[EG-QC-ZY07]蜂鸣器作业指导书(DOC)
机动车检测站仪器设备日常维护和保养作业指导书

技术文件仪器设备日常维护和保养作业指导书版次:受控印章:2022年6月19 口实施XXX 机动车检测有限责任公司修订:审核: 批准: 郭晨日期: 2022. 6. 18 XXX XXX日期: 2022. 6. 18 日期: 2022. 6. 18管理部门: 综合办公室2022年6月18 口发布修订页一、底盘测功机L 使用注意事项(1)使用前的准备工作。
①车辆外部清洗干净。
②轮胎花纹中不得夹有石粒。
③轮胎气压符合标准。
④发动机机油油面应在规定范围内。
⑤发动机机油压力应在规定范围内。
⑥自动变速器(液力变扭器)的液面应在规定范围内O (2)汽车底盘测功机的使用①开机前应按使用说明书的要求,做好安全防护等准备工作,并暖机,对旋转部件充 分预热。
②按规定程序操作。
③测试过程中,严禁制动。
突然停电时,引车驾驶员应立即松油门并挂空挡。
④引车驾驶员必须严格按引导系统提示操作。
2.定期维护和保养 (1)定期检查 ①日常检查项目。
a )检查滚筒启动力矩,判断测功机台架内部阻力有无明显增大现象。
b )检查滚筒轴承、飞轮轴承是否有发热、损坏现象。
②每3个月检查项目。
a )各部螺栓紧固情况; b )同步带磨损情况;c )台架有无明显振动。
⑵定期润滑。
系统各润滑点,如本部轴承等,按使用说明书的要求进行润滑。
⑶定期检定和校准。
为了保证测量准确,依据《汽车排气污染物监测用底盘测功机校准规范》(JJF 1221-2009 )应定期对底盘测功机进行校准,校准:1次/年;自校准:1次/半年。
底盘测功机文件版本:A/1文件页码:第1页共1页 执行日期:2022年6月19日二、透射式烟度计1.操作使用。
透射式烟度计可单机独立操作使用,也可以联网控制使用。
电脑联网控制也要遵循仪器的操作步骤进行。
①将仪器接通电源进行充分预热,预热时间取决于测量气室从室温加热至75C的时间,天冷时预热时间会稍长些,一般不超过30min。
②完成预热后,仪器自动进入线性校正,一般提示将探头移开远离有烟气的地方。
可燃气体报警器作业指导书

SNE4100B点燃型可燃气体检测报警器作业指导书1 目的1.1 为规范SNE4100B 点燃型可燃气体检测报警器检维修作业行为,提高检维修工作效率,确保检维修工作质量,避免检维修作业中的错误与失误,强化维修人员的故障处理能力,特制订此作业指导书。
1.2 本作业指导书为所有参加本作业人员所共同遵守的质量保证程序。
2 适用范围本作业指导书适用于SNE4100B 点燃型可燃气体检测报警器日常维护、故障处理、检修等作业。
3 人员要求及职责分工(注:作业人员资格要求、数量;每类人员的职责分工)3.1 作业人员要求3.1 作业人员要求要求作业人员经过生产厂家的维护、检修、及校验培训、具有该仪表的校验资质,并拥有从事SNE4100B 点燃型可燃气体检测报警器维护及维修一年以上的工作经验,每次进行仪表作业不得少于2人。
3.2 相关人员职责3.2.1作业人员职责●作业人员需严格按照此操作规程进行操作。
●作业人员必须佩带便携式可燃气体报警器。
●作业人员在仪表作业前必须先开具作业票;配合监护人到现场进行作业风险识别,并确认监护人员在现场方可进行仪表作业,作业完成后需结束作业票。
●作业人员在接到仪表故障通知后,需在15分钟内赶往现场,并在最短时间内确认仪表故障,采取相应措施处理仪表故障;不能处理的及时上报。
●作业完成后,需对仪表及其周围卫生进行打扫,确认仪表箱内外干净整洁。
3.2.2 监护人员职责●监护人员应在检维修作业前对作业风险进行识别。
●监护人员应全程监护,不得中途离开。
●仪表作业完成后,监护人员应对作业现场进行勘察,避免留下安全隐患。
3.2.3 作业质量验收人职责●确认仪表作业完成后,仪表工作正常。
●确认作业人员严格按照本作业指导书进行操作,操作过程未遗留安全隐患及仪表故障隐患。
●确认仪表作业完成,并结束作业票。
4 工器具及备件材料准备及要求5 技术要求及质量标准1)检测气体:可燃气体2)检测范围:0~100%3)分辨率:1% LEL。
火花机安全操作作业指导书
漆见本色,无积灰
(6)检查各部位照明状况
亮度符合要求
(7)检查各级保险器件
容量符合要求
(8)检查机床接地状况
牢固,符合要求
(9)检查动力电源
符合规定
2
数控系统
(1)清理数控箱内各元器件
清洁无污
(2)清扫各元器件
清洁无污
(3)擦拭操作面板、显示器、按钮、指示灯、指示仪表等
3.3.3. 校工件时,先校长的一边用铜棒敲击工件的后边,以免敲到校表头,校表进数应控制在0.2-0.3之间,由工件一端移到另一端:重复检查两端敲到数值一样即可上好磁再检查另几面是否直角;
3.4. 电极装夹:
3.4.1. 装夹电极前应在检测台上先检测,如有误差应选择可调机头装夹,装夹时应选择合适的夹具,有攻牙或深孔的铜公要用风枪吹净铜屑,薄骨片铜公应拿师付位,不可直接拿骨片或用手托下面,以免铜公变形;
清洁无污,功能可靠
(4)清理风冷、过滤装置的积灰和杂物
清洁、畅通
(5)清扫各安全装置、检测装置的积灰
可靠、动作灵活
电气部分二级保养:
序号
时间
内容
要求
1
强电控制系统
(1)检修各接触器(继电器)
接触良好、动作可靠
(2)检查各保护继电器
参数设置正确
(3)检修各电磁阀、压力开关等装置
清洁、动作可靠
(4)检修各限位开关
加工类
工艺标准
分型面
3A或127 VDI28
≥50X50型腔
3A或127 VDI24
<50X50型腔
3A或127 VDI24
枕位
3A或127
后模
3A或127
蜂鸣器组装人员操作要求
蜂鸣器自动组装机人员操作要求一.开机前期工作1.操作人员在开机前,检查机台表面是否干净,机台有没有异常,料盘里面的料跟需要生产产品的料是否一样。
2.把合格的料倒入相应的振动盘中,把电源插好,气源接好,打开电源启动组装机开始组装产品。
二.生产中注意事项1.机台在运行过程中操作人员经常观察蜂鸣器针脚有没有插好,有没有出现变形现象。
2.蜂鸣片在组装过程有没有出现变形,放反情况。
3.蜂鸣器找位机构经常观察异常情况,如果有异常要及时发现及时处理,组装过程中塑料壳有没有出现破裂情况如有破裂及时上报或查明原因。
4.机台没什么故障时,看机台人员每天要完成产量95﹪,每天必须填写工作日报表。
5.每天生产造成报废产品不能超过1﹪,必须填写不良报告。
好的成品和不良品要分开写上标签或注明。
6.操作人员每天要保持机台的干净,下班要把机台周边卫生打扫干净,保持岗位的清洁干净,物品要按规定位置放置整齐,不得到处乱放。
7.蜂鸣器配件要分清楚,不能搞混在一起,不同产品要分开。
如有把不同产混合在一起处罚50元一次,并要求把产品分开,分产品时间不计算工资。
造成严重损失的又无法把产品分开,公司将要求按原价赔偿。
8.操作人员在操作过程中,不得随意损坏物料,工具设备等违者按原价赔偿东莞声奥电子有限公司蜂鸣器产品组装部2014-04-26检验项目及检验方法①外观,外包装箱应规范、整洁,并具有产品标识,应无破损、污物等不良现象。
产品标签清晰,内容应注明物料名称、规格型号、数量、生产日期、产品厂家等标识。
②蜂鸣器表面清洁,无破损、污脏、变形及其它机械损坏,颜色一致,并具有规格型号、极性标识。
规格型号、极性标识等标识应清晰,字符标识残缺不低于整个字符四分之三,无未标示、标示不清等不良现象。
③引脚镀层均匀、光泽,无氧化、发黑、破损等不良现象。
④尺寸,尺寸用卡尺检测。
用卡尺测量蜂鸣器本体尺寸、引脚间距、引脚尺寸。
⑤试配。
与其对应的PCB板进行试配。
⑥特性.声响:用CL6013加工作电压(分别加最小工作电压、额定电压、最大工作电压)并测试回路电流,再在回路中串电位器用于调节回路电流,调节电位器,使回路电流缓慢上升,当回路电流达到蜂鸣器规定的最小工作电流时,此时蜂鸣器应发出不低于最小规定的声响,循环测试3次,蜂鸣器无不响、声响不符要求等不良现象。
QAE作业指导书
1. 目的 : 确保用于生产的资料, 菲林及模具的正确性,以及產品品質符合客戶要求. 2. 范围 : 2.1 工模检测 (适用于供应商或客户提供的模具). 2.2原装菲林检查 (适用于客户提供的软件生成的菲林). 2.3生产菲林检查 (适用于生产使用的所有黑菲林). 2.4 F.Audit检查(适用所有的成品尺寸﹑可靠性測試及外觀方面﹐包裝出貨方面的抽測)參看 F.Audit檢驗指導書。 3. 工模检测 : 3.1 查看模图 3.1.1 首先检查手上的模图必须已经QAE确认; 3.1.2 检查模图与啤板相符; 3.1.3 看模图上技术要求, 及单位, 公差, 将不同形式的单位进行统一, 特别留意孔公差与 外型尺寸公差的不同; 3.1.4 检查模图上导柱方向及啤板的放置方向要一致; 3.2 尺寸编号 3.2.1 编号原则 3.2.1.1 编号的是啤出部分尺寸, 注意其它干饶性尺寸, 即非啤性尺寸不用编号; 3.2.1.2 编号要完整, 所有一次性啤出的尺寸都须编号, 尺寸包括位置尺寸与形状尺寸; 3.2.1.3 如果是array出货, unit共享一个模的, 须自选一个典型的尺寸 (典型尺寸指方便 看, 测, 又有代表性), X与Y方向各一个, 要计算的, 自行计算出, 用来检测几个 unit的啤孔位置是否正确; 3.2.1.4 自选一个孔 (一般为零点的钻孔) 或四个孔 (板的四角各一个) 为零点, 测板最 大的四条边的位置尺寸, 用来检查模具的扭转及偏移程度; 3.2.2 编号规律 从外到内, 先整体后局部, 逆时针上、左、下、右顺序. 3.3 检查模板 3.3.1 如果客戶沒有特別要求﹐對於QS9000客戶的新模﹐我們實行對與模具有關的尺寸進行 全尺寸檢查。 3.3.2目测板面: 主要检查爆孔, 露铜, 毛刺, 板边翘金属, 板面弯曲历害及明显的外形尺寸 错误等. 啤机部提供的板, 一定是蚀刻的钻孔板 , 且要啤出来完好的, 如果有不属于 啤模错误造成的不良现象, QAE 拒收啤板; 3.3.3 用编程机测量尺寸 3.3.3.1 把啤板放在工作台上, 用胶纸粘牢, 要求板的放置与机械图的方向保持一致.
电动起子作业指导书
PAGE NO. Page1of 3電動起子作業指導書VERSION ADATE 2005/07/261.0目的:測試電動起子之扭力, 使經調試之電動啟子的扭力符合期望值。
2.0適用範圍2.1 本公司所屬之電動起子。
:2.2 標准器:數字扭力測試儀(型號規格SLD HP-100)。
3.0責任3.1 使用單位負責儀器的維護及定期保養。
4.0定義略5.0程序5.1 根據使用環境的需求﹐合理地選擇所用電動起子的冶具頭(目前可供選擇的有一字型﹐十字型﹐六字型……)5.2 每日定時利用標准器(數字扭力測試儀)對電動起子的扭力進行校准。
5.2.1 工作之前﹐將電動起子的電源供應器AC端連入220V工作電壓﹐電動起子的連接線插入電源供應器DC端。
5.2.2 調試電動起子螺旋扭的刻度可預估扭力﹐打開電動起子電源﹐將電動起子放置于標准器上進行校准﹐通過調整電動起子之螺旋扭調節實際之扭力(詳見WI或檢驗SIP)﹐使其符合既定之要求。
5.2.3 用標准器進行校准時﹐每次應記錄量測的結果﹐一般一連應校准三次﹐其實際量測值必須滿足既定之要求5.3 校准完畢﹐必須用美紋膠帶將電動起子螺旋處固定﹐且需標示電動起子實際的扭力﹐以防止人為作業不當﹐造成電動起子螺旋扭變動﹐影響其實際的扭力。
5.4 儀器保管或使用人員每日早上需對電動起子進行校准一次﹐并及時作好點檢及保養記錄5.5 如中途有作換機種或換拉時﹐必須重新對電動起子進行校准。
6.0相關文件6.1《儀校管制程序, SOP-SQA-004》7.0附件7.1 電動起子保養/點檢記錄表WI-SQA-051-FORM01-A7.2 電動起子測試記錄表WI-SQA-051-FORM02-ADATE 2005/07/26電動起子保養/點檢記錄表 部門﹕ 設備名稱﹕ 設備編號﹕ 儀教編號﹕ 年月序號檢查內容1 2 3 4 5678910111213141516 171819202122232425262728 29 30 31 1檢查電源電壓,電源控制器所需電壓是否110V 或220V 2電源供應是否有問題,橙查正反轉開關是否切為到位 3電批調整鈕是否在校驗調整的刻度位置并且用美紋膠貼附住 4電批頭固定環是否有壞 5正反轉開關是否正常 6校正有效期是否過期 7電動起子的批頭是否有生鏽 8 批頭是否破損或磨損影響正常裝配備注﹕儀器使用保管人每天點檢及保養; 單位監管人不定期抽檢﹔保養記錄:"V"表示已執行保養項目﹔儀器設備使用正常﹔"X"表示儀器設備不正常(不正常反映現場主管)﹔"*"表示儀器送校﹔"….."表示未使用或休假日 每日早上 07 :30---07:40為儀器保養時間單位主管: 核查人﹕: 保養人:WI-SQA-051-FORM01-A電動起子測試記錄表WI-SQA-051-FORM02-A。
蜂鸣器电路及实验
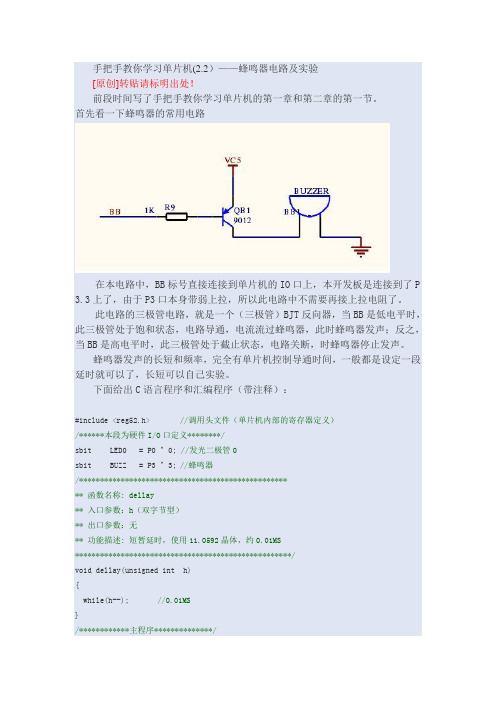
手把手教你学习单片机(2.2)——蜂鸣器电路及实验[原创]转贴请标明出处!前段时间写了手把手教你学习单片机的第一章和第二章的第一节。
首先看一下蜂鸣器的常用电路在本电路中,BB标号直接连接到单片机的IO口上,本开发板是连接到了P 3.3上了,由于P3口本身带弱上拉,所以此电路中不需要再接上拉电阻了。
此电路的三极管电路,就是一个(三极管)BJT反向器,当BB是低电平时,此三极管处于饱和状态,电路导通,电流流过蜂鸣器,此时蜂鸣器发声;反之,当BB是高电平时,此三极管处于截止状态,电路关断,时蜂鸣器停止发声。
蜂鸣器发声的长短和频率,完全有单片机控制导通时间,一般都是设定一段延时就可以了,长短可以自己实验。
下面给出C语言程序和汇编程序(带注释):#include <reg52.h> //调用头文件(单片机内部的寄存器定义)/******本段为硬件I/O口定义********/sbit LED0 = P0 ^ 0; //发光二极管0sbit BUZZ = P3 ^ 3; //蜂鸣器/**************************************************** 函数名称: dellay** 入口参数:h(双字节型)** 出口参数:无** 功能描述: 短暂延时,使用11.0592晶体,约0.01MS****************************************************/void dellay(unsigned int h){while(h--); //0.01MS}/************主程序**************/main(){while(1) //单片机在此反复循环{LED0=0; //发光管0亮BUZZ=0; //蜂鸣器叫dellay(40000);LED0=1; //发光管0灭BUZZ=1; //蜂鸣器停dellay(60000);}};***********本段为硬件I/O口定义************LED0 EQU P0.0BUZZ EQU P3.3ORG 0000H ;上电后程序从这里运行 AJMP MAINORG 0100HMAIN:ORL P0,#01HCLR LED0 ;LED0发光二极管亮CLR BUZZ ;蜂鸣器叫LCALL DELAY400MSSETB LED0 ;LED0发光二极管灭 SETB BUZZ ;蜂鸣器停LCALL DELAY600MSLJMP MAINDELAY400MS: MOV R5,#40 ;延时子程序,延时约0.4秒D10: MOV R6,#20D20: MOV R7,#248DJNZ R7,$DJNZ R6,D20DJNZ R5,D10RETDELAY600MS: MOV R5,#60 ;延时子程序,延时约0.6秒D11: MOV R6,#20D21: MOV R7,#248DJNZ R7,$DJNZ R6,D21DJNZ R5,D11RETEND以前写的,请在这里打开链接:手把手教你学习单片机(2.1)——单片机控制发光二极管实验手把手教你学习单片机(第一章)——认识单片机及其如何工作我的新QQ:464976346/ahai0306/(我的博客首页)拍拍网店铺:/464976346淘宝网店:/百度网店:/shop/83eabd89bd63f95984248678 AD电子论坛的本51开发板的版块:/forum-39-1.html。
噪声仪作业指导书

医疗设备股份有限公司编号:GRYL·ZL·QP·JCSB·M03-A/00○密噪声仪作业指导书(编制时间:)编制:审核:批准:受控状态:____-____-____发布 ____-____-____实施各版本建立及修订履历目录1 目的 (1)2 适用范围 (1)3 术语与定义 (1)4 职责和权限 (1)5 程序 (1)5.1注意事项 (1)5.1.1 人身安全及防护 (1)5.1.2注意事项 (1)5.1.3 应用失准验证 (1)5.2使用方法 (1)5.2.1 功能说明 (1)5.2.2 操作说明 (3)5.3维护与保养 (3)6.相关文件 (3)7.记录表样 (3)1 目的让操作人员在使用噪声仪时能规范操作步骤,以避免由于操作不当引起的品质事故或仪器损坏。
2 适用范围适用于产品噪声的测量。
3 术语与定义无。
4 职责和权限4.1质量部负责噪声仪发放、校验、测试、问题处理。
4.2借用人员负责噪声仪日常维护,保养,使用。
5 程序5.1 注意事项5.1.1 人身安全及防护无。
5.1.2注意事项噪声仪在使用过程中,应注意以下事项:1)请勿长期存放于高温、高湿的地方。
2)麦克风头请勿敲击并保持干燥。
3)长时间不适用,请取出电池。
4)除被检测物体的声源外,使用环境应保持安静。
5)在室外测量噪音的场合,可在麦克风头装上防风罩,避免麦克风直接被风吹到而测量到无关系的杂音。
5.1.3 应用失准验证5.1.3.1使用之前确认电池电量充足,如出现失准或显示屏闪烁情况,应进行更换电池。
5.1.3.2确认测试结果数据是否与以往数据偏差不大,如偏差较大应进行仪器准确性验证。
5.2 使用方法5.2.1 功能说明光照度仪的按键及相应的功能如下:图5-11)微音器:1/2英寸极化电容式麦克风。
2)显示器:4位数LCD显示音量位准dB(分贝),超范围指示“OVER”,低电池电力“BT”符号表示。
蜂鸣器检验作业指导

次
判 定 B C B B B B B B B
拟制
审核
批准
检验项目 5.1,5.4 5.5 5.2,5.3 抽样方案 GB2828-87 正常 检查一次抽样 GB2829-87 正常 判别一次抽样 检查 水平 II 判别 水平 AQL B=0.4 C=1.5 II B=15 C=30 n=10, Ac=0, Re=1 n=10 , Ac=1,Re=2 RQL 判定数组
4.2 4.3 4.4 4.5 5 5.1 5.2后,线头上锡面应大于 90%。 银层可靠性:银层在承受 0.2kg 的拉力后,应无破裂、脱落。 结构尺寸:大小符合样品要求,蜂鸣器引线焊点高度小于 1.2mm。蜂鸣器的厚度小于 1.8mm(不包括焊点厚度)。 电气性能:按规定的测试方法测试其灵敏度,灵敏度应在-57±2dB 范围内。 检验方法 外观:目测法。 可焊性:用电烙铁给线头加锡后检查。 银层可靠性:在银层中心焊上一根导线,在线的另一端吊一个 0.2kg 的法码,法码应 不掉落。 结构尺寸:用游标卡尺直接测量焊点的高度和蜂鸣器的厚度。 电气性能:将蜂鸣器固定于测试夹具中,给蜂鸣器输入一个幅度 1.5V,频率为 2KHZ 的信号,从毫伏表上读出 dB 值,即为蜂鸣器的灵敏度。 缺陷分类(见附表) 抽样方案:
8
处理方法:按《进货检验标准总则》执行。 拟制 审核 批准
2
文 件 编 号 作 业 指 导 书 版 本 号 年 第 页 月 共 日 页
生 效 日 期 标 题 蜂鸣器检验作业指导 页 附表
序 号 检验项目 蜂鸣器变形、翘曲 1 外观 铝壳有轻微凹槽或铆接处有微小缝隙 铝壳严重变形,铝壳松动、有较大缝隙 银层破裂、掉落 引线破损露铜、虚焊、脱焊、线头分叉 2 3 4 5 结构尺寸 可焊性 可靠性 电气性能 焊点高度超过 1.2mm,蜂鸣器的厚度超过 1.8mm 引线线头不上锡或上锡困难 银层吊 0.2kg 法码后,银层脱落 灵敏度超过规定要求 缺 陷 内 容
功能机QC作业指导书
按左软键或点击“保存”,看是否能正常保存照片
25S
按右软键退出摄像,选择摄像查看,检查摄像能否正常打开,显示是否正常,查看后选择全部删除
8
TV测试
9
收音测试 (FM radio)
TV测试
收音测试 (FM radio)
按键进入TV测试,必须搜索到台,显示清楚语言的清晰
10S
100%
按键在菜单下选择FM,打开收音插入耳机检查收音是否能搜索到台且声音清晰,并在听的过程中按键调频及
删除通话记 录
删除通话记录
100%
1、在待机状态下按SIM1播号键,选定通话号码确定,选择确定删除通话记录,删除后显示通话记录为 空; 2、在待机状态下按SIM2播号键,选定通话号码确定,选择确定删除通话记录,删除后显示通话记录为 空;
工时 15S
45S
6
拍照测试(Camera)
拍照 保存
100%
按确认键进入菜单选定多媒体,按照相菜单进入拍照,拍照显示不能有乱屏、花屏、黑点、白点、显示暗或颜 色不相符等不良、照片不能有模糊、或明显的波纹。色彩必须清晰等
手机在待机状态下无自动重启、死机等不良现象;
在待机状态下按相应的键2-3秒,检查灯是否点亮,按键是否 有效,无出现灯暗或不亮等不良现象,再按灯2-3秒关闭灯
工时 2S
20S
注意事项
1、QC检验员领取测试卡后要妥善保管 好,在持卡期间须按规定拔打号码(联 通拔打“10010”、移动拔打“10086”、电 信拨打“10000”); 2、遇到不稳定的不良品除需在流水卡上 记录不良现象外,还需在翻面上用皱纹 胶纸标识不良现象。 3、遇到新出现的问题应马上向巡检员、 或其上一级反馈。 4、任何时候在未征得巡检员、或其上一 级批准的情况下,不得私自放宽或加严 检验标准。(尤其是不复现的故障) 5、必须关机后等背光灭后才能取电池。 6、 测试工具的保养:随时检查测试工 具若有脏污或磨损需及时清洗和更换 7、该工位必须配带手套
蜂鸣器承认规范标准版
编制/日期: 谭渭东2013—3—20
审批/日期:
批准/日期:
三级文件会签记录:
文件控制印章
1.目的
本文主要规范公司在进行蜂鸣器承认时要求供应商提供的承认书所函盖的项目及信赖性试验项目的条件、样品数.
2.范围
本文适用于拓邦电气事业部承认新导入各种型号的蜂鸣器
3。
职责
DQA部门为本文件之权责单位,责权主管负责本档之管制,并确保供应商提交承认的样品满足本文件之试验条件并提供相关的报告。
4.器件承认书包含项目明细
4.1产品图纸
4.2产品特性规格
4.3材质清单
4.4安规测试报告
4。
5 ROHS、REACH测试报告
4。
6信赖性测试项目
索引:
1。
器件本体丝印识别图(示例:蜂鸣器标识贴内容含义)
正极标示
REMOVE SEAL AFTER WASHING:
过炉、清洗后再撕除标贴,防止
松香洗板水浸入。
HMG-10系列实验室样品处理实验室蜂鸣器说明书
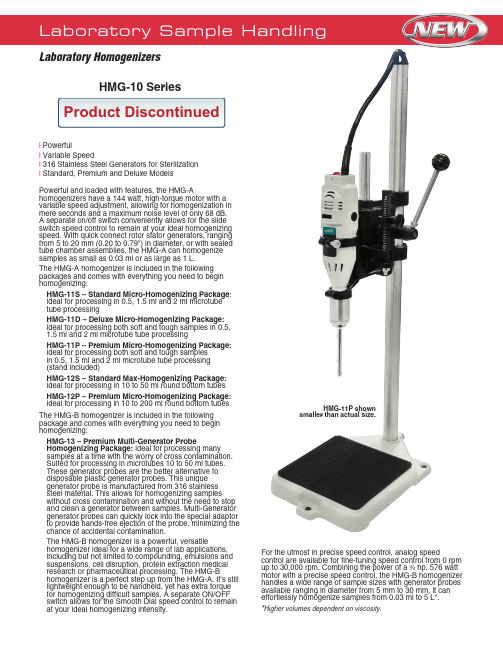
Laboratory HomogenizersHMG-10 Seriesl Powerfull Variable Speedl 316 Stainless Steel Generators for Sterilizationl Standard, Premium and Deluxe ModelsPowerful and loaded with features, the HMG-A homogenizers have a 144 watt, high-torque motor with a variable speed adjustment, allowing for homogenization in mere seconds and a maximum noise level of only 68 dB.A separate on/off switch conveniently allows for the slide switch speed control to remain at your ideal homogenizing speed. With quick connect rotor stator generators, ranging from 5 to 20 mm (0.20 to 0.79") in diameter, or with sealed tube chamber assemblies, the HMG-A can homogenize samples as small as 0.03 ml or as large as 1 L.The HMG-A homogenizer is included in the following packages and comes with everything you need to begin homogenizing:H MG-11S – Standard Micro-Homogenizing Package: ideal for processing in 0.5, 1.5 ml and 2 ml microtube tube processingH MG-11D –Deluxe Micro-Homogenizing Package: ideal for processing both soft and tough samples in 0.5,1.5 ml and 2 ml microtube tube processingH MG-11P –Premium Micro-Homogenizing Package: ideal for processing both soft and tough samplesin 0.5, 1.5 ml and 2 ml microtube tube processing (stand included)H MG-12S –Standard Max-Homogenizing Package: ideal for processing in 10 to 50 ml round bottom tubesH MG-12P – Premium Micro-Homogenizing Package:ideal for processing in 10 to 200 ml round bottom tubes The HMG-B homogenizer is included in the followingpackage and comes with everything you need to begin homogenizing:H MG-13 –Premium Multi-Generator Probe Homogenizing Package: ideal for processing many samples at a time with the worry of cross contamination. Suited for processing in microtubes 10 to 50 ml tubes. These generator probes are the better alternative to disposable plastic generator probes. This unique generator probe is manufactured from 316 stainless steel material. This allows for homogenizing samples without cross contamination and without the need to stop and clean a generator between samples. Multi-Generator generator probes can quickly lock into the special adaptor to provide hands-free ejection of the probe, minimizing the chance of accidental contamination.T he HMG-B homogenizer is a powerful, versatile homogenizer ideal for a wide range of lab applications, including but not limited to compounding, emulsions and suspensions, cell disruption, protein extraction medical research or pharmaceutical processing. The HMG-B homogenizer is a perfect step up from the HMG-A. It’s still lightweight enough to be handheld, yet has extra torque for homogenizing difficult samples. A separate ON/OFF switch allows for the Smooth Dial speed control to remain at your ideal homogenizing intensity.HMG-11P shownsmaller than actual size.For the utmost in precise speed control, analog speed control are available for fine-tuning speed control from 0 rpm up to 30,000 rpm. Combining the power of a 3⁄4 hp, 576 watt motor with a precise speed control, the HMG-B homogenizer handles a wide range of sample sizes with generator probes available ranging in diameter from 5 mm to 30 mm, it can effortlessly homogenize samples from 0.03 ml to 5 L*.*Higher volumes dependent on viscosity.Product DiscontinuedOrdering Example: HMG-11S, micro-homogenizer package with 5 x 75 mm (0.20 x 2.95") flat bottom generator.HMG-12P, homogenizer package with 10 and 20 mm saw tooth generator and benchtop stand .SpecificationsHMG-ASpeed Range: 5000 to 35,000 rpm (120V), 5000 to 33,000 rpm (220V)Power: 144 wattSample Volume: 0.03 ml to 1 L *Noise Rating: 68 dBSpeed Control: Analog variable speed, separate on/off switchDimensions: 5.4 W x 20 H x 5.03 cm D (2.15 x 7.87 x 1.98")Weight: 0.6 kg (1.4 lb)HMG-BSpeed Range: 10,000 to 30,000 rpm Power: 576 wattSample Volume: 0.03 ml to 5 L *Noise Rating: 72 dBSpeed Control: Analog variable speed, separate on/off switchDimensions: 6.9 W x 22.8 H x 6.9 cm D (2.75 x 9 x 2.75")Weight: 1.4 kg (3.2 lb)* Recommended maximum sample volume.5 x 75 mm (0.20 x 2.95") flat bottom quick connect generator, 7 x 75 mm (0.28 x 2.95") saw tooth bottow quick connect generator.。
蜂鸣器检查基准书
蜂鸣器检查基准书
(ISO9001-2015/IATF16949)
1.0目的:
规范蜂鸣器的检验标准,确保检验工作有充分依据。
2.0范围
此标准适用于蜂鸣器检验,其中斜体字部分,因当前测试设备所限,暂不强制要求检验。
3.0职责
质量控制部依据本检验标准进行蜂鸣器检验。
4.0定义
4.1缺陷类别分为:严重缺陷缺陷(CR)、主要缺陷(MA)和次要缺陷(MI);
4.2严重缺陷(CR):不符合安全规范或可能对使用者、维护者造成人身危害的缺陷;
4.3主要缺陷(MA):关键质量特性不合格,影响生产并可能导致故障或降低产品性能的缺陷;
4.4次要缺陷(MI):一般质量特性不合格,但不影响使用功能及性能的缺陷。
5.0检验条件
5.1光照度:300-400LX(相当于40W日光灯500mm~600mm距离的光源)
5.2检验距离:550mm-650mm
5.3检验人员视力要求在0.8以上
6.0检验标准
备注:尺寸、外观、结构以本公司品质部样品为准。
7.0抽样方案与判定标准
外观检验抽样方案按GB/T2828.1-2013标准,正常检验一次抽样方案,一般检验水平Ⅱ,AQL:致命缺陷(CR)=0 重缺陷(MA)=0.65 轻缺陷(MI)=1.5。
尺寸及其他特性测试5-10PCS,0收1退。
取样方式:采取分散取样方式,5箱以内,每箱都应取样;超出10箱,按(5+总箱数÷5)箱进行分散取样。
注:有关抽样标准或判定标准可视客户的要求做修订。
机动车检测公司作业指导书

JAQJ XX市XX机动车检测有限公司JAQJ/ZY —2016作业指导书(第二版)2016—01—01发布 2016—01—01实施作业指导书目录1.仪器设备使用操作方法编写规范(JAJC/ZY01—2016)2.检测原始记录填写要求(JAJC/ZY02—2016)3.检测报告填写要求(JAJC/ZY03—2016)4.质量审核报告编写规范(JAJC/ZY04—2016)5.评审报告编写规范(JAJC/ZY05—2016)6.存档文件编写方法及具体要求(JAJC/ZY06—2016)7.运行检查实施办法(JAJC/ZY07—2016)8.检测工作实施细则(JAJC/ZY01—2016)附件A 机动车综合性能检测流程图附件B 机动车安全性能检测流程图仪器设备使用操作方法编写规范1.目的正确的使用、操作仪器设备,防止使用不当和违章操作,保证检测工作质量。
2.适用范围适用于检测人员执行操作规程,对在用仪器设备的正确使用及质量负责人对检测工作的有效控制。
3.依据本公司《质量手册》4.工作职责4.1检测车间主任负责组织编写检测车间在用仪器设备使用操作方法,并贯彻实施。
4.2检测人员负责编写本工作岗位在用仪器设备使用操作方法和具体执行。
4.3检测车间主任负责操作方法的审核,技术负责人负责批准实施。
5.工作程序5.1为保证检测工作的顺利进行,检测车间主任应对检测车间所有在用仪器设备编写操作方法,并保证其现行有效性和准确执行。
5.2操作方法有检测车间根据项目和工作岗位组织检测人员编写,检测车间审查定稿。
5.3操作方法应主要根据仪器设备使用说明书、检测规程和规范、标准等有关规定编写。
要求步骤明确、重点突出、简明扼要,关键性操作不能遗漏,具有可操作性。
5.4操作方法编写的基本要求5.4.1操作方法的名称名称的确定:根据实际情况可采用下列形式之一:a.直接采用仪器设备名称(必要时可在仪器或设备名称前冠以准确度登记或规格型号等)b.计量器具和检测设备配合使用的,可采用组合命名方式。
灌装车间作业指导书
文件修改控制页使用部门生产部编制高德武审核黄韬批准吴晓玥日期2003/2/1日期2003/3/13 日期2003/3/15工艺流程作业步骤1.上岗前穿戴好工衣工帽、工卡,清扫操作现场及仓库区的卫生,整理工作场所,做好准备工作;2.回桶车入厂,指挥回桶车停在指定位置,记录经销商名称及回桶报数,将空桶周转车放置到位;3.按照《五加仑周转桶验收标准》检查来车防护及堆码状况;4.卸车过程应主意桶的防护,卸车与验桶有机结合,即将回收桶拿至车缘,验桶工直接检验,遇有跌落桶一定要认真进行检查后方可进入后续工序;5.检测顺序依次为:桶底注塑点一合模线一桶底加强圈一商标位-桶身加强圈一桶颈及加强圈一桶口一其它部位一桶内外卫生,每桶必检,严禁不检和漏检;6.观察桶身是否有破损、划痕或擦花,并及时拣出存放于指定位置,积累一定数量后入制桶车间进行翻新处理;7.检查桶身商标颜色是否出现明显差异,商标表面是否洁净无尘、无乱添乱画的痕迹,是否完整无裂痕及破口,并及时拣出存放于指定位置,积累一定数量后入制桶车间进行重新贴标处理;。
8.三个加强圈部位要用手摸一圈,以感觉有无破损;9.检验回收桶时至少转动360°,眼随桶转;10.按照回收桶验收规程进行判定,合格桶按128只/车摆放到空桶周转车上,尾数iqwy灌装车间作业指导书文件编号YYS/BJ/ZY.SC-02-2003版本 A由验桶组长、经销商共同点数;11.不合格的桶点数后放在临时存放区,该车验桶完毕后要及时与经销商共同确认,如遇到有争议的桶立即通知品控部门处理;12.验桶过程中发现有异样的桶必须立即报告品控人员,不得擅自进行处理;13.回收桶及时分类,清点统计,如实填写有关记录。
根据验桶开具回桶单,如果经销商的不合格桶不寄存,则对该桶做如下处理:14.将桶盖用力塞进桶内,确保该桶再次周转时易于辨认。
15.交接班时,验桶组组长共同清点桶数,确认无误后签字完成交接手续。
【参考文档】电动起子作业指导书-推荐word版 (7页)

本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==电动起子作业指导书篇一:风批与电动起子校正作业指导书德信诚培训网风批与电动起子校正作业指导书1.0目的:规范使用方法,延长风批与电动起子之使用寿命,保证产品品质,达成既定要求。
2.0适用范围:本厂新进、在用或修复OK之风批及电动起子均属之。
3.0定义:无4.0权责:4.1研发部:负责风批或电动起子在产线使用操作时的规格制定;4.2制造部:负责上线前风批或电动起子的校正;4.3品保部:负责产线风批或电动起子使用操作时的规格复检及确认。
5.0作业内容:5.1风批使用操作说明:5.1.1先将气管接入产线的气管接头上;5.1.2上线前用扭力计将风批的使用规格校正至SOP要求范围内(上午与下午及加班各一次,机种换线时需校正);5.1.3用指尖将风批帽往上推,将锁附螺帽之套筒接上或卸下;5.1.4将风批开关设在F位置,用手握紧风批并垂直对正螺帽将其锁紧;5.1.5如此重复操作,继续锁螺帽作业;5.1.6需松开螺帽时,将开关设在R位置,用手握紧风批并垂直对正螺帽即可完成。
5.2电动起子使用操作说明:5.2.1先将电动起子的电源插头插入流水线的插板上;更多免费资料下载请进:好好学习社区篇二:电动气动螺丝刀操作指导书电/气动螺丝刀操作指导书1.目的:为了使员工在生产的过程中规范操作螺丝刀,使其工作性能和安全系数满足生产的要求,保证产品质量符合要求,特制作此操作指导书。
2.范围:适合使用电/气动螺丝刀组装操作。
电动螺丝刀一、技术性能:工作电压 12、24\36伏(直流)空载转速 400、800、1200r/min输出扭矩0.1-1 Nm适用螺钉M1.5-2.5空转噪声50dB(A)外形尺寸32*205 mm配用刀头 mm重量 0.36 Kg二、注意事项:1、工具在操作运转中,严禁切换正反开关,改变运转方向。
电力设备防盗报警器作业指导书

电力设备防盗报警器作业指导书1 目的对车间生产的电力设备防盗报警器进行生产工艺的指导。
2 范围适用于车间生产的电力设备防盗报警器。
3参考文件3.1《电力设备防盗报警器Q/AJK01-2009标准》。
4 定义4.1本工艺指导书适用于车间生产的电力设备防盗报警器。
5 职责5.1车间生产电力设备防盗报警器时可参照此生产工艺的要求作业。
6 程序6.1 所需设备。
1、电脑系统2、稳压电源3、数字万用表6.2工艺流程。
6.2.1 流程图说明预加工11、目的:加工线路板2、工具:电烙铁、偏口钳3、材料:线路板、电子元件4、步骤:4.1将电子元件按照标示安装到线路板的对应位置,排列整齐4.2用电烙铁焊接,调整元件至焊接规定要求4.3用偏口钳将多余的管脚剪掉。
4.4将焊点整理、补焊,工艺要求:1、电子元件排列整齐、准确。
2、焊点饱满,无虚焊、错焊、漏焊。
3、戴静电环作业。
4、不能堆放在一起。
预加工21、目的:线路板的功能调试2、工具:万用表、通讯模块,接收机、稳压电源3、步骤:3.1检查线路板是否焊接完成,有无虚焊、错焊、漏焊。
3.2将线路板按要求连接通讯模块、稳压电源(注意:正负极连接一定要正确)。
3.3按内部要求用万用表测量各点电压,调试功能工艺要求:1、连接要正确。
2、线路板要清洁。
3、轻拿轻放,用力不要太大。
装配11、目的:固定通讯模块2、工具:手动起、毛刷、尖嘴钳3、材料:Φ3螺母、Φ3平垫、Φ3弹垫、pm3*6螺钉4、步骤:4.1取出报警器壳,并确定固定孔是否符合规格4.2确定报警器壳没有划伤、破裂现象。
4.2用毛刷将报警器壳内的灰尘去除。
4.3将通讯模块固定在报警器壳内的相应位置。
4.4弹垫要求全部压平。
4.5清除表内的异物。
4.6自检无误后流入下道工序。
工艺要求:1、戴静电环作业。
2、报警器壳不能用错。
3、报警器内不能有杂物。
4、桌面清洁无杂物。
装配21、目的:固定互感器2、工具:电批、手动起3、材料:前道工序的半成品、互感器、PM4*10/PM6*12螺钉、Φ4/6弹垫、Φ4/6平垫4、步骤:4.1配好相应的螺钉(加上弹垫和平垫)。
防盗报警系统-作业指导书(技术规范)(施工方案)甄选范文
防盗报警系统-作业指导书(技术规范)(施工方案)*****管理体系版本号:第三版防盗报警系统安装规范书******有限公司2014年8月1日目录第一章防盗报警系统概述及硬件介绍 (2)第一节系统概述 (2)第二节报警主机 (6)第三节模块硬件连接及编程方法 (13)第四节探测器 (16)第二章编程软件安装及使用说明 (18)第三章管理软件安装及使用说明 (24)第一节AK-9110T-VM网络报警中心 (24)第二节AK-9110T-VM网络报警中心的进入 (24)第三节报警中心主要界面 (25)第四节建立、修改入网用户资料 (27)第五节值班员管理 (32)第六节中心控制 (35)第七节接收警情与警情处理 (36)第八节资料查询 (38)第九节数据维护 (40)第四章实训项目 (43)实训一防盗报警系统的情形模拟 (43)实训二报警探测器及报警主机的安装、连接与检测 (46)实训三大型报警主机及键盘的安装及基本操作 (49)实训四AK-9110T 大型报警主机操作与编程 (51)实验五防区的验证 (52)实训六单防区(带终端电阻)与报警主机的连接及编程 (53)实训七双防区与报警主机的连接及编程 (56)实训八双防区(带终端电阻)与报警主机的连接及编程 (58)实训九winload编程软件的操作 (60)实训十网络报警软件的操作 (61)实训十一线路故障的判断与处理 (63)实训十二程序故障的判断与处理 (64)实训十三设计并组建一个报警系统 (65)第一章防盗报警系统概述及硬件介绍第一节系统概述防盗报警系统作为技术安全防范的最重要措施之一,广泛运用在仓库、银行、保险库、写字楼、住宅小区等工建与民建领域。
“防盗报警系统实训装置”是依据目前高等院校楼宇智能化、建筑电气、电气自动化等专业的实验内容精心设计的综合实训装置。
该实训装置结合了当前安防市场中防盗的最新技术,采用世界著名的加拿大枫叶牌安防报警系统,系统成熟稳定,实训内容丰富。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
蜂鸣器
工序名称
装网罩
作业编号
EG/QC/ZY0705
操作步骤:
1、右手拿喷好漆的网罩,左手拿蜂鸣器胶壳,将网罩的四个角对准胶壳的四个孔位,用拇指将网罩压下至与胶壳平形。
注意事项:
1、首先检查网罩是否有脱漆、缺角、生锈等现象;
2、网罩是否有压变形现象。
所需物料、工具:
序号
物料
数量
1
胶壳
1PCS
2
网罩
作业编号
EG/QC/ZY0702
操作步骤:
1、分别将电感插入R3位元件,C945插入Q1,开关插入SX9000位,如图:
2、弯曲电感、三极管(C945)脚,使其紧贴板面。
注意事项:
1、三极管不可反向,外形与面丝印方向一致;
2、开关的推制朝板边;
3、电感必须平躺于板面,两脚不得短路。
所需物料、工具:
序号
版本/版次/页数
A0
共15页之8
蜂鸣器作业指导书
型号
蜂鸣器
工序名称
固定蜂鸣片
作业编号
EG/QC/ZY0707
操作步骤:
1、用704微干胶在胶壳内底的内圆顶上挤上一圈均匀的硅胶;
2、将蜂鸣片的金属面向下放入刚挤上硅胶的圆柱上;
3、轻微调动和压蜂鸣片,使其置于正中央;
4、将固定好的蜂鸣片的胶壳置放于通风处,让其自然固化3至4小时。
EG/QC/ZY07
标 题
蜂鸣器作业指导书
版本/版次/页数
A0
共15页之9
蜂鸣器作业指导书
型号
蜂鸣器
工序名称
焊接蜂鸣片
作业编号
EG/QC/ZY0708
操作步骤:
1、分别将蜂鸣片的三根电线焊接于有元件的PCB板SX9000下方的三个焊盘,电线由元件面穿入,注意电线的位置不可焊错位。焊接位置如图示:
注意事项:
A0
共15页之2
蜂鸣器作业指导书
型号
蜂鸣器
工序名称
插件1
作业编号
EG/QC/ZY0701
操作步骤:
1、先将电阻用手加工成如图形状(见图1);
2、分别将1KΩ、4.7KΩ、100KΩ电阻插入D1、R2、R1位,元件紧贴PCB板面,如图(2):
3、在焊锡面将元件脚弯曲,使其固定元件。
4、
注意事项:
1、元件不能插错位;
物料
数量
1
58mH电感
1PCS
2
三极管(C945)
1PCS
3
拨动开关
1PCS
4
PCB板
1PCS
序号
工具
数量
1
2
3
广州市奥心通电子有限公司
名 称
作业指导书
文件编号
E导书
版本/版次/页数
A0
共15页之4
蜂鸣器作业指导书
型号
蜂鸣器
工序名称
焊接元件
作业编号
EG/QC/ZY0703
注意事项:
1、圆柱顶上的胶适量,必须走均匀的一圈;
2、蜂鸣片极性不可放反,三个电极朝上胶壳的较大开口处;
3、调整蜂鸣片位时,不可大面积调整;
4、置于通风处30分钟。
所需物料、工具:
序号
物料
数量
1
704胶
适量
2
胶壳
1PCS
3
蜂鸣片
1PCS
序号
工具
数量
1
2
3
4
广州市奥心通电子有限公司
名 称
作业指导书
文件编号
A0
共15页之10
制定者:
审查者:
核准者:
制定日期:
审查日期:
核准日期:
广州市奥心通电子有限公司
名 称
作业指导书
文件编号
EG/QC/ZY07
标 题
蜂鸣器作业指导书
版本/版次/页数
A0
共15页之1
蜂鸣器作业工艺流程图
广州市奥心通电子有限公司
名 称
作业指导书
文件编号
EG/QC/ZY07
标 题
蜂鸣器作业指导书
版本/版次/页数
注意事项:
1、剪掉元件脚后,焊点必须符合要求;
2、不得刮伤PCB板、元件和焊点。
所需物料、工具:
序号
物料
数量
1
焊好元件的PCB板
1PCS
2
3
序号
工具
数量
1
斜口钳
1把
2
3
4
广州市奥心通电子有限公司
名 称
作业指导书
文件编号
EG/QC/ZY07
标 题
蜂鸣器作业指导书
版本/版次/页数
A0
共15页之6
蜂鸣器作业指导书
1PCS
3
序号
工具
数量
1
2
3
4
广州市奥心通电子有限公司
名 称
作业指导书
文件编号
EG/QC/ZY07
标 题
蜂鸣器作业指导书
版本/版次/页数
A0
共15页之7
蜂鸣器作业指导书
型号
蜂鸣器
工序名称
焊电线-蜂鸣片
作业编号
EG/QC/ZY0706
操作步骤:
1、先在蜂鸣片的三个电极加锡焊点,如图示:
2、分别将三根电线焊接于蜂鸣片的三个电极的焊点上。
注意事项:
1、焊接时间不可超过2秒;
2、焊点应该光亮、饱满,不得虚焊、漏焊等现象;
3、不可烫伤蜂鸣片和电线绝缘层。
所需物料、工具:
序号
物料
数量
1
电线
3条
2
蜂鸣片
1PCS
3
Φ0.8锡丝
适量
序号
工具
数量
1
电烙铁
1把
2
3
4
广州市奥心通电子有限公司
名 称
作业指导书
文件编号
EG/QC/ZY07
标 题
蜂鸣器作业指导书
操作步骤:
1、将插好元件的PCB板焊锡面向放于工作台上;
2、右手拿烙铁成45°角放于焊盘上,左手用Φ0.8锡丝焊锡,每个元件焊接时间不可超过3秒;
3、焊接好元件的焊盘。
注意事项:
1、焊接时间不可超过3秒;
2、焊点应该光亮、饱满,不得有虚焊、漏焊等现象。
所需物料、工具:
序号
物料
数量
1
插好件的PCB板
1PCS
2
Φ0.8锡丝
适量
3
序号
工具
数量
1
电烙铁
1把
2
3
4
广州市奥心通电子有限公司
名 称
作业指导书
文件编号
EG/QC/ZY07
标 题
蜂鸣器作业指导书
版本/版次/页数
A0
共15页之5
蜂鸣器作业指导书
型号
蜂鸣器
工序名称
剪元件脚
作业编号
EG/QC/ZY0704
操作步骤:
1、用斜口钳将多余的元件脚剪掉,使焊点高度在1.0~1.4mm范围内。
1、焊点应该光亮、饱满,不得有虚焊、漏焊现象;
2、不可焊错位置;
3、不可烫伤胶壳。
所需物料、工具:
序号
物料
数量
1
电线
3根
2
PCB板
1PCS
3
蜂鸣片
1PCS
4
Φ0.8锡丝
适量
序号
工具
数量
1
电烙铁
1把
2
3
广州市奥心通电子有限公司
名 称
作业指导书
文件编号
EG/QC/ZY07
标 题
蜂鸣器作业指导书
版本/版次/页数
广州市奥心通电子有限公司
蜂鸣器作业指导书封面
文件版本:A
生效日期:
页码
版本及修改次数
页码
版本及修改次数
页码
版本及修改次数
页码
版本及修改次数
1
A0
2
A0
3
A0
4
A0
5
A0
6
A0
7
A0
8
A0
9
A0
10
A0
11
A0
12
A0
13
A0
14
A1
15
A0
分发单位:
○品管●生产 ● 工程 ○ 采购 ○ 营业
○厂务 ○ 生管○ 总务 ○ 仓库○文控
2、元件必须紧贴板面。
所需物料、工具:
序号
物料
数量
1
1KΩ
1PCS
2
4.7KΩ
1PCS
3
100KΩ
1PCS
4
PCB
1PCS
序号
工具
数量
1
2
3
4
广州市奥心通电子有限公司
名 称
作业指导书
文件编号
EG/QC/ZY07
标 题
蜂鸣器作业指导书
版本/版次/页数
A0
共15页之3
蜂鸣器作业指导书
型号
蜂鸣器
工序名称
插件2