Brick Manufacturing
乔普拉《供应链管理(第7版)》每章讨论题及答案CH4
CHAPTER FOURDiscussion Questions1.What differences in the retail environment may justify the fact that the fast-moving consumer goods supply chain in India has far more distributors than it has in the United States?India is a land of shopkeepers selling to over a billion consumers. The number of retailers has been put at between 10 and 50 million. India is becominglyincreasingly Westernized, but it will be quite a while (if not forever) beforeshopkeepers are supplanted by large retailers. The sheer volume of small store owners requires a large number of distributors to service them. Distributors play an important role by aggregating last-mile delivery to the small shops and also aggregating collection of payables. The presence of distributors makes bothactivities much more efficient than they would be if each manufacturer had to perform both activities for all small shops. Poor infrastructure, although notentirely a retail concern, is another reason why India may need far moredistributors than in the United States.The younger generation in India, particularly the IT-rich areas of Bangalore and Chennai, have far higher disposable income than the older generation and the rest of the country. These young workers have very different retail habits and arecausing changes in India’s shoppin g and supply chain needs.2. A specialty chemical company is considering expanding its operations into Brazil,where five companies dominate the consumption of specialty chemicals. What sort of distribution network should this company use?If the expansion into Brazil is merely a sales operation, then distributor storage with last-mile delivery is the best network design. If the expanded operationsinclude manufacturing capabilities, then manufacturer storage with directshipping is a strong possibility. Given the nature of the product, package carrier delivery is not an option and retail storage with customer pickup is out of thequestion since this is a B2B scenario. In-transit merge would be an option only if the manufacturer established a network of plants in Brazil, perhaps focusedfactories relatively close to each customer.The chemical company has only five customers to serve; it would not require too large an investment in logistical infrastructure to effectively serve all five without intervention by a distributor. Their short supply chain would be easier tocoordinate due to the stable demands and information sharing that is possible in a B2B scenario.3. A distributor has heard that one of the major manufacturers from which it buys isconsidering going direct to the consumer. What can the distributor do about this?What advantages can it offer the manufacturer that the manufacturer is unlikely to be able to reproduce?The two supply network designs that the distributor can propose to counter them anufacturer’s proposal are the distributor storage with package carrier delivery and the distributor storage with last-mile delivery. Both of these counter-proposals offer higher-order visibility for the customer while having simplerinformation infrastructure than with manufacturer storage. The response time for both is excellent, and the customer experience is also superior to the direct model.If the manufacturer is trying to provide excellent customer service, the increased costs in transportation and potentially higher levels of inventory may beacceptable tradeoffs.4.What types of distribution networks are typically best suited for commodity items?For B2C settings, commodity items are available from many sources, andcustomers expect them to be delivered quickly; if a supply chain can’t beresponsive, the customers will move on to the next source. A distribution network designed for retail storage with customer pickup achieves quick response forhigh-demand, low-variety products. Other commodity products can be effectively distributed using distributor storage with last-mile delivery, which is also suited for high-demand, quick-response products.For B2B customers, commodity products are typically purchased in largequantities and can often be delivered directly from the manufacturer to thecustomer.5.What type of distribution network is best suited to highly differentiated products?The networks that are best suited to highly differentiated products are themanufacturer storage with direct shipping and the manufacturer storage with in-transit merge. Both approaches have the ability to aggregate inventories andpostpone product customization, which would help support a wider variety ofproducts.6.In the future, do you see the value added by distributors decreasing, increasing, orstaying about the same?It is doubtful that value added by distributors will decrease over time (at least as long as product variety keeps growing); the nature of competition in all areaswould suggest that distributors that add less value would be winnowed out. It is more likely that distributors will be asked to do more or may volunteer to do so asa means of differentiating themselves from the competition.7.Why has the online channel been more successful in the computer hardwareindustry compared with the grocery industry? In the future, how valuable is the online channel likely to be in the computer hardware industry?The computer hardware industry is selling a constantly changing product that is purchased on a per-household basis, less routinely than the commodity products that make up groceries. Computer hardware is also more expensive than grocery.A company like Dell can leverage the Internet as a marketing and distribution toolto advertise new capabilities and options before bricks-and-mortar retailers can.Dell also removes whatever intimidation (or frustration) factor might beexperienced by conversing with in-store sales representatives. Computers have a very high value to shipping cost ratio, so the increased shipping costs whencompared to a traditional store are negligible. Groceries have a much lower ratio;although in-store shoppers are incurring costs to pick up their groceries, thosecosts are hidden in comparison to the delivery charge on an itemized bill fromPeapod.The online channel will continue to be a valuable tool in the computer hardware industry but its value is likely to diminish as hardware platforms become more standardized with most of the customization occurring with software. Whereas Dell only sold to customers online in 2000, by 2017 it sold most of its computer hardware to consumers through third-party retailers.8.Is the online channel likely to be more beneficial in the early part or the maturepart of a product’s life cycle? Why?The online channel is more likely to be more beneficial in the early part of aproduct’s life cycle. Online channel strengths include flexible pricing, promotions, and product portfolios and greater speed in disseminating product information.The online channel also allows the aggregation of inventories, which is especially beneficial in the early phase of the life cycle when demand is uncertain. Later in the life cycle, a product is likely to be a commodity, which doesn’t play to thestrengths of this channel.9.Consider the sale of home improvement products at Home Depot or a chain ofhardware stores such as True Value. Which can extract the greatest benefit from adding the online channel? Why?Both entities and other hardware companies such as Ace are already online. An article titled “Home Depot’s Self-Improvement – Company Business andMarketing” by Eric Young in The Industry Standard, September 11, 2000,indicates that Home Depot is the last major player to go online, but brings thedeepest pockets. Those of us that have stood in line with the contractors realize that many of Home Depot’s items are ill-suited to a web enterprise and theclientele is equally ill-suited. Contractor sales are such a significant portion of Home Depot’s sales in comparison with the mix at True Value, that it is likely that True Value will ultimately benefit more from an e-commerce division.The article goes on to say,“Each chain is employing a slightly different e-commerce strategy. WhereasHome Depot wants its site to replicate its merchandise mix, True Value limits the number of items it offers online. For example, at True Value, Net shoppers won't find products most people need in a hurry, such as toilet-tank fix-it kits. “You're not going to wait three days to have it shipped so you can stop the water from dripping into your neighbor's apartment,” says Neil Hastie, CIO at. Also, these products are typically available at the local hardware store where customers can pick them up quickly.Ace Hardware, meanwhile, thinks bigger is better. Its site offers almosteverything in its stores, plus about 15,000 additional products. Ace'ssupplementary online offerings are a windfall from its investment in, a Web-based home improvement site that handles Ace's online sales. The two companies split online revenues. Ace joined forces with OurHouse to get a leg up in e-commerce. "We didn't want to be left in the starting gate," says Ken Nichols, a retail operations vice president for Ace.Waiting in the wings is Lowe's, the nation's second-largest home improvement chain. Like Home Depot, Lowe's wants to expand its online presence but isapproaching e-commerce slowly. Beginning in October, the retailer will offer a wide selection in a limited number of categories, such as hand tools andappliances. Lowe's will deliver Net orders directly to buyers or to the store closest to the customer, again like Home Depot.Meanwhile, Internet-only retailers are scrambling to win over customers, vowing to compete against offline chains in price and selection. CornerHardware, forexample, says it currently has 125,000 products available—three times thenumber available at an average Home Depot store.The pure Internet players acknowledge that they don’t have the brand recognition of Home Depot. But they hope to build their brands before Home Depot and the other brick-and-mortar stores establish a strong online presence. Still, it's not clear that any are benefiting from first-mover advantage. Already two Net pure-plays— and —have gone under.” sells books, music, electronics, software, toys, and homeimprovement products online. In which product category does going online offer the greatest advantage compared with a retail store chain? In which productcategory does the online channel offer the smallest advantage (or a potential cost disadvantage) compared with a retail store chain? Why?Amazon’s greatest online channel advantage comes from the sale of products that have high variety and are slow moving; they are able to list millions of book titles that a physical store cannot possibly carry on their shelves. Cost advantages for Amazon are few and far between; the item price to shipping cost ratio for books, music, and software is not as high as most consumers would prefer. WhileAmazon has a cost advantage relative to physical stores for slow-moving books, this advantage is reduced (or disappears) for best-selling books. Amazon certainly has no cost advantage with music and software. Both are readily sold over theInternet; it would behoove Amazon to partner with another Seattle-area company to make this the norm.Over time Amazon has added many other categories including electronics and clothing. In both instances, Amazon has a significant cost advantage for nicheproducts relative to brick-and-mortar stores. For fast-moving products, however, this advantage diminishes and in many cases disappears. For example, it isimpossible for Amazon to compete with Costco on price for fast-moving, low-value products such as detergent. In these instances, Amazon can compete forconvenience-sensitive customers who are willing to pay a higher price for theconvenience of having their order delivered at home.11.Why should an online channel such as Amazon build more warehouses as its salesvolume grows?Amazon initially tried to run their entire book business with no warehousingfacilities, instead relying on other distributors to carry their entire inventory. Next, Amazon ran their business out of a single warehouse in Seattle and discovered it wasn’t feasible; the trade-off of responsiveness and cost was causing excessive delays in getting products to customers. Now Amazon uses a hybrid of these two systems, carrying items that it knows will sell in its own warehouses and letting others carry items that have greater demand uncertainty. As Amazon’s business grows, it should continue to establish warehouses to spread its facilities closer to pockets of new customers, thus achieving better levels of responsiveness while still maintaining its cost advantage. Moving closer to customers reduces thetransportation cost while being responsive.12.Amazon has opened bookstores and announced the opening of convenience stores.How can these traditional retail channels allow Amazon to complement its online channel effectively?The biggest challenge for the online channel is in being very responsive and being cost competitive for fast-moving, low-value products. The physical stores offer Amazon an opportunity to use the stores for such products. A bookstore canprovide a best seller quickly to a customer at low cost, whereas the online channel can provide the remaining wide variety of titles to customers at low cost (though with a longer delivery time).Similarly for groceries, physical locations such as convenience stores (an Whole Foods recently purchased by Amazon) complement the online channel by providing fast-moving, low-value products to customers quickly and efficiently (something the online channel has difficulty with). The online channel can continue to serve convenience-seeking customers for such products, but more price-sensitive customers and customers needing the product in a hurry can be well served by the physical stores.In the long run, Amazon also has a chance to use these physical locations as pickup locations for online orders.。
机构件英文专业术语
219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262
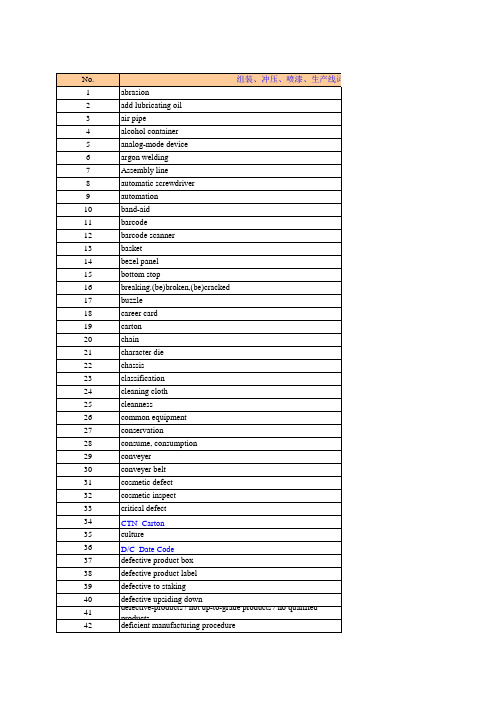
No. 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 abrasion add lubricating oil air pipe alcohol container analog-mode device argon welding Assembly line automatic screwdriver automation band-aid barcode barcode scanner basket bezel panel bottom stop breaking.(be)broken,(be)cracked buzzle career card carton chain character die chassis classification cleaning cloth cleanness common equipment conservation consume, consumption conveyer conveyer belt cosmetic defect cosmetic inspect critical defect CTN Carton culture D/C Date Code defective product box defective product label defective to staking
工厂专有名词中英文对照表
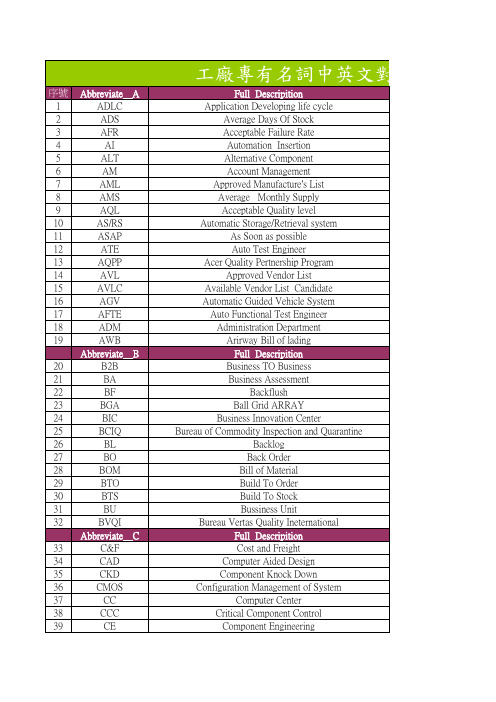
Contract Electronic Manufacturing Customer Focus Executive Cost,Insurance,and Freight Carriage and Insurance Paid TO Common Management Information Protocol Cost of Goods Sold Component Purchase Agreement Carriage Paid to Change Request Customer Service Division Customer Selling Price Configure To Order Full Descripition Delivered At Frontier Document Center Delivered Duty Paid Delivered Duty Unpaid Design For Assembly Design For Manufacture Dead on Arrival Defect Per Hunderd Unit Defect Per Percent Million Dynamic Random Access Memory Design For Test Design For X(test,manufacture,assembly) Dual in-line Package Domain Name System Defect per Million Desktop Design TO Cost Design Verification Test Full Descripition End to End Engineering Change Engineering Change Management Engineering Change Notice Engineering Change Order Engineering Change Request Engineering Directive Enhanced Industrial Standard Architecture Early Life Performance Test Environment Protection Association Erasable Programable Read Only Memory Engineering Specification
供应链管理课件PPT

(2)应采取的对策
兼容性
01
能力
02
投入
03
供应链合作伙伴选择的标准
二、供应链合作伙伴的选择
兼容性的考虑原则如下:
01
公司在规模与能力上的兼容性
02
现存的联盟网络
03
通过以往合作的记录测试兼容性
04
从公司战略上测试兼容性
05
从公司文化上测试
06
从公司的组织管理和实践上测试兼容性
07
从生产上测试兼容性
执行评估:是指对供应链运行情况的跟踪,以便于制定更开放的政策,更有效地反应变化的市场需求。
(3)供应链管理的三个主要流程
供应链管理的两种模式
01
“推式”的供应链管理,管理的出发点是从原材料推到产成品、市场,一直推至客户端; “拉式”的供应链管理,管理的出发点是以客户及客户满意度为中心的管理,以客户需求为原动力的管理。
08
从市场销售和分配上测试兼容性
09
从财务上调试兼容性
10
从安全、健康与环境策略方面测试兼容性
11
(1)兼容性
潜在合作伙伴的能力是另一个非常重要的因素。合作者必须有能与你合作,合作才有价值。
(2)能力
合作关系的业务是否属于合作对方的核心产品范围或核心业务范围 确定合作伙伴退出合作关系的难度
(3)投入
输入检查控制
质量保证
选择范围
投标评估
广泛评估可增值的供应商
04
03
01
02
良好的供应链合作关系首先必须得到最高管理层的支持和协商,并且企业之间要保持良好的沟通,建立相互信任的关系。
在供应商评价和选择阶段,必须增加与主要供应商和用户的联系,增加相互之间的了解(对产品、工艺、组织、企业文化等),相互之间保持一定的一致性。
现代制砖的工艺流程
现代制砖的工艺流程英文回答:The modern process of brick manufacturing involves several steps, starting from the selection and preparation of raw materials to the final firing and packaging of the bricks. Here is a detailed explanation of the process:1. Raw Material Preparation: The first step in brick manufacturing is to select and prepare the raw materials. The primary raw materials used in brick production are clay and shale. These materials are usually obtained from mines or quarries and are then transported to the brick factory. At the factory, the raw materials are crushed and ground into a fine powder.2. Mixing and Forming: Once the raw materials are prepared, they are mixed together with water to form aclay-like mixture. This mixture is called the brick body or "green brick." The mixing process is done in a large mixer,where the raw materials are blended thoroughly. After mixing, the green brick is formed into the desired shape using either a molding or extrusion process. Molding involves pressing the clay mixture into molds, while extrusion involves forcing the mixture through a die to form continuous bricks.3. Drying: After forming, the green bricks are placed on drying racks or in drying chambers to remove excess moisture. This is an important step as excessive moisture can cause the bricks to crack or warp during firing. The drying process typically takes several days, depending on the size and thickness of the bricks.4. Firing: Once the green bricks are dry, they are loaded into a kiln for firing. Firing is the process of heating the bricks at high temperatures to harden them and give them their final strength. There are two main types of kilns used in brick manufacturing: intermittent kilns and continuous kilns. Intermittent kilns are loaded with bricks and fired in batches, while continuous kilns are continuously fed with bricks and fired continuously. Thefiring process can take several days to complete, as the temperature needs to be gradually increased and then slowly decreased to prevent cracking.5. Cooling and Packaging: After the bricks are fired, they are allowed to cool down in the kiln before being removed. Once cooled, the bricks are inspected for quality and defects. Any defective bricks are discarded, while the good bricks are sorted and packaged for distribution. The bricks are usually stacked on pallets or wrapped in plastic for transportation to construction sites.In conclusion, the modern process of brick manufacturing involves the selection and preparation of raw materials, mixing and forming the clay mixture, drying the green bricks, firing them in kilns, and finally cooling and packaging the finished bricks. This process ensures that the bricks are strong, durable, and ready for use in construction projects.中文回答:现代制砖的工艺流程包括几个步骤,从原材料的选择和准备到最后的烧制和包装。
增材制造术语

增材制造术语1. 增材制造(Additive Manufacturing):是一种通过逐层堆叠材料来制造三维实体产品的制造技术。
2. 三维打印(3D Printing):是增材制造的一种常见方法,利用计算机控制的逐层堆叠方式将材料逐渐构建成三维物体。
3. 材料堆积(Material Deposition):是增材制造过程中将材料层层堆积以构建产品的步骤。
4. 光固化(Photopolymerization):是一种增材制造技术,利用紫外线或其他光源对光敏材料进行硬化,将其逐层堆积以构建三维物体。
5. 粉末床融合(Powder Bed Fusion):是一种增材制造技术,通过将粉末材料逐层堆积并利用激光或电子束进行局部熔化,最终形成三维物体。
6. 可溶性支撑结构(Soluble Support Structures):是增材制造过程中使用的一种支撑结构,它可以在制造完成后通过特定的溶解剂溶解掉,以减少对产品表面的影响。
7. 层厚(Layer Thickness):是增材制造过程中每一层材料的厚度,决定了最终产品的精度和表面光滑度。
8. 制造方向(Build Orientation):是指在增材制造过程中,选择材料堆积的方向,以最大程度地减少支撑结构的使用和优化产品的物理性能。
9. 预处理(Preprocessing):是增材制造过程中的前期准备工作,包括模型切片、支撑结构的生成等。
10. 后处理(Postprocessing):是增材制造过程中的后期处理工作,包括去除支撑结构、表面光滑、热处理等。
11. 增材制造设备(Additive Manufacturing Equipment):是用于实施增材制造的设备,例如三维打印机、激光烧结机等。
12. 直接制造(Direct Manufacturing):是一种增材制造技术,可以直接从数字模型等电子数据中制造出产品,无需制造模具或工艺准备。
13. 拓扑优化(Topology Optimization):是一种设计方法,通过优化材料分布和结构形状,以最大程度地提高产品性能,同时减少材料使用。
陶瓷幕墙砖块商业计划英语书

陶瓷幕墙砖块商业计划英语书Ceramic Facade Brick Business Plan.Executive Summary.The ceramic facade brick industry presents a lucrative opportunity for businesses seeking to capitalize on the growing demand for sustainable and aesthetically pleasing building materials. This business plan outlines the strategy for establishing a successful ceramic facade brick manufacturing and distribution company.Market Analysis.Target Market: Architects, developers, and contractors involved in commercial, residential, and public sector construction projects.Market Trend: Increased demand for energy-efficient, durable, and aesthetically appealing building materials.Competitive Landscape: A few established players dominate the market, leaving significant room for new entrants.Product and Services.High-Quality Ceramic Facade Bricks: Manufactured using advanced technology to ensure durability, low maintenance, and various color and texture options.Custom Design Services: Offer personalized design solutions to meet specific architectural requirements.Installation Support: Provide technical guidance and assistance to ensure proper installation and maintenance.Operations.Manufacturing Facility: Establish a modern manufacturing facility equipped with state-of-the-art machinery to produce high-quality ceramic facade bricksefficiently.Distribution Network: Develop a nationwidedistribution network to reach target customers effectively.Quality Control: Implement rigorous quality control measures to maintain product consistency and meet industry standards.Marketing and Sales.Online Presence: Create a user-friendly website and engage in social media marketing to showcase products and reach potential customers.Networking and Events: Attend industry trade shows, conferences, and seminars to build relationships and generate leads.Direct Sales: Hire experienced sales representatives to develop and maintain customer relationships.Financial Plan.Startup Costs: Detailed breakdown of initial investments in equipment, facility, inventory, and marketing.Revenue Projections: Conservative revenue projections based on market demand and targeted market share.Profitability Analysis: Comprehensive analysis outlining expected profit margins and return on investment.Management Team.Experienced Leadership: Assemble a team of industry experts with proven experience in ceramic facade brick manufacturing and distribution.Technical Expertise: Hire engineers, designers, and technicians with specialized knowledge in ceramic facade systems.Customer-Focused Mindset: Emphasize customer satisfaction and provide exceptional support throughout the project lifecycle.Sustainability.Environmentally Friendly: Use eco-friendly manufacturing processes and produce ceramic facade bricks from recycled materials.Energy Efficiency: Offer bricks with high insulation values to reduce building energy consumption.Corporate Social Responsibility: Engage in community outreach initiatives and support sustainable building practices.Competitive Advantages.Innovative Product Design: Continuous research and development to offer innovative ceramic facade brick solutions that meet market demands.Excellent Customer Service: Provide comprehensive support and personalized solutions to exceed customer expectations.Efficient Operations: Utilize advanced manufacturing techniques and distribution systems to ensure cost-effectiveness and timely delivery.Exit Strategy.Long-Term Growth: Aim to become a leading provider of ceramic facade bricks in the market.Expansion Opportunities: Consider expanding into new geographic regions or introducing complementary products to enhance market share.Potential Exit Options: Explore potential exit strategies such as a sale or merger with a larger organization.Conclusion.The ceramic facade brick industry offers ample opportunities for businesses looking to provide sustainable and aesthetically pleasing building materials. This comprehensive business plan provides a roadmap for establishing a successful ceramic facade brick manufacturing and distribution company. By leveraging its competitive advantages and focusing on customer satisfaction, the company aims to become a respected player in the industry and contribute to the transformation of the built environment.。
玩具制造 英语单词

玩具制造英语单词English Answer:Toy manufacturing involves the creation of various types of toys for children of different ages and interests. It encompasses a wide range of processes, from design and development to production and packaging. The toy manufacturing industry is a global enterprise, with major production hubs located in countries such as China, the United States, and Japan.Design and Development:The initial stage of toy manufacturing is the design and development phase. This involves conceptualizing the toy's appearance, functionality, and play value. Toy designers work closely with market researchers and child psychologists to understand the target audience and create toys that meet their needs and interests. Prototypes are then created and tested to ensure the toy's safety,durability, and appeal.Production:Once the toy design is finalized, production can begin. The production process varies depending on the materials used and the complexity of the toy. Common materialsinclude plastics, metals, wood, and fabrics. Toys can be manufactured using a variety of techniques, including molding, stamping, sewing, and painting. Production lines are often automated to increase efficiency and reduce costs.Packaging:The final step in toy manufacturing is packaging. Toys are typically packaged in boxes or bags that protect them during transport and storage. Packaging also provides important information about the toy, such as its age range, safety warnings, and assembly instructions.Environmental and Safety Considerations:Toy manufacturers must adhere to strict environmental and safety regulations to ensure the well-being of children. Toys must be free from harmful chemicals and toxins, and they must meet safety standards to prevent injuries. Sustainable practices are also increasingly being adoptedby toy manufacturers to reduce their environmental impact.Industry Trends:The toy manufacturing industry is constantly evolving, with new trends emerging regularly. Some of the current trends include:Interactive and Educational Toys: Toys that foster creativity, problem-solving skills, and cognitive development are in high demand.Technology-Integrated Toys: Toys that incorporate technology, such as robotics, virtual reality, and augmented reality, are becoming increasingly popular.Personalized Toys: Toys that can be customized toreflect a child's individual interests and preferences are gaining traction.Subscription Boxes: Subscription boxes offer a convenient way for parents to receive a curated selection of toys and activities tailored to their child's age and interests.中文回答:玩具制造。
Fortis Industries 富通工业包装
In 2008 Fortis Industries had sales of $1.7 billion and was, as noted, the market leader in the steel strapping industry. (See Exhibit 1 for corporate anБайду номын сангаас packaging division financial information.) The corporation had started in 1<)14 as the Sampson Strapping Company, producing and marketing patented steel strap joints and application tools. In an attempt to establish strong brand recognition, the company changed its name to Fortis, from the Latin word for "strength". Fortis purchased finished steel strapping from steel mills and then sold it direct under the Fortis name. Though the steel strapping industry had" very difficult time during the Great Depression, Fortis responded to the difficult business environment by increasing technical assistance to its customers.
陶砖干挂体系在幕墙工程中的应用

结构工STRUCTURE CONSTRUCTION陶砖干挂体系在幕墙工程中的应用李五星中铁建工集团有限公司 山东青岛266100摘要:为使传统的陶砖在现代建筑幕墙中继续得到应用,以青岛市某工程为例,通过分析陶砖材料的特点,结合现代 幕墙构造体系的优点,成功地将传统陶砖材料通过幕墙干挂体系应用于实际工程中,并取得了良好的幕墙造型效果。
总结的技术措施可为传统建筑材料在现代幕墙中的创新运用提供设计、施工经验。
关键词:陶砖幕墙;玻璃幕墙;干挂体系;BIM模型中图分类号:TU767.5 文献标志码:A文章编号:1004-1001(2021)03-0400-04 DOI:10.14144/ki.jzsg.2021.03.021 Application of Ceram ic Brick Dry Hanging System in Curtain Wall EngineeringL I WuxingChina Railway Construction Engineering Group Shandong Co., Ltd., Qingdao, Shandong 266100, China Abstract:In order to make the traditional ceramic brick continue to be applied in modern building curtain wall,taking a project in Qingdao as an example,through analyzing the characteristics of ceramic brick materials and combining w ith the advantages of modern curtain wall construction system,the traditional ceramic brick materials are successfully applied in practical projects through the curtain wall dry hanging system,and good curtain wall modeling effect is achieved.The summarized technical measures can provide design and construction experience for the innovative application of traditional building materials in modern curtain wall.Keywords:ceramic brick curtain wall;glass curtain wall;dry hanging system;BIM model1工程概况中国科学院青岛科教园区一期是青岛西海岸新区承接 海洋强国和军民融合两大国家战略使命的重要平台。
焦化厂设计常用词汇中英文对照
焦化厂设计常用词汇中英文对照炼焦部分(补充)1焦炉及其构成部分Coke oven battery 焦炉组By product coke oven 带副产回收的焦炉Under jet coke oven 下喷式焦炉Hairpint [twin]flue coke oven 双联火道焦炉Compound[combination] coke oven 复热式焦炉Half-divided flue coke oven 两分火道焦炉four-divided flue coke oven 四分火道焦炉crossover flue coke oven 跨顶火道焦炉single [double] waste flue coke oven 单[双]侧烟道焦炉gun flue type coke oven 侧喷式焦炉coke oven with waste gas recirculation 废气循环式焦炉conventional coke oven 常规焦炉stamp-charging coke oven 捣鼓焦炉high-capacity coke oven 大容积焦炉large-scale coke oven 大型焦炉regenerative coke oven 蓄热式焦炉recuperative coke oven 换热式焦炉waste heat coke oven 废热式焦炉down draft coke oven 倒焰式焦炉slot-type oven 室式焦炉beehive coke oven 蜂窝式焦炉pitch coke oven 沥青焦炉intermittent vertical retort 间歇式焦炉continuous vertical retort 连续式直立炉horizontal retort 水平式焦炉partitioned regenerator 分隔式蓄热室gun flue 水平砖煤气道combustion[flame] flue 燃烧火道,上升火道gas distribution duct 煤气分配道corbel zone 斜道区high and low burner 高低灯头gas nozzle 煤气烧嘴under jet gas duct 下喷煤气道waste gas recirculating duct 废气循环气道air port 空气口gas port 煤气口parapet wall 小炉头protection wall 封墙regenerator pillar wall 蓄热室隔墙regenerator top bulkhead 蓄热室顶封墙oven end 炉头oven roof [炭化室]盖顶partition[division]wall 隔墙gas offtake 煤气出口fill area [炉顶]填料层mortar hole 灌浆孔2 焦炉机械及附属设备Coke guide and door extractor 拦焦机及启门机Hydraulicreversing machine [winch] 液压交换机Coke receiver car 接焦车Hooded coke guide 带除尘罩的拦焦车Hood car with dust separator 带除尘分离器的有罩车Door extracting device 启门装置Pusher beam[ram] 推焦杆Leveler[leveling]bar 平煤杆Ram head 推焦杆头Carbon scraper 除石墨刮刀Door and jamb cleaner 炉门和炉框清扫机Rack shoe 推焦杆托靴Heavy pushing 重推Sticker 难推Platform car for changing pusher ram 推焦杆更换用平板车Magnetic lid lifter 电磁启盖机Automatic lid lifting and luting system 自动启盖机及泥封装置Vacuum cleaner 真空清扫器Larry car screw feeder 装煤车螺旋给料器Charging hyperbolic hopper 装煤车双曲线漏斗Support for leveler bar 平煤车托架Coke spillage collection system 头尾焦收集装置Bucket transport car 焦罐运输车Coke bucket car 焦罐车Coke bucket elevator 焦罐提升机Circulation gas blower 循环风机Trolley wire 摩电线Assembly of coke oven machine 焦炉车辆安装Single spotlone [spot]machine 一点停车的机械One set of oven machine 一套焦炉机械Charging car with turntable 带圆盘给料器的装煤车High pressure water cleaning of Coke-oven doors 用高压水清扫焦炉炉门Coke oven door hydraulic cleaner 焦炉炉门水力清扫器High-pressure fluid jets 高压水枪3焦炉铁件及管道Bracing spring 护炉铁件用弹簧Helical spring 螺旋弹簧Regenerator bracing 蓄热室小炉柱上横梁Self-sealing door 自封炉门Knife [sealing strip] [炉门]刀边Hammer-tite knife edge 敲打边刀Leveling [leveler]door 平煤小炉门Luting door 泥封炉门Latch 门栓,横栓Spring latch 弹簧门栓Duch hook [炉框上的]钩Lifting hook 提门钩Latchscrew [炉门]门栓用螺栓Spring plate 弹性腹板Sill [炉门框]底板Suction main 吸气主管Bleeder 放散管Charging gas aspiration 装煤煤气抽吸High pressure flushing liquor aspiration system 高压氨水喷射抽吸装置Ascension pipe[standpipe] lid with operating lever 带操作拉杆的上升管盖[water seal type] [水封式]Supply and drain pipe work for water sealed lids 水封盖上下水管Operating lever and counter weight 操作拉杆及配重Flushing liquor spray 氨水喷射Spray nozzle 喷嘴Butterfly valve 蝶阀Manual lighter 人工点火器Cast iron gooseneck bend 铸铁制桥管Heat shield 挡热板Observation hole 观察孔Inspection plug temperature measuring hole for 测温测压孔Rail bases for charging car 装煤车轨道座Push-proof frame for pusher machine 推焦车轨道用止推座Door warming rack [泥封炉门用]炉门预热架Door maintenance and bricking platform 炉门维修和切砖平台Coking chamber number plate 炭化室编号牌Installation of coke oven equipment 焦炉设备安装Battery bracing system 焦炉铁件系统Jumper pipe 跨越管Steam aspirator [上升管]蒸汽喷射Null rods for rich gas reversing valves富煤气换向旋塞拉杆Bull rods for waste gas valve 废气开闭器换向用拉杆Flaps on breeches pipes 叉管上风门Finger plate for adjustment 调节用风门板Reversing lever 换向杠杆Cover plate for seal pot pit and trench 水封槽坑和地沟盖板Vent and drain pipework 通风及排水管道Rich gas nozzle 富煤气烧嘴Nozzle connection 烧嘴连接件Waste gas flue damper 烟道调节翻板Automatic waste flue damper 烟道自动翻板Hand-operated waste gas flue damper 烟道手动翻板4 焦炉构筑物Buttress facing 抵抗墙正面Buttress backing 抵抗墙内部Top wall 焦炉炉顶墙Bench paving 操作走台铺面层Bench gallery 操作走台Leveler bar and pusher ram servicing 平煤杆和推焦杆更换站Quenching stack baffle 熄焦塔顶捕尘板[emission protection baffle]Dry coke quenching 干熄焦Pressure quenching 压力熄焦Waste gas flue 烟道5焦炉用耐火材料Shaped brick 异型砖Standard brick 标准砖Fire refractory brick 耐火砖Siliceous brick 半硅砖Silica brick shapes 异型硅砖Tongued and grooved silica brick 带沟舌的硅砖High[super]duty fireclay shape 特[优]质异型粘土砖Interlocking brick 相互咬合的砖Jamb brick 炉头砖Wedge brick 楔形砖Binder 立火道隔墙砖Slot brick 长条砖Shapes for scoops 勺形砖Shapes for quoins 楔形砖Shapes for chamber covers 异型盖顶砖Shapes for end chamber cover 异型边炉盖顶砖Hammerhead brick[header] 锤头砖Brick shape 砖型Normal shape brick 普通型砖Complicated shape brick 异型砖Special shape brick 特异型砖Hand made brick 手工砖Stiff mud brick 半干法砖Dry pressed brick 干压砖Machine made brick 机械成型砖Refractory cement 耐火泥Fireclay 火泥Perlite 珍珠岩Filling material 填料Mortar joint 灰缝Brickwork joint 砖缝Expansion joint 膨胀缝Sliding joint 滑动缝Tooth joint 咬合缝Gas-tight joint 不漏煤气的接缝Gas-proof 气密的,不漏气的Straight joint [砖的]直缝结构Crystal transformation 晶型转化Quartz 石英Tridymite 鳞石英Cristobalite 方石英6耐火砖质量及验收Apparent specific gravity 视比重Apparent porosity 显气孔率Bulk density 容重Torsion strength 扭转强度Compressive strength (cold crushing strength) 耐压强度Elongation strength 延伸强度Tensile strength 抗张强度(抗拉强度) Bending strength 抗弯强度Modulus of rupture 抗折强度Mechanical property 机械性能Refractoriness 耐火度Soften point under load[pressure softening point] 荷重软化点Cold crushing strength 常温耐压强度Pyrometric cone equivalent 测温锥号Slag resistant 抗渣性Permanent linear change 永久性线形变化Carbon monoxide resistance 抗一氧化碳侵蚀Resistance to chemical attack 抗化学腐蚀Manufacturing defects 制造缺陷Black iron spot 铁斑Surface pit 熔洞Corner chip 缺角Edge chip 缺棱Surface crazing 表面裂纹Crack 裂缝Pull 发裂Lamination 层裂Warpage 挠曲Distortion 变形Map crack[cracking] 网裂Thermal-shock resistance 抗温度急变性Residual expansion[shrinkage] 残余膨胀[收缩] Microcrack 微裂纹Spalling 剥落Free of lamination 无层裂现象Burned 烧成Underburning 欠烧Overburned 过烧的Chipping 凿平Grinding 研磨Lay up 砌筑,铺砌Sub-assembly 预砌Before releasing the brick 在砖发送之前Before hacking or palletizing 在上架或码垛之前Specimen [砖]试样List of the shapes 砖型表Shape number 砖号Kiln number 窑号Date of removal from the kiln 出窑日期Lot size 批量Representative lot 代表批量Specified tolerance 规定公差Standard deviation 标准偏差Dimensional tolerance 尺寸误差No tolerance are given 没有公差要求Acceptable limits 允许范围Limitations of acceptability 许可极限值Maximum rejects permissible 废品最大允许值Defined materials 规定采用的各种材料Rejection 报废Minimum average 平均最小值Maximum individual 个别最大值Exposed face 暴露面Hidden face 隐蔽面Working[critical]face 工作面Coke face 焦面Original face 原始面7 焦炉设计及生产操作Overall length of oven chamber[length face to face] 炭化室全长Length between door plugs[linings] 炭化室有效长度Chamber height 炭化室高度Chamber width[mean] 炭化室宽度[平均] Oven taper 炭化室锥度Oven top thickness 炉顶厚度Liner thickness 炭化室墙厚度Charge density 装入煤堆比重Charge moisture 装入煤水分Effective [useful]volume 有效容积Number of pushings per day 每天推焦炉数Total charging coal per day 每天装煤总量Oven capacity 每孔处理能力Coke production rate per oven 每孔焦炭产量Chamber throughout 每孔[每天]处理煤量Free gas space above the coal charge 炉顶空间Average gas space temperature 炉顶空间平均温度Filling height in the oven 炭化室装煤高度Roof carbon 炉顶石墨Coal level in the oven chamber[coal line] 煤线Oven free space temperature 炉顶空间温度Coal charging sequence 装煤顺序Staged charging 分段装炉Top charging 顶装Stamped charging 捣鼓煤饼Charged coal cake 装炉煤饼Sequential charging 顺序装煤On-main charging on Themain 与集气管连通的炭化室的装炉[无烟装煤] Off-main charging 与集气管断开的炭化室的装炉Pipeline charging of preheated coal 预热煤管道装炉Pipeline coke-oven charging 焦炉管道化装煤Pushing schedule 推焦计划表,推焦顺序Cross coking time, cycle time 周转时间Coking rate 结焦速度Soaking time 闷炉时间Net coking time 净结焦时间Pushing factor 推焦系数Pushing load ampere 推焦电流Pushing trouble 推焦困难Interlock pushing system 推焦连锁装置Foul gas leakage from the oven chamber through oven wall and roof cracks into theflues 荒煤气经炭化室由炉墙和盖顶裂缝漏入立火道Carbon combustion of air 空气烧炭[石墨] Decarbonizaion of coke oven gas nozzle 焦炉煤气烧嘴的除碳Clay-luting 泥封Carry-over of fine material into the charging mains on charging 装煤时被带到集气管去的粉煤量8 焦炉加热Temperature adjustment for coke oven 焦炉调温Programmed coke oven heating 焦炉程序加热Computer control system for coke oven 焦炉[加热]计算机控制系统Controllable heating system 可控制加热系统Heat balance 热平衡Single stage heating system 一段加热系统Muti-stage heating system 多端加热系统Flue temperature 火道温度Average heating flue temperature 加热火道平均温度Temperature curve 温度曲线Srack[chimney]draft 烟囱吸力Lengthening the heating flames 拉长加热火焰Reference heating flue temperature 标准火道温度Local overheating 局部过热Vertical temperature difference 高向温差Longitudinal temperature 直行温度Lateral temperature 横墙温度End flue temperature 炉头温度Temperature of carbonization 炭化温度Coke cake central temperature [tar seam temperature] 焦饼中心温度Theoretical flame temperature 理论火焰温度Ambient temperature 环境温度Heat transfer for heating wall 燃烧室传热Heat conductivity for oven[chamber]wall 炉墙热传导Gas pressure in the heating system 燃烧系统压力Gas pressure in the coke oven 炭化室煤气压力Pressure in collecting main 集气管压力Pressure drop 压力降Static pressure 静压力Kinetic pressure 动压力Suction 吸力Positive pressure 正压力Negative pressure 负压力Test pressure 试验压力Atmospheric pressure 大气压力Abrupt expansion[contraction] 突然扩大[缩小] Exothermic heat of carbonizing 炭化放出热量Heat consumption of coking 炼焦耗热量Observed heat value 实测热值Gas leakage rate for the whole oven 全炉漏气率Gas leakage rate for the regenerator 蓄热室漏气率Rate of flow of gas 煤气流量Daily rate of flow 日流量Excess air factor[ratio],coefficient of excess air 空气过剩系数Coefficient of local resistance 局部阻力系数Coefficient of thermal conductivity 导热系数[heat conduction coefficient]Coefficient of heat transfer[thermal transmission] 传热系数Waste gas composition 废气组成Orifice plate [流量]孔板9 焦炉检查与修理Coke oven battery commissioning 焦炉开工Coke oven start-up 焦炉开炉Coke oven shut-down 焦炉停工Heating-up of coke oven battery 焦炉烘炉Oven rehabilitation 焦炉大修[或局部大修] A total pad-up rebuilt [基础顶板往上]焦炉重修Coke oven hot repair 焦炉热修Coke oven cold repair 焦炉冷修Minor repair for coke oven 焦炉小修Routine maintenance for coke oven 焦炉日常维护Bricklaying of the coke oven 焦炉砌炉Identification of coke oven 焦炉鉴定Assessment of battery conditions 对炉体状况的评定Coke battery inspection 焦炉炉体检查Regular scheduled inspection 定期计划检查Frequent inspection 经常性的检查Detailed oven wall inspection 对炉墙的详细检查Internal inspection of each oven wall 对每个炉墙的内部检查Manual spray patching 人工喷补Flame gunning 火焰焊补Ceramic welding 焊补Fusion bonded coke oven wall repair 炭化室墙熔融焊补Patching by trowel 用铲子抹补Insulating castable 断热浇注料Castable for 对…的灌浆Heating-up curve[schedule] 升温曲线Temporary fore place[bed] 临时火床Heating-up period 烘炉期间Expansion measure 膨胀测量Natural cooling 自然冷却Buckstay deflection 炉柱曲度Coke oven service life 焦炉炉龄Extend the life of the battery 延长炉体寿命Swelling pressure on oven wall 作用于炉墙的膨胀压力Oven wall distortion 炉墙变形Mortar mixer 泥浆搅拌机Mud jack 泥浆泵Wavy floor 炉底高低不平。
雅思小作文范文-流程图
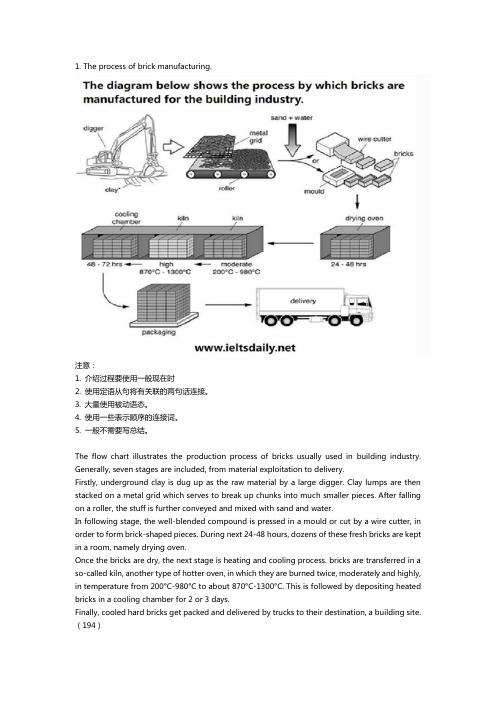
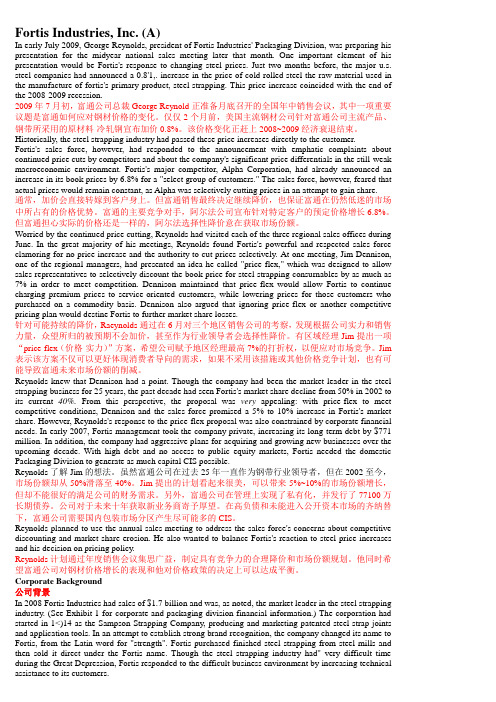
1. The process of brick manufacturing.注意:1. 介绍过程要使用一般现在时2. 使用定语从句将有关联的两句话连接。
3. 大量使用被动语态。
4. 使用一些表示顺序的连接词。
5. 一般不需要写总结。
The flow chart illustrates the production process of bricks usually used in building industry. Generally, seven stages are included, from material exploitation to delivery.Firstly, underground clay is dug up as the raw material by a large digger. Clay lumps are then stacked on a metal grid which serves to break up chunks into much smaller pieces. After falling on a roller, the stuff is further conveyed and mixed with sand and water.In following stage, the well-blended compound is pressed in a mould or cut by a wire cutter, in order to form brick-shaped pieces. During next 24-48 hours, dozens of these fresh bricks are kept in a room, namely drying oven.Once the bricks are dry, the next stage is heating and cooling process. bricks are transferred in a so-called kiln, another type of hotter oven, in which they are burned twice, moderately and highly, in temperature from 200°C-980°C to about 870°C-1300°C. This is followed by depositing heated bricks in a cooling chamber for 2 or 3 days.Finally, cooled hard bricks get packed and delivered by trucks to their destination, a building site.(194)2. The production of steam using a gas cooled nuclear reactor.1. 看懂基本过程和原理,定位流程的起点和终点。
制氢转化炉模块化制造及质量控制简介

5
转化炉 转化炉系统介绍Introduction for reformer system 系 统
转化炉系统包括以下内容 reformer system include the following 序号 Item 6 7 转化炉系统 Reformer system 风机 fan 空气预热器 air pre-heater 详细内容 Detail 鼓风机、引风机 air blower and draft fan
2
炉管系统 Reformer tube system
转化炉 转化炉系统介绍Introduction for reformer system 系 统
转化炉系统包括以下内容 reformer system include the following 序号 Item 转化炉系统 Reformer system 详细内容 Detail 包括纤维制品(纤维毯、纤维板、纤维模块、纤维带等)、耐 火砖及浇注料 Including refractory fiber product(fiber blanket、 fiberboard、fiber modules、fiber ribbon .etc)、 refractory brick and castable refractory
项目进度统计分析系统 (PSS)
项目文件控制 (DC) 项目周报/月报系统(/Monthly Report)
项目进度评审会议(PRM)
转 化 炉 3、转化炉车间模块化制造质量控制措施 3、Quality control measures for Modular manufacturing in 系 统 workshop
雅思写作Task1流程图考官范文(3)
雅思写作Task1流程图考官范文(3)本文为大家收集整理了雅思写作Task1流程图考官范文(3)。
认真研读一定的雅思范文及作文模板可以帮助我们检验自己的写作水平,并能很好地吸收和应用优秀范文里的优秀内容。
The diagram below shows the process by which bricks are manufactured for the building industry.Summarise the information by selecting and reporting the main features, and make comparisons where relevant.Sample Answer:The given diagram shows the process of brick manufacturing process in different stages for the building industries. As is presented in the diagram, brick manufacturing involves about 7 steps including the digging stages to delivery stage.As is given in the graph, the first step of brick manufacturing is digging the clay with a large digger. This clay is then filtered and processed in a roller machine and then mixed with sand and water. In the third stage, the mixture is either kept in a mould or cut in a wire cutter to make the raw shape of the bricks. In the next stage, the shaped raw bricks are dried for 24 to 48 hours in drying oven. After that, the dried raw bricks are kept in kiln both in moderate and high temperature in up to 1300 degree centigrade and then placed in a cooling chamber for about 48 to 72 hours. This process makes the brick to be packed anddelivered in the final two steps. The delivery process is the final process of brick manufacturing and as it is observed, brick making is a moderately complex process that requires some predefined stages to make it deliverable.(Approximately 195 words)。
新零售模式外文文献翻译最新译文

外文文献翻译原文及译文标题:The Research of the Growth of New Retail Formats 作者:Piyush Kumar Sinha, Sanjay Kumar Ka期刊:Research and Publications年份:2017原文The Research of the Growth of New Retail FormatsPiyush Kumar Sinha, Sanjay Kumar KarAbstractThe Indian retail sector is going through a transformation and this emerging market is witnessing a significant change in its growth and investment pattern. Both existing and new players are experimenting with new retail formats. Currently two popular formats -hypermarkets and supermarkets are growing very fast. Apart from the brick -mortar formats, brick -click and click-click formats are also increasingly visible on the Indian retail landscape. Consumer dynamics in India is changing and the retailers need to take note of this and formulate their strategies and tactics to deliver value to the consumer. This paper investigates modern retail developments and growth of modern formats in this country. We also discuss the challenges and opportunities available to the retailers to succeed in this country.Keywords: New Retail, Formats, Development Strategy IntroductionRetailing in India is receiving global recognition and attention and this emerging market is witnessing a significant change in its growth and investment pattern. It is not just the global players likeWal-Mart, Tesco and Metro group are eying to capture a pie of this market but also the domestic corporate behemoths like Reliance, KK Modi , Aditya Birla group, and Bharti group too are at some stage of retail development. Reliance, announced that it will invest $3.4 billion to become the country's largest modern retailer by establishing a chain of 1,575 stores by March 2007. The last couple of years have been rosy for real estate developers and the retailers are finding suitable retail space in prominent locations. The industry is buoyant about growth and the early starters are in expansion mood. There is increased sophistication in the shopping pattern of consumers, which has resulted in big retail chains coming up in most metros; mini metros and towns being the next target. Consumer taste and preferences are changing leading to radical alteration in lifesty les and spending patterns which in turn is giving rise to new business opportunities. Companies need to be dynamic and proactive while responding to the ever- changing trends in consumer lifesty le and behavior.Retailing in India is currently estimated to be a USD 200 billion industry, of which organised retailing makes up 3 percent or USD 6.4 billion. By 2010, organised retail is projected to reach USD 23 billion1 and in terms of market share it is expected to rise by 20 to 25 per cent2. The report also predicts a stronger retailer growth thanthat of GDP in the coming five years.The generic growth is likely to be driven by changing lifestyles and by strong surge in income, which in turn will be supported by favorable demographic patterns. Rapid growth in international quality retail space brings joy to shoppers and shopping malls are becoming increasingly common in large cities, and announced development plans project at least 150 new shopping malls by 2008. The number of department stores is growing at a much faster pace than overall retail, at 24 per cent annually. Supermarkets have been taking an increasing share of general food and grocery trade over the last two decades.Development of mega malls in India is adding new dimensions to the booming retail sector. Shopping experience in the nation of shopkeepers is changing and changing very fast. There is significant development in retail landscape not only in the metros but also in the smaller cities. Even ITC went one step ahead to revolutionize rural retail by developing ‘Choupal Sagar’a rural mall. On one hand there are groups of visionary corporate working constantly to improve upon urban shopping experience and on the other hand some companies are try ing to infuse innovative retail experience into the rural set up.The Larger PictureIndian economy has shown an impressive growth of over 6 per cent for last five years and continues to surge ahead. GDP growth rate in 2003-04 recorded a fifteen year high of 8.5% and subsequently maintained a steady growth for the next two years. Real GDP growth accelerated from 7.5 per cent during 2004-05 to 8.4per cent during 2005-06 on the back of buoyant manufacturing and services activity supported by a recovery in the agricultural sector.3 The central bank forecasts similar growth of 7.5-8 percent during 2006-07. With strong economic growth consumerism is increasing in the country and India is the fourth largest economy as far as purchasing power parity is concerned, just behind USA, Japan and China.Consumer TrendIndia is currently having the largest young population in the world and 54 per cent of India’s population is below 25 years of age and 80 per cent are below 45 years. As per India’s Marketing Whitebook (2006) by Businessworld, India has around 192 million households. Of these only a little over six million are ‘affluent’–that is, with household income in excess of INR215, 000. Another 75 million households are in the category of ‘w ell off’immediately below the affluent, earning between INR45,000 and INR215,000.This is a sizable proportion which offers excellent opportunity for organized retailers to serve.AC Nielsen’s Retail and Shopper Trends 2004 Report made the following observations on shopper’s behaviour in India:(1)Indian shoppers spend an average of INR2500 on food, groceries and personal care items every month and (2) convenience stores are booming in most markets, as the number of such stores exceeds 80,000.According to the report, 48 per cent of shoppers in India admit that they ‘love to try new things’,making them the most novelty seeking shoppers around the region and total average monthly expenditure is only $50, of this, $21 is spent on fresh food, comprising 42 per cent of the entire monthly spend. Indians also appear to spend more on groceries and personal care items.Business communities believe that sizable disposable income in India is concentrated in the urban areas and well off and affluent classes; income distribution is unequal compared to other Asian economies. In fact, the 20 million middle class home in rural India equal the number in urban India4 and thus have the same purchasing power. Therefore, there is significant and considerable opportunity for organized retailers in the rural areas. There is no denying that the rural market holds immense promise for the organized retail butcompanies ponder over how to serve that market profitably.Unlike the urban market, it is less developed in terms of infrastructure and facilities. More than any thing else, the larger issue is to find out a suitable business model and retail format to fit local taste and preference. Of course cost of doing business in rural market would be lesser compared to urban market but reaching out to the mass is a concern. It is not impossible but a bit more difficult. For example the most successful and the largest incorporation Wal-Mart started in the rural market where as competition started in the urban market. This retailer has proved that it is important to understand how do you operate your business model rather than where you do it.Given the increasing urban exposure of rural India, the urban and the rural upper-income groups can form an interesting continuum market, giving it a scale of 23 million households, or 115 million consumers. In 2006-07, the consuming class would be about 60 million households, or 300 million consumers.NCAER data shows that for 1998-99, for a basket of 22 FMCG products it tracks, a total of over Rs 91,500 crore was spent. Of this, 37% was spent by the two lowest-income groups in rural India, and only about 20% by the top two income groups in urban areas. This is, perhaps, the best and only statement of the structure and potential ofthe Indian market. Hence, marketers have to worry about purchasing power of consumer not where he is living. For example there are nearly 42,000 rural haats, average number of sales outlets per haat is 300 and average sales per outlet is INR 900 and average foot fall in a haat is about 4,500. In rural India there are 50 million Kisan Credit Card (KCC) holders and in 2002-03, LIC sold 50 percent of its policies in rural India.6 These are some of the indicators how rural India is performing.Drivers of RetailOn one hand favorable demographic and psychographic changes in the Indian consumer class, rising income, international exposure, availability of quality retail space, wider brand choice and better marketing communication are some of the factors driving Indian retail. On the other side a lot depends on the preparedness of Indian retailers in terms of having suitable formats, scalable business model, appropriate technology and relevant organization capability for the success.Currently the country has a population of over one billion, 60% of which is under 30 years of age. This means majority of the population is young and working class with higher purchasing power. The low median age of population means a higher current consumption rate which augurs well for the retail sector. Consumerspending in India has grown at over 12 percent since mid-1990s and 64 per cent of Indian GDP is accounted for by private consumption.7 Over the last decade, the average Indian spending has gone up from INR 5,745 in 1992-93 to INR 16,457 in 2003-04 and is expected to grow around its trend rate of 12 per centDrivers of RetailOn one hand favorable demographic and psychographic changes in the Indian consumer class, rising income, international exposure, availability of quality retail space, wider brand choice and better marketing communication are some of the factors driving Indian retail. On the other side a lot depends on the preparedness of Indian retailers in terms of having suitable formats, scalable business model, appropriate technology and relevant organization capability for the success.Development of Retail FormatsIt is difficult to fit a successful international format directly and expect a similar performance in India. The lessons from multinationals expanding to new geographies too point to this. For example, Wal-Mart is highly successful in USA but the story is different in Asian countries like China. Therefore, it is important for retailer to look at local conditions and insights into the local buying behaviour before shaping the format choice. Considering thediversity in terms of taste and preferences existing in India the retailers may go for experimentation to identify the winning format suited to different geographies and segments. For example, the taste in south is different from that in north and this brings challenges to the retailers. Therefore, most of grocery retailers are region- centric at this point in time. Now a number of retailers are in a mode of experimentation and try ing several formats which are essentially representation of retailing concepts to fit into the consumer mind space. Apart from geography even rural and urban divide poses different kind of challenge to the retailer. Pantaloon Retail India is experimenting with several retail formats to cater to a wide segment of consumers in the market. Some of the new formats are Fashion Station (popular fashion), Blue Sky (fashion accessories), aLL (fashion apparel for plus-size individuals), Collection i (home furnishings), Depot (books & music) and E-Zone (Consumer electronics). The retailer is try ing to segment the market with the help of format. The retailer developed another new format in the form of Wholesale Club to sell a segment of consumer who purchase on bulk and look out for discounts and offers. The new format is going to be kind of wholesale club which is likely to be located close to Food Bazaar. Consumers who are interested to purchase on bulk can take benefit from this format. Similarly the Land mark groupalso operates multiple formats such as hypermarket (Max), departmental store (Lifestyle), Shoemart and Funcity 12 etc.. Such experimentation and identification of an appropriate format for the local conditions would separate winners from losers in India, possibly implying multiple formats could be the reality in the long run.译文新零售模式发展研究Piy ush K um a r S inha , S a nja y K um a r K a r摘要印度零售业正在经历转型,可以看到这个新兴市场的增长和投资格局的重大变化。
汽车制造专业英语词汇大全
汽车专业词汇Assembly line组装线Layout布置图Conveyer流水线物料板Rivet table拉钉机Rivet gun拉钉枪Screw driver起子Electric screw driver电动起子Pneumatic screw driver气动起子worktable 工作桌OOBA开箱检查fit together组装在一起fasten锁紧(螺丝)fixture 夹具(治具)pallet栈板barcode条码barcode scanner条码扫描器fuse together熔合fuse machine热熔机repair修理operator作业员QC品管supervisor 课长ME制造工程师MT制造生技cosmetic inspect外观检查inner parts inspect内部检查thumb screw大头螺丝lbs. inch镑、英寸EMI gasket导电条front plate前板rear plate 后板chassis 基座bezel panel面板power button电源按键reset button重置键Hi-pot test of SPS高源高压测试Voltage switch of SPS电源电压接拉键sheet metal parts 冲件plastic parts塑胶件material check list物料检查表work cell工作间trolley台车carton纸箱sub-line支线personnel resource department人力资源部production department生产部门planning department企划部QC Section品管科stamping factory冲压厂painting factory烤漆厂molding factory成型厂common equipment常用设备uncoiler and straightener整平机punching machine 冲床gripper机械手hydraulic machine油压机lathe车床planer |'plein|刨床miller铣床grinder磨床linear cutting线切割electrical sparkle电火花welder电焊机staker=reviting machine铆合机position职务president董事长general manager总经理special assistant manager特助factory director厂长department director部长deputy manager | =vice manager副理section supervisor课长deputy section supervisor =vicesection superisor副课长group leader/supervisor组长line supervisor线长assistant manager助理to move, to carry, to handle搬运be put in storage入库pack packing包装to apply oil擦油to file burr 锉毛刺final inspection终检to connect material接料to reverse material 翻料wet station沾湿台Tiana天那水cleaning cloth抹布to load material上料to unload material卸料to return material/stock to退料scraped |'skræpid|报废scrape ..v.刮;削deficient purchase来料不良manufacture procedure制程deficient manufacturing procedure制程不良oxidation |' ksi'dein|氧化scratch刮伤dents压痕defective upsiding down抽芽不良defective to staking铆合不良feeding is not in place送料不到位stamping-missing漏冲education and training教育与训练proposal improvement提案改善spare parts备件forklift叉车trailer=long vehicle拖板车compound die合模die locker锁模器pressure plate=plate pinch压板bolt螺栓administration/general affairsdept总务部automatic screwdriver电动启子thickness gauge厚薄规power wire电源线buzzle蜂鸣器defective product label不良标签identifying sheet list标示单screwdriver holder起子插座pedal踩踏板stopper阻挡器flow board流水板hydraulic handjack油压板车pallet栈板glove(s)手套glove(s) with exposed fingers割手套thumb大拇指forefinger食指midfinger中指ring finger无名指little finger小指band-aid创可贴iudustrial alcohol工业酒精alcohol container沾湿台head of screwdriver起子头vaccum cleaner吸尘器rag 抹布garbage container灰箕garbage can垃圾箱garbage bag垃圾袋chain链条jack升降机chain链条槽magnetizer加磁器lamp holder灯架to mop the floor拖地to clean the floor扫地to clean a table擦桌子air pipe 气管packaging tool打包机packaging打包missing part漏件wrong part错件excessive defects过多的缺陷critical defect极严重缺陷major defect主要缺陷minor defect次要缺陷not up to standard不合规格dimension/size is a little bigger 尺寸偏大(小)slipped screwhead/slippery screw head螺丝滑头slipped screwhead/shippery screw thread滑手speckle斑点mildewed=moldy=mouldy发霉rust生锈deformation变形burr(金属)flash(塑件)毛边poor staking铆合不良excesssive gap间隙过大grease/oil stains油污inclusion杂质painting peel off脏污shrinking/shrinkage缩水mixed color杂色poor processing 制程不良poor incoming part事件不良fold of pakaging belt打包带折皱painting make-up补漆discoloration羿色water spots水渍polishing/surface processing表面处理exposed metal/bare metal金属裸露lack of painting烤漆不到位safety安全quality品质delivery deadline交货期cost成本engineering工程enterprise plan = enterpriseexpansion projects企划QC品管equipment设备classification整理regulation整顿cleanness清扫conservation清洁culture教养qualified products, up-to-gradeproducts良品defective products, notup-to-grade products不良品waste废料board看板feeder送料机sliding rack滑料架defective product box不良品箱mould change 换模mold repair修模packing material包材basket蝴蝶竺plastic basket胶筐isolating plate baffle plate;barricade隔板carton box纸箱to pull and stretch拉深to put material in place, to cutmaterial, to input落料to impose lines压线to compress, compressing压缩to feed, feeding送料transportation运输(be)qualfied, up to grade合格not up to grade, not qualified不合格material change, stock change材料变更feature change 特性变更evaluation评估prepare for, make preparations for 准备parameters参数rotating speed, revolution转速manufacture management制造管理abnormal handling异常处理production unit生产单位steel plate钢板roll material卷料manufacture procedure制程operation procedure作业流程to revise, modify修订to switch over to, switch---to throw--over switching over切换engineering, project difficulty 工程瓶颈automation自动化to stake, staking, reviting铆合add lubricating oil加润滑油shut height of a die架模高度analog-mode device类模器argon welding氩焊stamping, press冲压punch press, dieing out press冲床uncoiler & strainghtener整平机feeder送料机rack, shelf, stack料架cylinder油缸conveyer belt输送带transmission rack输送架inch寸动to continue, cont.连动to grip(material)吸料location lump, locating piece,block stop 定位块reset复位smoothly顺利dent压痕deformation变形filings铁削to draw holes抽孔inquiry, search for查寻to stock, storage, in stock库存receive领取processing, to process加工delivery, to deliver 交货to return delivenry to.registration登记registration card登记卡to control管制to put forward and hand in提报safe stock安全库存acceptance = receive验收to notice通知application form for purchase请购单consume, consumption消耗to fill in填写abrasion磨损reverse angle = chamfer倒角character die字模to collect, to gather收集failure, trouble故障statistics统计demand and supply需求career card履历卡to take apart a die卸下模具to load a die装上模具to tight a bolt拧紧螺栓to looser a bolt拧松螺栓to move away a die plate移走模板easily damaged parts易损件standard parts标准件breaking.(be)broken,(be)cracked断裂to lubricate润滑common vocabulary for dieengineering模具工程常用词汇die 模具figure file, chart file图档cutting die, blanking die冲裁模progressive die, follow (-on)die 连续模compound die复合模punched hole冲孔to cutedges=side cut=side scrap 切边to bending折弯to pull, to stretch拉伸Line streching, line pulling线拉伸engraving, to engrave刻印upsiding down edges翻边to stake铆合designing, to design设计design modification设计变化folded block折弯块sliding block滑块location pin定位销lifting pin顶料销die plate, front board模板padding block垫块stepping bar垫条upper supporting blank上承板upper padding plate blank上垫板spare dies模具备品spring 弹簧bolt螺栓document folder文件夹file folder资料夹to put file in order整理资料spare tools location手工备品仓first count初盘人first check初盘复棹人second count 复盘人second check复盘复核人equipment设备work in progress product在制品casing = containerazation装箱quantity of physical invetorysecond count 复盘点数量quantity of customs count会计师盘,点数量the first page第一联filed by accounting departmentfor reference会计部存查end-user/using unit(department)使用单位summary of year-end physicalinventory bills年终盘点截止单据汇总表bill name单据名称This sheet and physical inventorylist will be sent to accountingDepartment together (Those of NHKwill be sent to financialdepartment)本表请与盘点清册一起送会计部-(NHK厂区送财会部)Application status records ofyear-end physical inventory Listandphysical inventory card 年终盘点卡与清册使用-状况明细表blank and waste sheet NO.空白与作废单号plate电镀mold成型material for engineering moldtesting工程试模材料sample样品incoming material to be inspected进货待验description品名steel/rolled steel钢材Material statistics sheet物料统计明细表meeting minutes会议记录meeting type 会别distribution department分发单位location地点chairman主席subject主题conclusion结论decision items决议事项responsible department负责单位pre-fixed finishing date预定完成日approved by / checked by / prepared by核准/审核/承办PCE assembly production schedule sheetPCE组装厂生产排配表work order工令remark备注production control confirmation 生产确认approved by核准department部门Stock age analysis sheet库存货龄分析表on-hand inventory现有库存available material良品可使用obsolete material良品已呆滞to be inspected or reworked待验或重工total合计cause description原因说明part number/ P/N 料号type形态item/group/class类别quality品质notes说明year-end physical inventorydifference analysis sheet年终盘点差异分析表physical inventory盘点数量physical count quantity帐面数量difference quantity差异量cause analysis原因分析raw materials原料materials物料finished product成品semi-finished product半成品packing materials包材good product/accepted goods/accepted parts/good parts良品defective product/non-good parts不良品disposed goods处理品warehouse/hub仓库on way location在途仓oversea location海外仓spare parts physical inventorylist备品盘点清单spare molds location模具备品仓skid/pallet栈板tox machine自铆机wire EDM线割EDM放电机coil stock卷料sheet stock片料tolerance工差score=groove压线cam block滑块pilot导正筒trim剪外边pierce剪内边drag form压锻差pocket for the punch head挂钩槽slug hole废料孔expansion dwg展开图radius半径shim(wedge)楔子torch-flame cut火焰切割set screw止付螺丝form block折刀stop pin定位销round pierce punch=die button圆冲子shape punch=die insert异形子stock locater block定位块under cut=scrap chopper清角active plate活动板baffle plate挡块cover plate盖板groove punch压线冲子air-cushion eject-rod气垫顶杆spring-box eject-plate弹簧箱顶板bushing block衬套insert 入块club car高尔夫球车capability能力parameter参数factor系数phosphate皮膜化成viscosity涂料粘度alkalidipping脱脂main manifold主集流脉bezel斜视规blanking穿落模dejecting顶固模demagnetization去磁;消磁high-speed transmission高速传递heat dissipation热传rack上料degrease脱脂rinse水洗alkaline etch龄咬desmut剥黑膜D.I. rinse纯水次Chromate铬酸处理Anodize阳性处理seal封孔revision版次part number/P/N料号defective products不良品finished products成品disposed products处理品barcode条码flow chart流程表单assembly组装molding成型spare parts=buffer备品coordinate座标dismantle the die折模auxiliary fuction辅助功能poly-line多义线heater band 加热片thermocouple热电偶sand blasting喷沙grit 砂砾derusting machine除锈机degate打浇口dryer烘干机induction感应induction light感应光response=reaction=interaction感应ram连杆edge finder巡边器nick缺口shine亮班splay 银纹gas mark焦痕delamination起鳞cold slug冷块blush 导色satin texture段面咬花witness line证示线patent专利grit沙砾granule=peuet=grain细粒grit maker抽粒机cushion缓冲magnalium镁铝合金magnesium镁金metal plate钣金lathe车mill锉plane刨grind磨drill铝boring镗blinster气泡fillet镶;嵌边through-hole form通孔形式voller pin formality滚针形式cam driver铡楔shank摸柄crank shaft曲柄轴augular offset角度偏差production tempo生产进度现状torque扭矩spline=the multiple keys花键quenching淬火tempering回火annealing退火carbonization碳化alloy合金tungsten high speed steel钨高速的moly high speed steel钼高速的organic solvent有机溶剂bracket小磁导liaison联络单volatile挥发性resistance电阻ion离子titrator滴定仪beacon警示灯coolant冷却液crusher破碎机模具工程类plain die简易模pierce die冲孔模forming die成型模progressive die连续模gang dies复合模shearing die剪边模riveting die铆合模pierce冲孔forming成型(抽凸,冲凸)draw hole抽孔bending折弯trim切边emboss凸点dome凸圆semi-shearing半剪stamp mark冲记号deburr or coin压毛边punch riveting冲压铆合side stretch侧冲压平reel stretch卷圆压平groove压线blanking下料stamp letter冲字(料号)shearing剪断tick-mark nearside正面压印tick-mark farside反面压印冲压名称类extension dwg展开图procedure dwg工程图material材质material thickness料片厚度factor系数upward向上downward向下press specification冲床规格burr毛边gap间隙weight重量total wt.总重量punch wt.上模重量五金零件类inner guiding post内导柱inner hexagon screw内六角螺钉dowel pin固定销coil spring弹簧lifter pin顶料销eq-height sleeves=spool等高套筒pin销lifter guide pin浮升导料销guide pin导正销wire spring圆线弹簧outer guiding post外导柱stop screw止付螺丝located pin定位销outer bush外导套模板类top plate上托板(顶板)top block上垫脚punch set上模座punch pad上垫板punch holder上夹板stripper pad脱料背板up stripper上脱料板upper plate上模板lower plate下模板die pad下垫板die holder下夹板bottom block下垫脚bottom plate下托板(底板)stripping plate内外打(脱料板)outer stripper外脱料板inner stripper内脱料板lower stripper下脱料板零件类punch冲头insert入块(嵌入件)deburring punch压毛边冲子groove punch压线冲子stamped punch字模冲子round punch圆冲子special shape punch异形冲子bending block折刀roller滚轴baffle plate挡块located block定位块supporting block for location定位支承块air cushion plate气垫板air-cushion eject-rod气垫顶杆trimming punch切边冲子stiffening rib punch = stinger 加强筋冲子ribbon punch压筋冲子reel-stretch punch卷圆压平冲子guide plate定位板sliding block滑块sliding dowel block滑块固定块active plate活动板lower sliding plate下滑块板upper holder block上压块upper mid plate上中间板spring box弹簧箱spring-box eject-rod弹簧箱顶杆spring-box eject-plate弹簧箱顶板bushing bolck衬套cover plate盖板guide pad导料块塑件&模具相关英文compre sion molding压缩成型flash mold溢流式模具plsitive mold挤压式模具split mold分割式模具cavity型控母模core模心公模taper锥拔leather cloak仿皮革shiver饰纹flow mark流痕welding mark溶合痕post screw insert螺纹套筒埋值self tapping screw自攻螺丝striper plate脱料板piston活塞cylinder汽缸套chip细碎物handle mold手持式模具移转成型用模具encapsulation molding低压封装成型射出成型用模具two plate两极式(模具)well type蓄料井insulated runner绝缘浇道方式hot runner热浇道runner plat浇道模块valve gate阀门浇口band heater环带状的电热器spindle阀针spear head刨尖头slag well冷料井cold slag冷料渣air vent排气道h=0.02~0.05mmw=3.2mmL=3~5mmwelding line熔合痕eject pin顶出针knock pin顶出销return pin回位销反顶针sleave套筒stripper plate脱料板insert core放置入子runner stripper plate浇道脱料板guide pin导销eject rod (bar)(成型机)顶业捧subzero深冷处理three plate三极式模具runner system浇道系统stress crack应力电裂sprue gate射料浇口,直浇口nozzle射嘴sprue lock pin料头钩销(拉料杆)slag well冷料井side gate侧浇口edge gate侧缘浇口tab gate搭接浇口film gate薄膜浇口flash gate闸门浇口slit gate缝隙浇口fan gate扇形浇口dish gate因盘形浇口H=F=1/2t~1/5tT=2.5~3.5mmdiaphragm gate隔膜浇口ring gate环形浇口subarine gate潜入式浇口tunnel gate隧道式浇口pin gate针点浇口Φ0.8~1.0mmRunner less无浇道(sprue less)无射料管方式long nozzle延长喷嘴方式sprue浇口;溶渣品质人员名称类QC quality control 品质管理人员FQC final quality control 终点品质管制人员IPQC in process quality control制程中的品质管制人员OQC output quality control 最终出货品质管制人员IQC incoming quality control进料品质管制人员TQC total quality control 全面质量管理POC passage quality control 段检人员QA quality assurance 质量保证人员OQA output quality assurance 出货质量保证人员QE quality engineering 品质工程人员品质保证类FAI first article inspection 新品首件检查TVR tool verification report 模具确认报告3B 3B 模具正式投产前确认CP capability index 能力指数CPK capability index of process 模具制程能力参数SSQA standardized supplier quality 合格供应商品质评估OOBA out of box audit 开箱检查QFD quality function deployment 品质机能展开FMEA failure model effectiveness analysis 失效模式分析8 disciplines 8项回复内容FA final audit 最後一次稽核CAR corrective action request改正行动要求corrective action report 改正行动报告FQC运作类AQL Acceptable Quality Level运作类允收品质水准S/S Sample size 抽样检验样本大小ACC Accept 允收REE Reject 拒收CR Critical 极严重的MAJ Major 主要的MIN Minor 轻微的AOQ Average Output Quality 平均出厂品质AOQL Average Output QualityLevel 平均出厂品质Q/R/SQuality/Reliability/Service 品质/可靠度服务MIL-STD Military-Standard 军用标准S I-S IV Special I-Special IV特殊抽样水准等级P/N Part Number 料号L/N Lot Number 特采AOD Accept On Deviation 特采UAI Use As It 首件检查报告FPIR First Piece InspectionReport 百万分之一SPC Statistical Process Control统计制程管制SQC Statistical Quality Control统计品质管制R Range 全距AR Averary Range 全距平均值UCL Upper Central Limit 管制上限LCL Lower Central Limit 管制下限MAX Maximum 最大值MIN Minimum 最小值GRR GaugeReproducibility&Repeatability量具之再制性及重测性判断量可靠与否DIM Dimension 尺寸DIA Diameter 直径FREQ Frequency 频率N Number 样品数其它品质术语类QCC Quality Control Circle 品质圈QIT Quality Improvement Team品质改善小组PDCA Plan Do Check Action 计划执行检查总结ZD Zero Defect 零缺点QI Quality Improvement 品质改善QP Quality Policy 目标方针TQM Total Quality Management 全面品质管理MRB Material Reject Bill 退货单LQL Limiting Quality Level 最低品质水准RMA Return Material Audit 退料认可QAN Quality Amelionrate Notice 品质改善活动ADM Absolute Dimension Measuremat 全尺寸测量QT Quality Target 品质目标7QCTools 7 Quality Controll Tools 品管七大手法通用之件类ECN Engineering Change Notes工程变更通知(供应商)ECO Engineering Change Order工程改动要求(客户)PCN Process Change Notice 工序改动通知PMP Product Management Plan 生产管制计划SIP Specification In Process制程检验规格SOP 开始生产IS Inspection Specification 成品检验规范PS Package Specification 包装规范SPEC Specification 规格DWG Drawing 图面系统文件类QC Quality System 品质系统ES Engineering Standarization工程标准CGOO China General PCE龙华厂文件H Huston (美国)休斯敦C Compaq (美国)康伯公司C China 中国大陆A Assembly 组装(厂)S Stamping 冲压(厂)P Painting 烤漆(厂)I Intel 英特尔公司T TAIWAN 台湾IWS International WorkmanStandard 工艺标准ISO International StandardOrganization 国际标准化组织GS General Specification 一般规格CMCS C-China M-ManufactC-Compaq S-Stamping Compaq产品在龙华冲压厂制造作业规范CQCA Q-Quality A-AssemblyCompaq产品在龙华组装厂品管作业规范CQCP P-Painting Compaq产品在龙华烤漆厂品管作业规范部类PMC Production & MaterialControl 生产和物料控制PPC Production Plan Control 生产计划控制MC Material Control 物料控制ME Manafacture Engineering 制造工程部PE Project Engineering 产品工程部A/C Accountant Dept 会计部DC Document Center 资料中心QE Quality Engineering 品质工程(部)QA Quality Assurance 品质保证(处)QC Quality Control 品质管制(课)PD Product Department 生产部LAB Labratry 实验室IE Industrial Engineering 工业工程R&D Research & Design 设计开发部P Painting 烤漆(厂)A Asssembly 组装(厂)S Stamping 冲压(厂)生产类PCS Pieces 个(根,块等)PRS Pairs 双(对等)CTN Carton 卡通箱PAL Pallet/skid 栈板PO Purchasing Order 采购订单MO Manufacture Order 生产单D/C Date Code 生产日期码ID/C Identification Code (供应商)识别码SWR Special Work Request 特殊工作需求L/N Lot Number 批号P/N Part Number 料号其它OEM 主机厂PCE Personal Computer Enclosure个人电脑外设PC Personal Computer 个人电脑CPU Central Processing Unit 中央处理器SECC SECC` 电解片SGCC SGCC 热浸镀锌材料NHK North of Hongkong 中国大陆PRC People's Republic of China中国大陆U.S.A the United States ofAmerica 美国A.S.A.P As Soon As Possible 尽可能快的E-MAIL Electrical-Mail 电子邮件N/A Not Applicable 不适用QTY Quantity 数量VS 以及REV Revision 版本JIT Just In Time 零库存/及时供货I/O Input/Output 输入/输出NG Not Good 不行,不合格C=0 Critical=0 极严重不允许ESD Electry-static Discharge静电排放5S 希腊语整理,整顿,清扫,清洁,教养ATIN Attention 知会CC Carbon Copy 副本复印相关人员APP Approve 核准,认可,承认CHK Check 确认AM Ante Meridian 上午PM Post Meridian 下午CD Compact Disk 光碟CD-ROM Compact Disk Read-OnlyMemory 只读光碟FDD Floppy Disk Drive 软碟机HDD Hard Disk Drive 碟碟机REF Reference 仅供参考CONN Connector 连接器CAV Cavity 模穴CAD Computer Aid Design 计算机辅助设计ASS'Y Assembly 装配,组装MAT'S Material 材料IC Integrated Circuit 集成电路T/P True Position 真位度TYP Type 类型WDR Weekly Delivery Requitement 周出货需求C?T Cycle Time 制程周期L/T Lead Time 前置时间(生产前准备时间)S/T Standard Time 标准时间P/M Product Market 产品市场3CComputer,Commumcation,Consumer electronic's 消费性电子5WIHWhen,Where,Who,What,Why,How to 5MMan,Machine,Material,Method,Mea surement4MIHMan,Materia,Money,Method,Time人力,物力,财务,技术,时间(资源) SQA Strategy Quality Assurance 策略品质保证DQA Desigh Quality Assurance设计品质保证MQA Manufacture QualityAssurance 制造品质保证SSQA Sales and service QualityAssurance 销售及服务品质保证LRR Lot Rejeet Rate 批退率BS Brain storming 脑力激荡EMI Electronic MagnetionInspect 高磁测试FMI Frequency Modulatim Inspect高频测试B/M Boar/Molding(flat cable)C/P Connector of PCA/P AssemblySPS Switching power supply 电源箱DT Desk Top 卧式(机箱)MT Mini-Tower 立式(机箱)DVD Digital Vedio DiskVCD Vdeio Compact DiskLCD Liquid Crystal DisplayCAD Computer AID DesignCAM Computer AID ManufacturingCAE Computer AID EngineeringABIOS Achanced Basic input/output system 先进的基本输入/输出系统CMOS Complemeruary Metoll OxideSemiconductor 互补金属氧化物半导体PDA Personal Digital Assistant个人数字助理IC Integrated Circuit 集成电路ISA Industry StandardArchitecture 工业标准体制结构MCA Micro Channel Architecture微通道结构EISA Extended Industry StandardArchitecture 扩充的工业标准结构SIMM Single in-line memorymodule 单项导通汇流组件DIMM Dual in-line Memory Module双项导通汇流组件LED Light-Emitting Diode 发光二级管FMEA Failure Mode Effectivenes失效模式分析W/H Wire Harness 金属线绪束集组件F/C Flat Calle 排线PCB Printed Circuit Board 印刷电路板CAR Correction Action Report改善报告NG Not Good 不良WPR Weekly Delivery Requirement周出货要求PPM Parts Per Million 百万分之一TPM Total Production Maintenance 全面生产保养MRP Material Requiremcnt Planning 物料需计划OC Operation System 作业系统TBA To Be Design 待定,定缺D/C Drawing ChangeP/P Plans & ProceduneEMI Electrical-Music Industry 电子音乐工业RFI Read Frequency Input 读频输入MMC Maximum Material Condition MMS Maximum Material SizeLMC Least Material Condition LMS Least Material Size模具技术用语各种模具常用成形方式accurate die casting 精密压铸powder forming 粉末成形calendaring molding 压延成形powder metal forging 粉末锻造cold chamber die casting 冷式压铸 precision forging 精密锻造cold forging 冷锻 press forging冲锻compacting molding 粉末压出成形rocking die forging 摇动锻造compound molding 复合成形 rotaryforging 回转锻造compression molding 压缩成形rotational molding 离心成形dip mold 浸渍成形rubber molding 橡胶成形encapsulation molding 注入成形sand mold casting 砂模铸造extrusion molding 挤出成形shell casting 壳模铸造foam forming ?泡成形sinter forging 烧结锻造forging roll 轧锻six sides forging 六面锻造gravity casting 重力铸造slush molding 凝塑成形hollow(blow) molding 中空(吹出)成形squeeze casting 高压铸造hot chamber die casting 热室压铸swaging 挤锻hot forging 热锻transfer molding 转送成形injection molding 射出成形warm forging 温锻investment casting 精密铸造matched die method 对模成形法laminating method 被覆淋膜成形low pressure casting 低压铸造lost wax casting 脱蜡铸造matched mould thermal forming 对模热成形模各式模具分类用语bismuth mold 铋铸模landedplunger mold 有肩柱塞式模具shoe mold 料套式模具center-gated mold 中心浇口式模具loose detail mold 活零件模具chill mold 冷硬用铸模 loose mold活动式模具clod hobbing 冷挤压制模louvering die 百叶窗冲切模composite dies 复合模具 manifolddie 分歧管模具counter punch 反凸模modularmold 组合式模具double stack mold 双层模具multi-cavity mold 多模穴模具electroformed mold 电铸成形模multi-gate mold 复式浇口模具expander die 扩径模offswt bending die 双折冷弯模具family mold 反套制品模具plaster mold 石膏模porous mold 通气性模具duplicated cavity plate 复板模positive mold 全压式模具flash mold 溢料式模具progressive die 顺序模gypsum mold 石膏铸模protable mold 手提式模具hot-runner mold 热流道模具prototype mold 雏形试验模具ingot mold 钢锭模punching die 落料模raising(embossing) 压花起伏成形re-entrant mold 倒角式模具runless injection mold 无流道冷料模具 sectional die 对合模具segment mold 组合模semi-positive mold 半全压式模具shaper 定型模套single cavitymold 单腔模具split mold 双并式模具 spruelessmold 无注道残料模具sweeping mold 平刮铸模 swing die振动模具three plates mold 三片式模具trimming die 切边模unit mold 单元式模具 universalmold 通用模具unscrewing mold 退扣式模具 yoketype die 轭型模模具厂常用之标准零配件air vent valve 通气阀anchor pin 锚梢angular pin 角梢baffle 调节阻板angular pin 倾斜梢baffle plate 折流档板ball button 球塞套ball plunger 定位球塞ball slider 球塞滑块binder plate 压板blank holder 防皱压板blanking die 落料冲头bolster 上下模板bottom board 浇注底板bolster 垫板bottom plate 下固定板bracket 托架bumper block 缓冲块buster 堵口casting ladle 浇注包casting lug 铸耳cavity 模穴(模仁)cavity retainer plate 模穴托板center pin 中心梢clamping block 锁定块coil spring 螺旋弹簧cold punched nut 冷冲螺母cooling spiral 螺旋冷却栓core 心型core pin 心型梢cotter 开口梢cross 十字接头cushion pin 缓冲梢diaphragm gate 盘形浇口die approach 模头料道die bed 型底direct gate 直接浇口dog chuck 爪牙夹头dowel 定位梢 dowel hole 导套孔dowel pin 合模梢 dozzle 辅助浇口dowel pin 定位梢 draft 拔模锥度draw bead 张力调整杆drivebearing 传动轴承ejection pad 顶出衬垫 ejector 脱模器ejector guide pin 顶出导梢ejector leader busher 顶出导梢衬套ejector pad 顶出垫ejector pin 顶出梢ejector plate 顶出板ejector rod 顶出杆ejector sleeve 顶出衬套ejector valve 顶出阀eye bolt 环首螺栓filling core 椿入蕊film gate 薄膜形浇口finger pin 指形梢finish machined plate 角形模板finish machined round plate 圆形模板fixed bolster plate 固定侧模板flanged pin 带凸缘? flash gate 毛边形浇口flask 上箱floating punch 浮动冲头gate 浇口gate land 浇口面goose neck 鹅颈管guide bushing 引导衬套guide pin 导梢guide post 引导柱guide plate 导板guide rail 导轨head punch 顶?冲头headless punch 直柄冲头heavily tapered solid 整体模蕊盒hose nippler 管接头impact damper 缓冲器injection ram 压射柱塞inlay busher 嵌入衬套inner plunger 内柱塞inner punch 内冲头insert 嵌件insert pin 嵌件梢king pin 转向梢king pin bush 主梢衬套knockout bar 脱模杵land 合模平坦面land area 合模面leader busher 导梢衬套lifting pin 起模顶lining 内衬locating center punch 定位中心冲头locating pilot pin 定位导梢locating ring 定位环lock block 压块 locking block 定位块locking plate 定位板 loose bush活动衬套manifold block 歧管档块master plate 靠模样板matchplate 分型板mold base 塑胶模座 mold clamp 铸模紧固夹mold platen 模用板movingbolster 换模保持装置moving bolster plate 可动侧模板one piece casting 整体铸件parallel block 平行垫块paringline 分模线parting lock set 合模定位器 passguide 穴型导板peened head punch 镶入式冲头pin gate 针尖浇口 plate 衬板pre extrusion punch 顶挤冲头punch 冲头puncher 推杆 pusher pin 衬套梢rack 机架 rapping rod 起模杆re-entrant mold 凹入模 retainerpin 嵌件梢retainer plate 托料板 return pin回位梢riding stripper 浮动脱模器 ring gate 环型浇口roller 滚筒 runner 流道runner ejector set 流道顶出器runner lock pin 流道拉梢screw plug 头塞 set screw 固定螺丝shedder 脱模装置 shim 分隔片shoe 模座之上下模板 shoot 流道shoulder bolt 肩部螺丝 skeleton 骨架slag riser 冒渣口slide(slide core) 滑块slip joint 滑配接头 spacer block 间隔块spacer ring 间隔环 spider 模蕊支架spindle 主轴 sprue 注道sprue bushing 注道衬套sprue bushing guide 注道导套sprue lock bushing 注道定位衬套spue line 合模线 square key 方键square nut 方螺帽 square thread方螺纹stop collar 限位套 stop pin 止动梢stop ring 止动环 stopper 定位停止梢straight pin 圆柱? stripper bolt脱料螺栓stripper bushing 脱模衬套stripper plate 剥料板stroke end block 行程止梢submarine gate 潜入式浇口support pillar 支撑支柱/顶出支柱support pin 支撑梢supporting plate 托板sweeptemplete 造模刮板tab gate 辅助浇口taper key 推拔键taper pin 拔锥梢/锥形梢teeming 浇注three start screw 三条螺纹thrust pin 推力销tie bar 拉杵tunnel gate 隧道形浇口vent 通气孔wortle plate 拉丝模板模具常用之工作机械3D coordinate measurement 三次元量床 boring machine 搪孔机cnc milling machine CNC铣床contouring machine 轮廓锯床copy grinding machine 仿形磨床copy lathe 仿形车床copy milling machine 仿形铣床copy shaping machine 仿形刨床cylindrical grinding machine 外圆磨床 die spotting machine 合模机engraving machine 雕刻机engraving E.D.M. 雕模放置加工机form grinding machine 成形磨床graphite machine 石墨加工机horizontal boring machine 卧式搪孔机horizontal machine center 卧式加工制造中心 internal cylindricalmachine 内圆磨床jig grinding machine 冶具磨床lap machine 研磨机machine center 加工制造中心multi model miller 靠磨铣床NC drilling machine NC钻床NC grinding machine NC磨床NC lathe NC车床NC programming system NC程式制作。
Manufacture English制造型企业英语

制造业常用英语词汇--强烈推荐!!!总经理办公室General manager’s office 模具部Tooling department项目部Project department品质部Quality department计划部Plan department制造部Manufacture departmentKeypad产品部Keypad departmentIMD 产品部IMD department五金部Metal stamping department设计科Design section冲压车间Stamping workshop电镀车间Plating workshop物控科Production material control section 计划科Plan section仓务科Warehouse section商务科Business section品质规划科quality plan sectionIQC科IQC sectionIPQC科IPQC sectionOQC科OQC section检测中心measurement center项目规划科Project plan section项目XX科Project section XX试模科Mold test section成本科Cost section设备科Facility section采购科Purchase section综合办General affairs office编程科Programming section模具工程科Tooling engineering section模具装配车间Mold assembly workshop文控中心Document control center (DCC) 注塑车间Injection workshop喷涂车间Spray painting workshop装配车间Assembly workshop总经理General manager (GM)经理managerXX部门经理Manager of XX department 原料库Raw material warehouse半成品库Semi-finished product warehouse 成品库Finished product warehouse科长section chief主任chief部门主管department head主管, 线长supervisor组长Foreman, forelady秘书secretary文员clerk操作员operator助理assistant职员staff二、产品超声波焊接ultrasonic welding塑胶件Plastic parts塑材Raw parts喷涂件Painted parts装配件Assembly parts零件Component原料Raw material油漆Paint稀释剂Thinner油墨Ink物料编号part number三、模具注塑模具injection mold冲压模具Stamping tool模架mold base定模座板Fixed clamp plate A板A plateB板B plate支承板support plate方铁spacer plate回位销Return pin导柱Guide pin动模座板Moving clamp plate 顶针ejector pin单腔模具single cavity mold 多腔模具multi-cavity mold 浇口gate合模力clamping force锁模力locking force开裂crack循环时间cycle time老化aging螺杆screw镶件Insert主流道sprue分流道runner浇口gate直浇口direct gate点浇口pin-point gate测浇口edge gate潜伏浇口submarine gate浇口套sprue bush流道板runner plate排气槽vent分型线(面)parting line定模Fixed mold动模movable mold型腔cavity凹模cavity plate,凸模core plate斜销angle pin滑块slide拉料杆sprue puller定位环locating ring脱模斜度draft滑动型芯slide core螺纹型芯threaded core热流道模具hot-runner mold熔合纹weld line三板式模具three plate mold脱模ejection脱模剂release agent注射能力shot capacity注射速率injection rate注射压力injection pressure保压时间holding time闭模时间closing time电加工设备Electron Discharge Machining数控加工中心CNC machine center万能铁床Universal milling machine平面磨床Surface grinding machine万能摇臂钻床Universal radial movable driller 立式钻床Vertical driller倒角chamfer键Key键槽keyway间距pitch快速成型模Rapid prototype tool (RPT)四、品管SPC statistic process control品质保证Quality Assurance(QA)品质控制Quality control(QC)来料检验IQC Incoming quality control巡检IPQC In-process quality control校对calibration环境试验Environmental test光泽gloss拉伸强度tensile strength盐雾实验salt spray test翘曲warp比重specific gravity疲劳fatigue撕裂强度tear strength缩痕sink mark耐久性durability抽样sampling样品数量sample sizeAQL Acceptable Quality level批量lot size抽样计划sampling plan抗张强度Tensile Strength抗折强度Flexural Strength硬度Rigidity色差Color Difference涂镀层厚度Coating Thickness导电性能Electric Conductivity粘度viscosity附着力adhesion耐磨Abrasion resistance尺寸Dimension(喷涂)外观问题Cosmetic issue不合格品Non-conforming product限度样板Limit sample五、生产注塑机injection machine冲床Punch machine嵌件注塑Insert molding双色注塑Double injection molding薄壁注塑Thin wall molding膜内注塑IMD molding ( In-mold decoration)移印Tampo printing丝印Silk screen printing热熔Heat staking超声熔接Ultrasonic welding (USW)尼龙nylon黄铜brass青铜bronze紫(纯)铜copper料斗hopper麻点pit配料compounding涂层coating飞边flash缺料Short mold烧焦Burn mark缩水Sink mark气泡Bubbles破裂Crack熔合线Welding line流痕Flow mark银条Silver streak黑条Black streak表面光泽不良Lusterless表面剥离Pelling翘曲变形Deformation脏圬Stain mark油污Oil mark蓝黑点Blue-black mark顶白Pin mark拉伤Scratch限度样品Limit sample最佳样品Golden sample预热preheating再生料recycle material机械手Robot机器人Servo robot试生产Trial run; Pilot run (PR)量产mass production切料头Degate产能Capacity能力Capability参数Parameter二次加工Secondary process六.物控保质期shelf lifeABC分类法ABC Classification装配Assembly平均库存Average Inventory批号Batch Number批量生产Mass Production提货单Bill of Lading物料清单Bill of Material采购员Buyer检查点Check Point有效日期Date Available修改日期Date Changed结束日期Date Closed截止日期Date Due生产日期Date in Produced库存调整日期Date Inventory Adjust作废日期D ate Obsolete收到日期Date Received交付日期Date Released需求日期Date Required需求管理Demand Management需求Demand工程变更生效日期Engineering Change Effect Date呆滞材料分析Excess Material Analysis完全跟踪Full Pegging在制品库存In Process Inventory投入/产出控制Input/ Output Control检验标识Inspection ID库存周转率Inventory Carry Rate准时制生产Just-in-time (JIT)看板Kanban人工工时Labor Hour最后运输日期Last Shipment Date提前期Lead Time负荷Loading仓位代码Location Code仓位状况Location Status批量标识Lot ID批量编号Lot Number批量Lot Size机器能力Machine Capacity机器加载Machine Loading制造周期时间Manufacturing Cycle Time制造资源计划Manufacturing Resource Planning (MRP II) 物料成本Material Cost物料发送和接收Material Issues and Receipts物料需求计划Material Requirements Planning现有库存量On-hand Balance订单输入Order Entry零件批次Part Lot零件编号Part Number (P/N)零件Part领料单Picking List领料/提货Picking产品控制Product Control产品线Production Line采购订单跟踪Purchase Order Tracking需求量Quantity Demand毛需求量Quantity Gross安全库存量Safety Stock在制品Work in Process零库存Zero Inventories七.QS-9000中的术语APQP Advanced Product Quality Planning and Control Plan,产品质量先期策划和控制计划PPAP Production Part Approval Process,生产件批准程序FMEA Potential Failure Mode and Effects Analysis,潜在失效模式及后果分析MSA Measure System Analysis,测量系统分析SPC Statistical Process Control,统计过程控制审核Audit能力Capability能力指数Capability Indices控制计划Control Plans纠正措施Corrective Action文件Documentation作业指导书Standard operation procedure (SOP); Work instruction不合格品Nonconformance不合格Nonconformity每百万零件不合格数Defective Parts Per Million, DPPM预防措施Preventive Action程序Procedures过程流程图Process Flow Diagram, Process Flow Chart质量手册Quality Manual质量计划Quality Plan质量策划Quality Planning质量记录Quality Records原始数据Raw Data反应计划Reaction Plan返修Repair返工Rework现场Site分承包方Subcontractors产品product质量quality质量要求quality requirement顾客满意customer satisfaction质量管理体系quality management system质量方针quality policy质量目标quality objective质量管理quality management质量控制quality control质量保证quality assurance组织organization顾客customer供方supplier过程process服务service设计与开发design and development:特性characteristic可追溯性trace ability合格conformity缺陷defect纠正correction让步concession放行release报废scrap规范specification检验inspection试验test验证verification评审review测量measurement普通原因Common Cause均值Mean极差Range稳定性Stability计量型数据Variables Data变差Variation重复性Repeatability再现性Reproducibility稳定性Stability分辨率Resolution过程更改Process change质量功能展开QFD外观项目Appearance Item初始过程能力Preliminary Process Capability材料清单Bill of Material设计确认Design V alidation设计验证Design V erification八.常用缩略词语OEM Original Equipment ManufacturerANOV A 方差分析法Analysis of VarianceDFMEA 设计失效模式及后果分析Design Failure Mode and Effects Analysis DOE 试验设计Design of ExperimentGR&R 量具的重复性和再现性Gage Repeatability and Reproducibility PFMEA 过程失效模式及后果分析Process Failure Mode and Effect Analysis QSR 质量体系要求Quality System RequirementQFD 质量功能展开Quality Function DeploymentBOM 物料清单Bill of MaterialCpk 稳定过程的能力指数Capability for stable processLCL 下控制限Lower Control LimitUCL 上控制限Upper Control LimitLSL 工程规范下限Lower Specification LimitX(—)--R图均值一极差图Average-Range Chart防错(POKA-YOKE)Mistake ProofingETA 预计到达Estimate to be arrivePO 定单Purchase orderM/C 机器machineRFQ 报价需求Request for quotationMFI 熔融流动指数Melt flow indexFAI 全尺寸检测报告First article inspectionCOC 材质证明Certificate of complianceALT 加速老化试验Accelerated life testCRR 承认书Component review reportOT 加班Over timeCAP 矫正计划Corrective action planR&D 研发Research and DevelopmentASAP 尽快As soon as possibleECN工程更改通知Engineering change noticeDCN 设计更改通知Design change noticeOTD 准时交货On time delivery九.通用词语构想construct会签con-sign功能Function机构organization外观appearance适用apply to作业流程Operation flow附件attachment商务人员business personnel汇总summarize指定相关人员designated personnel新产品开发说明会new product development explanation meeting 拟定Prepare委托entrust认证qualify电子档Soft copy3D文件3D database移转Transfer执行ConductXXX申请单XXX Application form客户要求Customer requirement启动Kick off评估Evaluation作业员Operator批准, 承认Approval合同评审Contract review可靠性Reliability相关的Relevant程序Procedure制程Process流程图Flow chart产品Product生产Production资材Logistics责任Responsibility跟进Follow-up交付Delivery汇总Summarize外协加工subcontract指定相关人员designated personnel编号number附件attachment产品名称Description周期循环时间Cycle time模具号Mold No,数量quantity ( Qt’y )备注remarkSAP号SAP No.客户Customer表单Form初步的Preliminary版本Version根本原因Root cause(喷漆)夹具Fixture(设备)小夹具Jig设备Equipment送,提交(样品)Submit责任部门,责任人Responsible by(大的)目标Objective(小的,具体的)目标Target格式Format上岗证Qualification card需求Requirement现场On site查检表Checklist试产pilot增值税VAT---value-added tax品质专业英语大全零件材料类的专有名词CPU: central processing unit(中央处理器)IC: Integrated circuit(集成电路)Memory IC: Memory Integrated circuit(记忆集成电路)RAM: Random Access Memory(随机存取存储器)DRAM: Dynamic Random Access Memory(动态随机存取存储器)SRAM: Staic Random Access Memory(静态随机存储器)ROM: Read-only Memory(只读存储器)EPROM:Electrical Programmable Read-only Memory(电可抹只读存诸器)EEPROM: Electrical Erasbale Programmable Read-only Memory(电可抹可编程只读存储器)CMOS: Complementary Metal-Oxide-Semiconductor(互补金属氧化物半导体)BIOS: Basic Input Output System(基本输入输出系统)Transistor:电晶体LED:发光二极体Resistor:电阻Variator:可变电阻Capacitor:电容Capacitor array:排容Diode:二极体Transistor:三极体Transformer:变压器(ADP)Oscillator:频率振荡器(0sc)Crystal:石英振荡器XTAL/OSC:振荡产生器(X)Relay:延时器Sensor:感应器Bead core:磁珠Filter:滤波器Flat Cable:排线Inductor:电感Buzzer:蜂鸣器Socket:插座Slot:插槽Fuse:熔断器Current:电流表Solder iron:电烙铁Magnifying glass:放大镜Caliper:游标卡尺Driver:螺丝起子Oven:烤箱TFT:液晶显示器Oscilloscope:示波器Connector:连接器PCB:printed circuit board(印刷电路板)PCBA: printed circuit board assembly(电路板成品)PP:并行接口HDD:硬盘FDD:软盘PSU:power supply unit(电源供应器)SPEC:规格Attach:附件Case: 机箱,盖子Cover:上盖Base:下盖Bazel:面板(panel)Bracket:支架,铁片Lable:贴纸Guide:手册Manual:手册,指南Card:网卡Switch:交换机Hub:集线器Router:路由器Sample:样品Gap:间隙Sponge:海绵Pallet:栈板Foam:保利龙Fiber:光纤Disk:磁盘片PROG:程序Barcode:条码System:系统System Barcode:系统条码M/B:mother board:主板CD-ROM:光驱FAN:风扇Cable:线材Audio:音效K/B:Keyboard(键盘)Mouse:鼠标Riser card:转接卡Card reader:读卡器Screw:螺丝Thermal pad:散热垫Heat sink:散热片Rubber:橡胶垫Rubber foot:脚垫Bag:袋子Washer:垫圈Sleeve:袖套Config:机构Label hi-pot:高压标签Firmware label:烧录标签Metal cover:金属盖子Plastic cover:塑胶盖子Tape for packing:包装带Bar code:条码Tray:托盘Collecto:集线夹Holder:固定器,L铁Connecter:连接器IDE:集成电路设备,智能磁盘设备SCSI:小型计算机系统接口Gasket:导电泡棉AGP:加速图形接口PCI:周边组件扩展接口LAN:局域网USB:通用串形总线架构Slim:小型化COM:串型通讯端口LPT:打印口,并行口Power cord:电源线I/O:输入,输出Speaker:扬声器EPE:泡棉Carton:纸箱Button:按键,按钮Foot stand:脚架部门名称的专有名词QS:Quality system品质系统CS:Coutomer Sevice 客户服务QC:Quality control品质管理IQC:Incoming quality control 进料检验LQC:Line Quality Control 生产线品质控制IPQC:In process quality control 制程检验FQC:Final quality control 最终检验OQC:Outgoing quality control 出货检验QA:Quality assurance 品质保证SQA:Source(supplier) Quality Assurance 供应商品质保证(VQA) CQA:Customer Quality Assurance客户质量保证PQA rocess Quality Assurance 制程品质保证QE:Quality engineer 品质工程CE:component engineering零件工程EE:equipment engineering设备工程ME:manufacturing engineering制造工程TE:testing engineering测试工程PPE roduct Engineer 产品工程IE:Industrial engineer 工业工程ADM: Administration Department行政部RMA:客户退回维修CSDI:检修PC:producing control生管MC:mater control物管GAD: General Affairs Dept总务部A/D: Accountant /Finance Dept会计LAB: Laboratory实验室DOE:实验设计HR:人资PMC:企划RD:研发W/H:仓库SI:客验PD: Product Department生产部PA:采购(PUR: Purchaing Dept)SMT:Surface mount technology 表面粘着技术MFG:Manufacturing 制造MIS:Management information system 资迅管理系统DCC:document control center 文件管制中心厂内作业中的专有名词QT:Quality target品质目标QP:Quality policy目标方针QI:Quality improvement品质改善CRITICAL DEFECT:严重缺点(CR)MAJOR DEFECT:主要缺点(MA)MINOR DEFECT:次要缺点(MI)MAX:Maximum最大值MIN:Minimum最小值DIA iameter直径DIM imension尺寸LCL:Lower control limit管制下限UCL:Upper control limit管制上限EMI:电磁干扰ESD:静电防护EPA:静电保护区域ECN:工程变更ECO:Engineering change order工程改动要求(客户)ECR:工程变更需求单CPI:Continuous Process Improvement 连续工序改善Compatibility:兼容性Marking:标记DWG rawing图面Standardization:标准化Consensus:一致Code:代码ZD:Zero defect零缺点Tolerance:公差Subject matter:主要事项Auditor:审核员BOM:Bill of material物料清单Rework:重工ID:identification识别,鉴别,证明PILOT RUN: (试投产)FAI:首件检查FPIR:First Piece Inspection Report首件检查报告FAA:首件确认SPC:统计制程管制CP: capability index(准确度)CPK: capability index of process(制程能力)PMP:制程管理计划(生产管制计划)MPI:制程分析DAS efects Analysis System 缺陷分析系统PPB:十亿分之一Flux:助焊剂P/N:料号L/N:Lot Number批号Version:版本Quantity:数量Valid date:有效日期MIL-STD:Military-Standard军用标准ICT: In Circuit Test (线路测试)ATE:Automatic Test Equipment自动测试设备MO: Manafacture Order生产单T/U: Touch Up (锡面修补)I/N:手插件P/T:初测F/T: Function Test (功能测试-终测)AS 组立P/K:包装TQM:Total quality control全面品质管理MDA:manufacturing defect analysis制程不良分析(ICT)RUN-IN:老化实验HI-pot:高压测试FMI:Frequency Modulation Inspect高频测试DPPM: Defect Part Per Million(不良率的一种表达方式:百万分之一) 1000PPM即为0.1% Corrective Action: (CAR改善对策)ACC:允收REJ:拒收S/S:Sample size抽样检验样本大小SI-SIV:Special I-Special IV特殊抽样水平等级CON:Concession / Waive特采ISO:国际标准化组织ISA:Industry Standard Architecture工业标准体制结构OBA:开箱稽核FIFO:先进先出PDCA:管理循环Plan do check action计划,执行,检查,总结WIP:在制品(半成品)S/O: Sales Order (业务订单)P/O: Purchase Order (采购订单)P/R: Purchase Request (请购单)AQL:acceptable quality level允收品质水准LQL;Limiting quality level最低品质水准QVL:qualified vendor list合格供应商名册A VL :认可的供货商清单(Approved Vendor List)QCD: Quality cost delivery(品质,交期,成本)MPM:Manufacturing project management制造专案管理KPI:Key performance indicate重要绩效指标MVT:Manufacturing Verification Test制造验证试产Q/R/S:Quality/Reliability/Service质量/可靠度/服务STL:ship to line(料到上线)NTF:No trouble found误判CIP:capacity improvement plan(产能改善计划)MRB:material review board(物料审核小组)MRB:Material reject bill退货单JIT:just in time(即时管理)5S:seiri seiton seiso seiketsu shitsuke(整理,整顿,清扫,清洁,修养)SOP:standard operation process(标准作业程序)SIP:Specification inspection process制程检验规格TOP: Test Operation Process (测试作业流程)WI: working instruction(作业指导书)SMD:surface mounting device(表面粘着原件)FAR:failure aualysis report故障分析报告CAR:Corrective action report改善报告BPR:企业流程再造(Business Process Reengineering) ISAR :首批样品认可(Initial Sample Approval Request)-JIT:实时管理(Just In Time)QCC :品管圈(Quality Control Circle)Engineering Department (工程部)TQEM: Total Quality Environment Management(全面品质环境管理)PD: Production Department (制造)LOG: Logistics (后勤支持)Shipping: (进出口)AOQ:Average Output Quality平均出货质量AOQL:Average Output Quality Level平均出货质量水平FMEA:failure model effectiveness analysis失效模式分析CRB: Change Review Board (工程变更会议)CSA:Customer Simulate Analysis客户模拟分析SQMS:Supplier Quality Management System供应商品质管理系统QIT: Quality Improvement Team 品质改善小组QIP:Quality Improvement Plan品质改善计划CIP:Continual Improvement Plan持续改善计划M.Q.F.S: Material Quality Feedback Sheet (来料品质回馈单) SCAR: Supplier Corrective Action Report (供货商改善对策报告)8D Sheet: 8 Disciplines sheet ( 8D单)PDCA:PDCA (Plan-Do-Check-Action) (管理循环)MPQ: Material Packing Quantity (物料最小包装量)DSCN: Delivery Schedule Change Notice (交期变更通知) QAPS: Quality Assurance Process Sheet (品质工程表)DRP :运销资源计划(Distribution Resource Planning)DSS:决策支持系统(Decision Support System)EC :电子商务(Electronic Commerce)EDI :电子资料交换(Electronic Data Interchange)EIS :主管决策系统(Excutive Information System)ERP:企业资源规划(Enterprise Resource Planning)FMS :弹性制造系统(Flexible Manufacture System)KM :知识管理(Knowledge Management)4L :逐批订购法(Lot-for-Lot)LTC :最小总成本法(Least Total Cost)LUC :最小单位成本(Least Unit Cost)MES :制造执行系统(Manufacturing Execution System)MPS :主生产排程(Master Production Schedule)MRP :物料需求规划(Material Requirement Planning)MRPⅡ:制造资源计划(Manufacturing Resource Planning)OEM :委托代工(Original Equipment Manufacture)ODM :委托设计与制造(Original Design & Manufacture) OLAP:线上分析处理(On-Line Analytical Processing)OLTP:线上交易处理(On-Line Transaction Processing)OPT :最佳生产技术(Optimized Production Technology) PDCA:PDCA管理循环(Plan-Do-Check-Action)PDM:产品数据管理系统(Product Data Management))RCCP:粗略产能规划(Rough Cut Capacity Planning)SCM :供应链管理(Supply Chain Management)SFC :现场控制(Shop Floor Control)TOC:限制理论(Theory of Constraints)TQC :全面品质管制(Total Quality Control)FYI/R:for your information/reference仅供参考ASAP:尽快S/T:Standard time标准时间TPM:total production maintenance:全面生产保养ESD Wrist strap:静电环IT:information technology信息技术,资讯科学CEO:Chief Executive Officer执行总裁COO:Chief Operaring Officer首席业务总裁SWOT:Strength,Weakness,Opportunity,Threat优势﹐弱点﹐机会﹐威胁Competence:专业能力Communication:有效沟通Cooperation:统御融合Vibration Testing:振动测试IDP:Individual Development Plan个人发展计划MRP:Material Requirement Planning物料需求计划MAT'S:Material材料LRR:Lot Rejeet Rate批退率ATIN:Attention知会3C:Computer ,Communication , Consumer electronic消费性电子5W1H:When , Where , Who , What , Why , Ho5M: Man , Machine , Material , Method , Measurement人,机器,材料,方法,测量4MIE: Man,Material,Machine,Method,Environment人力,物力,财务,技术,时间(资源)7M1I: Manpower , Machine , Material , Method, Market , Management , Money , Information 人力,机器,材料,方法, 市场,管理,资金,资讯1 Accuracy 准确度2 Action 行动3 Activity 活动4 Analysis Covariance 协方差分析5 Analysis of Variance 方差分析6 Approved 承认7 Attribute 计数值8 Average 平均数9 Balance sheet 资产负债对照表10 Binomial 二项分配11 Brainstorming Techniques 脑力风暴法12 Cause and Effect Matrix 因果图(鱼骨图)13 CL:Center Line 中心线14 Check Sheets 检查表15 Complaint 投诉16 Conformity 合格(符合)17 Control 控制18 Control chart 控制(管制)图19 Correction 纠正20 Correlation Methods 相关分析法21 CPI: continuouse Process Improvement 连续工序改善22 Cross Tabulation Tables 交叉表23 CS: Customer Sevice 客(户)服(务)中心24 DSA: Defects Analysis System 缺陷分析系统25 Data 数据Description:品名26 DCC: Document Control Center 文控中心27 Decision 决策、判定28 Defects per unit 单位缺点数29 Description 描述30 Device 装置31 Do 执行32 DOE: Design of Experiments 实验设计33 Element 元素34 Engineering recbnology 工程技35 Environmental 环境36 Equipment 设备37 Estimated accumulative frequency 计算估计累计数38 E Equipment Variation 设备变异39 External Failure 外部失效,外部缺陷40 FA: Failure Analysis 失效分析41 Fact control 事实管理42 Fatigue 疲劳43 FMEA: Failure Mode and Effect Analysis失效模式与效果分析44 FP First-Pass Yield (第一次通过)合格率45 FQA: Final Quality Assurance 最终品质保证46 FQC: Final Quality control 最终品质控制47 Gauge system 测量系统48 Grade 等级49 Histogram 直方图50 Improvement 改善51 Initial review 先期审查52 Inspection 检验53 Internal Failure 内部失效、内部缺陷54 IPQC: In Process Quality Control 制程品质控制55 IQC: Incomming Quality Control 来料品质控制56 IS International Organization for Standardization 国际标准化组织57 LCL: Lower Control limit 管制下限58 LQC: Line Quality Control 生产线品质控制59 LSL: Lower Size Limit 规格下限60 Machine 机械61 Manage 管理62 Materials 物料63 Measurement 测量64 Median 中位数65 MSA: Measurement System Analysis 测量系统分析66 Occurrence 发生率67 Operation Instruction 作业指导书68 Organization 组织69 Parto 柏拉图70 PPM arts per Million (百万分之)不良率71 Plan 计划72 Policy 方针73 Population 群体74 PQA: Process Quality Assurance 制程品质保证75 Practice 实务(践)76 Prevention 预防77 Probability 机率78 Probability density function 机率密度函数79 Procedure 流程80 Process 过程81 Process capability analysis 制程能力分析(图)82 Process control and Process capability制程管制与制程能力83 Product 产品84 Production 生产85 Projects 项目86 QA: Quality Assurance 品质保证87 QC: Quality Control 品质控制88 QE: Quality Engineering 品质工程89 QFD: Quality Function Desgin 品质机能展开(法)90 Quality 质量91 Quality manual 品质手册92 Quality policy 品质政策(质量方针)93 Random experiment 随机试验94 Random numbers 随机数95 R:Range 全距(极差)96 Reject 拒收97 Repair 返修98 Repeatusility 再现性99 Reproducibility 再生性100 Requirement 要求101 Responsibilities 职责102 Review 评审103 Reword 返工104 Rolled yield 直通率105 RPN: Risk Priority Number 风险系数106 Sample 抽样,样本107 Sample space 样本空间108 Sampling with replacement 放回抽样109 Sampling without replacement 不放回抽样110 Scatter diagram 散布图分析111 Scrap 报废112 Simple random sampling 简单随机取样113 Size 规格114 SL: Size Line 规格中心线115 Stratified random sampling 分层随机抽样116 SOP: Standard Operation Procedure 标准作业书117 SPC: Statistical Process Control 统计制程管制118 Specification 规范119 SQA: Source(Supplier) Quality Assurance 供货商品质保证120 Stage sampling 分段随机抽样121 Standard Deviation 标准差122 Sum of squares 平方和123 Taguchi-method 田口(试验)方法124 Theory 原理125 TQC: Total Quality Control 全面品质控制126 TQM: Total Quality Management 全面品质管理127 Traceablity 追溯128 Training 培训129 UCL: Upper Control Limit 管制(控制)上限130 USL: Upper Size Limit 规格上限131 Validation 确认132 Variable 计量值133 Verification 验证134 Version 版本135 VOC: V oice of Customer 客户需求136 VOE: V oice of Engineer 工程需求137 Inventory stock report:庫存清单报告138 Sales order report:出货报告质量人员名称类QC quality control 品质管理人员FQC final quality control 终点质量管理人员IPQC in process quality control 制程中的质量管理人员OQC output quality control 最终出货质量管理人员IQC incoming quality control 进料质量管理人员TQC total quality control 全面质量管理POC passage quality control 段检人员QA quality assurance 质量保证人员OQA output quality assurance 出货质量保证人员QE quality engineering 质量工程人员质量保证类FAI first article inspection 新品首件检查FAA first article assurance 首件确认CP capability index 能力指数CPK capability process index 模具制程能力参数SSQA standardized supplier quality audit 合格供货商质量评估FMEA failure model effectiveness analysis 失效模式分析FQC运作类AQL Acceptable Quality Level 运作类允收质量水平S/S Sample size 抽样检验样本大小ACC Accept 允收REE Reject 拒收CR Critical 极严重的MAJ Major 主要的MIN Minor 轻微的Q/R/S Quality/Reliability/Service 质量/可靠度/服务P/N Part Number 料号L/N Lot Number 批号AOD Accept On Deviation 特采UAI Use As It 特采FPIR First Piece Inspection Report 首件检查报告PPM Percent Per Million 百万分之一制程统计品管专类SPC Statistical Process Control 统计制程管制SQC Statistical Quality Control 统计质量管理GRR Gauge Reproductiveness & Repeatability 量具之再制性及重测性判断量可靠与否DIM Dimension 尺寸DIA Diameter 直径N Number 样品数其它质量术语类QIT Quality Improvement Team 质量改善小组ZD Zero Defect 零缺点QI Quality Improvement 质量改善QP Quality Policy 目标方针TQM Total Quality Management 全面质量管理RMA Return Material Audit 退料认可7QCTools 7 Quality Control Tools 品管七大手法通用之件类ECN Engineering Change Notice 工程变更通知(供货商)ECO Engineering Change Order 工程改动要求(客户)PCN Process Change Notice 工序改动通知PMP Product Management Plan 生产管制计划SIP Standard Inspection Procedure 制程检验标准程序SOP Standard Operation Procedure 制造作业规范IS Inspection Specification 成品检验规范BOM Bill Of Material 物料清单PS Package Specification 包装规范SPEC Specification 规格DWG Drawing 图面系统文件类ES Engineering Standard 工程标准CGOO China General PCE龙华厂文件IWS International Workman Standard 工艺标准ISO International Standard Organization 国际标准化组织GS General Specification 一般规格部类PMC Production & Material Control 生产和物料控制PCC Product control center 生产管制中心PPC Production Plan Control 生产计划控制MC Material Control 物料控制DC Document Center 资料中心QE Quality Engineering 质量工程(部)QA Quality Assurance 质量保证(处)QC Quality Control 质量管理(课)PD Product Department 生产部LAB Laboratory 实验室IE Industrial Engineering 工业工程R&D Research & Design 设计开发部生产类PCs Pieces 个(根,块等)PRS Pairs 双(对等)CTN Carton 卡通箱PAL Pallet/skid 栈板PO Purchasing Order 采购订单MO Manufacture Order 生产单D/C Date Code 生产日期码ID/C Identification Code (供货商)识别码SWR Special Work Request 特殊工作需求L/N Lot Number 批号P/N Part Number 料号OEM Original Equipment Manufacture 原设备制造PC Personal Computer 个人计算机CPU Central Processing Unit 中央处理器A.S.A.P As Soon As Possible 尽可能快的E-MAIL Electrical-Mail 电子邮件N/A Not Applicable 不适用QTY Quantity 数量I/O input/output 输入/输出NG Not Good 不行,不合格C=0 Critical=0 极严重不允许APP Approve 核准,认可,承认CHK Check 确认ASS'Y Assembly 装配,组装T/P True Position 真位度5WIH When, Where, Who, What, Why, How to6M Man, Machine, Material, Method, Measurement, Message4MTH Man, Material, Money, Method, Time, How 人力,物力,财务,技术,时间(资源) SQA Strategy Quality Assurance 策略质量保证DQA Design Quality Assurance 设计质量保证MQA Manufacture Quality Assurance 制造质量保证SSQA Sales and service Quality Assurance 销售及服务质量保证LRR Lot Reject Rate 批退率SPS Switching power supply 电源箱DT Desk Top 卧式(机箱)MT Mini-Tower 立式(机箱)DVD Digital Video DiskVCD Video Compact DiskLCD Liquid Crystal DisplayCAD Computer Aided DesignCAM Computer Aided ManufacturingCAE Computer Aided EngineeringPCB Printed Circuit Board 印刷电路板CAR Correction Action Report 改善报告NG Not Good 不良WDR Weekly Delivery Requirement 周出货要求PPM Percent Per Million 百万分之一TPM Total Production Maintenance 全面生产保养MRP Material Requirement Planning 物料需计划OS Operation System 操作系统TBA To Be Assured 待定,定缺D/C Drawing ChangeP/P Plans & ProcedureEMI Electrical-Music Industry 电子音乐工业Electrical Magnetic Interference 电子干扰RFI Read Frequency Input 读频输入MMC Maximum Material ConditionMMS Maximum Material SizeLMC Least Material ConditionLMS Least Material SizeLED lighting-emitting diode 发光二极管QBR Quarter Business RecordCIP Continuous improvement processFGI Forecasted Goal InventoryCNC Computerized numeral controllerB2C Business to customerB2B Business to businessA VL Approved vendor listPOP Procedure of packagingEOL End of lifeVDCS Vender defect correcting sheetPDCS Process defect correcting sheetGRN Goods receiving noteA/R Accounting receivableA/P Accounting payable专业词汇通用类president董事长operator作业员position职务general manager总经理special assistant 特助deputy manager |'depjuti| =vice manager副理deputy supervisor =vice supervisor副课长group leader组长line leader线长supervisor 课长responsible department负责单位Human Resources Department人力资源部Head count 人头数production department生产部门planning department企划部QC Section品管课stamping factory冲压厂。
电子行业常用英文缩写汇总
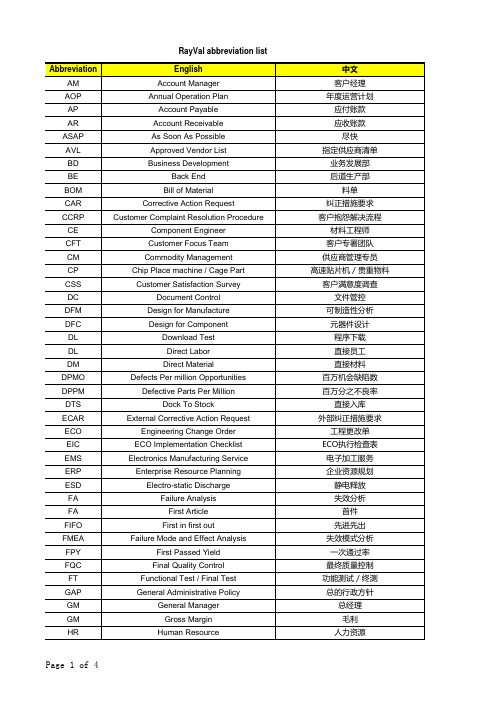
RayVal abbreviation list
English Account Manager Annual Operation Plan Account Payable Account Receivable As Soon As Possible Approved Vendor List Business Development
English Integrated Circuit Internal Corrective Action Request Internal Customer Satisfaction Survey
Indirect Labor Indirect Material Industrial Engineer
Back End Bill of Material Corrective Action Request Customer Complaint Resolution Procedure Component Engineer Customer Focus Team Commodity Management Chip Place machine / Cage Part Customer Satisfaction Survey Document Control Design for Manufacture Design for Component Download Test Direct Labor Direct Material Defects Per million Opportunities Defective Parts Per Million Dock To Stock External Corrective Action Request Engineering Change Order ECO Implementation Checklist Electronics Manufacturing Service Enterprise Resource Planning Electro-static Discharge Failure Analysis
冷轧带钢卷取机设计
摘要卷取机是冷轧带钢生产的重要设备,将轧制的很长的带钢卷成钢卷,有利于生产、运输和储存。
近年来,冷轧机向高速度、大卷重、自动化方向发展,在卷取机结构上也做了较大的改进。
大张力卷取机要求卷筒强度高,刚度大、带钳口,采用四棱锥卷筒;高速卷取机要求卷筒胀开后外径为一整圆,四棱锥结构卷筒的扇形板对称,动平衡性能好,卷筒飞轮力矩小,棱锥强度高,扇形板刚度大,卷筒可以整体更换,完全适应高速连轧机的卷取要求。
为了满足现代化生产的需要,本次设计的这种新型的带材卷取机,在结构上采用机械钳口的卷筒,卷筒由四块扇形板组成,在扇形板上设有钳口,用于夹紧带钢。
当卷取结束时,通过液压缸推动棱锥轴移动,扇形板收缩卸下带卷。
在设计过程中对卷筒的径向压力进行了精确的计算,并对卷筒强度进行了准确校核。
同时,还对卷筒胀缩机构的液压缸和钳口等部件进行了详细的受力分析和相关计算,最后还对卷取机在使用过程中应注意的问题进行了详细的论述。
关键词:空心轴、棱锥轴、扇形板、钳口ABSTRACTThe coiler is the important equipment in cold-strip steel production.It is advantageous in the production, the transportation and the storage to be rolling in a long strip. In recent years, the cold-rolling mill to the high-speed, re-Large, automated way, the structure of the coiler has done a great improvement. The tension coiler request the reel have a high strength, stiffness. The big tensity coiler request the reel have a high intensity, a big rigidity,with a mouth of the tongs, uses four pyramid reels on the rolling. The outer diameter must be form an entire circle when the high speed coiler open the roll.The configuration of the four pyramid reels will be symmetrically, the transient equilibrium performance is good,the flywheel torque of the reel is small,the intensity of the pyramid shaft is high, the stiffness of the sector plates is big,the reel may be overall replacement, adapt the high speed rolling mill to roll.In order to meet the needs of modern production, I design this kind of new strip coiler. Uses the mechanical mouth of the tongs in the reel structure. The reel is composed of four sector plates.The mouth of the tongs in the sector plates is used to clamping the strip. At the end of the coiling, the hydraulic cylinder promotes the pyramid shaft migration, the mouth of the tongs will be shrink, the quadrant contraction to unload the reel. In the design process make an accurately count to the radial pressure. To verify the intensity of the reel by rule and line. Contemporary, analyzed the presse and relatively count for the shrank parts and hydraulic cylinder. The end of the design discuss the questions which should be pay attention in the use process.Key words: hollow shaft,pyramid shaft,sector plates,mouth of the tongs目录前言 (1)第1章卷取机简介 (2)第2章冷轧带钢卷取机 (5)2.1 冷轧带钢卷取机的工作特点与类型 (5)2.2 冷带钢卷取的工艺特点 (5)2.3 冷带钢卷取机的结构 (7)第3章卷筒式卷取机设计 (13)3.1 卷筒结构形式的选择 (13)3.2 主要参数的确定 (14)3.3 卷筒径向压力计算 (17)3.4 卷筒强度条件 (20)3.5 卷筒胀缩机构受力分析 (21)3.6 卷筒钳口液压缸夹紧力计算 (26)3.7 轴向胀缩液压缸行程计算 (28)第4章卷取机使用过程中应注意的问题 (30)第5章减速器设计 (31)5.1 初步确定减速器结构和零部件类型 (31)5.2 分配减速器的各级传动比 (31)5.3 计算传动装置的运动和动力参数 (31)第6章空心轴的校核 (33)6.1 按扭转强度条件计算 (33)6.2 按弯扭合成强度条件计算 (34)6.3 精确校核轴的疲劳强度 (37)6.4 静强度安全系数校核 (40)第7章键的校核 (41)结论 (42)参考文献 (43)致谢 (44)附件一 (45)附件二 (53)附件三 (59)附件四 (64)附录 (68)前 言随着国家四化建设的发展,国民经济各部门对板、带材的需要愈来愈大,对产品的质量要求也愈来愈高。
砖瓦制造工艺流程

砖瓦制造工艺流程Manufacturing bricks and tiles have been a traditional craft that has been passed down for centuries. 这项古老的工艺已经被传承了好几个世纪。
The process of making bricks and tiles involves several crucial steps that require skill and precision. 制作砖瓦的过程涉及到几个关键步骤,需要技巧和精密度。
From sourcing raw materials to firing the finished products, each stage plays a vital role in ensuring the quality of the final outcome. 从采购原材料到烧制成品,每个阶段都在保证最终产品质量上扮演着至关重要的角色。
One of the initial steps in the brick and tile manufacturing process is the selection of suitable raw materials. 制砖制瓦过程中最初的一步是选取合适的原材料。
Clay and shale are commonly used materials due to their abundance and workability. 黏土和页岩是常用的原材料,因为它们丰富且易加工。
The quality of the raw materials directly affects the strength and durability of the final products. 原材料的质量直接影响到最终产品的强度和耐久性。
Therefore, conducting thorough tests and analysis on the raw materials is essential to ensure a consistent and reliable outcome. 因此,对原材料进行彻底的测试和分析是确保一致可靠结果的关键。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Brick Manufacturing
The process by which bricks are manufactured for the building industry can be outlined in seven consecutive steps. First the raw material, clay, which was just below the surface of soil in certain clay-rich areas has to be dug up by a digger.
Then the lumps(块状) of clay are placed on a metal grid in order to break up the big chunks(大块)of clay into much smaller areas, which fall through the metal grid onto a roller, whose motion further segregates the bits of clay. Sand and water are added to make a homogenous(同质的,同类的)mixture, which is then either formed in moulds or cut into brick-shaped pieces by means of a wire cutter.
Those fresh bricks are then kept in a drying oven for at least 24 and a maximum of 48 hours, several dozens if not hundreds of bricks at a time. The dried bricks are then transferred to a so-called kiln(窑,炉), another type of high temperature oven. First they are kept at a moderate temperature of 200 ℃-1300 ℃ . This process is followed by cooling down the finished bricks for 48 to 72 hours in a cooling chamber.
Once the bricks have cooled down and have become hard, they get packaged and delivered to their final destination, be it a building site or storage.。