模具更换的标准作业流程
标 准 换 模 作 业 指 导 书
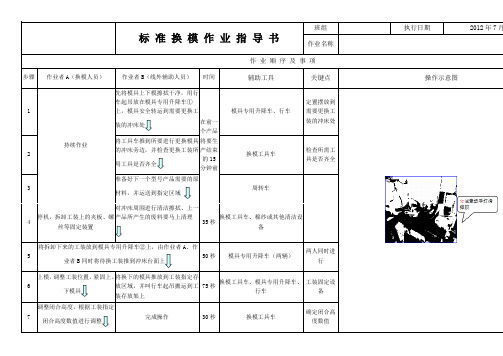
先将模具上下模擦拭干净,用行车起吊放在模具专用升降车①上,模具安全转运到需要更换工
装的冲床处在前一个产品将要生产结束
分钟前
将工具车推到所要进行更换模具的冲床旁边,并检查更换工装所
用工具是否齐全
准备好下一个型号产品需要的原
材料,并运送到指定区域
停机,拆卸工装上的夹板、螺对冲床周围进行清洁擦拭、上一产品所产生的废料要马上清理
将拆卸下来的工装放到模具专用升降车②上,由作业者A、作业者B同时将待换工装推到冲床台面上
上模,调整工装位置,紧固上、
下模具
调整闭合高度,根据工装指定
闭合高度数值进行调整
开机、调试,观察冲床是否运行正常,工装是否固定牢固进行下一产品试生产。
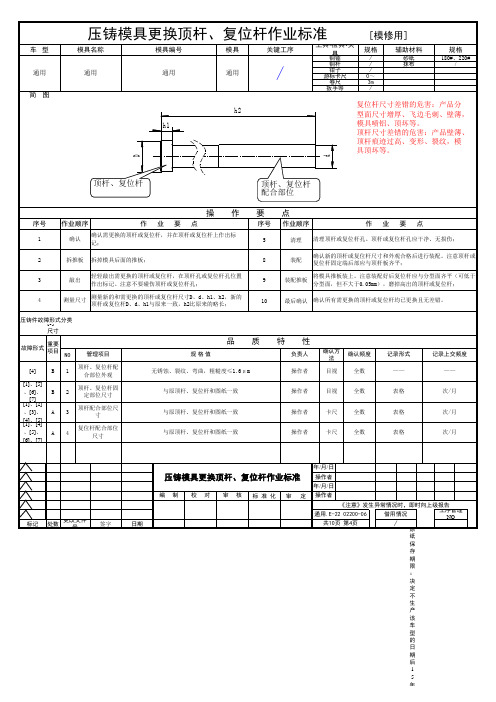
压铸模具更换顶杆复位杆作业标准
标记
处数
更改文件 号
签字
年/月/日
压铸模具更换顶杆、复位杆作业标准 操作者
年/月/日
编 制 校 对 审 核 标 准 化 审 定 操作者
日期
《注意》发生异常情况时,即时向上级报告
通用.E-22 02200-06
借用情况
工序管理
NO
共10页 第4页
/
原
纸
决
定
不
生
产
该
车
型
的
日
期
后
1
5 年
D d
顶杆、复位杆
顶杆、复位杆 配合部位
序号
1 2 3 4
作业顺序
操作
作业要点
确认
确认需更换的顶杆或复位杆,并在顶杆或复位杆上作出标 记;
拆推板 拆掉模具后面的推板;
敲出
轻轻敲出需更换的顶杆或复位杆,在顶杆孔或复位杆孔位置 作出标记。注意不要碰伤顶杆或复位杆孔;
测量尺寸
测量新的和需更换的顶杆或复位杆尺寸D、d、h1、h2,新的 顶杆或复位杆D、d、h1与原来一致,h2比原来的略长;
10
最后确认 确认所有需更换的顶杆或复位杆均已更换且无差错。
压铸件故障[1形] 式分类 尺寸
故障形式
重要 项目
NO
管理项目
[4]
B
[1]、[5] 、[6]、 B
[1][、7][2] 、[3]、 A [[41]]、 、[[54]] 、[5]、 A [6]、[7]
1
顶杆、复位杆配 合部位外观
2
顶杆、复位杆固 定部位尺寸
要点
序号 作业顺序
4
作业要点
5
清理 清理顶杆或复位杆孔。顶杆或复位杆孔应干净、无损伤;
模具结构变更及模具维修作业程序
射胶时间
注塑周期
□
不可以进行小批量生产
□
秒/啤
可以进行大批量生产
□
不可以进行大批量生产
□
模具存在问题:
前后模及柱位光洁度未达标 □
生产效率未达标
□
重大设计、制作缺陷
□
样板顶白拉白锲模
□ 加工部位多处免收(不含水口) □
10 啤内打脱模剂超过 1 次
□
备注:
工程 业务 品管 生产 工程
工程
工模部分派人员领取模具,制定生产计划, 执行改/修模,确保按时将改/修好之模具移 交原交接单位。
工程部负责跟进工模部改/修模的进度,确保 生产顺利进行。
工模 工程
注塑部制订试模计划,执行试模任务:品管 与工程到生产现场作技术与品质方面的指 导。
注塑 品管 工程
品管对注塑部所送的试模样板进行品质确 认: A. 试模产品品质不符合标准/要求:若不合
顶出机构 顶针 □ 丝 筒 针 □ 斜 顶 □ 推 板 □
复位机构 回针 □ 弹 簧 □ 橡 胶 □ 铲 机 □
进料机构 大水口 □ 细水口 □ 潜水口 □
特殊加工 光 面 □ 蚀 纹 □ 淬 火 □ 氮 化 □ 电 镀 □ 烧焊 □
互换性 藏 模具生产状况:
顶白 □ 粘水口 □ 拉花 □ 粘模 □ 变形 □ 顶爆 □ 拉爆 □ 行位不顺
5.2 工程部确认需改/修模后,由工程部签发“修改模通知单”(表 8.1)给工模部, 同时通知模仓管理员预备发模具,由工程部签发“试模通知及试模报告单”(表 8.2)给生产部注塑课。
5.3 工模部负责改/修模: 5.3.1 工模部在接到修/改模通知单后,及时分派人员至工模仓领取模具------仓管 员必须在接到工程部通知后,知会工模部人员一同至工模仓领/发模具; 5.3.2 工模部制定生产计划,并在“修改模通知单”上回复工程部修/改模的进度,; 5.3.3 工模部负责修/改模的生产实施、生产进度跟踪、制程品质状况控制,并按 时将改好之模具移交给原交接单位(仓库或注塑课)。
精益生产-SMED(快速换模)
精益生产-SMED (快速换模)什么是SMEDSMED (Single Minute Exchange of Die) ,中文翻译为“单分钟模具更换”,是精益生产的一项重要工具和方法。
它旨在缩短生产线上将机器从制造一种产品更改到制造另一种产品所需的时间。
这不仅减少了生产线停机的时间,也提高了生产的效率和灵活性。
在传统的生产方式下,更换生产线上的机器通常需要数小时甚至更长时间,这不仅浪费了大量的时间和人力资源,还可能导致生产线的晚点和延误。
而SMED的目标是在十分钟以内完成设备更换,以实现快速、高效和自动化的生产过程。
SMED的核心SMED 的核心是“不需要更改机器的内部部件”,其具体步骤包括:1.化繁为简:对操作中存在的冗余步骤和不必要的操作进行分析和削减。
2.外置作业:将某些操作从设备的内部移到设备外部,以便更换工作的同时进行,从而缩短换模时间。
3.标准化:统一设备更换和生产过程中的规范和操作,以减少人为干预和错误,在保证更符合用户需求的基础上提高生产效率。
如何应用SMED以下是应用SMED的一般步骤:1.选择目标设备:选择需要改进的设备或生产线。
2.进行当前状态分析:对目标设备或生产线的当前状态进行详细的分析,收集数据以了解设备更换的具体情况、需要更换的部件等。
3.建立改进团队:建立针对目标设备或生产线的改进团队,并在团队中确定角色和职责。
4.制定计划:根据目标设备或生产线的分析数据,制定针对该设备或生产线的具体改进计划,并分解为可行的实施方案。
5.实施改进:改进团队实施制定的改进方案,并对改进效果进行评估。
6.维持改进:在实施SMED后,要评估SMED的效果,并确保SMED持续生效。
SMED的好处应用SMED有以下好处:1.降低生产成本:SMED可显著缩短生产线停机时间,减少了人工成本和机器闲置成本,从而降低了生产成本。
2.增加生产效率:SMED的快速换模目标是在十分钟内完成设备的更换,保持生产线的连续生产状态,提高生产效率。
模具更换日期章作业指导书A0

模具技师
6 PU
订购非标准日期章
采购部按照TD提供的尺寸订购非标日 期章
采购工程师
7 TD
新日期章安装
8 TD
编制:XX 审批:XX
资料登记台帐
将新日期章安装到模具上
模具技师
将日期章的型号,规格,尺寸(是否 为非标)更换日期等资料登记到台帐 中
模具资料管理 员
制定日期:2016-4-26 审批日期:2016-4-28
XXX有限公司模具更换日期 章作业指导书
实施日期 版本
文件编号
2016-5-5 A/0
WI-07-08-002
受控状态 受 控 Controlled
模具更换日期章作业指导书
序 职责 号 部门
作业流程
作业描述
责任人
1 TD
更换前作业准备
需要准备的工具 1.数显游标卡尺 2.内六角扳手 3.新的日期章
模具技师
2 TD
旧日期章取出
将模具上的旧日期章取出
模具技师
3 TD 4 TD 5 TD
测量
1、测量模具上安装日期章的孔内径 2、测量新日期章外径
模具技师
检查日期章和 孔径的匹配
OK
NG
匹配OK:孔径与日期章外径间隙配 合,间隙≤0.02mm 匹配NG:孔径比日期章外径间隙配 合,间隙>0.02mm
模具技师
非标日期章数据提供
模具拆装实训安全操作规程

模具拆装实训安全操作规程
1.搬运模具时,注意上下模(或动定模)在合模状双手(一手扶上模,另一手托下模)搬运,注意轻放、稳放。
2.拆装模具时,首先应了解模具的工作性能,基本结构及各部分的重要性,按次序拆装。
3.使用铜棒、撬棒拆卸模具时,姿势要正确,用力要适当。
4.不得将零部件拿在手上用螺丝刀松紧螺丝;螺丝刀不可用铜棒或锤子锤击,不可当凿子使用。
5.尽量使用梅花扳手、开口扳手拆卸或扳紧螺栓,避免使用活动扳手时。
6.拆卸零部件要摆放整齐,且要平稳,工作面要朝上。
7.拆卸模具的弹性零件时应防止零件突然弹出伤人。
8.传递物件要小心,严禁随意投掷。
9.严禁用拆装工具玩耍、打闹,以免伤人。
10.安装模具应先固定上模,然后再装下模。
有导柱的模具调节冲床行程时,不要使导柱脱开导套。
调节行程后应将调节螺母拧紧。
SIPA2080EVO制瓶机注模更换SOP
娃哈哈生产线设备操作标准
SIPA20/80EVO制瓶机换模
操作标准
版本号:SOP-2014-01
杭州娃哈哈集团设备工程部
开合模安全装置
限位块固定丝
芯杆固定丝
分水板
感应器
型
腔板固定丝
导柱穿过型腔板
喷嘴板
用操作手柄将模具的安全装置打开,用手动低压开合模具若干次,,然后用高压压一下,再用低压打开模具。
关闭模具安装装置。
然后用35-36Nm 的扭力对角上紧螺丝。
对唇模的锥面加少许食品级润滑脂。
感
应
器
分
水
板
密级:机密受控文件
标准制定单位:设备工程部
标准发布时间:2014年11月
标准实施时间:2014年11月。
浇铸机模盘更换流程

浇铸机模盘更换流程英文回答:Changing the mold plate on a casting machine involves several steps. Here is the process I follow:1. Prepare the work area: Before starting the mold plate replacement, I make sure to clear the work area of any obstructions or debris. This ensures a safe and clean environment for the task.2. Shut down the machine: I turn off the casting machine and disconnect it from the power source. This step is crucial for the safety of both the operator and the equipment.3. Remove the old mold plate: Using the appropriate tools, I carefully remove the old mold plate from the machine. This may involve loosening screws or bolts and gently lifting the plate out.4. Clean the machine and mold cavity: After removing the old mold plate, I clean the machine and the mold cavity thoroughly. This helps to remove any residual materials or debris that may affect the quality of the casting.5. Install the new mold plate: I position the new mold plate in place and secure it using the appropriate fasteners. It is important to ensure that the plate is properly aligned and securely attached to the machine.6. Test the machine: Once the new mold plate is installed, I perform a test run to ensure that everythingis functioning correctly. This involves running a few test casts and checking for any abnormalities or issues.7. Resume production: If the test run is successful and there are no issues, I restart the casting machine and resume production. It is important to monitor the machine closely during the initial production runs to ensure that the new mold plate is working properly.中文回答:更换浇铸机模盘涉及几个步骤。
1 课件 快速换模SMED(1)

调整和试产 50%
大家不妨对比一下,看看即 使以传统的换模时间分配比 例来看,我们的产品切换是 否也符合这个比例?
问问我们自己,现在的拆装 模具时间是否只占整体的5% ? 通过对比,可以粗略地看出 是否与传统方式相比,我们 仍存在大量的时间浪费!
Strictly Confidential Restricted
二、传统的换模方式
最根本的浪费:时间 浪费是可见的,像库存和不良品(废品或返修品), 但可用的生产时间却经常是隐性的,并经常被忽略……
这其实就是在埋葬宝藏!!时间是最大的浪费!!!
生
损失时间
产
进
度 产品A 停产时
调整时 产品B
间
间
时间
Strictly Confidential Restricted
2人并行换模时,没有标准的作业顺序配合进行拆装和调整; 每个班次都觉得上个班次的调整达不到要求,需要重新调整; 一些人认为安装和调整时间越长,产品质量会越好。
Strictly Confidential Restricted
二、传统的换模方式
传统换模时间的分配:
测量、设置和较正
15%
拆装模具
5%
准备和清理工作 30%
成品被送到下一个工位 原材料在设备停机后才被移走 新模具、各种配件搬运到机台
➢ 机台准备换模时才发现配件缺陷或缺少,开始修复,甚至需要更换配件。
➢ 开始安装新模具时,才发现夹具或仪器设定有缺陷。 ➢ 缺少标准化的拆卸、安装和调整流程。
每个换模工根据他们自己的经验,按照他们认为合适的方式 进行拆装和调整,缺少标准;
步骤1、 使用《切换作业分析记录表》,分解整个切换过程,调查现状。
NO. 切换项目
模具管理作业指导书

模具管理作业指导书模具管理作业指导书一、概述模具管理作业指导书是为了确保模具管理的标准化和规范化,提高生产效率,降低模具损坏率,保障产品质量而编写的。
该指导书适用于所有需要进行模具管理的部门和员工,旨在为其提供明确的操作流程和规范。
二、关键词1、模具管理2、标准化3、规范化4、生产效率5、模具损坏率6、产品质量三、流程图1、模具验收2、模具入库3、模具使用4、模具保养5、模具检修6、模具报废四、正文1、模具验收在模具到货后,管理部门应组织相关技术人员进行验收。
验收内容包括模具的名称、规格、数量是否与订单一致,模具的外观、结构及性能是否符合要求等。
验收合格后,进行入库管理。
2、模具入库模具应按照规定的分类方法进行存放,并建立相应的台账。
存放环境应干燥、通风,防止模具受潮、生锈。
同时,要定期对模具进行整理和清洁,保证其存放状态良好。
3、模具使用使用部门应根据生产计划,提前向管理部门提出借用模具的申请。
申请应包括所需的模具型号、数量及相关技术要求。
管理部门审核无误后,将模具调拨至使用部门。
使用部门应严格按照操作规程使用模具,确保生产安全和产品质量。
4、模具保养使用部门应定期对模具进行保养,防止其损坏或降低使用寿命。
保养周期可根据模具的使用频率、工作环境等因素确定。
保养内容主要包括清洗、润滑、紧固等操作。
在使用过程中,如发现模具出现异常,应及时报告至管理部门进行检修。
5、模具检修当模具出现故障或异常时,管理部门应组织专业技术人员进行检修。
检修应按照规定的流程和标准进行,确保模具恢复性能良好。
检修完成后,应对模具的使用情况进行评估,必要时进行升级或更换。
6、模具报废对于无法修复或无使用价值的模具,管理部门应组织相关人员进行评估,决定其报废处理方式。
报废的模具应进行注销,并按照公司规定进行处置。
五、结论模具管理作业指导书是确保模具管理标准化、规范化的重要依据。
通过实施该指导书,可提高生产效率,降低模具损坏率,保障产品质量。
压铸模具更换浇口套、分流锥作业标准

浇口套与定模、 [4] A 5 压缸法兰连接部
位尺寸
[1]
A
Hale Waihona Puke 6浇口套与冲头配 合部位尺寸
标记 处数 更改文件号 签字
日期
品质
规格值
无锈蚀、裂纹,粗糙度≤0.8μm
特性
负责人
确认方法 确认频度
操作者
目视
全数
记录形式 ——
记录上交频度 ——
无锈蚀、裂纹,粗糙度≤0.8μm
操作者
目视
全数
——
——
无锈蚀、裂纹,粗糙度≤0.8μm
车型 通用 简图
模具名称 通用
压铸模具更换浇口套、分流锥作业标准
模具编号 通用
模具 通用
关键工序
/
工具•检具•夹
具
铜锤 铜棒 扳手等 游标卡尺 深度游标卡尺
规格
/ / / 0~250mm 0~200mm
辅助材料
砂纸 抹布
h2
浇口套
h1
分流锥
规格
180#、220#
D2 D1 d D3
序号
1 2 3 4
通用.E-22 02200-06 共10页 第5页
借用情况
/
工序管理NO
原 纸 保 存 期 限 : 决 定 不 生 产 该 车 型 的 日 期 后
15 年
A
作业顺序
h3
B
操作
作业要点
敲出浇口套 或分流锥
拧出冷却水管及固定螺栓,将有缺陷的浇口套或分流锥敲出;
确认浇口套 或分流锥
确认浇口套或分流锥已损坏且无法修复,并在浇口套、分流锥缺 陷处作好标记,浇口套、分流锥显眼处用油漆笔写上“报废、模 具号、日期”;
快速换模的6个步骤与7大法则

共益咨询目前有一位企业客户,他们是从事机械设备加工装配的企业,但是产品都是定制加工,而非流水线大批量生产。
其中一个产品甚至多达几十个系列,要求在生产中频繁更换模具,于是生产线上经常会遇到大批机器停机待转产,从而造成大量产能浪费,也引起质量和安全方面的隐性事故。
工厂已经开始考虑要添置设备来满足日益增长的订单需求。
看来是时候让工厂进行SMED的培训了。
SMED就是快速换模,要领会并做好快速换模主要由如下的六大步骤和七大法则组成:快速换模的六个步骤:快速切换的主要着眼点是减少切换是生产线停顿的时间,此种停顿的时间越短越好。
至于切换时速耗用的人工时间是否能够减少,不是考虑的重点,当然如果切换的人工时间也能减少,那就最好不过了。
为了减少切换的时间,必须依据下列的思想步骤,循序渐进、按部就班来进行。
1.计算整个生产准备时间.2.内外作业分离.3.内作业转化为外作业.4.缩短内作业时间5.改善外作业时间6.标准化新的生产准备程序.换模的七大法则:掌握了前述快速切换的思想步骤之后,所碰到的最大困难就是如何缩短内作业机外作业的动作时间。
以下几个技巧及法则若能确实做到,就能达到目的了。
法则一:并行操作所谓的平行作业就是指两个人以上共同从事切换动作。
平行作业最容易马上获得缩短内作业时间的效果。
又一个人慢条斯理地从事切换动作,也许需耗1小时才能完成。
若能由两人共同作业,也许会在40分钟或20分钟就能完成。
那么整个切换时间就由原先的1小时减为20分钟至40分钟之间。
而在平行作业中所需的人工时间或许会增多、不变、减少,都不是所要考虑的重点。
因为,缩短了切换的时间所获得的其他效果远大于人工成本的部分,此点是一般人较容易忽视的。
在从事平行作业时,两人之间的配合动作必须演练熟练,尤需注意安全,不可因为疏忽而造成意外伤害。
法则二:双脚勿动切换动作主要是依赖双手的动作完成,脚必须减少移动或走动的机会。
所以切换时所必须使用到的道具、模具、清洁等等都必须放在专用的台车上,并且要有顺序地整理好,减少寻找的时间。
上下模作业流程图

上下模作业流程图一、目的本流程图旨在明确模具上下模的操作步骤和要点,以确保生产过程中的安全和稳定,提高生产效率。
二、流程图说明1、模具准备在进行上下模作业前,需先检查模具是否完好无损,各部件是否齐全。
如有异常,需及时进行处理。
2、安全检查在进行上下模作业前,必须进行安全检查。
包括但不限于检查液压系统、气压系统、电气系统等,确保没有安全隐患。
3、模具搬运搬运模具时,需使用合适的工具,如吊车、叉车等,确保安全稳妥。
同时,要遵循相应的安全操作规程,防止工伤事故发生。
4、模具定位将模具放置在指定位置后,需进行初步定位。
此时,要确保模具的安装面与机床的工作台之间贴合、平稳。
5、紧固模具通过螺栓等紧固件将模具与机床工作台牢固连接。
在紧固过程中,应注意力度适中,避免损坏模具及工作台。
6、调整与校准完成模具紧固后,需对模具进行进一步的调整与校准,以确保其位置准确、符合加工要求。
7、试运行在完成模具的上下模作业后,应进行试运行,以检查模具的运行情况及加工质量。
如有异常,需及时进行调整。
8、生产加工试运行无误后,即可开始进行批量生产加工。
在此过程中,操作人员应严格遵守操作规程,密切模具的运行状态。
9、下模作业生产加工完成后,需进行下模作业。
首先进行安全检查,确保无安全隐患。
然后按照解体顺序依次取下模具各部件。
10、清理与维护下模作业完成后,要对模具进行清理和维护。
包括清除杂质、清洗表面、检查损伤等,确保模具保持良好的状态。
11、存储与保管清理和维护完成后,应将模具存放在干燥、通风良好的库房内,避免阳光直射和潮湿环境对模具造成损害。
同时,要遵循相应的安全规定,防止意外事故发生。
三、总结本流程图详细描述了上下模作业的全过程,从模具准备到存储保管,每个环节都进行了详细的说明和要求。
通过明确流程图,有助于操作人员更好地掌握上下模作业的步骤和要点,提高生产效率和质量。
也确保了生产过程中的安全和稳定。
在实际操作中,应根据具体情况对流程图进行调整和完善。
快速换模(SMED)的6个境界与步骤-中文CN(精)

快速换模(SMED)的6个境界与步骤大多数制造企业生产的产品不会仅是一二种而已,少则数十种,多则数万种也有。
不同类别的产品在生产的过程中必定有其不同的制造条件。
举倒来说:温度不同,工具、模具、胎具的不同,材料、零部作的不同甚至工作方法也有不同。
因此,在不同类别的产品更换时,生产线必须暂时停止生产活动,以便能更换并设定新的工作条作,这种更换设定的动作就称为“切换”。
“切换”时,因生产停顿所耗费的时间就称为“切换时间”。
“切换”的次数会因生产线产品种类的增多,或生产批量减少而相应增多。
每次“切换”耗费的时间,对工厂而言是损失。
为了减少这种损失,许多人想到的解决方式就是加大每一种产品的生产批量,以及减少产品的种类,这样每一个产品所分摊的平均切换损失就会减少。
换句话说,生产的批量越大,分摊的切换成本就越低。
但是如果批量超过了市场的需要量,多余的产品就必须储存起来保管。
储存时必然使用到仓库以及相关的防护保管及管理,所以每次生产的批量越大,“保管”的成本也就越高。
就“保管”成本而言,希望每次生产的批量越少越好。
到底该怎么办呢.如上所述为了避免“切换时间”的损失,许多人倾向于加大生产的批量数,以减少切换次数。
但是这种做法,仅仅考虑到切换本身成本的减少,却忽略工厂的整体效率。
例如:制造过多的浪费、等待的浪费、不良品的浪费、生产交付时间过长、物流混浊等等,尤其目前市场的趋势是走向少批量多品种、高品质、短交付期的新竞争的优势,就必须尽量缩短“切换时间”,这就是“快速换模(线)”的意义。
一.何为快速换模技术快速换模技术是由日本现场改善专家新乡重夫先生于1969年在丰田汽车以1000顿的压床由4小時的换线(模)时间,历经六个月的改善降到1.5小时换线(模)时间,再经3个月的改善,换线(模)时间再降至3分钟內完成的实际换线(模)案例所提倡的技术.其发展是从1950年即有换线(模)作业的设定预备工作有"內设定(线內作业)"和"外设定(线外作业)"之分的想法开始,历经19年时间所孕育出來。
快速换模的个步骤与大法则

快速换模的个步骤与大法则Revised by Hanlin on 10 January 2021目前有一位企业客户,他们是从事机械设备加工装配的企业,但是产品都是定制加工,而非流水线大批量生产。
其中一个产品甚至多达几十个系列,要求在生产中频繁更换模具,于是生产线上经常会遇到大批机器停机待转产,从而造成大量产能浪费,也引起质量和安全方面的隐性事故。
工厂已经开始考虑要添置设备来满足日益增长的订单需求。
看来是时候让工厂进行SMED的培训了。
SMED就是快速换模,要领会并做好快速换模主要由如下的六大步骤和七大法则组成:快速换模的六个步骤:快速切换的主要着眼点是减少切换是生产线停顿的时间,此种停顿的时间越短越好。
至于切换时速耗用的人工时间是否能够减少,不是考虑的重点,当然如果切换的人工时间也能减少,那就最好不过了。
为了减少切换的时间,必须依据下列的思想步骤,循序渐进、按部就班来进行。
1.计算整个生产准备时间.2.内外作业分离.3.内作业转化为外作业.4.缩短内作业时间5.改善外作业时间6.标准化新的生产准备程序.换模的七大法则:掌握了前述快速切换的思想步骤之后,所碰到的最大困难就是如何缩短内作业机外作业的动作时间。
以下几个技巧及法则若能确实做到,就能达到目的了。
法则一:并行操作所谓的平行作业就是指两个人以上共同从事切换动作。
平行作业最容易马上获得缩短内作业时间的效果。
又一个人慢条斯理地从事切换动作,也许需耗1小时才能完成。
若能由两人共同作业,也许会在40分钟或20分钟就能完成。
那么整个切换时间就由原先的1小时减为20分钟至40分钟之间。
而在平行作业中所需的人工时间或许会增多、不变、减少,都不是所要考虑的重点。
因为,缩短了切换的时间所获得的其他效果远大于人工成本的部分,此点是一般人较容易忽视的。
在从事平行作业时,两人之间的配合动作必须演练熟练,尤需注意安全,不可因为疏忽而造成意外伤害。
法则二:双脚勿动切换动作主要是依赖双手的动作完成,脚必须减少移动或走动的机会。
SMED-快速换模
具店买一般的扑克牌,那么魔术师要变出一些奇妙的魔术就会比较困难 了。所以魔术师所用的器具就称为道具,而不是工具。
切换动作是要尽可能使用道具不要使用工具。因为道具可提高切换 的效率,而缩短切换的时间。此外,测定的器具也要道具化,,用块规 或格条来替代用量尺或仪表的读取数值测定。最重要的一点就是要设法 减少道具的种类,以减少寻找、取放到局的时间。
境界二 :
Single Minutes Exchange Die 个位分钟换模
境界三 :
Zero Exchange Die 零换模
境界四 :
One Touch Exchange Die 一触换模
境界五 :
One Cycle Exchange Die 一周期换模
境界六 :
No Need Exchange Die 无需换模
法则四:剔除螺丝
在切换动作时,螺丝是最常见到被用来固定模具的方法。使用螺丝 当然有其必要性,但是装卸螺丝的动作通常占去了很多的切换时间。如 果仔细观察,还会发现,滥用螺丝的地方真是太多了。比方,本来只用 四个螺丝就够了,却用到六个,拧螺丝的圈数太多,也耗费时间,。螺 丝真正发挥上紧的功能只有最后一圈而已。因此,改善的最佳对策就是 要消除使用螺丝的固定方式。要有与螺丝不共戴天、必欲去之而后快的 心态。比方说可用插销、压杆、中介夹具、卡式插座、轴式凸轮锁定、 定位板等等的方式,来取代使用螺丝固定。
顾名思义,其目的旨在缩短作业转换的时间,而其关键点又在于划 定内部作业转换和外部作业转换,并将内部作业转换尽可能地变为外部 作业转换,然后尽可能地缩短内、外部作业转换时间。
名词解释
1. 换模:任何因产品更换,而必须使机器或生产线停止生产,以 从事更换动作皆是。又称为设置。
注塑模具移交作业规范

4.2.7注塑部生产完此订单后,由车间上下模人员将模具送回注塑模具仓库保养,依《模具验收标准》执行,移交、验收,并填写《模具签收表》详细描述模具状况并签收。注意模具在整个运输保养过程中必须轻拿轻放,防止模具受损。若模具需型修的由生产单位开出《模具设变、型修联络单》送到生管课,再由生管通知洗模员把模具送到修模组,并做好模具签收记录
记录表》。若试模NG退回给模具部继续改良,并填写《新模维修单》。
4.2.3试模送样OK后,工程把与此模所有相关的资料(图纸、SOP等)转入注塑、品保部签收,并及时通知生技送模到注塑部模具仓库验收、移交;生技要在《模具签收表》详细描述模具状况,连同模具一起转交注塑部模具仓库保管员进行验收,确认。
XXX光电有限公司
4.2.5生技移交模具到注塑部OK后,若此模不生产,则要严格按《模具保养流程图》进行保养,并在24小时内登录于《模具存储位置一览表》,并模具放入指定的位置进行保存。若注塑车间需生产(凭生管的洗模通知单),由模具保管员将模具取下送至待洗模区,由洗模员对模具进行清洗并通知生产车间相关人员拉模;双方在模具移交时要注意检查模具,并在《模具签收表》上签字确认,以备责任追踪。
3.0职责:
3.1:模具部:负责模具的制作、维修
3.2:注塑部:负责量产模具的送修、清洗、保养、维护与保存及模具异常的送修
3.3生技部:负责新模的试模
4.0:内容
4.1作业流程图(后附图)
模具装卸维修安全作业操作规程(3篇)
模具装卸维修安全作业操作规程一、总则1. 为保障员工在模具装卸维修过程中的人身安全,避免事故发生,制定本操作规程。
2. 本操作规程适用于公司所有涉及模具装卸维修作业的岗位。
3. 所有涉及模具装卸维修作业的人员应严格按照本操作规程进行操作,确保安全。
二、作业前准备1. 在进行模具装卸维修作业之前,必须进行岗前安全培训,对作业规程和安全注意事项进行了解和掌握。
2. 熟悉模具装卸维修作业的工作流程和各项安全设施的使用方法。
3. 仔细查看要使用的模具是否完好无损,有无表面破损或明显变形。
4. 检查使用的工具设备是否齐全、完好,并进行必要的维护和保养。
三、现场安全措施1. 在模具装卸维修作业现场设置明显的安全警示标志,以提醒他人注意此处正在进行作业。
2. 模具装卸维修作业现场应保持整洁,避免杂物堆放,确保通道畅通无阻。
3. 确保所需的安全设施完好无损,包括消防器材、急救箱等,并定期进行检查和维护。
4. 模具装卸维修作业现场应设置明显的应急出口标识,并保证出口畅通无阻。
四、模具装卸作业操作规程1. 进行模具装卸作业时,必须使用合适的防护设备,包括手套、眼镜、鞋子等,以防止意外伤害。
2. 进行模具装卸作业时,必须按照规定的方式和顺序进行操作,不得随意更改。
3. 操作人员在进行模具装卸作业时,必须与其他作业人员进行有效的沟通,确保作业的顺利进行。
4. 模具装卸作业过程中,操作人员必须保持警觉,特别是在搬运重型模具时,要注意力集中、脚踏实地。
5. 模具装卸作业过程中,操作人员必须严格按照规定的操作程序进行,不得进行错误或危险的操作。
五、模具维修作业操作规程1. 进行模具维修作业时,必须将模具完全拆解,并按照规定的顺序进行修复或更换损坏部件。
2. 进行模具维修作业时,必须使用合适的工具设备,并进行必要的安全防护措施。
3. 进行模具维修作业时,必须严格按照规定的程序进行操作,包括清洁模具、修复损坏部件、组装模具等。
4. 进行模具维修作业时,必须进行全面的检查和测试,确保维修后的模具质量符合要求。
关于模具改模的标准作业流程
关于模具改模的标准作业流程
一、目的
为了规范模具(改模)改良的具体细节及作业流程。
二、范畴
适用大新公司的模具改良及新模制作。
三、具体流程
1、改模前需有正式的书面报告或通知及品管课产品改良通知书或客户书面指
令。
2、技术课接到改模通知后安排设计员需先设计好改模图纸并在改模图纸上重点
标示改模前与改模后的尺寸,以重点突出改模的位置或尺寸并逐级签名审核。
3、模具经修改完后,技术课模保员开具试模单给生管课,由生管课安排时间试
模。
4、试完模后,现场主管要签署意见,技术课模保员把试模的产品、试模单,转
技术课设计员进行产品尺寸测量及检验。
5、技术课设计员检验完后如实将检验数据填写在产品检验表处,如各尺寸都符
合图纸的要求,模保员将试模单、改模后确认的图纸、及产品检验表、试模产品等交给品保课处。
6、品保课经测试功能及相关尺寸完后通知技术课模保员,由技术课模保员送至
厂长签署意见。
7、厂长签署意见合格后,试模单转生管课归档,发放相关单位。
8、开新模的程序亦同,技术课设计员依产品尺寸的要求设计划图,设计正式图
纸,经逐级签名审批,盖上图纸专用章,由模保员归档发放相关部门。
9、以上每一程序都应有相关负责人签署意见,并且每一工序合格后方可流入下
一工序。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模具更换得标准作业流程!
第一节换模前得准备工作
根据车间生产计划安排,做好换模前得准备工作。
1。
戴上安全帽,准备好抹布、防锈剂、扳手等拆模工具;
2.对待装得模具进行检查:
〈1>、根据模具得外行尺寸,选择所能安装得机台(一般情况下,都由车间计划指定好机台,无需自行选择);
〈2〉、模具得冷却水管接头就是否安装完好,水路就是否通畅(通上气路进行检查);
〈3>、模具就是否使用抽插芯功能,如有请准备好油管与油管接头,并对它们进行检查,发现螺纹丝口不好得请不要使用,以免好得螺纹也被损坏,而且会有漏油现象;
〈4>、装好吊环(弯曲得吊环不用),吊环旋入模具得深度必须大于吊环直径得1、5倍,如吊环面与模具还未贴与必须使用垫片,防止吊环弯曲断裂。
3。
对吊车进行检查:
应检查吊车动作状况及各按钮功能就是否健全正常,特别就是急停按钮要进行测试,若发现有问题应立即停止,挂上“禁止使用”告示牌,通知班长报修。
4.对钢丝绳、卸扣进行检查:
使用得钢丝绳就是否存在断股、打圈、所吊模具就是否超重?如有应立即更换钢丝绳。
配合起吊用得卸扣不得有弯曲变形,与起吊模具吨位不符。
第二节吊装安全要点
模具在吊装过程中要注意以下方面问题:
1。
10吨以上得模具(包含10吨)能使用四只吊环得必须使用两根钢丝绳双吊四只吊环,配合使用得每只卸扣载荷量不得小于10吨。
十吨以下得模具使用单根钢丝绳双吊环。
2. 装钩时,严禁一边挂钩一边操作吊车,防止手指被夹在吊钩与钢丝绳之间而受伤。
3. 模具起吊后检查就是否水平,不得左、右或前倾斜,可允许微少得后倾斜。
4、单只吊环起吊得必须使用锁模连接片,以防模具晃动,动、定模分离。
起吊模具时,思想要集中,并要小心谨慎,瞧清按钮方向以防按错按钮出现意外事故。
5、模具起吊开始要慢慢吊起(不可快速突然起吊)高度离地要在80毫米以下,待模具移到机器前,稳住晃动后才可升高移到模板中间,进入格林柱之前必须有
一人在机器定模板上方指挥稳住模具。
严禁模具碰撞哥林柱,导致哥林柱被撞伤,损坏模板铜套.
6.严禁站在被吊模具下方操作.起吊模具时,操作者应与模具保持1米以上距离(水平方向)装模具下方水嘴时,除手掌部位外,身体任何部位不准位于模具坠落区域。
7. 起吊模具过程中,应通知过道中得人让开,严禁起吊得模具从有人得上方,机器上方经过。
8.严禁模具在空中长时间(10分钟以上)停留或起吊者离开现场。
9.当吊车发生故障出现异常现象(如:异响、焦味、被吊物品自动下滑、有按键松后还能短暂动作得)应立即把被吊物放下,停止使用该吊机,挂上“禁止使用”告示牌,通知班长报修。
第三节模具安装与机器调整
1. 下模前要先对所拆模具进行清理、润滑、防锈得维护工作,必须确认钢丝绳得长度能够从机台中把模具吊出,压板松开前必须点动吊车把模具拉紧或晃动钢丝绳来确认松紧,以免开模后模具下滑。
2。
装模具前,应将开/合模速度降低至25%震雄、震德CPC2、2电脑得应同时按下取消与调整功能设定50%以下慢速。
并将所操作得按钮键调在手动位置上,特别就是11号机,零点设定必须手动位置.10号机必须关闭高压许可OF F位置。
将机器设定低压手动状态。
3.模具吊入前测量模具厚度进行调模完成后,检查顶杆高低一致与模具孔匹配,才可吊入模具,定位圈对准后,模板与模具贴平才可锁模前进。
4. 不可带动模具调模(微调10毫米以内除外)。
5。
装模时应关掉油泵,需要油泵调模得除外.在机内调整模具位置时,不能强拉(拽).模具闭合后需要调转方向得必须有定位圈固定(适合4号机以下)。
6. 模具没有定位圈需对中心时,严禁将手放在模具与射嘴之间得位置,观察“对模纸片”时必须关闭加热。
7.1至10号机得模具安装不能少于8块压板。
10号机使用液压压板得模具动、定模两侧还需另加固定压板各2块,动模底部螺丝顶紧,以免模具下滑。
11号机使用磁力模板,显示绿灯为吸紧,红灯为去磁。
8。
固定压板时必须牢固可靠,螺丝牙旋入得深度必须大于螺丝直径得1、5倍,垫铁或垫脚必须等高被压模具得底板,或高于底板1-3毫米。
压模螺丝应放在最前方靠近模具,垫铁要放在最后方。
9.不得使用开口扳手扳紧螺丝,弯曲得压板,打滑得螺帽螺丝不得使用。
10。
为了防止螺丝受力矩过大,使用套管长度要求为;M16螺丝用25~30CM,M20螺丝用40~45CM,M24螺丝用50~55CM.
11.吊钩卸扣在模具安装完毕时开模前取下,不能带动钢丝绳、卸扣开模。
10号11号机台使用得模具安装后不允许取下吊环。
切记:锁模片开模前松开。
12。
有热流道得模具定模必须先通冷却水在通电加热,防止内部密封圈老化,漏水. 13.当有人在机内清理或检修模具时,禁止任何人启动电源或操作面板调整参数.
14.模具不得堆放两层,按编号放入指定位置,新模具外来试模得暂放在修模区。
15.模具装好后要打开模具(禁止让机器机铰长时间处于锁紧状态),调整好机械保险杆位置,接好水管,有抽芯得要接好油管,调试好动作,不能有漏油、漏水现象。
第四节整理机台环境卫生
1. 机台上得螺丝、压板、定位圈、扳手、套管等所有用具一律放到规定位置。
2。
模具冷却水管不要太长,根据模具开启后得实际长度再放20CM左右得余量即可。
3.装有抽插芯得模具,在拆装油管时一定要先准备一只小塑料盒盛装漏出得液压油,不用得油管要先把油管里得油倒干净,再把油管放到规定得位置。
4. 最后用抹布把机台与地面弄脏得地方擦干净。
注塑帮-—还没找到组织?。