常用材料手册(汇总版)收藏版
常用金属材料手册
4.热轧 H 型钢........................................................................................................ 35 5.冷弯型钢............................................................................................................ 35 第六节 管材知识.......................................................................................................... 36 1.管材的分类......................................................................................................... 36 2.无缝钢管............................................................................................................ 36 3.焊接钢管............................................................................................................ 37 第七节 不锈钢知识...................................................................................................... 37 1.不锈钢热轧钢..................................................................................................... 37 2.不锈钢冷轧钢板.................................................................................................. 38 3.各种不锈钢的特性和用途.................................................................................... 39 4.世界各国不锈钢标准钢号对照表 ......................................................................... 39 第二讲 有色金属材料(非黑色金属) ................................................................................. 42 第一节 有色金属概述................................................................................................... 42 1.有色金属分类..................................................................................................... 42 2.有色金属产品牌号表示方法................................................................................ 43 第二节 铜及铜合金...................................................................................................... 46 1.纯铜................................................................................................................... 46 2.铜合金................................................................................................................ 46 3.铜材................................................................................................................... 49 第三节 铝及铝合金...................................................................................................... 52 1.纯铝产品............................................................................................................ 52 2.压力加工铝合金.................................................................................................. 53 3.铝材................................................................................................................... 54 4.铸造铝合金......................................................................................................... 54 5.高强度铝合金..................................................................................................... 55 第三章 金属腐蚀基础................................................................................................................. 56 第一讲 金属腐蚀概述.......................................................................................................... 56 第一节 金属腐蚀的分类............................................................................................... 56 第二节 金属腐蚀的形态............................................................................................... 56 1.全面(均匀)腐蚀.............................................................................................. 57 2.孔蚀................................................................................................................... 57 3.缝隙腐蚀............................................................................................................ 58 4.脱层腐蚀............................................................................................................ 59 5.晶间腐蚀............................................................................................................ 59 6.选择性腐蚀......................................................................................................... 60 7.磨损腐蚀............................................................................................................ 60
材料手册(很全哦)
材料手册姓名:学号:班级:一、材料选择的基本原则多机械工程师在内,都可能把选材看成一种简单而不太重要的任务。
当碰到零件的选材问题时,他们一般都是参考相同零件或类似零件的用材方案,即经验法选材。
当无先例可循,同时对材料的性能又无特殊要求时,会偏向选用一种较万能的材料,如45号钢。
但严格地说,这种选材并不科学。
选材正变成一种严格地建立在试验与分析的基础上的科学方法。
掌握这种选材方法的要领,了解正确选材的过程,显然具有很大的实际价值。
零件在工作过程中最终都会发生失效,即零件完全被破坏或严重损伤,或不能满意地起到预掌握各种材料的特性,正确地选择和使用材料,是一项重要的任务。
包括许定的作用。
失效也可能是设计失效,也可能是选材失效,也可能是加工失效或安装使用失效。
找出失效原因,解决零件失效问题便具有基础。
这首先是一个机械工程师要做的工作,但从事工业设计人员也要了解这类分析,这将会为产品带来更合理的设计并减少设计的返工。
具体地说,应从下列5个方面进行考虑:1、考虑工作条件对材料使用性能的要求材料在使用过程中的表现,即使用性能,是选材时考虑的最主要根据。
不同零件所要求的使用性能是很不一样的,有的零件主要要求高强度,有的零件则要求耐磨性,而另外一些零件甚至无严格的性能要求,仅仅要求有美丽的外观。
因此,在选材时,首要的任务就是准确地判断零件所要求的主要使用性能。
对所选材料使用性能的要求,是在对零件的工作条件及零件的失效分析的基础上提出的。
零件的工作条件是复杂的,要从受力状态、载荷状态、工作温度、环境介质等几个方面全面分析。
受力状态有拉、压、弯、扭等;载荷性质有静载、冲击栽荷、交变载荷等;工作温度可分为低温、室温、高温、交变温度;环境介质为与零件接触的介质,如润滑剂、海水、酸、碱盐等。
为了更准确地了解零件的使用性能,还必须分析零件的失效方式,从而找出对零件失效起主要作用的性能指标。
有时,可通过改进强化方式或方法,可以将廉价材料制成性能更好的零件。
新编建筑工程常用材料手册.doc
目录第一章建筑钢材第一节型钢一、钢筋混凝土用热轧带肋钢筋一、钢筋混凝土用热轧带肋钢筋所谓热轧钢筋,系热轧成型并自然冷却的成品钢筋;带肋钢筋,系截面通常为圆形,且表面通常带有两条纵肋和沿长度方向均匀分布的横肋的钢筋。
带肋钢筋有月牙肋和等高肋之分。
月牙肋钢筋是指横肋的纵截面呈月牙形,且与纵肋不相交的钢筋;等高肋钢筋是指横肋的纵截面高度相等,且与纵肋相交的钢筋。
这里所说的纵肋,是平行于钢筋轴线的均匀连续肋;而横肋是与纵肋不平行的其他肋。
钢筋混凝土用热轧带肋钢筋的形状、尺寸、重量、尺寸允许偏差和技术要求,现行国家标准GB1499—91作了规定。
热轧带肋钢筋的级别分为Ⅱ、Ⅲ、Ⅳ级,其强度等级代号分别为:RL335、RL400、RL540 (RL590)其中R为热轧的汉语拼音字头。
热轧带肋钢筋的形状见图1-2和图1-3。
带肋钢筋的公称直径范围为8~50mm,本标准推荐的钢筋公称直径为8、10、12、16、20、 25、32和40mm。
钢筋的公称横截面积与公称重量、尺寸及允许偏差、重量偏差和技术要求见表1-3~1-8。
表1-3 带肋钢筋截面积与重量(GB 1499—91)注:表中公称重量按密度为7.85g/cm3计算。
图1-2 月牙肋钢筋表面及截面形状内径;α—横肋斜角;h—横肋高度;β—横肋与轴线夹角;h1—纵助高度;θ—纵肋斜角;a—纵肋顶宽;b—横肋顶宽;l—横肋间距图1-3 等高肋钢筋表面及截面形状d—钢筋内径;a—纵肋宽度;h—横肋高度;b—横肋顶宽;h1—纵肋高度;l—横肋间距;r—横肋根部圆弧半径表1-4 Ⅱ、Ⅲ级月牙肋钢筋尺寸及允许偏差(GB 1499—91) 表1-5 Ⅳ级等高肋钢筋尺寸及允许偏差(GB 1499—91)表1-6 钢筋交货实际重量与公称重量允许偏差(GB 1499—91)表1-7 带肋钢筋钢的牌号及化学成分(GB 1499—91)表1-8 带肋钢筋性能指标(GB 1499—91)二、钢筋混凝土用热轧光圆钢筋二、钢筋混凝土用热轧光圆钢筋钢筋混凝土用热轧光圆钢筋的级别、代号、尺寸、外形、重量和技术要求,现行国家标准(GB13013—91)作了规定。
新编常用金属材料手册

新编常用金属材料手册目录第一部分钢和钢材一钢的分类1、按冶炼方法分类2、按化学成分分类"3、按品质分类4、按用途分类5、按金相组织分类二钢材的分类1、按外形分类2、钢及钢种的名称、命名、符号三钢的牌号表示方法1、钢号的命名2、命名的原则3、钢号表示方法举例说明八钢材理论重量简易计算公式及规格表示方法1、钢材理论重量简易计算公式2、钢材规格表示方法九常用钢材的理论重量1、钢轨⑴重轨⑵起重钢轨⑶轻轨⑷钢轨用鱼尾板2、热轧型钢⑴圆钢和方钢⑵热轧圆盘条⑶热轧六角钢和八角钢⑷热轧扁钢⑸热轧普通工字钢⑹热轧轻型工字钢⑺热轧普通槽钢⑻热轧轻型槽钢⑼热轧等边角钢⑽热轧不等边角钢3、冷弯型钢⑴等边角钢⑵不等边角钢⑶等边槽钢⑷不等边槽钢4、钢板锅饭⑴中厚钢板⑵花纹钢板⑶薄钢板⑷整张薄铁板、酸洗板、镀锌用原扳⑸镀锡薄钢板(马口铁)5、钢管⑴无缝钢管理论重量⑵低压流体输送用镀锌焊接钢管⑶普通碳素钢电线套管⑷直径5~152毫米电焊钢管⑸螺旋焊缝电焊钢管⑹直缝卷制电焊钢管6、钢带7、钢丝⑴冷拉圆钢丝⑵冷拉六角钢丝⑶钢丝8、钢丝绳⑴圆股钢丝绳⑵圆股线接触钢丝蝇⑶异型股钢丝绳⑷密封钢丝蝇⑸粗直径钢丝绳⑹电梯用钢丝绳第一部分钢和钢材钢和钢材是两种不同的概念,两种不同的物体.它们的区别在于物体外形的不同。
钢〈钢水通过铸锭而成的钢锭)是生产钢材的原料,钢经过压力加工后所成的各种不同形状的钢(板、棒等}叫钢材.钢锭加工成钢材有一定的损耗(包括轧制过程中切去的头和尾、剪耗的边料、轧制过程脱落的氧化屑以及不够尺寸的短尺材等〉,一定量的钢坯轧制所成的合格材多少的比叫成材率。
而生产钢管、钢丝绳、钢丝均系二次轧材,损耗更大一些.一、钢的分类因为纲与钢材的区别仅仅是物理形状的区别,我们生产和生活上用的是钢材,所以在炼钢前就必须确定我们用户所需要的钢材的材质.这就能产需衔接好.钢,从不同的角度分析,就有不同的分类.如按用途分、按化学成分分、接冶炼方法分等,但提交货单一般是按钢种和形状提出.如碳素工具钢圆钢,从品质上讲它属于高级碳素钢.即优质钢,从化学成分上讲属于碳素结构钢的优质碳素结构钢,不属于合金结构钢.常见的是按用途来提出需求的。
汽车底盘零部件常用金属材料手册-汇总
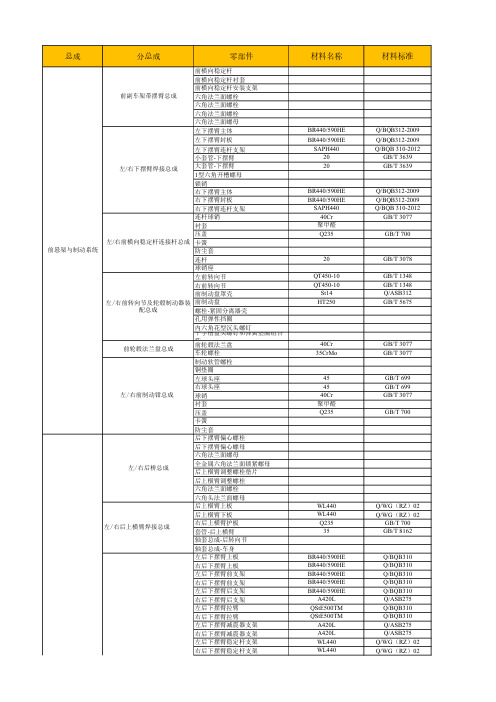
右前支架-后转向节安装位
左后支架-后转向节安装位
右后支架-后转向节安装位
调整支架-后下摆臂
左后下摆臂大轴套支架一
右后下摆臂大轴套支架一
左后下摆臂大轴套支架二
右后下摆臂大轴套支架二
套管-后下摆臂大轴套
套管-后下摆臂小轴套
防转支架
四方螺母
连杆球销
衬套
压盖
左/右后横向稳定杆连接杆总成 卡簧
防尘套
球销座
连杆
GB/T8162
GB/T699 GB/T3077
Q/ASB275
Q/BQB 403 GB/T699
GB/T 3077
Q235/ST12 GB/T699
GB/T699 GB/T3078 GB1348 GB1348 Q/ASB312 GB/T 9439
GB/T 699
GB/T3077
GB/T699 GB/T3077
后横向稳定杆左支架二 后横向稳定杆左/右支架总成
焊接方螺母 M8
后横向稳定杆右支架
后下摆臂大轴套端板
后下摆臂护板
左后下摆臂
右后下摆臂
左后下摆臂连接板
右后下摆臂连接板
后下摆臂小轴套连接板
连接板定位块
后下摆臂端板
左后下摆臂减震器支架
右后下摆臂减震器支架
左后稳定杆支架-下摆臂
左/右后下摆臂焊接总成
右后稳定杆支架-下摆臂 左前支架-后转向节安装位
Q/BQB310 Q/BQB310 Q/BQB310 Q/BQB310 Q/BQB310 Q/ASB275 Q/BQB310 Q/BQB310 Q/ASB275 Q/ASB275 Q/WG(RZ)02 Q/WG(RZ)02
后悬架与制动系统
常用塑料手册
丙烯腈-丁二烯-苯乙烯共聚物典型应用范围:汽车(仪表板,工具舱门,车轮盖,反光镜盒等),电冰箱,大强度工具(头发烘干机,搅拌器,食品加工机,割草机等),电话机壳体,打字机键盘,娱乐用车辆如高尔夫球手推车以及喷气式雪撬车等。
注塑模工艺条件:干燥处理:ABS材料具有吸湿性,要求在加工之前进行干燥处理。
建议干燥条件为80~90℃下最少干燥2小时。
材料温度应保证小于%。
熔化温度:210~280℃;建议温度:245℃。
模具温度:25~70℃。
(模具温度将影响塑件光洁度,温度较低则导致光洁度较低)。
注射压力:500~1000bar。
注射速度:中高速度。
化学和物理特性:ABS是由丙烯腈、丁二烯和苯乙烯三种化学单体合成。
每种单体都具有不同特性:丙烯腈有高强度、热稳定性及化学稳定性;丁二烯具有坚韧性、抗冲击特性;苯乙烯具有易加工、高光洁度及高强度。
从形态上看,ABS是非结晶性材料。
三中单体的聚合产生了具有两相的三元共聚物,一个是苯乙烯-丙烯腈的连续相,另一个是聚丁二烯橡胶分散相。
ABS的特性主要取决于三种单体的比率以及两相中的分子结构。
这就可以在产品设计上具有很大的灵活性,并且由此产生了市场上百种不同品质的ABS材料。
这些不同品质的材料提供了不同的特性,例如从中等到高等的抗冲击性,从低到高的光洁度和高温扭曲特性等。
ABS材料具有超强的易加工性,外观特性,低蠕变性和优异的尺寸稳定性以及很高的抗冲击强度。
聚酰胺6或尼龙6典型应用范围:由于有很好的机械强度和刚度被广泛用于结构部件。
由于有很好的耐磨损特性,还用于制造轴承。
注塑模工艺条件:干燥处理:由于PA6很容易吸收水分,因此加工前的干燥特别要注意。
如果材料是用防水材料包装供应的,则容器应保持密闭。
如果湿度大于%,建议在80℃以上的热空气中干燥16小时。
如果材料已经在空气中暴露超过8小时,建议进行105℃,8小时以上的真空烘干。
熔化温度:230~280℃,对于增强品种为250~280℃。
常用工程塑料手册.doc
常用塑料手册(20种)1.ABS 丙烯腈-丁二烯-苯乙烯共聚物典型应用范围:汽车(仪表板,工具舱门,车轮盖,反光镜盒等),电冰箱,大强度工具(头发烘干机,搅拌器,食品加工机,割草机等),电话机壳体,打字机键盘,娱乐用车辆如高尔夫球手推车以及喷气式雪撬车等。
注塑模工艺条件:干燥处理:ABS材料具有吸湿性,要求在加工之前进行干燥处理。
建议干燥条件为80~90℃下最少干燥2小时。
材料温度应保证小于0.1%。
熔化温度:210~280℃;建议温度:245℃。
模具温度:25~70℃。
(模具温度将影响塑件光洁度,温度较低则导致光洁度较低)。
注射压力:500~1000bar。
注射速度:中高速度。
化学和物理特性:ABS是由丙烯腈、丁二烯和苯乙烯三种化学单体合成。
每种单体都具有不同特性:丙烯腈有高强度、热稳定性及化学稳定性;丁二烯具有坚韧性、抗冲击特性;苯乙烯具有易加工、高光洁度及高强度。
从形态上看,ABS是非结晶性材料。
三中单体的聚合产生了具有两相的三元共聚物,一个是苯乙烯-丙烯腈的连续相,另一个是聚丁二烯橡胶分散相。
ABS的特性主要取决于三种单体的比率以及两相中的分子结构。
这就可以在产品设计上具有很大的灵活性,并且由此产生了市场上百种不同品质的ABS材料。
这些不同品质的材料提供了不同的特性,例如从中等到高等的抗冲击性,从低到高的光洁度和高温扭曲特性等。
ABS材料具有超强的易加工性,外观特性,低蠕变性和优异的尺寸稳定性以及很高的抗冲击强度。
2.PA6 聚酰胺6或尼龙6典型应用范围:由于有很好的机械强度和刚度被广泛用于结构部件。
由于有很好的耐磨损特性,还用于制造轴承。
注塑模工艺条件:干燥处理:由于PA6很容易吸收水分,因此加工前的干燥特别要注意。
如果材料是用防水材料包装供应的,则容器应保持密闭。
如果湿度大于0.2%,建议在80℃以上的热空气中干燥16小时。
如果材料已经在空气中暴露超过8小时,建议进行105℃,8小时以上的真空烘干。
34278推荐建筑材料常识完全手册35页word文档
【推荐】建筑材料常识完全手册完全手册之管道的分类对于家庭装修来说,给排水管道主要是讲给水管道部分。
现在市面上的管道材质五花百门,用户往往摸不到头绪。
那么究竟有那些种类,又有那些合适使用呢?下面,我们会详细进行分析。
一、管道类型1、镀锌铁管镀锌铁管是目前使用量最多的一种材料,由于镀锌铁管的锈蚀造成水中重金属含量过高,影响人体健康,许多发达国家和地区的政府部门已开始明令禁止使用镀锌铁管。
目前我国正在逐渐淘汰这种类型的管道。
2、铜管一种比较传统但价格比较昂贵的管道材质,耐用而且施工较为方便。
在很多进口卫浴产品中,铜管都是首位之选。
价格是影响其使用量的最主要原因,另外铜蚀也是一方面的因素。
3、不锈钢管不锈钢管是一种较为耐用的管道材料。
但其价格较高,且施工工艺要求比较高,犹其其材质强度较硬,现场加工非常困难。
所以,在装修工程中被选择的机率较低。
4、铝塑复合管铝塑复合管是目前市面上较为吃香的一种管材,由于其质轻、耐用而且施工方便,其可弯曲性更适合在家装中使用。
其主要缺点是在用作热水管使用时,由于长期的热胀冷缩会造成管壁错位以致造成渗漏。
5、不锈钢复合管不锈钢复合管与铝塑复合管在结构上差不多,在一定程度上,性能也比较相近。
同样,由于钢的强度问题,施工工艺仍然是一个问题。
6、 PVC管PVC(聚氯乙烯)塑料管是一种现代合成材料管材。
但近年内科技界发现,能使PVC变得更为柔软的化学添加剂酞,对人体内肾、肝、睾丸影响甚大,会导致癌症、肾损坏,破坏人体功能再造系统,影响发育。
一般来说,由于其强度远远不能适用于水管的承压要求,所以极少使用于自来水管。
大部分情况下,PVC管适用于电线管道和排污管道。
7、 PP管PP(Poly Propylene)管分为多种,分别有:1、PP-B(嵌段共聚聚丙烯)由于在施工中采用溶接技术,所以也俗称热溶管。
由于其无毒、质轻、耐压、耐腐蚀,正在成为一种推广的材料,但目前装修工程中选用的还比较少,一般来说,这种材质不但适合用于冷水管道,也适合用于热水管道,甚至纯净饮用水管道。
常用材料手册
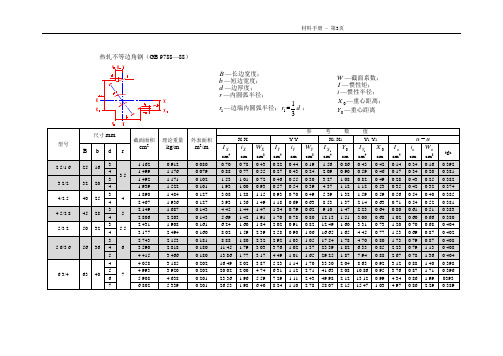
热轧不等边角钢(GB 9788—88)
2. 热轧不等边角钢通常长度:型号长度,m
2.5/1.6~9/5.6 4~12
10/6.3~14/9 4~19
16/10~20/12.5 4~19 3.不等边角钢材料:一般为碳素结构钢。
热轧工字钢(GB 706—
88)
h —高度;
b —腿宽度; d —腰厚度; t —平均腿厚度; r —内圆弧半径;
1r —腿端圆弧半径; I —惯性矩; W —截面系数; i —惯性半径;
S —半截面的静力矩
3. 轧制钢号,通常为碳素结构钢。
4. 表中标注的圆弧半径r、r1 的数据用于孔型设计,不做交货条件。
2. 槽钢的通常长度:型号5~8,长度为5~12m;型号>8~18,长度为5~19m;型号>18~40,长度为6~19m。
轧制钢号,通常为碳素结构钢。
3. 表中表注的圆弧半径r、r1 的数据用于孔型设计,不做交货条件。
常见特材材料手册

哈氏合金(Hastelloy alloy)一、引言哈氏合金是镍基合金的一种,目前主要分为B、C、G三个系列,它主要用于铁基Cr-Ni或Cr-Ni-Mo不锈钢、非金属材料等无法使用的强腐蚀性介质场合,在国外已广泛应用于石油、化工、环保等诸多领域。
其牌号和典型使用场合如下表所示。
哈氏合金牌号主要合金元素Ni-Mo Ni-Cr-Mo Ni-Cr-Fe-Mo典型使用场合盐酸等还原性介质氧化、还原性兼有的混合介质磷酸、硫酸、硫酸盐等N06455(C-4)N06059(C-59)N06007(G)N06985(G-3)N06030(G-30)合金牌号N10001(B)N10665(B-2)N10675(B-3)N10629(B-4)N10276(C-276)N06022(C-22)为改善哈氏合金的耐蚀性能和冷、热加工性能,哈氏合金先后进行了三次重大改进,其发展过程如下:B系列:B →B-2(00Ni70Mo28) →B-3C系列:C →C-276(00Cr16Mo16W4) →C-4(00Cr16Mo16) →C-22(00Cr22Mo13W3) →C-2000(00Cr20Mo16)G系列:G →G-3(00Cr22Ni48Mo7Cu)→G-30(00Cr30Ni48Mo7Cu)目前使用最广泛的是第二代材料N10665(B-2)、N10276(C-276)、N06022(C-22)、N06455(C-4)和N06985(G-3)。
第三代材料N10675(B-3)、N10629(B-4)、N06059(C-59)处于推广阶段。
由于冶金技术的进步,近年来出现了多个牌号的含~6%Mo的所谓“超级不锈钢”,替代了G系列合金,使得G系列合金的生产和使用迅速下降。
二、典型哈氏合金化学成分Ni Cr Mo Fe C Si Co Mn P S W V Cu Nb+Ta N10665(B-2)基≤1.026.0~30 ≤2.0≤0.02≤0.10≤1.0≤1.0≤0.04≤0.03N10276 (C-276) 基14.5~16.515.0~17.04.0~7.0 ≤0.01≤0.08≤2.5≤1.0≤0.04≤0.033.0~4.5≤0.035N06007(G-3)基21.0~23.5 6.0~ 8.0 18.0~21 ≤0.015≤1.0≤5.0≤1.0≤0.04≤0.03≤1.5 1.5~2.5 ≤0.50三、力学性能哈氏合金的力学性能非常突出,它具有高强度、高韧性的特点,所以在机加工方面有一定的难度,而且其应变硬化倾向极强,当变形率达到15%时,约为18-8不锈钢的两倍。
常用塑料完全手册(doc 9页)
常用塑料完全手册(doc 9页)1.ABS 丙烯腈-丁二烯-苯乙烯共聚物典型应用范围:汽车(仪表板,工具舱门,车轮盖,反光镜盒等),电冰箱,大强度工具(头发烘干机,搅拌器,食品加工机,割草机等),电话机壳体,打字机键盘,娱乐用车辆如高尔夫球手推车以及喷气式雪撬车等。
注塑模工艺条件:干燥处理:ABS材料具有吸湿性,要求在加工之前进行干燥处理。
建议干燥条件为80~90℃下最少干燥2小时。
材料温度应保证小于0.1%。
熔化温度:210~280℃;建议温度:245℃。
模具温度:25~70℃。
(模具温度将影响塑件光洁度,温度较低则导致光洁度较低)。
注射压力:500~1000bar。
(1bar=0.1Mpa)注射速度:中高速度。
化学和物理特性:ABS是由丙烯腈、丁二烯和苯乙烯三种化学单体合成。
每种单体都具有不同特性:丙烯腈有高强度、热稳定性及化学稳定性;丁二烯具有坚韧性、抗冲击特性;苯乙烯具有易加工、高光洁度及高强度。
从形态上看,ABS 是非结晶性材料。
三中单体的聚合产生了具有两相的三元共聚物,一个是苯乙烯-丙烯腈的连续相,另一个是聚丁二烯橡胶分散相。
ABS的特性主要取决于三种单体的比率以及两相中的分子结构。
这就可以在产品设计上具有很大的灵活性,并且由此产生了市场上百种不同品质的ABS材料。
这些不同品质的材料提供了不同的特性,例如从中等到高等的抗冲击性,从低到高的光洁度和高温扭曲特性等。
ABS材料具有超强的易加工性,外观特性,低蠕变性和优异的尺寸稳定性以及很高的抗冲击强度。
2.PA6 聚酰胺6或尼龙6典型应用范围:由于有很好的机械强度和刚度被广泛用于结构部件。
由于有很好的耐磨损特性,还用于制造轴承。
注塑模工艺条件:干燥处理:由于PA6很容易吸收水分,因此加工前的干燥特别要注意。
如果材料是用防水材料包装供应的,则容器应保持密闭。
如果湿度大于0.2%,建议在80℃以上的热空气中干燥16小时。
如果材料已经在空气中暴露超过8小时,建议进行105℃,8小时以上的真空烘干。
常用塑料手册(21种)
1.ABS 丙烯腈-丁二烯-苯乙烯共聚物俗名:超不碎胶典型应用范围:汽车(仪表板,工具舱门,车轮盖,反光镜盒等),电冰箱,大强度工具(头发烘干机,搅拌器,食品加工机,割草机等),电话机壳体,打字机键盘,娱乐用车辆如高尔夫球手推车以及喷气式雪撬车等。
注塑模工艺条件:干燥处理:ABS材料具有吸湿性,要求在加工之前进行干燥处理。
建议干燥条件为80~90℃下最少干燥2小时。
材料温度应保证小于0.1%。
熔化温度:210~280℃;建议温度:245℃。
模具温度:25~70℃。
(模具温度将影响塑件光洁度,温度较低则导致光洁度较低)。
注射压力:500~1000bar。
注射速度:中高速度。
化学和物理特性:ABS是由丙烯腈、丁二烯和苯乙烯三种化学单体合成。
每种单体都具有不同特性:丙烯腈有高强度、热稳定性及化学稳定性;丁二烯具有坚韧性、抗冲击特性;苯乙烯具有易加工、高光洁度及高强度。
从形态上看,ABS是非结晶性材料。
三中单体的聚合产生了具有两相的三元共聚物,一个是苯乙烯-丙烯腈的连续相,另一个是聚丁二烯橡胶分散相。
ABS的特性主要取决于三种单体的比率以及两相中的分子结构。
这就可以在产品设计上具有很大的灵活性,并且由此产生了市场上百种不同品质的ABS材料。
这些不同品质的材料提供了不同的特性,例如从中等到高等的抗冲击性,从低到高的光洁度和高温扭曲特性等。
ABS材料具有超强的易加工性,外观特性,低蠕变性和优异的尺寸稳定性以及很高的抗冲击强度。
2.PA6 聚酰胺6或尼龙6尼龙里含有极性基团,能吸收一定的水分,在室温下,这些水分可以起到增塑、降低刚性和硬度、产生强度的作用。
典型应用范围:由于有很好的机械强度和刚度被广泛用于结构部件。
由于有很好的耐磨损特性,还用于制造轴承。
注塑模工艺条件:干燥处理:由于PA6很容易吸收水分,因此加工前的干燥特别要注意。
如果材料是用防水材料包装供应的,则容器应保持密闭。
如果湿度大于0.2%,建议在80℃以上的热空气中干燥16小时。
材料手册

金属特性手册一,结构钢特性:08F 冷塑性好,易成形;焊接性能优良,时效敏感;切削加工性,冷拉正火态较退火态良好。
10 冷塑性好,板材正火或高温回后性能及佳,切削性,冷拉正火较退火态好,易焊接。
35 冷塑性尚好,各种焊接性能良好;切削性好;用于制作受力不大的机械零件及中小尺寸锻件。
45 中碳优质多强度钢,淬透性低,一般的正火态使用;只有要求高的零件才进行ML4行调质。
冷塑性一般;切削性,退火,正火比调质时好;适于氢焊和氩孤焊,不适于气焊。
20Cr,渗碳钢,高硬度;韧性比15CrA差,渗碳时钢晶粒有长大趋向。
38CrA,调质钢,钢的最后热处理为淬火和回火;切削加工性好;焊接性差。
25CrMnSiA,调质钢,在退火状态下塑性好,允许复杂形状的弯曲、锤拱、冲压;电弧焊和氢原子焊的焊接性好, 气焊和合格,焊接时,特是电弧焊和混合焊接时,开成裂纹的倾向不大;切削加工性尚好。
40Cr,调质钢,淬火与回火后其强度与屈服点都比45钢高得多,淬透性出比较好,零件形状复杂进在冷水中淬火易形成裂纹,故以在油中淬火为宜;有很大的回火脆性;当零件工作表面要求耐磨时还可以进行表面淬火或氰化处理。
冷变形时塑性中等,切削加工性尚好。
40CrNiMoA,调质钢,可以进行渗氮处理;在相当高的强度时还有很高的韧性;淬透性很高,可用作截面较大的零件;钢的焊接性差。
冷变形塑性中等,为了改善钢的机械加工性能可用高温退火或等温退火。
65Mn,它是一种弹簧钢,最后热处理为淬火和回火;其强度较高,淬透性较大,脱碳倾向小,但有过热敏感性,易出现淬火裂纹,并有回火脆性。
在退火状态下切削加工性尚好;焊接性好,冷变形塑性低,带材可供一般弯曲。
50CrVA,合金弹簧钢,钢的最后热处理为淬火和回火;热处理后具有较好的韧性,高的比例极限和强度极限,具有高的疲劳强度,的比值也较高,并有高的淬透性(与65Si2MnWA的淬透性相类似)与较低的过热敏感性;零件使用温度程300℃时,其弹性仍可保持。
常用塑料手册(20种)
1219常用塑料手册(20种)1.ABS丙烯腈-丁二烯-苯乙烯共聚物典型应用范围:汽车(仪表板,工具舱门,车轮盖,反光镜盒等),电冰箱,大强度工具(头发烘干机,搅拌器,食品加工机,割草机等),电话机壳体,打字机键盘,娱乐用车辆如高尔夫球手推车以及喷气式雪撬车等。
注塑模工艺条件:干燥处理:ABS材料具有吸湿性,要求在加工之前进行干燥处理。
建议干燥条件为80~90℃下最少干燥2小时。
材料温度应保证小于0.1%。
熔化温度:210~280℃;建议温度:245℃。
模具温度:25~70℃。
(模具温度将影响塑件光洁度,温度较低则导致光洁度较低)。
注射压力:500~1000bar。
注射速度:中高速度。
化学和物理特性:ABS是由丙烯腈、丁二烯和苯乙烯三种化学单体合成。
每种单体都具有不同特性:丙烯腈有高强度、热稳定性及化学稳定性;丁二烯具有坚韧性、抗冲击特性;苯乙烯具有易加工、高光洁度及高强度。
从形态上看,ABS是非结晶性材料。
三中单体的聚合产生了具有两相的三元共聚物,一个是苯乙烯-丙烯腈的连续相,另一个是聚丁二烯橡胶分散相。
ABS的特性主要取决于三种单体的比率以及两相中的分子结构。
这就可以在产品设计上具有很大的灵活性,并且由此产生了市场上百种不同品质的ABS材料。
这些不同品质的材料提供了不同的特性,例如从中等到高等的抗冲击性,从低到高的光洁度和高温扭曲特性等。
ABS材料具有超强的易加工性,外观特性,低蠕变性和优异的尺寸稳定性以及很高的抗冲击强度。
2.PA6聚酰胺6或尼龙6典型应用范围:由于有很好的机械强度和刚度被广泛用于结构部件。
由于有很好的耐磨损特性,还用于制造轴承。
注塑模工艺条件:干燥处理:由于PA6很容易吸收水分,因此加工前的干燥特别要注意。
如果材料是用防水材料包装供应的,则容器应保持密闭。
如果湿度大于0.2%,建议在80℃以上的热空气中干燥16小时。
如果材料已经在空气中暴露超过8小时,建议进行105℃,8小时以上的真空烘干。
常用材料选用手册

常用材料选用手册金属材料类别名称标记示例常用材料(规格)铸铁灰铸铁抗拉强度为200MPa的灰铸铁标记为:HT200 GB/T9439-1988HT150, HT200, HT250,HT300,HT350可锻铸铁抗拉强度为650MPa,伸长率为6%的珠光体可锻铸铁标记为:KTZ650-02 GB/T9440-1988KTH330-08,KTH370-12 (黑心)KTZ450-06,KTZ550-04,(珠光体)KTZ650-02,KTZ700-02KTB380-12,KTB400-05 (白口)球墨铸铁QT600-3 GB/T1348-1988 QT600-3, QT500-7,QT450-10蠕墨铸铁RuT420 JB/T4403-1987 RuT420 RuT380 RuT340 RuT300 RuT260铸钢工程用铸钢屈服强度为270MPa,抗拉强度为500Mpa的铸钢标记为:ZG270-500 GB/T11352-1998ZG200-400,ZG230-450,ZG270-500,ZG310-570,ZG340-640碳素结构钢屈(Q)服强度为235MPa,质量等级为A的沸(F)腾钢标记为:Q235-AF GB/T700-1988Q195,Q215,Q235,Q255,Q275优质碳素结构钢45GB/T699-199965Mn GB/T699-199908F,08,10F,10,15F,15,20,25,30, 35,40, 45,60,65,70,75,80,8515Mn,20Mn,25Mn,30Mn,35Mn,40Mn,45Mn,50Mn, 60Mn,65Mn,70Mn(数值为碳的平均万分含量)合金结构钢40Cr GB/T3077-199920CrMo GB/T3077-199920Cr,40Cr,15CrMo,20CrMo,30CrMo,35CrMo,12Cr1MoV弹簧钢65Mn GB/T1222-198455Si2Mn GB/T1222-198465,70,85,65Mn, 55Si2Mn,轴承钢高碳铬轴承钢GCr15 YB/T1-1980 GCr9,GCr15, GCr9SiMn, GCr15SiMn 高碳铬不锈轴承钢9Cr18 GB/T3086-82 9Cr18, 9Cr18Mo渗碳轴承钢G20GrMo GB/T3023-1982G20GrMo,G20GrNiMo, G20GrNi2Mo,G20Gr2Ni4,G10GrNi3Mo, G20Gr2Mn2Mo碳素工具钢T7 GB/T1298-1986 T7,T7A,T8,T8A 冷镦钢ML20 GB/T6478-1986 ML20,ML15Cr易切钢Y12 GB/T8731-1988 Y12,Y12Pb,Y15,Y15Pb,Y20,Y30,Y35,Y40Mn,Y45Ga耐热钢4Cr10Si2Mo GB/T1221-925Cr21Mn9Ni4Ni GB/T1221-924Cr10Si2Mo, 5Cr21Mn9Ni4Ni88699/2586702/214-----T GB T GB 圆钢铝及铝合金铸造铝合金 ZL101 GB/T1173-1995 ZL111 GB/T1173-1995 ZL101,ZL101A ,ZL102,ZL104,ZL105,ZL105A ,ZL106,ZL107,ZL108,ZL109,ZL110,ZL111,ZL114A ,ZL115,ZL116,ZL201,ZL201A ,ZL203,ZL204A ,ZL205A ,ZL207,ZL301,ZL303,ZL305,ZL401,ZL402 压铸铝合金YL112 GB/T15115-1994铝板 铝及铝合金轧制板 用8A06合金制造,O 状态,厚度为2.0mm,宽度为1200mmm,长度为4000mm 的定尺板材,标记为:板8A06-O 2.0×1200×4000 GB/T3880-1997对于不定尺板材,只注厚度,不注宽度。
【工程文档】常用钢铁材料完全手册(doc 9页)
状态
冷拉(轧)状态是指钢材在冷拉或冷轧后不再进行专门的热处理而直接交货的状态,也称加工硬化状态。与热轧(锻)状态相比,冷拉(轧)状态的钢材尺寸精度高、表面质量好、表面粗糙度低,并有较高的力学性能,同时,在冷拉(轧)后还可以经过附加热处理使强度有所降低,以满足不同的需求。但冷拉(轧)状态的钢材易遭受腐蚀或生锈,其包装,储运都有严格的要求,需在库房内保管,并应注意库房内的温湿度控制
划痕
(刮伤、擦伤、划伤、划道、拉丝、拉毛、直到)
钢材表面出现的直线或弧线沟痕,其深浅不一,通常可见沟底,连续或断续的分布于钢材的局部或全长,多因受到尖锐的硬物划擦有关,故称划痕,也称刮伤、擦伤、划伤、划道、拉丝、拉毛、直到等。在高温下形成的划痕,伤口处表面覆有薄层氧化铁皮;在常温下形成的划痕,伤口处呈现金属光泽或黄锈;在运输、堆放过程中形成的划痕,则在伤口处有高低不平的凹凸面和其他非金属夹杂物
短尺长度
凡小于标准长度中通常长度下限,但不小于规定的最小允许长度的长度,称为短尺长度,简称短尺。如上例提到的普通钢热轧圆钢,最小允许长度为2.5,凡长度为2.5~4m的就都属于短尺。标准规定,按通常长度交货的钢材,允许交付一定量的短尺
定尺长度
按订货要求,切成某一指定尺寸的长度,称为定尺长度(钢板的定尺长度包括长度和宽度的尺寸)
化学成分
钢铁产品的化学组成,包括主要成分和杂质元素,其含量以质量百分比表示
成品成分
钢铁材料的成品成分又叫验收分析成分,是指从成品钢材上按照规定方法钻取或刨取试屑,并按规定的标准方法分析的来的化学成分
保证条件
按照钢材标准的规定,生产厂应该进行检验并保证检验结果符合规定的项目,称为保证条件
基本保证条件
基本保证条件也叫必保条件,无论需方是否在合同中提出要求,生产厂都必须按照标准进行检验并保证检验结果符合规定的项目,它保证钢材满足一般的、最低的使用要求,订购是不必单独提出,也无需在合同中注明
常用工程塑料手册.doc
常用塑料手册(20种)1.ABS 丙烯腈-丁二烯-苯乙烯共聚物典型应用范围:汽车(仪表板,工具舱门,车轮盖,反光镜盒等),电冰箱,大强度工具(头发烘干机,搅拌器,食品加工机,割草机等),电话机壳体,打字机键盘,娱乐用车辆如高尔夫球手推车以及喷气式雪撬车等。
注塑模工艺条件:干燥处理:ABS材料具有吸湿性,要求在加工之前进行干燥处理。
建议干燥条件为80~90℃下最少干燥2小时。
材料温度应保证小于0.1%。
熔化温度:210~280℃;建议温度:245℃。
模具温度:25~70℃。
(模具温度将影响塑件光洁度,温度较低则导致光洁度较低)。
注射压力:500~1000bar。
注射速度:中高速度。
化学和物理特性:ABS是由丙烯腈、丁二烯和苯乙烯三种化学单体合成。
每种单体都具有不同特性:丙烯腈有高强度、热稳定性及化学稳定性;丁二烯具有坚韧性、抗冲击特性;苯乙烯具有易加工、高光洁度及高强度。
从形态上看,ABS是非结晶性材料。
三中单体的聚合产生了具有两相的三元共聚物,一个是苯乙烯-丙烯腈的连续相,另一个是聚丁二烯橡胶分散相。
ABS的特性主要取决于三种单体的比率以及两相中的分子结构。
这就可以在产品设计上具有很大的灵活性,并且由此产生了市场上百种不同品质的ABS材料。
这些不同品质的材料提供了不同的特性,例如从中等到高等的抗冲击性,从低到高的光洁度和高温扭曲特性等。
ABS材料具有超强的易加工性,外观特性,低蠕变性和优异的尺寸稳定性以及很高的抗冲击强度。
2.PA6 聚酰胺6或尼龙6典型应用范围:由于有很好的机械强度和刚度被广泛用于结构部件。
由于有很好的耐磨损特性,还用于制造轴承。
注塑模工艺条件:干燥处理:由于PA6很容易吸收水分,因此加工前的干燥特别要注意。
如果材料是用防水材料包装供应的,则容器应保持密闭。
如果湿度大于0.2%,建议在80℃以上的热空气中干燥16小时。
如果材料已经在空气中暴露超过8小时,建议进行105℃,8小时以上的真空烘干。