车间编制有人员岗位结构图,分工明确。
9 车间编制有岗位职责描述,员工熟知本岗位职责要求。
10 车间每班有班前会议,班组有交接班记录。
11 注塑工熟知展示在其岗位处的作业指导书的内容。
12
拌料、烘料、注塑工经过培训;检验人员(原料检验、成品检验、巡检、首末件检验)具有相 关能力及资格。
16 现场注塑生产的首模、末模封样件、缺陷样件定位放置,有表面防护,防止样件划伤损坏。
17 注塑机现场每日的包装物料摆放整齐,使用的包装物料符合包装作业指导书要求。
18 包装箱标识清晰,包括数量、时间、批次、班次等信息;包装箱上无过期的旧标签。
五 检验过程
1 对每批原料进行检验,填写检验记录,留存原料质保书。
13 检验员掌握产品控制计划(CP)中对产品特殊特性、过程特殊特性的控制要求。
六 环境控制