株钻_汽车零件与刀具
株州钻石硬质合金刀具新产品介绍(简化版)_

世界工具 财富利器
三、EMP13产品系列
Φ32- Φ40mm Φ50- Φ160mm
ANGX150608PNR
株洲钻石切削刀具股份有限公司
ZHUZHOU CEMENTED CARBIDE CUTTING TOOLS CO.,LTD.
ФD 63 80 100 125 160 200 250 315
ФD1 77.4 94.4 114.4 139.4 174.4 214.4 264.4 329.4
Фd 22 27 32 40 40 60 60 60
L 40 50 63 63 63 63 63 80
-063-A22-SN15-05 -080-B27-SN15-06 -100-B32-SN15-07 -125-B40-SN15-08 FMA11 -160-C40-SN15-10 -200-C60-SN15-12 -250-C60-SN15-14 -315-D60-SN15-18
世界工具 财富利器
•
• • • • • •
新品目录
1、FMA11 四边形螺旋刃双面槽面铣刀系列(简化版) 2、EMP13 A型螺旋刃双面槽方肩铣刀系列(简化版) 3、FMA12 八边形螺旋刃双面槽面铣刀系列(简化版) 4、FMD05 大五边型双面槽面铣刀系列 (简化版) 5、PCBN PCD超硬刀具系列新牌号(简化版) 6、PML系列立铣刀整硬合金立铣刀 (简化版)
3.16个切削刃,经济性好,更适合较大切
深的加工,最大切深为5.0mm. 4.刀盘可以兼容原非螺旋刃刀片ONHU08T6*。
株洲钻石切削刀具股份有限公司
ZHUZHOU CEMENTED CARBIDE CUTTING TOOLS CO.,LTD.
20101213-硬质合金刀具行业Lit research

硬质合金刀具行业Lit research2012年12月13日我国刀具市场现状硬质合金刀具缺口很大发布时间:2009年5月31日来源:中国研磨网刀具结构失衡就是生产的刀具与需求不对路。
例如:用户需要的硬质合金刀具缺口很大,但高速钢刀具却生产过剩;现代制造业急需的高效刀具缺口很大,但低档标准刀具却生产过剩。
在发达国家,目前硬质合金刀具已占刀具的主导地位,比重达70%。
而高速钢刀具正以每年1%~2%的速度缩减,目前所占比例已降至30%以下。
金刚石、立方氮化硼等超硬刀具的比重为3%左右。
我国目前年刀具销售额为145亿元,其中硬质合金刀具所占比例不足25%,不仅与国际市场刀具产品结构相去甚远,也不能满足国内制造业对硬质合金刀具日益增长的需求。
国内制造业消费的刀具中,硬质合金刀具比重已达50%以上,供需结构脱节的问题已十分严重,其后果是大量过剩的高速钢刀具以低价出口或内销,同时高效硬质合金刀具却不得不依靠大量进口,进口量已从2001年的0.9亿美元上升到2005年的4.5亿美元(约合36亿元人民币)。
我国目前年产高速钢材8万吨左右,约占全球总产量的40%,消耗了大量宝贵的钨、钼等稀有资源。
这种盲目扩张和低水平重复,使得生产的高速钢刀具大量过剩,不得不以低价销售,导致大量刀具生产企业效益低下。
我国目前年产硬质合金1.6万吨,也占全球总产量的40%左右。
但是,硬质合金制品中附加值最高的切削刀片产量只有3千余吨,只占20%。
这种状况,一方面造成国内急需的硬质合金刀具供应不足,另一方面也使宝贵的硬质合金资源未得到充分利用。
从经济效益方面比较,我国硬质合金年销售收入约 5.6亿美元;日本仅为我国产量的40%,但销售收入高达26.33亿美元,其中刀片(刀具)的比重高达72%,使资源得到了充分利用,企业也获得了良好效益。
我国五金工具产业应该从中得到一些有益的启示在新的出口退税标准中,涉及机床工具行业的商品仅有一种,即数控机床硬质合金刀。
转株钻刀片的材质说明

转株钻刀片的材质说明YB415适用于钢、铸钢、铸铁、不锈钢等材料的精加工,半精加工。
YB435适用于钢、铸钢、不锈钢等材料的半精加工,中等精加工。
YB235韧性非常好的基体,刀刃安全性好。
在中低速情况下粗加工,适用于钢、奥氏体不锈钢、铸钢的车、铣、镗、钻(带周遍削刀片),主要用于P40和M35材料。
YBC151高耐磨性的基体,是一种在P15区域广泛选用的合金;适宜于钢,铸钢和不锈钢半精、精加工在高速切削条件下的理想牌号。
YBC251具有特殊强度与韧性刀刃的基体,涂层基体内其特殊组织结构使合金具有良好的温度与耐磨性,是一种使用及为广泛的涂层合金;是钢材加工的通用牌号,适宜于钢,铸钢,和不锈钢材料的半精和精加工。
YBC351高强度与抗塑性变形基体,具有好的韧性及抗塑性;适用于钢,铸钢的半精加工、粗加工;同时也可以用于断续切削高强度钢与不锈钢的粗加工。
YBC201涂层硬质合金牌号,用于钢、铸铁、淬火钢的中、低速铣削。
YBC301高硬度的基体,适宜于中速、高速;轻、重负荷铣削加工低合金钢与非合金钢,也可以用于条件比价差的情况下的铣削加工YBC401极好的韧性基体适用于对钢及铸造不锈钢的中等及重型铣削加工。
YBM151涂层基体内存在特殊组织结构,具有良好的切削强度和耐磨性,适宜于在切削参数条件较好强情况下进行不锈钢的精加工、半精加工YBM251通用性极好的涂层牌号合金,具有良好的韧性与耐磨性,优先用于在连续切削与断续切削条件下的不锈钢的半精加工到粗加工YBM351有极好的切削强度与抗冲击性能及非常好的耐磨性,适用于车加工和镗加工不锈钢及在P30加工范围内材料的低速重负荷粗加工YBM252具有良好的韧性和耐磨性,适用于精车,镗加工和轻型铣削不锈钢及钻加工铸铁不锈钢和合金铸铁,也可用于中、低速切断和切槽YBM301涂层硬质合金牌号,用于不锈钢、耐热合金、低碳钢的中高速铣削。
YBM401涂层硬质合金牌号,用于不锈钢、耐热合金、低碳钢的中低速铣削。
挤压丝锥

株洲钻石硬质合金刀具股份有限公司
ZCC
谢谢 !
Thank you very much!
株洲钻石硬质合金刀具股份有限公司
ZCC
被加工材料:
Si=10%硅铝合金
钻石 EMUGE
挤压螺纹用综 合螺纹量规检 查完全合格
ZCC
株洲钻石硬质合金刀具股份有限公司
M8X1.25挤压丝锥挤压试验2
序号 切削速度 Vc m/min 挤压长度 mm 转速n R/min 进给量f mm/r 机床功率 %
1
2
40
80
18
18
1590
3300
1.25
1.25
16
34
不同挤压速度下的功率(M8) 功率(%) 40 34 30
被加工材料:
Si=10%硅铝合金
20
10 0
16 功率(%) 40 80
挤压速度(m/min)
挤压螺纹用综 合螺纹量规检 查完全合格
ZCC
株洲钻石硬质合金刀具股份有限公司
挤压力/螺纹底孔
挤压力与下述因素有关:
– – – – – –
5
100
18
4000
1.25
36
不同挤压速度下的功率(M8) 功率(%) 40 30 20 10 11 0 10 15 20 22
被加工材料:
36
LY12
功率(%)
20
40
60
0 80 100
挤压速度(m/min)
挤压螺纹用综 合螺纹量规检 查完全合格
ZCC
株洲钻石硬质合金刀具股份有限公司
M6X1挤压丝锥挤压试验2
株洲钻石硬质合金刀具股份有限公司
发电设备制造业刀具国产化应用探讨
金等 难 加 工 材料 ,而 这 些材 料 的 切 削加 工 性 能都 较 差 ,以往 大 量采 用进 口 刀具 是 发 电设 备制 造 厂 采取
的 重要 措 施 ,因 为进 口刀具 质量 相 对 比较 稳 定 ,国
内 企 业 目前 能 提 供 的 刀具 与 之 相 比 , 在 性 能 、 质
型 能 源 装 备
发电设备制造业刀具国产化 应用探讨
哈电集 团 ( 秦皇 岛)重型装备 有限公 司顾 问 顾祖 慰
具 国产化 应 该 说 是一 条重 要 措 施 。但 刀具 国产 化 可 行 性 怎 么样 ? 采 用 国 产 刀具 后 会 不 会影 响产 品 的加 工 质 量 ,影 响 生 产 进 度 ? 这 是 一 个 值 得 探 讨 的 问
现 在 我 们来 分 析 影 响 二 级 行星 架 位 置 度 超 差 的 主要 因素 有 :①材 料 与 铸造 内应 力 肯 定是 存 在 的 , 只 有通 过 时 效 处理 来 消 除 ,尤 其 是 精加 工前 应 做 透 去 应 力热 处 理 ,将应 力变 形减 少 到 最 小 。 ②合 理 安
刀具 国产 化 是一 项 长 期 的 工 作 ,指导 方针 应 是
先易后难 、先急后一般 ,并能脚踏实地取得实效 ,
稳 步 前进 。 刀具 国产 化 并 不 是 说 以后 我们 不 再 需 要 进 口 国 外 刀具 ,而 是 说 进 口刀具 时我 们 要 更 加慎 重 ,要 货
3 工 件 :, = . 1 i i 号 】 0 0 nn,,= . 2 i i 1 2 0 0 0nn,
实 测数 椐 告 诉 我 们 ,现 有机 床 设 备 还 不 能完 全 满 足 如 此 高 精 度 的 加 工 要 求 , 即 使 是 目前 世 界 顶 尖 级 的 德 马 吉 机 床 ,其 自身 定 位 精 度 也 只 能 达 到 00 5 .1mm ,加 上 重 复 定位 精 度00 6 .0 mm,谁 也 不敢 说有 10 0 %的 把握 保 证 如 此高 的 位 置 度要 求 。 影 响 二 级 行星 架 齿 轮 定 位 孔 位 置精 度 的 因 素 环
模具数控加工的刀具选购与使用管理指导

模具数控加工的刀具选购与使用管理指导一、目的:为规范公司的刀具管理和使用,控制刀具耗用成本,提高刀具的使用寿命,减少刀具不合理使用导致加工精度或工件异常问题,提高工作效率,特制定本指导书。
二、适用范围:适用于公司各加工工序使用刀具的管理及采购刀具、刀具仓储管理。
包括:刀具供应商开发、刀具选择、计划、采购、入库保管、领出、使用、车间刀具管理及退库的整个过程。
三、刀具述语与品牌简述:1.刀具定义:广义的刀具包括以下几种:●CNC铣削刀具:包括通用立铣刀(分平底立铣刀、圆鼻立铣刀、球头立铣刀)、非标立铣刀、刀盘、刀粒、刀片、刀头、刀杆等。
●车床刀具:车刀杆、车刀片、装夹卡盘等;●钻床刀具:钻头(分钨钢、高速钢、含钴高速钢、粉末冶金含钴高速钢四种)、枪钻、钻咀、铰刀(分钨钢、高速钢、含钴高速钢三种)等。
●攻丝螺纹刀具:丝攻丝锥(镍基高温合金及钛合金专用丝锥)、螺纹锥等。
●夹具、热装夹头:夹头、刀柄、热胀刀柄、刀把、弹簧筒夹、BIG刀具装夹工具等。
可以根椐不同的加工工件尺寸和工艺方法,按需要组合成铣、钻、镗、铰、攻丝等各类工具进行切削加工。
2.刀具寿命:从开始加工到刀尖报废整个过程中,刀尖切削工件的时间或切削过程中在工件表面实际的长度。
刀尖加工时间为每个刀具公司计算刀具寿命的主要考核指标。
刀具质量、正确选择、合理使用、优化编程、正确操作等因素,对工件加工精度的控制至关重要的,也关系到了刀具的使用寿命,所以,在使用刀具时,了解程式和零件的加工要求,根据加工中心机床的特点,根据工件材料的特性,正确安排加工工艺、优化编程参数(主轴转速、进给量、进给速度、切削速度等)、正确选用刀具夹具、合理使用刀具,发挥刀具最大效果,制造出高精密的零件,降低刀具使用成本;CNC工序的刀具使用量大,故CNC组长是刀具的使用与管理的主要责任人。
3.刀具成本与加工成本的关系:刀具成本:是指在生产过程中,每年采购所有刀具工具的费用,是生产成本的一部分。
株洲钻石切削刀具 风电刀具 电子样本
壳体零件
位的关注客户,为客户提供高效、 完整的加工解决方案,以达到最佳 的加工效率和最优的成本,广泛应 用于核电、火电、水电、风电设备 的制造。株硬刀具完善的销售体系 以及通过研发中心和刀具专家组成 的技术服务网络确保我们成为您长 久的刀具合作伙伴。
风电零部件
叶片的加工
1 叶片型面的粗加工
系列面铣刀 ►P10
L1
70 80 80 100 150 110 80 100 110 120 120 150 200 200 120 150 200 200 120 150 200 200
e
16 16 20 20 20 20 25 25 25 25 30 30 30 30 32 32 32 32 40 40 40 40
e
16 20 20 25 25 30 30 32 32 40 40 50 50
齿数 Z
2 2 2 2 2 2 2 2 2 2 2 2 2
重量 (kg)
0.2 0.3 0.4 0.4 0.6 0.8 1.3 0.8 1.3 1.3 2.0 2.5 3.1
形式
B B B B B A A A A A A A A
1 2
度,实现大的金属去除率。 ● 可进行仿形和面铣加工,加工范围广,在 有效地降低客户刀具成本的同时 , 提高 了加工效率。
2
叶片侧面的粗加工 可换头式螺旋立铣刀 ►P14,15
● 加长的刃长,使重切削的大切深加工成为可能,大幅提高了加工效率; ● 采用可换头结构,便于头部易损部位的更换,降低刀具成本; ● 在重型领域主要用于大型零件侧面、台阶、曲型、异型面铣削。
● 排屑顺畅; ● 进给范围宽 , 通用性能好 , 广泛应用于 叶片型面的仿形加工。
闪耀钻石之光 挺起中国脊梁 访株洲钻石切削刀具股份有限公司总经理、党委副书记王社权先生

更多精彩请扫描二维码访株洲钻石切削刀具股份有限公司总经理、党委副书记王社权先生株洲钻石切削刀具股份有限公司总经理、党委副书记王社权先生这也是企业生存发展与创新之道,真正地帮助客户解决实际生产问题,解决他的痛点,为其创造价值,才是立足市场的根本。
数控刀具虽然是消耗品,但绝不是一个简单的日常消费品,要广泛应用于包括航空航天、军工、汽车、轨道交通等各大行业,涉及到的工艺面上非常之广,如果不能以满足客户需求、解决客户痛点来作为我们的发展动力,刀具的品质是无以为继的。
我们广大研发人员,包括设计团队和工艺团队,都是为了提升刀具的稳定性展开创新,以适应客户对制造性能的各项要求,为客户创造价值始终是我们创新的出发点和归宿。
”研发环节对株洲钻石打造品质的重要性毋庸置疑,出身研发的王总始终认为,研发是品质的基础,也是品质的引领。
长期以来,株洲钻石对研发设计、测试评估和后续的改进循环都制定了自己的流程标准,从而使得株洲钻石的产品品质超越众多竞品。
目前,株洲钻石已经建立了完整的研发体系,从材料、涂层、刀具设计、应用研究,到制造装备和工艺的研究,株Industrial Manager 工业经理人 / 现代金属加工1232021第01期 • 现代制造洲钻石均设立了专业部门围绕刀具制造的核心环节和创新开发来开展研发工作。
株洲钻石从一开始就给研发人员灌输“研发设计是优先保证品质”的理念,即刀具的质量和品质首先是设计出来的,如果在设计和开发的定位理解上出现偏差,那后续的制造工艺是无法保证产品可靠性的。
株洲钻石200多位研发人员基本上出自生产一线,都具备质量控制、品质管理及工艺开发的经验,从而能够进入到高端产品的研发队伍中来。
瞄高端替代 定未来乾坤株洲钻石自从成立之初就瞄准替代高端竞品刀具的市场空间,这不仅是国家建设现代产业链供应链自主可控的需求,更是一个企业求发展创新的意义所在。
正是基于高端制造的定位,株洲钻石积极推动企业从传统加工、传统刀具向数控转型升级,率先开发了系列化高精度数控可转位刀片,并得到国家科技重大专项课题支持。
CBN适用情况

目前中国的汽车制造技术正向着高速、智能、复合、环保方面发展,这对切削刀具的要求更高,新型硬质合金刀具已经被广泛使用,而CBN(立方晶氮化硼)、PCD(聚晶金刚石)刀具和陶瓷刀具等代表当今技术发展水平的超硬刀具在汽车制造业中应用也越来越多。
为达到高效加工的目的,在汽车制造业中还大量使用组合式刀具和复合刀具。
同时现代汽车制造业还要求刀具供应商不仅能提供切削加工整体解决方案,并能提供及时有效的现场技术支持,形成与汽车制造企业的一种合作伙伴关系,以达到双赢目的。
山特维克可乐满、肯纳、伊斯卡、万耐特、山高、日立、住友电工、黛杰、三菱、株钻、森拉天时等着名刀具制造商在这方面都有很多成功案例。
Valenite可变直径气缸孔镗刀随着柔性技术在汽车工业加工中的成熟应用,以及产品的不断变型,用户对非标专用刀具的柔性也提出了更高的要求。
针对缸体中气缸孔的加工,Valenite设计了直径能够在一定范围内可变的气缸孔复合镗刀。
以共线加工三种不同直径缸孔的缸体为例,缸孔的直径分别为Φ82.54mm、Φ87.04mm、Φ91.1mm,最大与最小孔径相差8.56mm,机床型式为专用机床。
Valenite设计了一套变直径的复合镗刀、测量系统以及控制系统。
其中,镗杆共有三个小刀夹,两个用于半精镗(推镗),一个用于精镗(拉镗)。
镗杆内部的拉杆以及小刀夹采用特殊结构。
工作原理(见图1):初始在767处理器内设置三个不同的加工直径,根据不同的产品系列,选择不同的加工直径,如由Φ82.54mm切换到Φ87.04mm,处理器发出信号给镗杆后端的伺服电机,电机通过中间的转换装置把回转运动转换为液压缸的直线运动,从而驱动拉杆,将小刀夹的尺寸调整到Φ87.04mm后,小刀夹自锁。
然后,对加工过的缸孔进行测量,测量数据转换为信号传输到处理器中进行比较,如数据有偏差,将偏差补偿量转换为补偿信号传输到伺服电机,由电机对拉杆进行微调,使小刀夹产生弹性变形,从而实现尺寸自动补偿。
数控车工刀具知识点总结
数控车工刀具知识点总结一、刀具的分类及特点1. 钻头钻头是一种用于钻孔的刀具,根据材料和用途的不同,钻头可以分为普通钻头、中心钻、深孔钻等。
钻头的特点是主要用于孔加工,能够达到高精度的孔径和表面质量。
2. 铣刀铣刀是用于进行平面、轮廓、曲面等复杂形状的加工刀具,根据刀具形状的不同,铣刀可以分为平底刀、球头刀、立铣刀等。
铣刀的特点是能够进行多种形状的加工,适用范围广泛。
3. 刀片刀片是用于车削加工的切削刀具,根据刀片形状的不同,刀片可以分为外圆刀片、内圆刀片、螺纹刀片等。
刀片的特点是能够在车床上进行高效的切削加工,适用于各种不同类型的车削工艺。
4. 钻头钻头是一种用于钻孔的刀具,根据材料和用途的不同,钻头可以分为普通钻头、中心钻、深孔钻等。
钻头的特点是主要用于孔加工,能够达到高精度的孔径和表面质量。
5. 锯片锯片是一种用于切割材料的刀具,根据材料和切割方式的不同,锯片可以分为金属锯片、木工锯片、切割锯片等。
锯片的特点是能够进行高效的切割操作,适用于多种不同的材料。
6. 刀杆刀杆是刀具的主要部件,它承载刀具的切削力,同时能够稳定地进行切削加工。
刀杆的特点是需要具备足够的刚性和稳定性,以确保切削加工的精度和质量。
二、刀具的选择原则1. 根据加工材料选择刀具不同的材料需要选择不同的刀具,比如对于硬质材料,需要选择耐磨性和刚性较高的刀具;对于脆性材料,需要选择刀具的锋利度和切削角度较小的刀具。
2. 根据加工工艺选择刀具不同的加工工艺需要选择不同的刀具,比如对于车削加工,需要选择刀片;对于铣削加工,需要选择铣刀;对于钻削加工,需要选择钻头等。
3. 根据加工精度选择刀具不同的加工精度需要选择不同的刀具,比如对于精密加工,需要选择刀具的刚性和耐磨性较高的刀具;对于一般加工,可以选择刀具的耐磨性和寿命较长的刀具。
4. 根据切削参数选择刀具不同的切削参数需要选择不同的刀具,比如对于高速切削,需要选择能够承受较高切削速度的刀具;对于重切削,需要选择刀具的刚性和稳定性较好的刀具。
株钻汽车零件与刀具
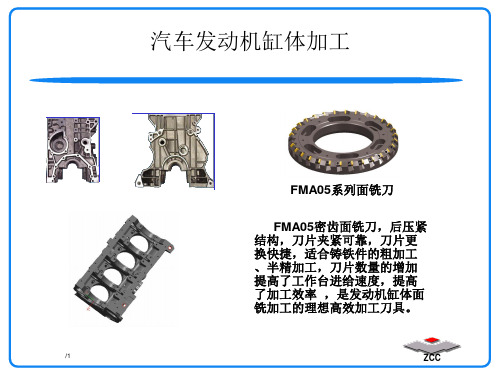
FMA05系列面铣刀
FMA05密齿面铣刀,后压紧 结构,刀片夹紧可靠,刀片更 换快捷,适合铸铁件的粗加工 、半精加工,刀片数量的增加 提高了工作台进给速度,提高 了加工效率 ,是发动机缸体面 铣加工的理想高效加工刀具。
/1
ZCC
汽车发动机缸体粗加工
FME01铣刀
•立装刀片 ,可靠性及经济性更高 •非常适合缸体的粗加工及半精加工 •高进给速度加工大大提高效率 •安全性能好。
/12
硬质合金YBC系列牌号及 金属陶瓷YNG系列牌号的 刀片加工钢制传动零件有 着独到优势,D系列槽型 使零件的粗、精加工更趋 合理。
ZCC
铝车轮及主轴的加工
最新推出的小松鼠系列刀具,采用人性化设计,一 刀多用,大大减少了刀具品种。能满足铝轮及主轴 零件的仿型面精车及槽的加工。
/13
ZCC
铸铁刹车盘的高效加工
ZCC
加工案例
Vc= 360 m/min
零件:刹车盘 材质:灰铁
HB280-320 加工内容:车 设备:CJK6150A 刀片型号:TNMA220412 牌号 : YBD052 ap=0.8-2.0 mm
Vc= 360 m/min
f= 0.4-1.1 mm/r
件/刃
100 80 60 40 20 0
/9
ZCC
铝制发动机活塞加工
柱塞外圆轮廓可使用具有锋利切 削刃的正前角ISO刀片加工,-LH 专用铝加工槽型,使切削更加轻 快。
/10
ZCC
齿轮箱的加工
ZCC提供各类专用、复合整体硬质合金刀具,并可根据您 的加工要求设计制作各类非标刀具,满足齿轮箱的加工。
/11
ZCC
传动轴零件的加工
株洲钻石高端刀具取得重大进展
株洲钻石高端刀具取得重大进展Ti-Al-X-N新型涂层技术是利用气相沉积方法在高强度工具基体表面涂覆几微米高硬度、高耐磨性难熔Ti-Al-X-N涂层,从而达到减少刀具磨损,延长寿命,提高切削速度的目的。
它是高档数控机床与基础制造装备国家重大专项课题取得的重要成果。
重大突破这一技术打破了国外企业在高端刀具涂层技术领域的垄断,提高了高档涂层刀具的国产化率,为汽车、航空等重点用户提高生产效率、降低生产成本打下了坚实基础。
应用前景株洲钻石刀具在关键的涂层技术上取得突破,使汽车发动机缸体某关键部件加工的刀具成本降低了30%,将其典型用户奇瑞汽车的发动机加工刀具国产化率从20%提升至47%,在替代进口,满足重点行业急需方面具有重大意义。
中国作为制造大国已是不争的事实。
但我国在数控切削刀具技术方面与国外相比仍存在差距,突出表现在先进涂层制造和涂层技术的基础研究方面。
金模刀具网首席分析师罗百辉认为,Ti-Al-X-N新型涂层技术的成功应用,一举打破了国外强势企业在高端刀具领域的垄断,为提高刀具的国产化率打下了坚实基础,为更好地满足重点行业需求创造了条件,具有重大的经济和社会效益。
承载刀具核心技术机床被称作“制造机器的机器”。
如果说高档数控机床是现代工业文明的艺术品,那么高端硬质合金精密刀具便是艺术品上的钻石,而钻石闪耀的光芒源自于刀具表面几微米厚的精密涂层。
据金模刀具网介绍,涂层刀具具有表面硬度高、耐磨性好、化学性能稳定、耐热耐氧化、摩擦系数小和热导率低等特性。
原因是涂层材料作为化学屏障和热屏障,减少了刀具与工件间的扩散和化学反应,从而减少了磨损,使得刀具寿命提高3,10倍以上,切削速度提高20%,100%。
可以说,薄薄一层涂料承载着刀具的核心技术。
目前涂层刀具在切削刀具中占的比例已达到80%。
由于国外企业在高端刀具领域占据垄断地位,在我国数控机床专项中,刀具及其核心涂层技术的地位日益受到重视,对涂层技术的突破被列入多项课题研究中。
数控刀具行业市场分析
数控刀具行业市场分析随着制造业的不断发展,数控刀具作为机械加工中的关键工具,其市场需求持续增长。
数控刀具的性能和质量直接影响到加工效率、精度和成本,因此在现代制造业中具有举足轻重的地位。
一、数控刀具行业市场规模近年来,全球数控刀具市场规模呈现稳步增长的态势。
据相关数据统计,全球数控刀具市场规模已从_____年的_____亿美元增长至_____年的_____亿美元,预计到_____年将达到_____亿美元。
在国内,随着制造业的转型升级,对高端数控刀具的需求不断增加。
国内数控刀具市场规模也在逐年扩大,从_____年的_____亿元增长至_____年的_____亿元,预计未来几年仍将保持较高的增长率。
二、数控刀具行业市场需求1、汽车制造业汽车制造业是数控刀具的主要应用领域之一。
汽车零部件的加工需要大量的高精度、高效率的数控刀具。
随着汽车行业的不断发展,尤其是新能源汽车的兴起,对数控刀具的需求将持续增长。
2、航空航天业航空航天领域对零部件的精度和质量要求极高,需要使用高性能的数控刀具。
近年来,我国航空航天事业发展迅速,这将进一步拉动数控刀具的市场需求。
3、模具制造业模具制造过程中需要用到各种复杂形状的刀具,数控刀具在提高模具加工精度和效率方面发挥着重要作用。
随着模具行业的不断发展,对数控刀具的需求也在逐渐增加。
4、电子信息产业电子信息产品的零部件趋于小型化、精细化,这对加工工艺和刀具提出了更高的要求。
数控刀具在电子信息产业中的应用越来越广泛,市场需求不断扩大。
三、数控刀具行业市场竞争格局目前,全球数控刀具市场主要由欧美、日韩等发达国家的企业占据主导地位。
这些企业具有技术先进、品牌知名度高、产品质量稳定等优势。
在国内市场,虽然国产数控刀具企业在技术水平和市场份额上与国际知名企业相比仍存在一定差距,但近年来发展迅速。
一些国内企业通过加大研发投入、提升产品质量和服务水平,逐渐在中高端市场占据一席之地。
四、数控刀具行业发展趋势1、高端化随着制造业对加工精度和效率要求的不断提高,高端数控刀具的市场需求将进一步扩大。
株洲钻石切削刀具样本

-PF 0.1 (0.08-0.2) 0.1 (0.08-0.2) 0.1 (0.08-0.2) 0.1 (0.08-0.2) 0.1 (0.08-0.2) 0.1 (0.08-0.2) 0.1 (0.08-0.2) 0.1 (0.08-0.2) 0.1 (0.08-0.2) 0.1 (0.08-0.2) 0.1 (0.08-0.2) 0.1 (0.08-0.2) 0.1 (0.08-0.2) 0.1 (0.08-0.2) 0.1 (0.08-0.2) 0.1 (0.08-0.2) 0.1 (0.08-0.2) 0.1 (0.08-0.2)
280-350
M 不锈钢
≤270
K
铸铁
180-250
YBM251 YBC301 YBM351 YBG202 YBG302 YBM251 YBC301 YBM351 YBG202 YBG302 YBM251 YBC301 YBM351 YBG202 YBG302 YBM251 YBM351 YBG202 YBG302 YBG102 YBD252
铣削 可转位铣削刀具
方肩铣刀 Kr:90o EMP01
台阶加工
槽铣加工
坡走加工
螺旋加工
插铣加工
直柄
B
铣 削
可 转 位
方 肩 铣 刀
刀具规格型号
型号
库存 ØD
EMP01 -012-G16-AP11-01
▲
12
直柄
-016-G16-AP11-02
▲
16
-020-G20-AP11-02
▲
20
-025-G25-AP11-03
▲
32
-025-XP25-AP16-02
▲
株洲钻石产品

YBM151 SNGN090308
YBM15 SNKT1205AZR-21
YBM151 SNMA090308
YBM151 SNMA120408
YBC252 SNMG090304-DM
YBC151 SNMG090304-PM
YBC351 SNMG090308
YBC151 SCMW09T304 YBC201 SDNB080209
YBM251 SEET120308PER-PF YBD152 SEET12T3-CF
YBD102 SEET12T3-CM YBM151 SEKN1203AFTN
YBD152 SEKN1204AFTN YBC201 SEKN1204AFTN
河北晶钻切削工具有限公司的诚信、实力和产品质量获得业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈。
电话:0319-8718889 传真:0319-8718889 手机:13784947595 15930944440
YBM151 CNMM120404 YBC251 CNMM120408
YD101 TNMG110304-PM
YC10 TNMG160404
YD101 TNMG160404R-ZC
YD051 TNMG160408
YC30S TNMG160408
YC10 TNMG220412
YD101 TNUN220408
YC30S TPAN1103PPS22PN
YC30S TPAN1603PP
YBC251 SCMT120408 YBC351 SCMT120408-HM
YBD102 SCMT120408-HR YBD151 SCMT120408-HR
株洲钻石 孔加工刀具

C
钻削刀具
钻孔数(个) 牌号介绍
非涂层牌号
YK20F
极高硬度的超细合金,突出的耐磨损性 能,刀具寿命更长。
YK30F
强度、韧性和耐磨性好的超细合金,切削刃具有良好 的强度。
5 C
孔加工刀具
整体硬质合金钻头命名规则
代号 1 2 3 4 5 6 7 8 9 符合DIN338的规定 符合DIN1897的规定 符合QJ/ZZQ(TO)01.001.002的规定 符合DIN6537K的规定 符合DIN6539的规定 符合DIN6537L的规定 说 明
1 C
孔加工刀具
整体硬质合金钻头选用方法
产品外形图 产品规格图 产品所属大类
SH系列
高硬度钢加工
外冷却型
直柄型
● ●
适用于高硬度钢(HRC 40~60)的钻削加工。 小螺旋角与大芯厚设计,提高了刀具的刚性。
钻头 直径 钻孔 深度 冷却 方式
外冷 外冷 外冷 外冷 外冷 外冷 外冷 外冷 外冷 外冷 外冷 外冷 外冷 外冷 外冷 外冷 外冷 外冷 外冷
长度系列
几何类型
代号 1 钻削刀具
说 明
代号 C
说 明 内冷却方式 外冷却方式
C
钻削刀具
整体硬质合金钻头命名规则
缺省
刀具类型
冷却方式
1 7 3 6 SU 05 C -0850
柄部类型
代号 1 2 3 5 7 9 普通直柄 符合DIN10规定的方头直柄 符合DIN1809规定的双平头直柄 符合DIN6535HA规定的直柄 符合DIN6535HE的斜削柄 锥柄 说 明 代号 0 3 4 5 6 7 麻花钻 多用途麻花钻 定心钻头 阶梯钻 三刃钻头 直槽钻头
沈阳株钻数控工具有限公司企业信用报告-天眼查
品信息、进出口信息 八.年报信息
*以上内容由天眼查经过数据验证生成,供您参考 *敬启者:本报告内容是天眼查接受您的委托,查询公开信息所得结果。天眼查不对该查询结果的全面、准确、真实性负
企业类型:
有限责任公司(自然人投资或控股)
所属行业:
批发业
经营状态:
存续
注册资本:
81 万人民币
注册时间:
2014-03-20
注册地址:
沈阳市沈河区太清宫街 99 号 512
营业期限:
2014-03-20 至/
经营范围:
数控工具、机械产品、量具刃具、电子产品、汽车配件、建筑材料、橡胶制品、劳保用品、办公用品、
2014-06-30
4
序号
6
变更项目
高级管理人员 备案(董事、 监事、经理 等)
变更前内容
变更后内容
1 李樾海执行董事兼总经理;2 卜绍伯监事;
1 卜绍伯执行董事兼总经理;2 魏淑华 监事;
变更日期
2014-06-30
1.4 主要人员
序号
1 2
姓名
魏淑华 曹洋
职位
监事 执行董事兼总经理
二、股东信息
序号
2
股东
曹洋 魏淑华
股东类型
自然人 自然人
投资数额(万元)
/ /
三、对外投资信息
截止 2018 年 11 月 24 日,根据国内相关网站检索及天眼查数据库分析,未查询到相关信息。不排除因信 息公开来源尚未公开、公开形式存在差异等情况导致的信息与客观事实不完全一致的情形。仅供客户参 考。
整体硬质合金微小径铣刀

整体硬质合金微小径铣刀
株洲钻石切削刀具股份有限公司
【期刊名称】《航空制造技术》
【年(卷),期】2008(000)012
【摘要】株洲钻石切削刀具股份有限公司拥有当今世界先进的生产工艺技术,拥有一支强大的科研开发队伍,具有世界一流的可转位数控刀片生产线及配套刀具生产线、整体硬质合金孔加工刀具生产线、机夹、焊接刀片生产线、非金属陶瓷刀片及结构件生产线,并成立了集科研、应用研究为一体的研发中心。
【总页数】1页(P102)
【作者】株洲钻石切削刀具股份有限公司
【作者单位】株洲钻石切削刀具股份有限公司
【正文语种】中文
【中图分类】TG135.5
【相关文献】
1.整体式硬质合金微铣刀的几何结构优化与在位放电制备 [J], 杨正杰;张勇斌;徐凌羿;王英英
2.山特维克可乐满CoroMill Plura整体硬质合金铣刀系列:找到合适的铣刀 [J],
3.整体硬质合金球头铣刀铣削典型模具钢4 Cr5 MoSiV1特性实验研究 [J], 杨小璠;刘菊东;李凌祥;何耿煌
4.基于Ansys Workbench的不同悬伸量整体硬质合金立铣刀模态分析 [J], 李建
兵;柴柱;程文星
5.淬硬钢专用整体硬质合金立铣刀设计及其切削性能 [J], 王斌;孟漪
因版权原因,仅展示原文概要,查看原文内容请购买。
企业信用报告_广州市株钻切削刀具有限公司
广州市株钻切削刀具有限公司
基础版企业信用报告
பைடு நூலகம்目录
一、企业背景 .........................................................................................................................................................5 1.1 工商信息 ......................................................................................................................................................5 1.2 分支机构 ......................................................................................................................................................5 1.3 变更记录 ......................................................................................................................................................5 1.4 主要人员 ......................................................................................................................................................6 1.5 联系方式 ......................................................................................................................................................6
株洲钻石切削刀具股份有限公司_企业报告(业主版)
数控刀具磨床采购项目[第二包标
准铣削刀具加工](重新招标)中
标结果公告(1)
株洲钻石切削刀具股份有限公司
烧结装盒机采购项目(重新招标)
中标结果公告(1)
株洲钻石切削刀具股份有限公司
周边磨床加工油过滤冷却系统采 创硕过滤设备(昆山)
购项目(重新招标)-中标结果公 有限公司
告
株洲钻石切削刀具股份有限公司
1.1 总体指标 ...........................................................................................................................1 1.2 需求趋势 ...........................................................................................................................1 1.3 项目规模 ...........................................................................................................................2 1.4 行业分布 ...........................................................................................................................3 二、采购效率 .................................................................................................................................6 2.1 节支率分析 .......................................................................................................................6 2.2 项目节支率列表 ................................................................................................................7 三、采购供应商 .............................................................................................................................7 3.1 主要供应商分析 ................................................................................................................7 3.2 主要供应商项目 ................................................................................................................8 四、采购代理机构..........................................................................................................................9 4.1 主要代理机构分析 ............................................................................................................9 4.2 主要代理机构项目 ..........................................................................................................10 五、信用风险 ...............................................................................................................................11 附录 .............................................................................................................................................16
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ZCC
汽车发动机缸体加工
FMA05系列面铣刀 系列面铣刀 密齿面铣刀, FMA05密齿面铣刀,后压紧 结构,刀片夹紧可靠,刀片更 结构,刀片夹紧可靠, 换快捷, 换快捷,适合铸铁件的粗加工 半精加工, 、半精加工,刀片数量的增加 提高了工作台进给速度, 提高了工作台进给速度,提高 了加工效率 ,是发动机缸体面 铣加工的理想高效加工刀具。 铣加工的理想高效加工刀具。
200 0
ZCC
加工案例
工件: 工件:连杆 材质: 钢 调质HRC35-38 材质:40钢 调质 工序: 工序:钻孔 设备: 设备:日本专机 刀具:阶梯钻 D7.75*21 K20 刀具: 孔深: 孔深:21mm 转速: 转速:2600 转/分 分 进给: 进给:0.4 mm/r 结果:800件/支 结果: 件支 满足用户要求
100 80 60 40 20 0 YBD052
ZCC
加工案例
Ra=1.6um
Ra
5.6 4.8 4 3.2 2.4 1.6 0.8 0 YBD052
ZCC
零件: 零件:刹车盘 材质: 材质:灰铁 HB280-320 加工内容: 加工内容:车 设备: 设备:CJK6150A 刀片型号: 刀片型号:TNMA220412 YBD052 牌号 :
ZCC
等速万向节加工
采用BMR01/02球头立铣刀加工等速万向节上的圆槽,效率高,并 球头立铣刀加工等速万向节上的圆槽,效率高, 采用 球头立铣刀加工等速万向节上的圆槽 可获得良好的表面质量。 可获得良好的表面质量。
ZCC
加工案例
产品: 产品:抛物线钻头 加工设备:加拿大TRI-WAY专机 加工设备:加拿大 专机 材料: 材料:表面为粉末热锻层钢 孔/支 支 硬度HRC40~42 硬度 ~ 1500 被加工孔D8.8*32mm 。 被加工孔 Vc=62m/min, = 1200 f=0.16mm/r. 900 乳化液内冷。 乳化液内冷。 600 结果:1300孔/支, 结果: 孔支 300 被加工孔的尺寸精度及表面粗糙度均合格。 被加工孔的尺寸精度及表面粗糙度均合格。
0 抛物线钻头
ZCC
加工案例
产品: 产品:凹形主切削刃连杆钻头 机床:德国lindenmaier(7工位专机 , 工位专机), 机床:德国 工位专机 工件材料: 日本牌号), 工件材料:S48CVL1(日本牌号 , 日本牌号 被加工孔深23, 被加工孔深 , 1000 线速度为Vc= 线速度为 =58m/min, , 800 进给量f=0.12mm/r。 进给量 。 乳化液内冷。 乳化液内冷。 600 结果: 结果:900孔/支 孔支 400 被加工孔的尺寸精度及表面粗糙度均合格。 被加工孔的尺寸精度及表面粗糙度均合格。
ZCC
连杆的加工
抛物线连杆钻头 抛物线容屑槽,排屑更顺畅,主切削刃强度更高。 抛物线容屑槽,排屑更顺畅,主切削刃强度更高。 加厚钻心结构,刀具刚性更好。 加厚钻心结构,刀具刚性更好。 内外双主切削刃,被加工孔表面粗糙度更低, 内外双主切削刃,被加工孔表面粗糙度更低,散热条件更 刀具寿命更长。 好,刀具寿命更长。 内冷却。 内冷却。
ZCC
汽车发动机缸体粗加工
FME01铣刀 铣刀
•立装刀片 ,可靠性及经济性更高 立装刀片 •非常适合缸体的粗加工及半精加工 非常适合缸体的粗加工及半精加工 •高进给速度加工大大提高效率 高进给速度加工大大提高效率 •安全性能好。 安全性能好。 安全性能好
ZCC
汽车发动机缸体精加工
修光刃刀片
FMA01/02系列面铣刀 系列面铣刀
ZCC
连杆的加工
采用FMA01/02系列铣刀加工连杆平面,效 系列铣刀加工连杆平面, 采用 系列铣刀加工连杆平面 率高,表面质量好, 率高,表面质量好,可提供不同牌号和不同 槽型的刀片,满足不同材料连杆的加工。 槽型的刀片,满足不同材料连杆的加工。
ZCC
铝制发动机活塞加工
柱塞外圆轮廓可使用具有锋利切 削刃的正前角ISO刀片加工,-LH 刀片加工, 削刃的正前角 刀片加工 专用铝加工槽型, 专用铝加工槽型,使切削更加轻 快。
可安装不同槽型刀片分别用于铸铁、钢材、 可安装不同槽型刀片分别用于铸铁、钢材、铝 合金等材料加工,刀片有8个刃 刀尖强度高, 个刃, 合金等材料加工,刀片有 个刃,刀尖强度高, 经济性能好,面铣效果优良,是发动机缸体面铣 经济性能好,面铣效果优良, 半精加工、精加工的理想刀具。 半精加工、精加工的理想刀具。
是铁基系粉末冶金连杆螺栓孔加工的理想刀具
ZCC
连杆的加工
凹形主切削刃连杆钻头
凹形主切削刃设计。断屑可靠,钻头的定心性好。 凹形主切削刃设计。断屑可靠,钻头的定心性好。尖角增 加过渡刃,提高了刀刃强度,抗崩刃性更好。 加过渡刃,提高了刀刃强度,抗崩刃性更好。是优质合金中碳
结构钢连杆螺栓孔加工的理想刀具。 结构钢连杆螺栓孔加工的理想刀具。 连杆螺栓孔加工的理想刀具
ZCC
铸铁刹车盘的高效加工
寿命 50%
新推出的黑金刚系列刀片, 新推出的黑金刚系列刀片,主要适合于灰口铸铁及球墨铸铁的高 速加工,在满足高速、高进给加工的同时又提高了刀片的耐磨性, 速加工,在满足高速、高进给加工的同时又提高了刀片的耐磨性, 广泛应用于汽车刹车盘零件的加工。 广泛应用于汽车刹车盘零件的加工。
容屑空间大,排屑畅快, 容屑空间大,排屑畅快,加工效率高 高精度、 高精度、长寿命刀体 优化的槽型和牌号实现高去除率切削 坚韧的硬质合金刀垫及刀片自定位使刀具更安全易用 修光刃刀片集高效率及高光洁度与一身
ZCC
汽车发动机缸体精加工
OFKR0704-DM -DF -LH
FMA04系列面铣刀 系列面铣刀
硬质合金YBC系列牌号及 系列牌号及 硬质合金 金属陶瓷YNG系列牌号的 金属陶瓷 系列牌号的 刀片加工钢制传动零件有 着独到优势, 系列槽型 着独到优势,D系列槽型 使零件的粗、 使零件的粗、精加工更趋 合理。 合理。
ZCC
铝车轮及主轴的加工
最新推出的小松鼠系列刀具,采用人性化设计, 最新推出的小松鼠系列刀具,采用人性化设计,一 刀多用,大大减少了刀具品种。 刀多用,大大减少了刀具品种。能满足铝轮及主轴 零件的仿型面精车及槽的加工。 零件的仿型面精车及槽的加工。
ZCC
汽车发动机缸体深孔加工
缸 体 深 孔 钻头
采用进口油孔棒料,排屑空间大, 采用进口油孔棒料,排屑空间大,精度 钻尖结构独特,稳定性好. 高,钻尖结构独特,稳定性好
ZCC
缸盖气门孔的精加工
缸盖气门内冷铰刀 双容屑槽设计, 双容屑槽设计,有效增 强刀具的刚性。 强刀具的刚性。内冷却结 Φ0.8~Φ1.5斜 构, Φ0.8~Φ1.5斜孔分 布在切削部分及导向部分 冷却更加充分。 ,冷却更加充分。
ZCC
齿轮箱的加工
ZCC提供各类专用、复合整体硬质合金刀具,并可根据您 提供各类专用、复合整体硬质合金刀具, 提供各类专用 的加工要求设计制作各类非标刀具,满足齿轮箱的加工。 的加工要求设计制作各类非标刀具,满足齿轮箱的加工。
ZCC
传动轴零件的加工
立方氮化鹏( 立方氮化鹏(CBN)刀片可以加 ) 工硬度HRC45-65的淬硬钢零件。 的淬硬钢零件。 工硬度 的淬硬钢零件
件/支
1000 800 600 400 200 0 阶梯钻
ZCC
加工案例
Vc= 360 m/min
零件: 零件:刹车盘 材质: 材质:灰铁 HB280-320 加工内容: 加工内容:车 设备: 设备:CJK6150A 刀片型号: 刀片型号:TNMA220412 YBD052 牌号 : ap=0.8-2.0 mm Vc= 360 m/min f= 0.4-1.1 mm/r 件/刃