汽车顶棚设计指南内容.
汽车顶蓬、地毯设计知识介绍共29页

60、生活的道路一旦选定,就要勇敢地 走到底 ,决不 回头。 ——左
汽车顶蓬、地毯设计知识介绍
36、如果我们国家的法律中只有某种 神灵, 而不是 殚精竭 虑将神 灵揉进 宪法, 总体上 来说, 法律就 会更好 。—— 马克·吐 温 37、纲纪废弃之日,便是暴政兴起之 时。— —威·皮 物特
38、若是没有公众舆论的支持,法律 是丝毫 没有力 量的。 ——菲 力普斯 39、一个判例造出另一个判例,它们 迅速累 聚,进 而变成 法律。 ——朱 尼厄斯
40、人类法律,事物有规律,这是不 容忽视 的。— 和未 来文化 生活的 源泉。 ——库 法耶夫 57、生命不可能有两次,但许多人连一 次也不 善于度 过。— —吕凯 特 58、问渠哪得清如许,为有源头活水来 。—— 朱熹 59、我的努力求学没有得到别的好处, 只不过 是愈来 愈发觉 自己的 无知。 ——笛 卡儿
汽车顶棚类产品选材及工艺路线指南

缺点: VOC性能差、 产品的外观效果差, 工艺性
编布
定性好、质感好,与针刺无纺布相比耐久性、 耐清洁 压制成型。
差、易断、装配性能差。
离心玻璃棉主
性能、耐磨损性能好,较好的吸音性能。 缺点:成本较高。
②、成型区域场地面积约25m2~50m2。 ③、人员数量:6人
一般情况下不推荐使用这种材料结构的顶棚。
不同旦数的低弹丝做原料交织而成。
①、成型工艺:先烘烤基材,再将面料和基材一 优点:VOC性能好,声学性能、耐磨损性能、耐清
干法PU复合板 ②、无纺布+PU泡沫+经 优点:具有防潮、透气、无毒、耐腐蚀性、纵向尺寸稳 起冷模压制成型。
由PU、无纺布 编布
定性好、质感好,与针刺无纺布相比耐久性、 耐清洁 ②、成型区域场地面积约15m2~40m2。
1
热塑性材料。
热塑性复合板
③、无纺布+PU泡沫+针 针刺无纺布相比耐久性、耐清洁性能、耐磨损性能较 起冷模压制成型。
耐清洁性能、耐污性能优良。
材)
材料成本较 织布
高,耐潮湿、
好,较好的吸音性能。
②、成型区域场地面积约15m2~40m2。
缺点:刚性与湿法顶棚、麻纤维板为基材的顶棚相
阻燃、质量
缺点:成本较高。
性能、耐磨损性能好,较好的吸音性能。
③、人员数量:3人
略差。
缺点:成本较高。
PP玻纤板 属于热塑性材
不同旦数的低弹丝做原料交织而成。
将无纺布和基材部分一起热模压制成型,成型完 优点:隔热性能、VOC性、刚性、吸音性能、耐热 C307五门天
②、无纺布+PU泡沫+经 优点:具有防潮、透气、无毒、耐腐蚀性、纵向尺寸稳 成后在基板上喷胶后将经编布复合面料和基材一 性能好,耐磨损性能、耐清洁性能、耐污性能、优 窗顶棚、
顶棚设计指南

奇瑞汽车有限公司车身部设计指南编制:赵金丽乘用车工程研究院1、简要说明顶棚是在车身顶盖钣金件下面加装的内饰件,其作用除提高车内装饰性外,还起隔音、吸音、隔热的作用。
它主要分为粘结式、吊装式和成型顶棚等三种。
1、粘结式这种形式将顶棚直接粘结在顶盖上,一般由面料和泡沫覆合而成,面层起装饰作用,泡沫层起绝热、吸音、隔音作用。
面层用机织布、编织布等织物或人造革、PVC膜等材料制造;泡沫层用聚氨酯(PU)或交联聚乙烯(XPE)泡沫制造;面层和泡沫层用层压法或火焰法复合在一起。
其特点是简单易行。
成本最低,但装饰效果和功能均不如其它两种,故只用于简易车或货车上。
2、吊装式为了把外表面掉挂起来,采用棚杆结构。
在饰面与顶盖之间设有隔热的衬垫,衬垫一般是粘在顶盖内侧的。
吊挂的顶棚是在饰面上面缝制的布袋中穿过棚杆,棚杆弯曲成与顶盖横断面相近似的曲线。
棚杆多数为圆形断面,两端的固定方法有各种各样。
饰面的周边用粘结剂粘到车身顶盖的侧梁上,然后夹上卡扣,或者之直接装到风窗密封条或顶棚的里面,或者采用其它装配方法。
饰面可由人造革、帆布、织物等制成。
其优点是质量小、成本低,适于批量生产。
缺点是装配时衬垫系粘在顶盖上,因而使作业性和作业环境变坏;顶棚与顶盖之间的间隙较大,占用了室内空间;装饰效果布理想,棚杆与棚杆初的饰面避免不了上凸,使整个内饰有一段段凸起的感觉,行车时饰面也会颤动,故这种结构现也少用。
3、成型顶棚成型顶棚是预先把饰面与芯材负荷成一个整体,成为具有一定的刚性和立体形状的内饰件。
近年来,为适应汽车总高的降低、车辆装配工艺和作业环境的改善,以及按钮类等机能部件的安装等要求,采用了大量的成型顶棚。
其优点是:能够使顶棚接近顶盖,增大室内空间;造型上的自由度大;在车辆上安装时一般布使用粘结剂,从而改善了作业环境;成型顶棚便于遮阳板的收藏及顶灯等的安装。
其缺点需要大型成套的生产设备,使成本提高。
成型顶棚一般是一体成型的,但也有分成两块或多块结构的。
车辆天幕式帐篷设计方案
车辆天幕式帐篷设计方案概述随着露营旅游文化的不断普及,越来越多的人开始热衷于自驾露营。
而在露营过程中,帐篷的选择往往是一项非常重要的决策。
为了更好地满足露营爱好者的需求,本文提出了车辆天幕式帐篷的设计方案。
设计原则在设计车辆天幕式帐篷时,应该遵循以下原则:1.安全性。
设计应该保证使用帐篷时的安全性。
2.实用性。
帐篷应该方便使用,可以满足露营爱好者的需求。
3.稳定性。
帐篷应该能够稳定地悬挂在车辆上,避免在使用时出现不稳定情况。
4.舒适性。
帐篷应该提供足够的空间和舒适的环境,使用户可以愉快地进行露营活动。
设计方案基于以上设计原则,我们提出了以下车辆天幕式帐篷的设计方案:1.设计思路:车辆天幕式帐篷是固定在车辆顶部的一种帐篷,可以通过吊环或其他方式直接固定在车辆的顶部。
帐篷主体部分采用柔性材料制成,可以根据车辆尺寸进行定制,以便更加贴合车辆表面。
在帐篷的侧面可以设置通风口、支架等,方便用户可以使用。
2.主体结构:车辆天幕式帐篷的主体结构可以采用一些柔性材料,例如PVC布,尼龙布等。
材料应该具有耐磨、抗风雨等特点,可以满足车辆露营环境的要求。
需要根据车型、车顶尺寸进行定制。
3.侧壁:车辆天幕式帐篷的侧壁需要具有通风的功能,可以采用多个透风口来实现。
透风口的位置应该考虑到防雨的需要,并且需要设计成可以随时开启或关闭的方式。
4.支架:车辆天幕式帐篷的支架可以采用铝合金等材料制成,这样可以保证支架的强度和稳定性。
需要设计成易于拆卸和安装的形式。
5.顶部连接:车辆天幕式帐篷需要与车辆的顶部进行牢固的连接,可以采用吊环或插座等方式来实现。
连接方式应该保证安全性和稳定性。
使用方法使用车辆天幕式帐篷的方法如下:1.选择合适的车型,确保帐篷可以与车辆牢固连接。
2.在车辆顶部安装帐篷的支架。
3.将车辆天幕式帐篷整体悬挂在车辆顶部,并进行牢固的连接。
4.打开帐篷的通风口等设置,保证空气流通。
5.在使用后进行拆卸和清洗。
总结车辆天幕式帐篷是一种实用性非常高的帐篷类型,可以满足自驾露营爱好者的需求。
汽车遮阳板设计指南
汽车遮阳板设计指南第一章简要说明1.遮阳板简要说明遮阳板是为遮挡司机或前排乘客前面和侧面的阳光所必需的。
遮阳板应包括本体和挂钩,两者协调作用,并满足需求。
遮阳板是车辆内部的车顶装饰子系统重要的组成部件,集安全性、功能性与装饰性于一身。
人们对其手感、皮纹、色泽、色调的要求也愈来愈高。
近年来人们已经不在满足遮阳板只遮挡炫目光的基本功能了,越来越多的功能整合到遮阳板上了。
如化妆镜、票夹、车库门遥控、带拉杆结构、带延长板等。
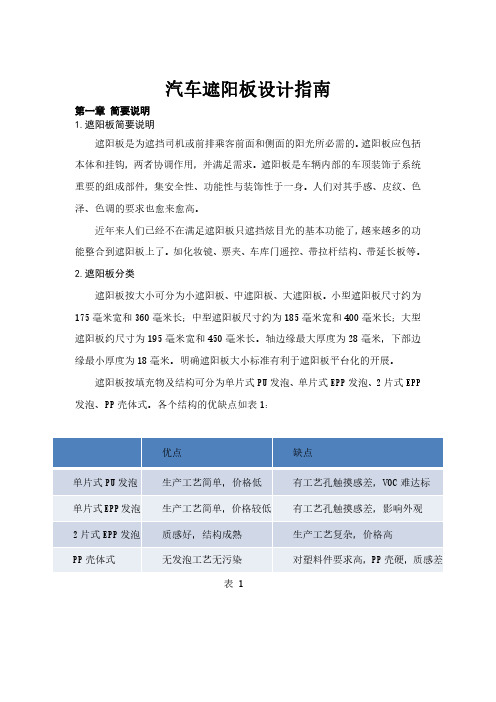
2.遮阳板分类遮阳板按大小可分为小遮阳板、中遮阳板、大遮阳板。
小型遮阳板尺寸约为175毫米宽和360毫米长;中型遮阳板尺寸约为185毫米宽和400毫米长;大型遮阳板约尺寸为195毫米宽和450毫米长。
轴边缘最大厚度为28毫米,下部边缘最小厚度为18毫米。
明确遮阳板大小标准有利于遮阳板平台化的开展。
遮阳板按填充物及结构可分为单片式PU发泡、单片式EPP发泡、2片式EPP 发泡、PP壳体式。
各个结构的优缺点如表1:表1遮阳板按包覆材料可分为PVC、针织面料符合海绵、针织面料符合无纺布、仿麂皮。
各个包覆材料的优缺点如表2:表2遮阳板按镜框结构可分为无镜式、无盖式、翻盖式、抽拉式。
各个结构的优缺点如表3:表3常见遮阳板照片如下:3.遮阳板的加工工艺简介遮阳板生产的主要工艺:针对不同遮阳板,涉及的工艺及流程也有较大差异,可粗略归纳为以下几种:1)PVC EPP带灯遮阳板:采购原材料→EPP发泡→塑件注塑(支座,支轴,镜框,镜盖等)→附件车间组装分总成(支座总成,镜框总成)→面料裁减,热压标签→高频焊接PVC→注塑挂钩轴→压装支座总成及镜框总成→检验。
2)PVC PP壳带灯遮阳板:采购原材料→塑件注塑(PP壳,支座,支轴,镜框,镜盖等)→附件车间组装分总成(支座总成,镜框总成)→面料裁减,热压标签→高频焊接PVC→压装支座总成,镜框总成和挂钩轴→检验。
3)针织面料EPP带灯遮阳板:采购原材料→EPP发泡→发泡(泡沫层)→塑件注塑(支座,支轴,镜框,镜盖等)→附件车间组装分总成(支座总成,镜框总成)→面料裁减→热熔翻边及热压标签→压装支座总成,镜框总成和挂钩轴→检验。
汽车顶盖设计规范
主断面是反映整车性能、结构、配合、法规等方面要求的截面。主要规定了白车身主要部位的结构形式、搭接关系、间隙设定、主要控制尺寸及公差、装配、人机工程、法规等各方面信息,是车身设计工程可行性分析的重要手段和车身结构设计的重要依据。
4车身顶盖形式及性能作用
4.1顶盖主要具有下列作用:
(一)遮挡风雨阳光;
根据顶盖与顶饰条侧围搭接结构,确定顶盖与顶饰条搭接边,如下图:
其中:a为顶饰条开口宽度,每款车型几乎都不同,顶饰条数据是由内外饰提供;,根据顶饰条的结结构和两边压缩量,得出顶饰条开口宽度a;
b为顶盖侧面搭接边下沉深度,根据顶饰条的卡接安装点,以及侧围CAS面和DTS,偏置CAS面即可确定b的深度;
对于顶饰条需要顶盖卡接的顶饰条结构形式,一般顶饰条的布置:如下图
6.2顶盖与其他系统(内外饰、电器等系统)配合要求
6.2.1和外饰前后风窗玻璃的配合
顶盖前翻边同时也是风窗玻璃的涂胶面,翻边与玻璃A面的间隙应为玻璃厚度加上涂胶层厚度。而翻边长度要综合考虑到前风窗玻璃与顶盖的间隙、前风窗玻璃密封条的宽度、涂胶宽度和一定的余量,建议为25-30mm。
6.2.2和外饰顶饰条的配合
6.1.1顶盖与侧围焊接要求
建议顶盖前后顶横梁先和侧围焊接,然后再焊接顶盖外板等;由于侧围有多层板,所以和顶盖外板、顶盖横梁焊接处容易产生4层焊,所以需要在顶盖横梁、侧围上开避让切口来避免4层焊。焊点排布的时候,需要综合考虑顶盖横梁、侧围加强板、顶饰条卡扣、前后排扶手的位置,排布出最优的2层和3层焊点组合
汽车顶盖设计规范
1
本标准规定了汽车顶盖的设计要点及其判定标准等。
本标准适用于各类汽车顶盖设计。
2
下列文件对于本文件的应用是必不可少的。凡是标注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
【精品】汽车顶棚设计

1概述顶棚内饰是汽车整车内饰的重要组成部分,它的主要作用是提高车内的装饰性,同时顶棚内饰还可提高与车外的隔热、绝热效果;降低车内噪声,提高吸音效果;提高乘员乘坐的舒适性和安全性。
由于太阳直射车顶,汽车顶部温度较高,因此顶棚内饰的耐热性和耐候性指标要求较严。
对不同档次的顶棚内饰在材料上、结构上有所不同,为提高隔音、隔热、降低噪声等效果,多采用各种纤维毡、聚氨酯泡沫、聚乙烯泡沫等与其他材质粘合在一起的结构作为衬垫,并与蒙皮材料(如无纺布、针织物等)通过一定的方式粘合形成一体。
汽车顶棚内饰主要有两种:软顶和硬顶。
汽车顶棚内饰材料的发展趋势是高强度模塑基材。
2汽车软顶软顶一般由面料和泡沫层用层压法或火焰法复合在一起。
面料多数为无纺布机织布或PVC膜等材料制造。
泡沫层用聚氨酯或交联聚乙烯泡沫制造。
面料起装饰作用,其颜色及质地要与车身内饰颜色和质地相协调。
泡沫层起隔热、隔音、吸音、减振作用。
软顶的安装一般分两种:粘贴型和吊装型,用于货车、面包车和低档轿车上。
软顶的粘接有滚涂法和预涂法两种。
用于滚涂法的粘接剂是氯丁橡胶,在施工现场工人手持蘸满胶的胶滚或胶刷,将胶均匀涂在顶盖的内表面上,晾置几分钟后,将软顶粘贴在指定位置上(见图1)。
用于预涂法的压敏粘接剂是在生产软顶时,预涂在软顶的背衬上,用隔离纸将胶膜覆盖,以便包装和运输。
在施工现场工人揭去隔离纸即可将软顶粘贴在指定位置上(见图2)。
哈飞6373车软顶是采用滚涂法粘接的,哈飞6330E车软顶是采用预涂法粘接的。
其优点是操作简单,成本低。
图1图2吊挂软顶的结构见图3所示。
软顶饰面的背面缝有几行吊挂用的布袋或细绳,并同时配备软顶安装用细杆,该细杆弯曲成与金属顶盖断面相似的曲线。
安装时,先将细杆穿过软顶背面的布袋,再将这些细杆固定在顶盖横梁上。
饰面的周边用粘接剂粘到内护板和前风窗胶条上。
其优点是质量小,成本低,但软顶与金属顶盖间隙大,占用室内空间;布袋与饰面连接处上凸,行车时软顶振颤,整体装饰效果不理想。
汽车内饰设计改装实务任务六 顶篷装潢

学习情境二 星空顶蓬制作
情景描述 一辆奔驰G500开到店内,车主刘先生要求加装星空顶蓬。星光总体数量适中,疏密分布 有致。请您为他的爱车加装星空顶蓬。
图6.2.1 原车顶蓬
图6.2.2星空顶蓬完工效果 27
学习目标
知识目标: 1.知道不同线径的导光纤维的弯曲半径极限值。 2.知道导光纤维束的作业标准。 3.知道如何选择适配的星空顶蓬光纤机型号。 4.知道不同光源的特性。
11
图6.1.8 顶蓬固定用黏胶
图6.1.9 卡扣固定 12
6.1.4 任务实施 6.1.4.1 作业准备
13
14
6.1.4.2 实施过程 1.拆卸汽车顶蓬的附件 使用塑料撬棒及螺丝刀拆下顶蓬上的 扶手及ABC柱内饰板。 用塑料撬棒及螺丝刀拆下顶蓬上的主 副驾驶位化妆镜板。
15
6.1.10 拆下扶手 6.1.11 拆下化妆镜固定座
使用塑料撬棒及螺丝刀拆下顶蓬上的顶 灯总成。 注意: 1.应先撬下顶灯的面板再撬下顶蓬固定 胶钉,防止线束插头被扯断。 2.撬动时应适度用力,撬坏的胶钉应重 新更换。
16
6.1.12 拆下顶灯
2.卸下原车顶蓬
原车顶蓬的前部及后部有胶钉固定,需用 专用的内饰撬棒撬下胶钉。如果空间尾门 不足,则需要先拆下副驾驶座椅,以便于 取出顶蓬。
施工员 □有 □无 □有 □无 □有 □无
mm
其他要求
涂胶覆皮 顶蓬安装
吹净表面
内部鼓包 边缝间隙
□有 □无
□有 □无 mm
两面喷胶
外部残胶 附件安装
□有 □无
□有 □无 □有 □无
25
顶蓬翻新施工评价表
车牌
考核内 容
拆卸顶 蓬
农村车辆遮阳棚设计方案
农村车辆遮阳棚设计方案背景在农村生活中,一些农村居民需要使用小型车辆进行出行或运输物品。
然而,由于缺少遮阳设施,暴晒和雨淋给他们的生活带来了不便。
因此,为了方便农村车辆使用者,设计遮阳棚成为一个迫切的问题。
设计目标本文旨在提供一种农村车辆遮阳棚的设计方案,其设计目标如下:1.可以为车辆和车辆使用者提供坚固的遮阳设施;2.与农村环境相融合,不会影响农村景观;3.设计方案具有可延展性,可以按需定制。
设计方案农村车辆遮阳棚的设计方案如下:1. 使用材料遮阳棚的主体材料为钢管,钢管的直径和厚度根据设计要求确定。
支撑架使用方钢,方钢的规格和壁厚同样要酌情考虑。
遮阳棚的顶部、侧面和后部使用防水、防紫外线性能优良的PVC材料。
2. 结构设计遮阳棚的整体结构基于钢管和方钢的框架,通过焊接或拼装完成。
方钢作为支撑架,连接钢管和地面。
整个结构通过钢丝绳加固,增强整体稳定性。
3. 外观设计遮阳棚的外观设计应与农村环境相融合,进行相应的涂装处理,使其具有防锈、抗腐蚀性和美观性。
车辆使用者可以选择定制遮阳棚的颜色,以适应当地的环境和气候。
4. 安装及维护遮阳棚的安装需要遵循相关标准,确保安全可靠。
更换PVC材料时,需要注意使用适当的工具,防止损坏材料,避免影响使用寿命。
定期维护检查,及时修复钢管和方钢连接处的松动、锈蚀等问题。
结论为了满足农村居民出行及物品运输的需要,针对农村车辆遮阳不足的问题,本文提供了一种较为可行的解决方案。
设计方案综合考虑了车辆使用者的各种需求,结构稳定性和美观度,同时兼顾了风格和安全等方面,具有一定的实用性和可行性。
车棚设计方案

车棚设计方案车棚设计方案1. 摘要本文档介绍了一个车棚的设计方案。
车棚是一种常见的用途广泛的建筑结构,用于保护车辆免受天气和其他外部因素的影响。
在本方案中,我们考虑了材料的选择、结构的稳定性以及功能的实用性等因素。
2. 引言车棚是一种用于放置车辆的建筑结构。
它可以保护车辆免受阳光、雨水、尘土和其他外部因素的影响,从而延长车辆的使用寿命。
车棚广泛应用于住宅小区、商业区、停车场等地方。
设计一个优秀的车棚需要考虑结构的稳定性、使用的材料、安装和维护的便利性等因素。
3. 设计要求为了满足用户的需求,我们对车棚的设计有以下要求:- 结构稳定:车棚的结构必须能够承受外部风力和压力,保证车棚的稳定性。
- 防水防晒:车棚的材料和设计要能够有效防止雨水和阳光的侵入,以保护车辆。
- 通风透气:车棚的设计应考虑通风透气,以避免车内发生潮湿和异味。
- 易安装和维护:车棚的组装和拆卸应简单、方便,并且需要便于维护和清洁。
4. 设计方案基于上述设计要求,我们提出以下车棚设计方案:4.1 材料选择**框架材料:** 我们选择使用钢材作为车棚的框架材料。
钢材具有高强度、耐腐蚀和耐久性的特点,可以有效提供稳定的支撑结构。
此外,钢材还可以根据需要进行切割和加工,便于定制车棚的尺寸和形状。
**覆盖材料:** 为了防止雨水和阳光的侵入,我们选择使用聚碳酸酯或聚乙烯酸酯等材料作为车棚的覆盖层。
这些材料具有优秀的防水和防紫外线能力,同时具有透明或半透明的特点,可以保持良好的采光效果。
4.2 结构设计**三角支撑结构:** 为了增强车棚的稳定性,我们采用了三角支撑结构。
这种设计能够使车棚在遇到风力或外部压力时保持稳定,不易变形或倾斜。
**通风设计:** 车棚的顶部和两侧设置有通风孔,以保证车棚内外的空气流通。
这可以有效降低车棚内部的温度,避免车内发生潮湿和异味。
4.3 安装和维护**快速拼装:** 为了方便用户安装车棚,我们采用了快速拼装的设计。
汽车隔音隔热系统 顶棚、地毯设计开发介绍
一、顶棚设计规范
2.典型断面描述
⑻天窗密封条一般要压住顶棚周边 10mm ,开口尺寸根据天窗的要求确定。一般, 顶棚与天窗横梁的配合距离要大于 10mm ,顶棚的边缘距离密封条的顶端在 1.5mm~2mm 之间。
一、顶棚设计规范
2.典型断面描述
⑼顶盖横梁:顶棚设计时,应与中部横梁保持零间隙配合。
3.边界尺寸确定
地毯下表面与线束自然接触即可,地毯下表面与减震垫之间的间隙为0,与钣 金侧 边的间隙为3mm,减震垫的厚度为了适宜地毯与钣金的配合,一般整车的地 板减震垫设 计为两种尺寸。 根据总布置要求,在相应安装点、检测口等位置开孔。
二、地毯设计规范
4.参考图片
司机侧前地毯
二、地毯设计规范
4.参考图片
一、顶棚设计规范
2.典型断面描述
⑵ A 、B 、C 柱要压住顶棚一般不小于 10mm, 护板压顶棚的干涉量一般为 1mm~2mm , 顶棚和护板的配合一般在顶棚上做出凹的台阶,同时护板的边 缘也要有平滑的过度,不 能有陡峭的倒角。为使顶棚与护板配合紧密,通常会 在顶棚与护板配合处背面粘接海绵 泡沫。
二、地毯设计规范
汽车地毯通常由织物及PVC等材料复合而成,铺于汽车地板或减振垫上,起装 饰及 隔音隔热作用,对汽车的美观及舒适性上有很大影响。
地毯设计应符合人机工程学原理,满足乘用舒适性要求,美观大方,材料对人 体没 有伤害。
二、地毯设计规范
1.地毯边界
地毯边界从以下几个专业分析: ⑴内饰:仪表板、副仪表板、立柱下护板、座椅、安全带、脚踏板等; ⑵白车身:前挡板、前地板、后地板、侧围; ⑶电器:线束等。
1.周边零件间隙要求
一、顶棚设计规范
2.典型断面描述
顶棚设计要求
7. 头部间隙
- 头往一边侧过去的时候 头部间隙 前:≥ 40 mm( 30°),
6
后:≥ 50 mm
- 从侧面看的时候 头部间隙 前:≥ 60 mm, 后:≥ 10 mm
Side View Head Clearance
7 7
Side View Head Clearance
3. 产品设计及检查确认清单
2. 产品设计时考虑事项
16. 为防止顶棚出现下沉现象,基材应用发泡加固 17. 顶棚上固定的支架应在10Kg.f 以下的力的情况下不得发生分离。 18. 个人灯安装在顶棚时需确认个人灯是固定在钣金上还是固定在顶棚上。假如固定在顶棚时 需用支架进行加固。 19. 考虑顶棚模块化供应时,顶棚需选用强度较高的材质。 20.顶棚在震动耐久试验后,不得出现裂纹、变形、层间剥离现象。 21.耐湿热循环试验后,不得出现肉眼可见的剥离、鼓起、松垂等现象。 22.顶棚表皮材质为PVC时遮阳板的材质应采用织物。以防止异响的产生。 23. 假如存在天窗时,与天窗匹配的部位要设置垫块。 24.固定方式采用卡扣时需在支架上粘接垫块 25. 顶棚与立柱匹配的部位设置1~3mm干涉量
8.棚与风挡玻璃之间的间隙: 2 mm
8
9. 与玻璃匹配部位
- 设置在顶棚边缘不外露的范围内,且满足前后视野。
- 与顶盖钣金翻遍的间隙最小2mm
9
(考虑到玻璃固定点,适用最大突出翻遍)
10.顶棚与线束之间的间隙: ≥3mm
10
11. 顶棚边缘与玻璃黑边之间距离(Z 方向): ≥3mm
11
3. 产品设计及检查确认清单
21
22
23 24
3. 产品设计及检查确认清单
25.为防止顶棚后端发生下沉,固定点设置在顶盖翻边50mm范围内:≤50mm 26.确认前顶灯漏光与否 避免顶棚与前顶灯部分不能发生漏光 27. 有天窗的A柱部位防止顶棚下沉 避开顶棚线束 & 排水管,防止顶棚下沉 28.确定立柱匹配部间隙面差控制结构是否设定为防止立柱匹配部出现间隙面 差,顶棚上设置垫块
汽车顶棚设计指南内容
奇瑞汽车有限公司车身部设计指南校对:审核:批准:汽车工程研究院1、简要说明顶棚是在车身顶盖钣金件下面加装的内饰件,其作用除提高车内装饰性外,还起隔音、吸音、隔热的作用。
它主要分为粘结式、吊装式和成型顶棚等三种。
1、粘结式这种形式将顶棚直接粘结在顶盖上,一般由面料和泡沫覆合而成,面层起装饰作用,泡沫层起绝热、吸音、隔音作用。
面层用机织布、编织布等织物或人造革、PVC膜等材料制造;泡沫层用聚氨酯(PU)或交联聚乙烯(XPE)泡沫制造;面层和泡沫层用层压法或火焰法复合在一起。
其特点是简单易行。
本钱最低,但装饰效果和功能均不如其它两种,故只用于简易车或货车上。
2、吊装式为了把外外表掉挂起来,采用棚杆结构。
在饰面与顶盖之间设有隔热的衬垫,衬垫一般是粘在顶盖内侧的。
吊挂的顶棚是在饰面上面缝制的布袋中穿过棚杆,棚杆弯曲成与顶盖横断面相近似的曲线。
棚杆多数为圆形断面,两端的固定方法有各种各样。
饰面的周边用粘结剂粘到车身顶盖的侧梁上,然后夹上卡扣,或者之直接装到风窗密封条或顶棚的里面,或者采用其它装配方法。
饰面可由人造革、帆布、织物等制成。
其优点是质量小、本钱低,适于批量生产。
缺点是装配时衬垫系粘在顶盖上,因而使作业性和作业环境变坏;顶棚与顶盖之间的间隙较大,占用了室内空间;装饰效果布理想,棚杆与棚杆初的饰面防止不了上凸,使整个内饰有一段段凸起的感觉,行车时饰面也会颤抖,故这种结构现也少用。
3、成型顶棚成型顶棚是预先把饰面与芯材负荷成一个整体,成为具有一定的刚性和立体形状的内饰件。
近年来,为适应汽车总高的降低、车辆装配工艺和作业环境的改善,以及按钮类等机能部件的安装等要求,采用了大量的成型顶棚。
其优点是:能够使顶棚接近顶盖,增大室内空间;造型上的自由度大;在车辆上安装时一般布使用粘结剂,从而改善了作业环境;成型顶棚便于遮阳板的收藏及顶灯等的安装。
其缺点需要大型成套的生产设备,使本钱提高。
成型顶棚一般是一体成型的,但也有分成两块或多块结构的。
汽车顶蓬、地毯设计知识介绍
1.2 顶蓬的功能
由于太阳直射车顶, 汽车顶部温度较高,因 此顶篷内饰的耐热性和 耐候性指标要求较严。
提高安全和舒适性
2.顶蓬的材料介绍
2.1 顶蓬的材料分类
按材料分为:硬质的和软质的 硬质的一般是玻璃钢材料再喷涂上面漆而成,或
PVC板材吸塑成型。这类顶蓬一般隔热、隔音效果较差, 但强度、刚性较好。
5、麻纤维板: 由麻纤维和PP纤维组成
2.1 顶蓬的材料分类
饰面和纬编面料, 面料
面料
(针织物:至少一组纱线系统形成线圈,彼此相互串套而形成的一类织 物总成。
经编针织物:纱线沿经向喂入编制形成线圈的针织物; 纬编针织物:纱线沿纬向喂入编制形成线圈的针织物) 经编面料:由表层为经编织物,中层为聚氨酯泡沫材料,底层为机织或 针织或无纺布或其他材料复合而成的面料。 纬编面料:由表层为纬编织物,中层为聚氨酯泡沫材料,底层为机织或 针织或无纺布或其他材料复合而成的面料。
5.顶蓬相关标准
GB/T 4669 纺织品 机织物 单位长度质量和单位面积质 量的测定-克重测定
2.1-2顶蓬基材特性
a、自带胶层可避免在制造过程中使用其它复合胶水。 b、使用一步法模压工艺可减少制造周期。(原有麻纤板 基材为两步模压成型,基材压型完成后进行喷胶处理,然 后与面料一起热压成型)。 c、克重范围广(600-2000g/m²)。 d、低挥发物含量(水溶剂生产工艺,VOC接近0),环保 可回收。
两步法: 基材成型后再和面料粘接成型工艺,它主要热塑性材料作为基材 ,通过模具140°左右的温度热压成型,然后由喷涂好粘接剂的表 皮沾接在成型基材上,再通过80°-100°模温热压合成成型。如 果整车配置带有天窗,那么顶蓬需要经过天窗包边加工装饰,满 足整车设计配置要求。
汽车顶蓬、地毯设计注意事项
1.3 顶蓬设计流程
▪ 3、技术设计: ▪ (1).顶蓬零部件详细的结构三维设计; ▪ (2).遮阳板、阅读灯、天窗(有天窗的顶蓬)、衣帽
钩、车顶拉手、壁灯等参数的确定; ▪ (3).目标成本核算; ▪ (4).详细结构三维数据提交给总布置;
间隙2-2.5mm,顶蓬前端下边缘 不能超出玻璃黑边。
顶蓬与阅读灯
阅读灯与顶棚干涉量为1mm
阅读灯安装支架 顶蓬
6
阅读灯与顶棚周边间隙(单边
阅读灯
可调整量)2mm,
顶蓬与遮阳板固定支座干涉1mm
顶蓬
遮阳板支承座Biblioteka 7 顶 蓬 与 遮 阳 板
顶蓬与遮阳板支撑座干涉1mm
顶蓬 遮阳板固定支座
考虑遮阳板的安装方式。如果下沉式遮阳板,需要考虑在顶蓬与遮
汽车顶蓬、地毯设计注意事项
顶蓬设计概述
目录
顶蓬设计注意事项
顶蓬相关试验
地毯设计概述
地毯设计注意事项
地毯相关试验
1.1顶蓬设计概述
顶蓬与周边零部件搭接方式的设计主要体现在顶蓬的 设计上,顶蓬的结构设计要基于工艺和材料的正确选择, 不同的面料、基材和工艺的选择对零件的性能影响很大。 顶蓬设计原则 ◆ “三化”原则----- 标准化、通用化、系列化 ◆ 轻量化原则---- 采用轻质高强材料 ◆ 继承创新原则 ----- 在继承的基础上要有所创新,改 进上一代产品存在的不足。 ◆ 简化原则 ----- 在满足功能和可靠性前提下尽量简化 结构。
检查内容 内部突出物 表面光顺检查 制造工艺检查
相关要求
顶蓬表面凸起的圆角必须满 足内部突出物法规要求 (GB11552 乘用车内部凸出 物)
汽车顶棚分析讲解

耐高低温性:根据Q/FTA011规定顶盖内护面在-30 C~80 C范围内正常使用,不得有开裂、变形、剥离等现象。
•其它主要性能要求 主要指顶棚内饰材料的抗静电性、抗污染性、阻燃性、 耐水性、气味性以及面饰与基材的剥离强度等。
1)抗静电性非常重要,顶棚内饰必须进行防静电处 理,把静电减少到最低标准,要求在使用过程中,不 得产生静电作用,不允许产生起毛、起球、吸灰等现 象。 2)抗污染性是指在使用过程中遇油、水的污染时, 不易扩散。 3)耐水性能是指顶盖内护面经耐水试验后,不得有 剥离、脱壳现象。 4)阻燃性:GB 8410所规定的条件下符合要求; 5)气味性: 参照Q/FTA147试验方法及评价标准,在 要求≤3级为符合要求(有明显气味,但无干扰性气味)。
3)顶棚总成装配工艺:先把铁卡扣、支架放在工装定位孔 内,再将顶棚放在工装上,在支架上打胶,放入顶棚内护面, 螺接固定附件。
工装上顶棚内护板定位孔为前端两定位孔以及中间顶灯开口。 正面装配完后,将顶棚翻转,按照顶棚上附件位置的压痕, 粘接背面附件。
对于前端两定位孔处的塑料卡扣,为防止在运输过程中 晃动,在卡扣处加垫片。整车装配过程中取下垫片。
3、实现模块化将带来一定的优缺点。 优点: 对整车厂:产品管理方便、简化装配工艺,减少工序, 生产节拍加快,提高生产效率; 对于配件厂:在项目控制、设备设计、质量控制、商务 管理能力方面均会有大幅提高。
缺点: 1)对车身要求提高:由于顶棚总成以卡扣与车身相连, 精度提高,因此需要车身上安装孔位置精确。 2)这种供货模式要求各种产品的偏差严格,生产质量稳 定,否则会因为一个小附件实物质量的问题导致整个总成 不合格; 3)顶棚上支架增多,附件工装制作复杂,附件装配工艺 复杂,因此产品价格增加接近一倍。 4)顶棚总成的状态相对增加,对操作工人水平要求提高; 5)附件维修更换不方便如:线束。
汽车顶蓬、地毯设计指南
顶蓬相关标准
地毯的功能介绍 地毯常用材料介绍 地毯成型工艺 地毯常见的失效模式 地毯相关标准
1.1 概述
顶蓬是汽车整车内饰的重要组成部分,装配于汽车顶 盖内侧,其颜色与整车内饰主色调协调一致。一般由 基材和饰面组成,基材的选择不仅要考虑具有足够的 刚性,能承受自身重量,还应考虑其成型难易程度。 顶蓬设计还需考虑与周边零件的搭接方式以及遮阳板、 车顶拉手、车顶线束的布置。
两步法: 基材成型后再和面料粘接属于热硬化性树脂材料成型工艺, 它主要有酚醛树脂等热固性材料作为基材,通过模具140° 左右的温度热压成型,然后由喷涂好粘接剂的表皮沾接在成 型基材上,再通过80°-100°模温热压合成成型。如果整车 配置带有天窗,那么顶蓬需要经过天窗包边加工装饰,满足 整车设计配置要求。
5.顶蓬相关标准
GB/T 4669 纺织品 机织物 单位长度质量和单位面积质 量的测定-克重测定
GB/T 4802.2- 纺织品 织物起毛起球性能的测定 第二 部分: 改型马丁代尔法
GB 8410 汽车内饰材料的燃烧特性 GB/T 8427-2008 纺织品 色牢度试验 耐人造光色牢度: 氙弧 Q/CC JT001 汽车内饰材料气味性试验方法和限值
2、失效模式:强度不满足要求 失效原因/机理:地毯材料选择不当, 预防:设计要求地毯断裂强度≥450N, 按照Q/CC JT039 进行试验验证。
9.地毯常见失效模式及机理
3、失效模式:安装困难 失效原因/机理:a、零部件在地毯上的安装孔大小设计
不当;b、地毯与地板不符形 预防:a、参考样车和成熟经验, b、地毯无特殊要求时,按照与地板贴合设计原则设计。 4、失效模式:颜色不协调一致
车载式帐篷设计说明书
摘要随着科技水平的进步与发展,出现了许多新的机械设计方法,为设备的研发和制造奠定了坚实的基础。
学会使用工具,来减少工作量是社会发展的必然步骤。
车顶帐篷,又称为车顶上的"家",随着汽车制造业而发展起来的周边产业,已经有五、六十年的历史。
国内随着汽车保有量的上升,自驾旅游渐渐升温,车顶帐篷便是户外自驾游的可选装备之一。
为了能够开发更先进更方便人们使用的车顶帐篷,对车顶帐篷的选型设计有着重要的研究意义。
当前我国的车顶电动帐篷的内在潜在价值还有待强有力的挖掘,车顶电动帐篷的进一步研究发展将会给农业和制造业带来重要的积极意义,在研究的同时还可以让学生的综合能力得到开发与锻炼,最为重要的是总体设计就体现了这一点。
第一,我们要让现在毕业的学生打好专业知识的基础并以此得到知识的提升,提升对知识进行运用和实践的综合素质,从而在以后工作中能够游刃有余。
第二,可以让他们在课题中能够用发展性的眼光看待问题,充分发挥创新能力,攻破现实难题。
对于车顶电动帐篷设计这一课题,它的涵知识面较广,具有极强的综合性,学生则必须要凭借过硬的专业能力和海量的知识,加上要有一定的在计算机上绘制图表的能力。
因此,学生可以积极主动的思考和钻研这个设计课题,这样学生便可以在问题的分析解决上得到能力的提升,从而也能够积累对未来有帮助的工作经验。
这篇论文会对国内车顶电动帐篷的历来的情况进行一个简要的概述,而且加上了车顶电动帐篷工作的理念简述,综述国内外车顶电动帐篷的现在的发展情况后,也综合了它的装置构造是如何设计概念。
论文中,做好了车顶电动帐篷构造与设计的方案,对该装置的参数进行定位,校对其强度,分析其运动,车顶电动帐篷的每个机械构造和尺寸分别得到确定和定位。
关键词:车顶帐篷,杆件, 机构,传动AbstractWith the progress and development of science and technology, many new mechanical design methods have laid a solid foundation for the development and manufacture of equipment.Learning to use tools to reduce workload is a necessary step in social development.Logging sawing machine is a typical tool which has been developed in recent years.Hand held high branch saw is a kind of efficient logging sawing equipment.In order to be able to develop more advanced and more convenient hand - held high branch saw, it is of great significance to study the selection of the handhold high branch saw.Timber sawing machine industry of the current our country internal potential value remains to be a strong mining, timber sawing machine further research and development will bring important positive significance to the agricultural and manufacturing, at the same time in the study can also let the students' comprehensive ability development and exercise, the most important is the overall design reflects this.First, we want to make graduate students now lay a foundation of professional knowledge and to get the knowledge to ascend, ascension to use knowledge and practice of comprehensive quality, which can in the later work.Second, we can make them look at the problem with a developmental perspective in the subject and make full use of the innovation ability to overcome the real problems.This subject for hand-held saw the safest design, it's contain a wide range of knowledge, with a strong comprehensive, students have to rely on excellent professional ability and vast amounts of knowledge, and want to have a certain ability to draw diagrams on a computer.As a result, the students can actively thinking and working on the design task, so that students can get on problem solving ability of ascension, and can also accumulate helpful experience for the future.This paper will be on domestic hand-held saw the safest has always been the case for a brief overview, and combined with the concept of hand-held saw the safest workbriefly, an overview of the development of the hand-held saw them both at home and abroad now, also a combination of its device structure is how to design concept.Paper, ready to hand them saw structure and design plan, fixing the parameters of the apparatus, proofread the strength, the analysis of the movement, handheld them each mechanical structure and size of saws are established and positioning.Keywords: Electric roof tent, Member, Mechanism, Transmission.目录摘要 (1)Abstract (2)目录 (4)1 绪论 (7)1.1 课题研究的意义 (7)1.2 国内研究现状 (8)1.3国外发展状况 (9)1.4 发展趋势 (10)1.4.1 自动化、人性化 (10)1.4.2 智能化、舒适化 (11)1.4.3 高效环保 (12)1.4.4 安全可靠 (12)2 车载电动帐篷的方案设计 (13)2.1车载电动帐篷的方案介绍 (13)图2-2 自动式车载帐篷 (14)2.2车载电动帐篷的工作原理 (15)2.3车载电动帐篷外帐材料选择 (17)2.4车载电动帐篷防风方案设计 (18)3 车载电动帐篷的各部件设计 (19)3.1电动推杆的选择 (19)3.2 弯曲手臂的结构设计 (21)3.3帐篷骨架的设计 (22)3.4钢材料的设计 (24)3.5铰链1的设计 (26)铰链1的主要尺寸尺寸 (26)3.6铰链2的设计 (26)3.7防风罩的设计 (27)3.8 搭扣的结构设计 (28)3.9车载电动帐篷的三维安装配备 (28)4 车载电动帐篷结构的设计与校核 (31)4.1 车载电动帐篷的工作原理 (31)4.2车载电动帐篷结构设计计算 (31)4.3车载电动帐篷与行李架连接方式设计 (32)4.4帐篷外壳作为雨帘支承方式设计 (33)4.5外帐开合方式设计 (34)4.6杆件受力计算 (37)4.7本次设计车载帐篷优创点 (40)结论 (41)致谢 (42)参考文献 (43)1 绪论1.1 课题研究的意义最近几年来,中国的车载电动帐篷已经取得了很大的成绩,但与国外产品相比之下仍存在多年的技术差距。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
奇瑞汽车有限公司车身部设计指南校对:审核:批准:汽车工程研究院1、简要说明顶棚是在车身顶盖钣金件下面加装的内饰件, 其作用除提高车内装饰性外,还起隔音、吸音、隔热的作用。
它主要分为粘结式、吊装式和成型顶棚等三种。
1、粘结式这种形式将顶棚直接粘结在顶盖上,一般由面料和泡沫覆合而成,面层起装饰作用,泡沫层起绝热、吸音、隔音作用。
面层用机织布、编织布等织物或人造革、PVC 膜等材料制造;泡沫层用聚氨酯 (PU 或交联聚乙烯(XPE 泡沫制造;面层和泡沫层用层压法或火焰法复合在一起。
其特点是简单易行。
成本最低,但装饰效果和功能均不如其它两种,故只用于简易车或货车上。
2、吊装式为了把外表面掉挂起来,采用棚杆结构。
在饰面与顶盖之间设有隔热的衬垫, 衬垫一般是粘在顶盖内侧的。
吊挂的顶棚是在饰面上面缝制的布袋中穿过棚杆, 棚杆弯曲成与顶盖横断面相近似的曲线。
棚杆多数为圆形断面, 两端的固定方法有各种各样。
饰面的周边用粘结剂粘到车身顶盖的侧梁上, 然后夹上卡扣, 或者之直接装到风窗密封条或顶棚的里面,或者采用其它装配方法。
饰面可由人造革、帆布、织物等制成。
其优点是质量小、成本低,适于批量生产。
缺点是装配时衬垫系粘在顶盖上, 因而使作业性和作业环境变坏; 顶棚与顶盖之间的间隙较大,占用了室内空间;装饰效果不理想,棚杆与棚杆初的饰面避免不了上凸,使整个内饰有一段段凸起的感觉,行车时饰面也会颤动, 故这种结构现也少用。
3、成型顶棚成型顶棚是预先把饰面与芯材负荷成一个整体, 成为具有一定的刚性和立体形状的内饰件。
近年来,为适应汽车总高的降低、车辆装配工艺和作业环境的改善, 以及按钮类等机能部件的安装等要求, 采用了大量的成型顶棚。
其优点是:能够使顶棚接近顶盖,增大室内空间;造型上的自由度大;在车辆上安装时一般不使用粘结剂,从而改善了作业环境; 成型顶棚便于遮阳板的收藏及顶灯等的安装。
其缺点需要大型成套的生产设备,使成本提高。
成型顶棚一般是一体成型的, 但也有分成两块或多块结构的。
顶棚能保持预定的形状是由周边的紧固装置及遮阳板支座、顶灯座等部件的紧固来共同完成的,也有一些汽车将顶棚中间部分粘结在顶盖上。
目前我公司的生产的车都是成型顶棚:其中 A11和 A15用胶和卡扣等固定,S11、 B11、 T11都是采用卡扣等固定,基材有 PU 板、 PS 板等。
PU 板成型顶棚详细结构如下:1. 面饰层2. 粘结层3. 玻纤层4. 粘结层5. PU 板6. 粘结层7. 玻纤层8. 粘结层9. 底衬层下图是 B14整个顶棚系统的构成图:主要包括顶棚、支撑架、遮阳板、乘客扶手、前后顶灯等。
2、设计构想顶棚是车内部的一个大型覆盖件,和它配合的件很多,如立柱护板、遮阳板、乘客扶手、前后顶灯、天窗等,因此在设计初期对边界的确认非常重要, 另外因顶棚是一个外观件, 其表面的颜色纹理需与整车内饰的风格相匹配, 其开发流程一般如下:造型-A 面设计-结构设计-模具开发-样件匹配。
结构设计周期一般为 1-2个月,树脂模具的设计制作周期一般为 1-1.5个月,金属模具设计制作周期一般为 3-4个月。
在产品开发初期,一般先做树脂模具,在尺寸匹配确认后,再开金属模具。
2.1人机工程分析头部空间的校核:以 95%的人体头部包络线进行评价, 通过测量车身室内顶棚表面或凸起平面的标准切点到头部位置包络线的切线间的距离而得到头部间隙目标值 /经验值:前座头部间隙大于 50mm ,后座头部间隙大于 30mm 。
2.2 间隙、台阶、公差分析1顶棚和固定卡扣的配合2顶棚与 A 、 B 、 C 柱护板的配合3顶棚与门洞密封条的配合4顶棚与乘客扶手的配合5顶棚和前后顶灯的配合6顶棚和遮阳板的配合7顶棚和前后风挡玻璃配合8顶棚和天窗的配合标值 /经验值:1卡扣要卡紧顶棚和钣金, 0间隙配合,卡紧后要保证卡扣至少留有 3个齿卡住钣金;2 A 、 B 、 C 柱护板要压住顶棚一般不小于 10mm ,护板压顶棚的干涉量一般为 1mm ,顶棚和护板的配合一般是在顶棚上做出凹的台阶, 同时护板的边缘也要有平滑的过度,不能有比较陡的倒角;3密封条一般要压住顶棚边缘 5mm ,同时顶棚边缘和密封条要保留至少 1mm 的间隙,防止干涉,密封条的唇边和顶棚的干涉量一般为 2.5mm ;4扶手座要压住顶棚边缘至少 3 mm。
5在前后顶灯周围一般要做凹的台阶,顶灯要压住顶棚周边至少 3mm ,一般5mm ;6 遮阳板的固定座要压住顶棚边缘至少 3mm , 一般 5mm , 遮阳板的底部和顶棚一般要保留 10mm 左右的间隙;7和风挡玻璃间隙一般在 3mm ;8天窗密封条一般要压住顶棚周边 10mm ,开口尺寸根据天窗的要求确定。
校核过程及分析说明:(带图示1. 顶棚和卡扣的配合;2. 顶棚与 A 、 B 、 C 柱的配合3. 顶棚与密封条的配合4、顶棚与乘客扶手的配合5. 顶棚和顶灯的配合6. 顶棚和遮阳板的配合7. 顶棚与风挡玻璃的配合8. 顶棚与天窗密封条的配合2.3 制造工艺可行性(要求供应商确认主要是确认一些圆角及过渡型面是否可以加工出来工艺方法:模压成型;具体的优缺点(模具材料的选择 ,主要从成本和产品满足的要求进行分析。
2.4 装配工艺可行性(要求装配工艺人员确认工艺方法:确定顶棚和周边件的装配顺序, 分析对装配质量带来的影响,并提出建议校核过程及分析说明:一般先固定后部的固定卡扣, 然后是遮阳板的安装点,顶灯或中部的卡扣,接着是门洞密封条,然后是乘客扶手, 最后是护板。
后部的固定点为安装基准点。
2.5 紧固方式顶棚后部一般用 3个塑料卡扣固定、前部用遮阳板的固定座进行固定,如果后部有顶灯的可以通过顶灯固定,如果没有可以用 2-3个塑料卡扣固定,周围用乘客扶手固定。
2.6 风险分析在顶棚的设计过程中除了上述的要点外, 如果整车有 curtain airbag(双侧安全气帘的配置,在设计顶棚时要特别注意,主要有以下几点:1. 顶棚和气囊模块的距离不能太大, 否则气囊爆破时可能会偏向别的方向,降低了气囊的保护效果;2. 顶棚安装点的布置要分布在边缘, 容易产生撕裂线, 使得气囊顺利爆破出来;3. 气囊撕裂线部分的顶棚厚度比正常位置一般要减薄 30%;4. 顶棚和护板的配合不应太紧密, 为了保证顶棚在气囊爆破时能顺利让开,一般可以把顶棚的边缘做成齿形,如下图所示:5. 为了防止在气囊爆破时,护板摆动,顶棚和护板一般采用下面的配合方式:8mm2.7 主要性能要求 1. 耐热老化性能试验后表面与供货状态相比,不允许出现任何变化,如装饰材料部分脱层、起泡、凸起、变色、明显的卷边处变平、边缘拱起等。
2. 低温存放性能试验后表面与供货状态相比,不允许出现任何变化,如装饰材料部分脱层、起泡、凸起、变色、明显的卷边处变平、边缘拱起等。
3. 耐湿热性能试验后表面与供货状态相比,不允许出现任何变化,如装饰材料部分脱层、起泡、凸起、变色、明显的卷边处变平、边缘拱起等。
4. 耐气候交变性能试验后表面与供货状态相比,不允许出现任何变化,如装饰材料部分脱层、起泡、凸起、变色、明显的卷边处变平、边缘拱起等。
5. 耐低温冲击性能试验后每一个试样都不允许产生裂纹或破裂现象。
6. 饰材与基材间粘结性能初始状态:F ≥ 3N/5cm;按 5.4条,气候交变试验后:F ≥ 3N/5cm。
7. 耐摩擦色牢度7.1干态:变色≥ 4级,沾色≥ 4级;7.2湿态:变色≥ 4级,沾色≥ 4级。
8. 耐水污染性能试验后应无任何污点出现。
9. 抗微生物性能试验后无任何异味、发霉等现象。
10. 燃烧特性燃烧速度≤ 75mm/min 。
11. 耐光色牢度试验后外观不允许出现翘曲、轮廓和曲面歪斜、接合面分离等缺陷,用放大镜( 6 - 9 倍或类似的仪器看不见与初始状态相比有什么变化。
低档车:灰色标度≥ 3级按 GB250标准评价。
中高档车:灰色标度≥ 4级按 GB250标准评价。
12. 气味性要求低档车:要求评分≤ 4.0级;中档车:要求评分≤ 3.5级;高档车:要求评分≤ 3.0级。
13. 甲醛含量要求甲醛含量≤ 10mg/Kg14. 气雾冷凝值要求气雾冷凝值≤ 2mg15. 有机物散发要求有机物散发≤ 50ugc/g16. 挠度纵向≤ 14mm横向≤ 15mm (天窗顶棚、有后顶灯顶棚除外17. 含水量变化率含水量变化率≤ 6%详细要求见标准 Q/SQR.04.127-2005。
3、顶棚的结构及材料类型基材PU 板基材、 PS 板基材、 FS 板基材、废纺毡基材、麻纤维板基材、瓦楞纸板等。
面饰材料(1 针织面饰:经编、纬编等,以经编为主。
(2 PVC 面饰(1 无纺布面饰:针刺无纺布、缝编无纺布、热轧无纺布等附件灯框、线束、线桥、支承块、线夹、子母扣、去噪带等顶棚设计、制造与质量保证2、加工工艺(1加工工艺流程以 PU 板做为骨架材料制作的顶棚, 其主要工艺有干法和湿法两种。
a 、干法工艺流程复合工序:底层无纺布→放卷→撒玻纤→撒胶粘粉(PE →放 PU 板→撒玻纤→撒胶粘粉(PE →预热→加热→复合→冷却→ 收板→形成复合板模压工序:基材 (加热}→ 冷模压→顶棚成型面饰层切割安装工序:高压水或热切割→压铆灯固定框→安装附件→ 整理→顶棚总成→ 装箱→运输→顾客仓库或工位b 、湿法工艺流程无纺布→放卷→撒玻纤→喷液体胶→喷水→ 放 PU 板→撒玻纤→喷液体胶→喷水→基材→ 热模压→顶壳→ 喷液体胶}→热模压→切割面饰层→压铆灯固定框→安装附件→顶棚总成4、失效模式顶棚设计开发指南奇瑞汽车有限公司编制日期:2005.3.5 编者:孙石磊版次:00 页次:- 16 - 4.1 性能失效:如表面变色等; 4.2 尺寸失效,主要是和周边件的配合不好。