激光刻字机软件说明书
[业务]激光雕刻机激光切割机山东科良激光睿达RDCAM嵌入式软件说明书
![[业务]激光雕刻机激光切割机山东科良激光睿达RDCAM嵌入式软件说明书](https://img.taocdn.com/s3/m/c8513c0f5e0e7cd184254b35eefdc8d376ee1409.png)
第一章概述21.1 激光雕刻切割系统的介绍 (2)1.2 软件对操作系统环境的要求 (2)1.3 软件运行 (2)1.3.1 运行CorelDraw (2)1.3.2 运行AutoCad (3)第二章软件基本操作 (4)2.1 操作主界面 (4)2.2 语言设置与厂家信息 (5)2.3 文件参数设置 (6)2.4 对象的选取 (6)2.5 对象的颜色 (7)2.6 对象的变换 (7)2.7 放置对象 (8)2.8 对象的对齐 (8)2.9 对象查看 (9)2.10 群组和解散群组 (9)2.11 基本图形的创建 (9)2.12 重要的工具 (10)2.12.1 手动排序及切割点、切割方向设置 (10)2.12.2 设置与编辑对象的引入引出线 (14)2.12.3 曲线平滑 (15)2.12.4 闭合检查 (16)2.12.5 删除重线 (17)2.12.6 合并相连线 (17)2.12.7 位图处理 (17)2.12.9 加工预览 (22)第三章系统设置 (24)3.1 输出设置 (24)3.1.1路径优化 (25)3.1.2 行列设置 (25)3.1.3旋转雕刻 (26)3.1.4 送料设置 (27)3.1.5 图形定位位置 (27)3.1.6 输出选中图形 (27)3.2 一般设置 (28)3.2.1 小圆限速 (28)3.2.2 扫描反向间隙 (28)3.3 机器参数 (29)3.3.1切割参数 (29)3.3.2扫描参数 (30)3.3.3复位参数 (31)3.3.4走边框 (31)3.3.5其他参数 (32)3.3.6轴方向镜像 (32)3.3.7激光头位置 (33)3.3.8绝对坐标 (34)3.4 文档操作 (35)3.5 手动 (36)3.6 信息 (36)第四章加工输出 (38)4.1查找设备 (38)4.2走边框、切边框 (38)4.3 开始、暂停、停止、保存为脱机文件、脱机文件输出、下载 .. 394.4 图层设置 (40)4.4.1 公用图层参数设置 (41)4.4.2 激光扫描参数设置 (43)第一章概述1.1 激光雕刻切割系统的介绍激光雕刻切割系统通过计算机实现对激光数控机床的有效控制, 根据用户的不同要求完成加工任务。
激光刻字机软件说明书

激光刻字机软件使用说明南京凯旋光电科技有限公司第一章概述1.1 EzCad2国际版软件简介1.1.1 软件简介EzCad2.0国际版软件流畅运行所需计算机硬件环境:EzCad2.0国际版软件是在EzCad2.0软件上进行的一次重大升级,软件完全支持Unicode,所以基本上能支持所有国家的语言。
EzCad2.0国际版软件只能运行在Microsoft Windows XP和VISTA操作系统上。
本手册之后的全部说明均默认为Microsoft Windows XP操作系统。
EzCad2国际版软件安装非常简单,用户只需要把安装光盘中的EzCad2.0国际版目录直接拷贝到硬盘中,然后去除所有文件及文件夹的只读属性即可。
双击目录下的EzCad2.exe文件即可运行EzCad2.0国际版程序。
如果没有正确安装软件加密狗,则软件启动时会提示用户“系统无法找到加密狗,将进入演示模式”,在演示模式下用户只能对软件进行评估而无法进行加工和存储文件。
1.1.2 软件功能本软件具有以下主要功能:●自由设计所要加工的图形图案●支持TrueType字体,单线字体(JSF),SHX字体,点阵字体(DMF),一维条形码和二维条形码。
●灵活的变量文本处理,加工过程中实时改变文字,可以直接动态读写文本文件和Excel文件。
可以通过串口直接读取文本数据。
可以通过网口直接读取文本数据。
还有自动分割文本功能,可以适应复杂的加工情况。
●强大的节点编辑功能和图形编辑功能,可进行曲线焊接,裁剪和求交运算●支持多达256支笔(图层),可以为不同对象设置不同的加工参数●兼容常用图像格式(bmp,jpg,gif,tga,png,tif等)●兼容常用的矢量图形(ai,dxf,dst,plt等)●常用的图像处理功能(灰度转换,黑白图转换,网点处理等),可以进行256级灰度图片加工●强大的填充功能,支持环形填充●多种控制对象,用户可以自由控制系统与外部设备交互●直接支持SPI的G3版光纤激光器和最新IPG_YLP光纤激光器●支持动态聚焦(3轴加工系统)●开放的多语言支持功能,可以轻松支持世界各国语言1.1.3 界面说明●启动界面开始运行程序时,显示启动界面(图1-1),程序在后台进行初始化操作。
激光雕刻软件说明书

目录第一章大创激光雕刻软件操作方法大创激光雕刻软件是我公司自主开发的机器配套软件,本软件是一个极为实用的雕刻输出软件,其最大的优点就是操作界面简单、快捷、易学易用,并且支持多种文件格式,目前软件支持的文件格式有BMP、PLT、DXF、OUT、DST、DSB、JPG、JPEG、CARVE、GIF等。
PLT,DXF格式为矢量图,故有精确度高、数据量小、运算快等优点;而BMP格式的最大优点就是可以直接扫描输出(前提是图形质量高),节省了制图时间,另外BMP格式做网点运行起来要比PLT,DXF格式好。
两种格式的综合运用满足了不同客户的雕刻要求,解决了多次设置参数的问题,实现了一次性雕刻输出,提高了工作效率。
本软件的操作力图做到最简洁,功能作到最完善,从而在设备和用户之间搭起一坐沟通的桥梁,为了让您能更好的掌握大创输出软件,特编写如下操作说明。
第一节大创激光软件图形操作界面及基本操作1、软件的安装因本软件可以安装到任意一个目录,并且支持多语言,用户在安装时可以选择相应的语言进行安装,具体操作如下:首先找到安装软件,显示的内容如图F5-1-1所示:F5-1-1双击图F5-1-1中的软件安装图标进行安装,出现图F5-1-2所示的界面:F5-1-2选择“INSTALL”,再点击“NEXT”跳出图F5-1-3对话框,点击“LANGUAGE“中的下拉框选择要安装的语言:选择安装语言F5-1-3在图F5-1-3所示的界面上下拉LANGUAGE框,选择安装语言的种类,如图F5-1-4所示:选择安装路径F5-1-4选择好安装语言的种类后,单击图F5-1-4界面中的“BORWER”进行安装路径的选择,如图F5-1-5所示:F5-1-5选择好安装目录单击图F5-1-5所示界面的“确定”进行下一步:安装F5-1-6在图F5-1-6所示的界面上选择“install”,系统自动进行安装,安装完后出现图F5-1-7所示的界面:F5-1-7单击图F5-1-7界面上的“确定”,安装完成。
激光雕刻机软件使用说明

刻章机安装说明●一、机器附件●数据线、电源线、水泵、排气装置、软件光盘、加密狗、说明书。
●二、附件的正确安装●1、数据线:并口连接电脑(两排细针形),另一端连接机器输出口(在机器右侧前方)。
●2、水泵:把水泵的出水口接到机器导水管(长导管)上,然后把水泵放入水中(工作时水泵吸水,短导管出水,形成回路循环),在机器工作前插上水泵电源,使水处于循环状态,以便降低激光管的温度。
●3、排气装置:把排气扇插在机器的排气口处,另一端放在室外,以便排出烟气。
●4、光盘:用于安装刻章机排版软件。
●5、加密狗:对软件的使用进行加密,防止外人恶意操作,无加密狗,软件不能运行,把本设备插在电脑的USB接口处软件就可以工作。
●6、说明书:包括机器安装说明和软件安装说明两部分。
●三、机器的简单调节●1、首次启动机器前,应先检查接地线是否接地,水是否处于循环状态,电源线,数据线是否接好。
●2、按“电源开关”打开机器,先进行电流调节:●按下“测试电流”按钮,保持按下状态,同时调节“电流调节”按钮,使电流处于合适位置后,放开“测试开关”按钮,这样,机器的工作电流就调节好了,一般情况下,工作电流在6-10毫安时比较合适,根据不同的章料,可以适当调节电流大小,电流越大,激光越强,刻痕约深。
●3、安装软件:见软件安装说明。
●4、方章定位:见软件安装说明或软件帮助信息。
●四、刻章把章料放在卡具里,使章料的雕刻面与夹板的上平面处于一个水平线上,为了使印章达到最好的效果,可以在章料上面放一张湿纸,使其盖住章料,以免由于电流过大烧毁章料,然后使用软件排版刻章安装说明1、硬件环境:64M内存586以上,硬盘至少有10M空间,雕刻机或打印机;2、软件环境:WINDOWS 95/98/ME/2000/XP系统3、安装步骤:第一步:运行安装程序文件,安提示逐步进行;第二步:安装机密锁将加密锁插入计算机可用的USB口上,a、WINDOWS 98会提示找到新硬件,并要求插入WIN98安装盘,按提示插入,然后继续就可以了;b、在WINDOWS2000/XP下无需安装驱动;当WINDOWS提示硬件安装完成后,继续下一步;第三步:运行系统,显示许可窗口,输入许可号,点击<OK>将退出软件;注意:点击<OK>前,加密锁应插在计算机上;第四步:再次启动,即可正常运行了。
2.1.0 打标软件说明书

软件说明书苏州联创激光设备有限公司-1-目录第1章 SNMARK 2.1.0 简介 (5)1.1SNMARK2.1.0的安装 (6)1.2SNMARK2.1.0语言选择与自定义 (6)1.3SNMARK2.1.0的主界面介绍 (7)1.4SNMARK2.1.0的帮助 (8)1.5SNMARK2.1.0的软件标刻过程 (8)1.6SNMARK2.1.0的快速入门操作 (9)第2章对象绘制 (11)2.1对象属性 (12)2.2对象列表窗口 (12)2.3点 (12)2.4线 (13)2.5矩形 (13)2.6椭圆 (13)2.7圆弧 (14)2.8多边形 (14)2.9文本 (14)2.9.1 输入文本 (14)2.9.2 文本排布 (16)2.9.3 标刻路线 (17)2.9.4 跳号设置 (17)2.9.5 动态文件 (19)2.9.6 列表文件 (20)2.10条形码 (21)2.11填充 (24)2.12延时器 (27)2.13输入口 (27)2.14输出口 (27)2.15R旋转控制 (28)2.16XY工作台控制 (28)2.17Z轴控制 (29)第3章对象编辑 (30)3.1常用对象编辑命令 (30)3.2几何变换 (30)3.2.1 平移 (30)3.2.2 旋转 (31)3.2.3 镜像 (32)3.2.4 缩放 (32)3.3居中 (33)3.4对齐 (34)3.5阵列 (34)3.6组合与取消组合 (36)3.7群组与取消群组 (36)第4章视图 (37)4.1常用视图工具 (37)4.2捕捉网格 (37)4.3捕捉特征点 (38)4.4语言 (38)4.5工具栏、绘制工具栏、状态栏、对象列表窗口、对象属性窗口、标刻窗口 (38)第5章像场校正 (39)5.1公式法校正 (39)5.1.1 模块功能说明 (39)5.1.2 界面说明 (39)5.1.3 操作过程 (40)5.2牛顿插值法校正 (41)5.2.1模块功能说明 (41)5.2.2界面说明 (41)5.2.3操作过程 (43)5.2.4牛顿插值校正文件的设置及调用 (45)第6章参数设置 (46)6.1激光器设置 (46)6.1.1 YAG激光器 (46)6.1.2 CO2激光器 (47)6.1.3 FIBER(IPG)激光器 (48)6.1.4 FIBER(SPI)激光器 (49)6.1.5 常用标刻参数设置 (50)6.1.6 标刻参数库 (52)6.1.7 执行标刻 (53)6.2系统参数设置 (54)6.3标刻区域设置 (55)6.4用户级别管理 (55)6.5授权时间设置 (56)6.6脱机设置 (58)第7章导入图形标刻 (59)7.1位图 (59)7.1.1位图属性 (59)7.1.2位图标刻 (61)7.2矢量图标刻 (62)7.2.1矢量图属性 (62)7.2.2矢量图标刻 (62)第8章飞行打标 (63)8.1功能概述 (63)8.2参数设置 (63)8.3操作步骤 (64)第9章旋转打标 (65)9.1功能概述 (65)9.2参数设置 (65)第10章步进电机控制 (67)10.1X、Y、Z、R步进电机参数设置 (67)10.2电机运动控制命令 (69)10.3步进电机回零设置 (69)第11章动态聚焦打标 (71)11.1功能概述 (71)11.2软件使用说明 (71)11.3校正步骤 (71)11.4操作步骤 (73)第12章外控选择打标 (76)12.1功能概述 (76)12.2运行环境 (76)12.3操作步骤 (76)第1章 SNMARK 2.1.0 简介SNMARK 2.1.0系列打标软件是北京世纪桑尼科技有限公司为激光标刻专门设计的打标应用软件,集强大的图形编辑和多种标刻功能于一体,与本公司出品的CYCLONEⅠ-USB型控制卡及扫描振镜配合使用,能满足各种高精度、高速激光加工的要求。
Ezlaser软件说明书.

Ezlaser目录✷软件介绍 (3)✷软件系统安装 (4)✷软件系统应用 (4)1 E ZLASER界面 (4)2 快速入门 (5)3 开启软件系统 (5)3.1 打开文件 (6)3.2 图形输入 (6)3.3 绘制图形 (7)3.4 设定参数 (8)3.5 准备打标 (10)3.6 范例 (12)4 菜单介绍 (21)4.1 文件 (21)4.2 编辑 (22)4.3 绘制 (24)4.4 视图 (25)4.5 设置 (26)4.6 修改 (31)4.7 选项 (35)5 工具栏 (37)5.1 系统工具栏 (37)5.2 绘制工具栏 (40)5.3 视图工具栏 (48)5.4 变换工具栏 (48)5.5 操作工具栏 (53)5.6 填充与造型工具栏 (55)5.7 批量工具栏 (58)6 属性栏 (60)6.1 笔号参数 (60)6.2 图形变换 (62)6.3 对齐与分布 (68)6.4 图件列表 (69)✷常用快捷键 (71)✷激光设备基本维护(附录Ⅰ) (71)✷激光概论(附录Ⅱ) (72)软件介绍Ezlaser是标记之星Markstar升级版本,是广州创可光电子有限公司自主开发设计,完全具有自主知识产权的激光雕刻软件。
功能强大,兼容性好,实用易学。
该软件特别针对鞋材、皮革、服装等行业开发设计,具有镜像、放码、分层、集中打标、场镜校正等功能,并且已经在皮革激光雕花,激光穿孔等方面得到广泛应用。
本公司设备提供可以直接使用的TrueType无级缩放字库,并可直接生成条码、二维码图形。
使用其它电脑上通用的绘图软件,如CorelDraw, AutoCAD等产生的图形文件,可以直接输入该设备用户操作系统使用。
Ezlaser是基于微软视窗(windows2000/2003/xp)的用户操作系统。
用户系统为完整的图形界面,直观的电脑辅助设计工具,可独立编程的操作环境,功能之完整强大为同业中之佼佼者。
激光雕刻机使用说明书

大族粤铭激光 SmartCarve4 系列软件 用户手册说明书
产品手册适应机型:SmartCarve4系列软件版权声明广东大族粤铭激光科技股份有限公司保留所有权力广东大族粤铭激光科技股份有限公司(以下简称大族粤铭激光)保留在不事先通知的情况下,修改本手册中的产品和产品规格等文件的权力。
大族粤铭激光不承担由于使用本手册或本产品不当,所造成的直接的、间接的、特殊的、附带的或相应产生的损失或责任。
大族粤铭激光具有本产品及其软件的专利权、版权和其它知识产权。
未经授权,不得直接或者间接地复制、制造、加工、使用本产品及其相关部分。
未经许可,不得仿制、拷贝、摘抄或转译本手册内容。
本手册中所涉及到的所有名称只起到识别作用,而这些名称可能属于其它公司的注册商标或版权,其所有权均属于该名称的所有者。
前言非常感谢您使用本公司的激光雕刻机控制系统!在使用之前,请您仔细阅读使用说明书,以确保正确使用本系统。
请妥善保存说明书,以便随时查阅。
因配置不同,部分机型不具备本书所列的部分功能,请以实际产品为准。
因产品的不断升级改进,本书部分内容可能与实际产品不符,请以实际产品为准。
本书标记约定:目 录第1章 概 述 ........................................................................................................................... 1 注意 需要特别注意的内容,用户必须遵照执行,否则可能导致出错或者比较严重的问题。
提示提示内容,提醒用户注意或者建议用户执行,可以带来更方便或者快捷的操作。
1.1软件简介 (1)1.2软件安装 (2)1.2.1安装要求 (2)1.2.2版本说明 (2)1.2.3驱动安装 (3)1.2.4SmartCarve4软件安装步骤 (3)1.3软件卸载 (7)1.4软件操作流程图 (9)第2章软件使用 (10)2.1软件界面 (10)2.1.1菜单栏 (11)2.1.1.1 文件(F) (11)2.1.1.2 编辑(E) (12)2.1.1.3 绘图(D) (12)2.1.1.4 修改(M) (13)2.1.1.5 查看(V) (14)2.1.1.6 工具(T) (14)2.1.1.7 窗口(W) (15)2.1.1.8 帮助(H) (15)2.1.2系统工具栏 (15)2.1.2.1 主工具栏 (15)2.1.2.2 查看工具栏 (16)2.1.2.3 图形修改工具栏 (16)2.1.2.4 设备操作工具栏 (16)2.1.2.5 绘制工具栏 (17)2.1.2.6 排列工具栏 (17)2.1.2.7 贝塞尔工具栏 (17)2.1.3状态栏 (18)2.2软件操作 (18)2.2.1文件操作 (18)2.2.1.1 SMC文件的保存/打开 (18)2.2.1.2 导入图片(CTRL+1) (20)2.2.1.3 导入矢量图(CTRL+2) (23)2.2.1.4 导出文件 (25)2.2.1.5 图元库 (27)2.2.2图形绘制和属性设置 (30)2.2.2.1 图元选中(ESC) (30)2.2.2.3 图元节点编辑(F2) (32)2.2.2.4 实线(F3) (33)2.2.2.5 矩形(F5) (35)2.2.2.6 正多边形(F7) (37)2.2.2.7 椭圆(F8) (37)2.2.2.8 贝塞尔曲线1 (39)2.2.2.9 贝塞尔曲线2 (40)2.2.2.10 文字(F10) (44)2.2.2.11 穿孔(F11) (45)2.2.3图形编辑 (46)2.2.3.1 复制(CTRL+C) (46)2.2.3.2 删除(DELETE) (46)2.2.3.3 剪切(CTRT+X) (47)2.2.3.4 粘贴(CTRL+V) (47)2.2.3.5 裁剪(CTRL+U) (47)2.2.3.6 克隆 (49)2.2.3.7 撤消(CTRL+Z) (50)2.2.3.8 重做(CTRL+Y) (50)2.2.3.9 排列 (50)2.2.3.10 上一个图元(G) (55)2.2.3.11 下一个图元(N) (55)2.2.4图形修改 (55)2.2.4.1 镜像 (55)2.2.4.2 填充 (56)2.2.4.3 坐标系 (57)2.2.4.4 曲线闭合 (58)2.2.4.5 曲线连接 (59)2.2.4.6 转换成曲线 (59)2.2.4.7 转换虚线 (60)2.2.4.8 切割起点/加工方向 (61)2.2.4.9 内缩外扩 (62)2.2.4.10 引入/引出线 (62)2.2.4.11 设置曲线精度 (64)2.2.4.12 路径优化 (65)2.2.4.13 穿孔转小圆 (67)2.2.4.14 小图元转穿孔 (68)2.2.4.16 转换阵列及边角料 (70)2.2.4.17 转导光板 (77)2.2.5变换操作 (77)2.2.5.1 平移 (77)2.2.5.2 旋转 (79)2.2.5.3 镜像 (80)2.2.5.4 拉伸 (82)2.2.5.5 错切 (84)2.2.6图层参数设置 (85)2.2.6.1 图层信息栏 (86)2.2.6.2 图层参数库管理 (87)2.2.6.3 图层参数 (88)2.2.6.4 加工参数 (88)2.2.7虚拟打印 (89)2.2.8输出工具栏 (89)2.2.8.1 网络传输 (89)2.2.8.2 雕刻输出 (90)2.2.8.3 手动控制 (93)2.2.8.4 取消过滤器操作 (93)2.2.8.5 机床参数设置 (94)2.2.8.6 轨迹仿真 (94)2.2.9软件配置 (95)2.2.9.1 常规设置 (95)2.2.9.2 软件颜色设置 (96)2.2.9.3 工作空间设置 (97)2.2.9.4 自动备份设置 (98)2.2.9.5 平移和旋转参数设置 (98)2.2.9.6 精度设置 (99)2.2.9.7 用户管理 (99)2.2.10语言 (100)2.2.10.1 语言设置 (101)2.2.10.2 翻译工具 (102)第3章实例应用 (103)3.1导光板图形的绘制 (103)3.1.1离焦模式 (104)3.1.2清扫模式 (108)3.1.3网格模式 (113)3.1.4异形导光板图形的绘制 (116)3.1.5对GTools等行业软件的支持与优化 (118)3.1.6雕刻输出 (119)3.2阵列及边角料的排版应用 (120)3.3虚拟打印 (123)3.3.1CorelDraw打印输入 (123)3.3.2AutoCAD打印输入 (125)3.4翻译工具的应用 (126)后记 (130)第1章概述1.1软件简介SmartCarve4系列软件是广东大族粤铭激光科技股份有限公司推出的一款全新的上位平台软件,支持公司大部分激光设备的加工控制或者数据生成。
易空间激光刻字机使用说明书
安装环境严禁将刻绘机安装到如下环境中工作:1.有粉尘产生的环境中2.有震动的环境中3.有强烈电磁干扰的环境中4.淋雨雪的环境中5.阳光直射的环境中6.潮湿的环境中刻绘机安装首先确定机器的安装地点地面要平整,并且前后要有足够的空间。
在将机器包装箱打开并确认附件齐全后,就可以进行机器的安装工作:1.将支架横梁和送纸轴取出;2.将配件袋取出打开;3.将机器及软件取出放到一边;4.将底部的支架腿包装盒取出后打开;5.用配件袋所配螺丝按下列图示将刻绘机支架安装好,两边上支架横梁的螺丝先不要紧住;6.将机器安放到装好的支架上,用所配螺丝将机器与支架固定好;7.将两边支架横梁螺丝紧固住;8.最后将机器底板上左右各一条黑线用所配螺丝拧到左右支架腿上方支撑板侧面相应的螺丝孔上;9.用数据线将刻绘机与电脑连接;10.将电源线插到有地线的三芯插座内(如无地线,则必须将机器底板螺丝用2.5mm²以上铜线连到可靠接地点上,否则,有可能会导致操作人员受到电击或将线路板或接口烧坏);至此,机器安装结束。
易空间高端USB刻字机文泰设置说明1正确安装文泰2009后,打开软件,在“其他”选项中选择“支持HPGL 指令刻字机”2请先确认机器与电脑相连的串口的端口号,可以到计算机的设备管理器里进行查看如图,以COM1为例设置端口参数,点击,详细设置确认机器上的波特率与串口传输速率相同;机器的波特率设置是“38.4K”,流式控制选择”RTS/CTS”;如下图所示:设置完成点击确定,然后点击“修改”,再点击“取消”,这样串口参数就设置好了3根据电脑先正确安装随机提供的文泰USB驱动程序;确认安装连接好后,先到设备管理里查看,如图:显示USB Printing Support,确认电脑认到机器的USB口,如上图所示设置机器型号,在“其他”选项中选择“支持HPGL指令刻字机”。
Win7系统会显示USB支持打印在文泰的端口选择里选择USB001,一般默认都是USB001;或者,要是之前你的电脑连接过其他的打印设备的话,可能会有USB002,USB003...可以通过打印机传真机里面的端口查看,确认,排除你的现有设备占用的端口,没有设置机器的端口就是刻字机设置的端口USB驱动安装说明(连接机器与电脑驱动)打开USB驱动如图双击打开如图根据电脑系统:XP系统和win7系统32位的选择Win7系统64位的请选择以win7系统32位的为例,双击打开如图选择进行安装,打开如图点击进行安装,打开如图点确定即驱动安装完成右击空白处选择“服务器属性”然后点击“端口”,查看如果安装了随机所带的打印驱动,就把生成的打印机的端口设为之前确认的端口,一般默认是USB001,如图:如果没有安装打印驱动,就添加一个打印机,把端口设置成确认的机器的端口,如图:波特率和流式控制控制的选择与串口线连接的设置相同。
激光打标机软件安装操作说明书

激光振镜系统安装和操作一、系统配置1.微机一台;至少256M内存..2.VGA显示器..3.光驱一只;至少2G硬盘空间..4.Window98/2000/XP操作系统二、系统安装1、接运行光盘上激光振镜标刻系统目录下的Setup安装程序;再按提示进行操作即可..安装结束后;为方便起见;可在通过桌面上建立快捷方式的方法将安装目录下Lasermark.exe运行程序拉到Windows屏幕桌面上..2、掉计算机电源;将软件加密狗插到打印口上或USB口上;将DA卡插到计算机PCI插槽上;DA卡外接线参考第六章..3、DA卡驱动程序安装a、插入DA卡重新开机后电脑屏幕右下方提示“发现新硬件”如图3-1;点击提示;b、出现安装驱动提示;选择从列表或指定位置安装;即第二选项;再点击下一步c、在浏览项中找到驱动程序所在的文件夹如C:\mark程序;再点击下一步开始安装d、安装过程出现以下画面:e、最后系统提示找到新硬件;请点击完成..4、运行光盘中加密狗驱动程序..三、系统启动在Windows桌面上双击Lasermark快捷方式即可进入程序操作界面..四、系统维护与升级可随时与开发商联系以索取最新软件升级信息..五、软件操作一软件界面菜单区列表框上图即为本系统软件操作界面;它主要由菜单区、工具栏、编辑区、状态栏、列表框、属性页等组成..(二)菜单区菜单区包括文件操作、图形设计、编辑、选项、帮助等主菜单选项..文件操作菜单下拉后有新建、打开、保存等子功能菜单;另外;还有与打印有关的各功能选项..图形设计菜单下拉后有各个图素生成子功能菜单..编辑菜单包括与剪截板有关的三个子功能菜单剪切、拷贝、粘贴..上述三个主菜单选项所对应的子功能菜单都有工具栏中的各个快捷键与之对应:其中图形设计菜单与左端工具栏对应;文件操作菜单和编辑菜单与上端横向工具栏对应..选项菜单下拉后有工具栏、状态栏、删格显示等三个标记选择子菜单;分别用于显示或消除工具栏、状态栏、编辑区网格..当子菜单前打钩时;表示处于显示状态..帮助菜单用于提示版本信息..三状态栏在屏幕的最下方的状态栏主要用于提示当前操作或状态..当鼠标光标处于各个子功能菜单或工具栏的快捷按钮之上时;在状态栏的左边部分会出现文字提示;以说明将点击的菜单或按钮的具体功能..当鼠标光标处于编辑区时;在状态栏的中部会出现当前横纵坐标;用以提示鼠标光标的当前位置..状态栏中有当前的标刻时间及标刻累计计数显示..另外;在状态栏的最右边部分有当前步距的显示..(四)列表框列表框内的各个列表项表示编辑区中的已生成图形元素..随着编辑区内的图形元素的改变;列表框内的列表项内容也随之改变;如下图所示;编辑区内出现了一个圆型图素;一个矩型图素;两个文字图素..列表框内与之对应出现了直排文字1、直排文字2、矩形1、圆形1等列表项..列表项文字末尾的数字用以区别多个同一类型的不同图素..可通过用鼠标点击列表项的方法来选择当前图素..如上图所示;当点击列表项圆形1时;当前图素是编辑区右下方的圆形..当编辑区没有任何图素或有图素而没有任何选中图素时;当前列表项是列表框最上方的参数设置选项..参数设置选项与系统参数设置相联系..可以通过点击上移或下移按钮改变图素的标刻顺序..(五)属性页属性页是用于显示并修改当前图素或系统设置的参数..对应于编辑区的每个不同状态;在属性页区域中可提供1—3个属性页;可通过点击属性页页眉实现不同属性页间的切换..在每个属性页中;有不同的编辑框、按钮等用以实现参数的设置或修改..其具体功能将在后续章节中详细介绍..本节将重点介绍系统参数设置属性页..此属性框的第一页为图层属性;如图所示;主要用于对不同图层的激光输出参数进行设置..在此属性页中有12个编辑框和其相应的微调按钮用于对参数的设置..微调按钮的步距大小显示在状态栏的右端;可用横向工具条中的步距增大和步距减小两按钮实现对步距的调整..对应单选按钮;可以设置从黑色到白色共8个颜色图层;可以与不同颜色的编辑图元相对应;从而实现分层激光输出..1.空程速度:不出光时的移动速度;范围为1—7000mm/s..2.标刻速度:出光时的输出速度;范围为1—7000mm/s..3.激光功率:激光标刻机的输出功率;范围为1—100%..4.跳转延时:用于设置空程运动后;光笔开光前的时间补偿us..5.开光延时:用于设置光笔开光前的位置移动时间补偿us;可用于消除由于激光首脉冲而导致的“火柴头”现象..6.关光延时:用于设置光笔关光前的位置移动时间补偿us..7.折点延时:用于设置光笔移动方向改变时的位置移动时间补偿us..8.标刻次数:某一颜色图层的重复输出次数..9.激光模式设置:可设置连续出光和脉冲出光两种方式..在脉冲出光情况下;又设置激光控制PWM波信号的频率和占空比..10.连续标刻:选择此项时;标刻处于重复不休止的工作状态;除非按ESC键;一般用于机器测试..11.统一各图层参数:按此按钮可使所有图层参数与当前图层参数相同..12.计数清零:此按钮使状态栏中标刻计数值回零;重新开始计数..13.智能边框设定:点击此按钮;扫描域可自动外切于编辑图形..14.F2红光边框:按热键F2或点击此按钮;光笔以红光方式沿扫描域边框路径行走;此时不出激光;主要用于定位;按ESC键停止..15.F3激光边框:按热键F3或点击此按钮;光笔以出激光方式沿扫描域边框路径行走;按ESC键停止..16.F4红光测试:按热键F4或点击此按钮;光笔以红光方式沿图形标刻路径行走;主要用于定位;按ESC键停止..当点击此属性框上端的定位域设置时;出现如上图所示的属性页;它主要用于对定位域的参数进行设置..定位域指的是编辑区中的红色外框..也是红光输出的对象..上属性页中各对应项目解释如下:1.横向偏移:扫描域的中心横坐标..2.纵向偏移:扫描域的中心纵坐标..3.区域宽度:扫描域的宽度..4.区域高度:扫描域的高度..5.分辨率:在扫描方式输出及图形转换的场合起作用;单位是点/毫米..6.扫描间隔:在扫描方式输出及图形转换的场合起作用;用以确定扫描线之间的距离..7.区域形状:单选按钮;用于确定扫描域形状..8.扫描方式:单选按钮;在扫描方式输出及图形转换的场合起作用;用于确定扫描方式..凹版:凹版扫描输出;将定位域中图形部分标刻;凸版:凸版扫描输出;将定位域中图形部分以外的区域标刻..9.扫描线方向:单选按钮;用于选择扫描线为横向或纵向..六编辑区编辑区是各个图形生成、修改、变换的区域;可在参数设置中改变编辑区外框的大小..但此外框相对于设计的图形来说只是起位置与尺寸的参考作用;图形可超出此外框范围..可移动编辑区边缘的水平和垂直滚动条来移动编辑区以获得更大的视野;也可通过上方工具栏中的步距增加和步距减小按钮来放大或缩小编辑区..在编辑区中最重要的操作是像皮条操作..像皮条是指有八个控制点的虚线方框;在点击左端工具栏按钮生成任何一个图素时;随之也产生了一个像皮条..在编辑区最多只有一个像皮条;像皮条与所控制图形或图形组合有一一对应关系..通过鼠标左键的点击、拉拽、移动、松开等操作;可方便地实现像皮条的产生、移动、变形;从而达到对像皮条所控制图形的变换..捕捉某一图形对象有以下几种方法:1.直接用鼠标点击某图形..2.通过点击列表框中某图形所代表的列表项..3.拉动像皮条使之包围选中的一个或几个图形..4.在须选择多个图形时;可在选中一个图形基础上;按住Ctrl键不放;同时再点击别的图形..七工具栏工具栏有两个:上端工具栏与左端工具栏;主要由各个功能按钮组成..上图为上端工具栏;当鼠标光标置于各个功能按钮之上停留片刻;会出现一黄色的飞行图标;提示此功能按钮的名称;同时;屏幕下端状态栏出现此功能按钮的作用解释..现按从左至右的顺序对上方工具栏中各功能按钮功用作一详细说明..1.新建:更新编辑区;清除编辑区中所有已编辑图形..2.打开:打开文件;将已存储文件调入并显示到编辑区..3.保存:存储文件;将编辑区中的所有编辑图形保存到指定文件中..4.剪切:将编辑区中的选中图形保存到剪截板中;同时清除所选中图形..5.拷贝:将编辑区中的选中图形保存到剪截板中;不清除所选中图形..6.粘贴:将剪截板中的内容提取到编辑区..7.标刻:启动标刻..可通过热键F1代替此操作;标刻过程可通过ESC键终止..8.放大:放大编辑区视图..10.缩小:缩小编辑区视图..11.居中:将选中图形对齐到编辑区正中央..12.左右:将选中图形从左右对齐..13.上下:将选中图形从上下对齐..14.X轴镜像:将选中图形沿X轴镜像..15.Y轴镜像:将选中图形沿Y轴镜像..16.模式:设置选中图形的输出方式..点击此按钮;屏幕上弹出上图所示对话框.. 输出或显示方式:有顺序轮廓、逆序轮廓、填充和轮廓+填充四种方式..对应于填充方式;又可设置扫描线方向和扫描线间隔..对于轮廓+填充方式;可单独设置轮廓图层颜色;使填充和轮廓勾边采用不同的激光加工参数..17.扩距:增大微调步距..18.缩距:减小微调步距..19.颜色:改变所选中图形的图层颜色..20.打散:将图形矩阵列打散为一个个分离图形..、21.群组:将分离图形合并为一个图形..20.参数设置:当点击此按钮时;弹出参数设置对话框;它包含三个属性页;主要用于对振镜参数、辅助轴参数和校正参数进行设置..此属性框的第一页为振镜参数设置;主要用于一般性的振镜系统参数设置..上属性页中各对应项目解释如下:1.标刻范围:编辑区或输出区域的尺寸;以毫米为单位..2.标刻延时:标刻前的暂停时间;主要用于对自动化设备的匹配..3.横向偏移:版面的中心横坐标..4.纵向偏移:版面的中心纵坐标..5.横向比例:实际输出与编辑图形的横向比例;默认状态下为1.0..6.纵向比例:实际输出与编辑图形的纵向比例;默认状态下为1.0..7.栅格尺寸:编辑区中的栅格尺寸;以毫米为单位..10.曲线精度:用于设置样条或圆弧等曲线的节点间隔精度..数值越小;精度越高;曲线越平滑;但标刻速度越慢;一般设置为0.05-0.5mm..11.标刻次数:对所有编辑图形的加工次数..12.雕刻完毕提示音:用于选择雕刻完成后扬声器发出提示声音..13.雕刻完毕到位信号有效:用于选择雕刻完成后5脚输出高电平有效信号.. 14.雕刻完光笔回归原点:用于选择指示红光在激光雕刻完成后的位置..15.原点X、Y:用于确定指示红光的位置;可起定位作用..16.输出方式1:单选按钮;用于选则单工位或多工位输出方式..在单工位方式下;输出屏幕排版内容;而在多工位方式下;输出的是多个事先编排好的模版文件;而其调用和输出顺序由安装目录下的“模版替换.txt“文件决定..17.输出方式2:单选按钮;用于选则全部输出、扫描域输出或选择输出方式..18.输出方式3:单选按钮;用于选则平面输出或柱面输出方式;其中柱面输出方式需要另外配备专门的旋转轴装置..19.X 、Y互换:输出时将X、Y轴互换;X轴负向:输出时将X轴反向;Y轴负向:输出时将Y轴反向..21.参数保存:将所有设置参数保存到特定文件中;这里的参数除了本属性页参数外;还包括图层属性、扫描域属性和辅助轴设置等参数..文件后缀为.fix;区别于一般图形文件后缀.mrk..22.参数读取:将已保存的参数文件的内容提取出来;建议用户将各类不同的工艺参数分不同文件保存;需要时提取使用..当点击此属性框上端的辅助轴设置时;出现如上图所示的属性页;它主要用于辅助移动轴和旋转转轴参数进行设置..移动轴参数设置:1.最低速度:移动轴起动时初始速度..2.最高速度:移动轴工作速度..3.加速度:移动轴从初始速度到工作速度的加速度..4.X移动距离:X轴移动距离..5.Y移动距离:Y轴移动距离..6.电机步率:每mm距离电机所需脉冲数..7.X轴正向移动、X轴负向移动:X单轴测试..8.Y轴正向移动、Y轴负向移动:Y单轴测试..转轴参数设置:1.转动低速:转动轴起动时初始速度..2.转动高速:转动轴工作速度..3.加速度:转动轴从初始速度到工作速度的加速度..4.每转步数:电机转动一转所需脉冲数..5.转动周长:电机转动一转的长度..6.电机步率:每mm距离电机所需脉冲数..7.稳定延时:电机转动后静止时间..8.反向转动:设置电机转动方向..9.正转反转按钮:用于测试时启动电机转动..当点击此属性框上端的校正设置时;出现如上图所示的属性页;它主要用于振镜的各种变形失真进行校正..1.桶形枕形失真校正:有X轴正向、X轴负向、Y轴正向、Y轴负向四组参数;范围在-0.5至+0.5之间;调整时步距不宜过大;最好是0.01..一般情况下振镜失真对称;正、负向参数设置为相同值..2.平行四边形失真校正:范围在-0.5至+0.5之间..3.梯形失真校正:范围在-0.5至+0.5之间..4.校正矩形激光测试:点击此按钮;将会在工件上标刻出一个包含十字线的测试矩形..测试矩形的大小可通过拉动矩形尺寸设置条任意设置;一般以标刻幅面三分之二为宜..测试矩形一方面可验证各个失真参数的正确性;另一方面将测试矩形中十字线的实际长度填入编辑框;然后点击参数锁定按钮;这样;系统比例参数可自动精确设定..下图为左端工具栏;主要用于生成编辑区的各种图形元素..当点击左端工具栏的功能按钮时;编辑区出现对应的图素和像皮条;列表框内出现其对应的列表项;属性框内出现其对应的属性页..左端工具栏主要有四大类型图形;第一类是简单图形类:包括直线、矩形、椭圆、三角形、菱形、多边形;第二类是文字类:包括直排文字、弧排文字;第三类是交互式图形图像类:包括PLT文件、BMP文件、DXF文件和AI文件;第四类是条形码..下面分类举例说明..以矩形按钮为例;当点击时出现如上图所示;在编辑区内出现矩形图形;我们既可以通过操作像皮条来改变矩形的位置和尺寸;也可以通过上方工具栏的相关功能按钮实现图形的对齐、显示变换、改变视野等功能..另外;通过修改属性页参数也是一种重要的控制图形的方式..上图属性框中只有单一的属性页;其对应参数功能如下:1.横向偏移:矩形中心横坐标..2.纵向偏移:矩形中心纵坐标..3.图形宽度:矩形宽度..4.图形高度:矩形高度..5.边框厚度:矩形边线宽度..6.边框类型:矩形边线类型;有三种:直角、圆角、截角..7.截角长或半径:圆角矩形圆角半径或截角矩形截角长度..8.矩阵行数:图形以阵列排列时的排数..9.矩阵列数:图形以阵列排列时的列数..10. 横向间隔:图形以阵列排列时的横向间距..11. 纵向间隔:图形以阵列排列时的纵向间距..12.按比例调整图形:当选中此功能时;图形横纵变化按同一比例自动调整..其他简单图形操作方式类似;不一一说明..上图为点击直排文字按钮时的情景;与上面矩形排版不同的是属性框内产生了三个属性页..第一页为直排文字整体属性;其各个参数说明如下:1.横向偏移:整体横向位置偏移..2.纵向偏移:整体纵向位置偏移..3.图形长度:整体文字外框长度..4.图形宽度:整体文字外框宽度..5.文字宽度:单个文字长度..6.文字高度:单个文字宽度..7.文字间距:文字间距离..8.倾斜角度:文字整体倾角..9.行列间距:多排文字的行间距离..10.文本类型设置:当点击此按钮时;屏幕上弹出下面对话框..可利用此对话框将编辑文本设置成不同类型:A.固定文本:即普通意义上的文本..B.序列号:能够在打标过程中实现自动递增变化的数字序列..其跳号增量、跳号间隔、及跳号首尾字符位置均可设定..C.日期:打标当天的日期;其格式可自由设定;但不可缺少年月日三个替换字符.. D.日期:打标当时的时间;其格式可自由设定;但不可缺少时分秒三个替换字符.. E.可替换文本:通过设置安装目录下的“replace.txt”在打标过程中自动实现文本的替换..11.文字内容:在此编辑框内可输入文字;文字输入完成后;必须点击锁定按钮方可生效.. 12.矩阵行数:图形以阵列排列时的排数..13.矩阵列数:图形以阵列排列时的列数..14.横向间隔:图形以阵列排列时的横向间距..15.纵向间隔:图形以阵列排列时的纵向间距..16.文字排列方式:选择横排或纵排文字..23.文字对齐方式:有四种方式:左或上对齐、右或下对齐、中间对齐、两端对齐..注:当选择两端对齐方式时;文字间距设置不起作用..当点击属性框上端的字体设置选项时;出现如上图所示属性页..此属性页用于实现所编辑文字的字体进行设置..本系统提供了相当丰富的字体形式和种类..为便于中英文混排;中英文字体相互独立设置..选择字体时;首先确认其类别;本系统提供了CAD字体、TureType字体、点阵字体三种体系字库..CAD字体为单线体或衬线体CAD排版字体;多用于快速激光标刻;此类字体由本系统提供;可根据用户需要单独设计或增加;选择字体时采用下拉列表项点击方式..第二类字体是开放式的TureType字体;用户可将任何扩展名为TTF的这类字库文件拷贝到Windows系统目录下的Fonts 子目录下即可被系统识别使用;选择字体时点击字体按钮;在弹出的字体对话框中选择相应字体即可..点阵字体也采用下拉列表项点击方式选择;适合于喷码方式激光标刻系统..当点击属性框上端的单字属性选项时;出现如上图所示属性页..此属性页用于实现对单个文字的形态进行控制..通过点击左边列表项选中文字;然后通过修改右边的参数;改变选中文字的宽度、高度、左右偏移、上下偏移、旋转角度、字型加粗等参数..下方的整体横向加粗、整体纵向加粗表示的是对整体文字的加粗参数..注:此属性页中的参数都是相对于整体文字的相对量;可正可负..弧形文字设计与上面所介绍的类似;不再重复说明..点击BMP按钮时;会弹出一个文件选择对化框;选择需要的BMP文件;即可生成如下图所示的情景;本软件可处理黑白或多灰度BMP图像..在显示属性框中有如下参数设置:1.亮度:可动态调节多灰度图像的亮度属性..2.对比度:可动态调节多灰度图像的对比度属性..3.阈值:设置将多灰度图像阈值二值化输出时的灰度值门限..4.像素属性:指BMP图像与背景的结合方式;有两个属性:正相和反相..5.本软件提供了线性均匀、逐点延时和阈值二值化三种方式标刻多灰度图像的方式..点击PLT按钮时并选择合适的PLT文件时;即可如下图所示:与BMP文件图形编辑稍有不同的是:PLT文件本身可分为不同图层;每一图层均可形成不同的图形部件..点击条形码按钮时;会弹出如下图所示界面;其操作方式与直排文字类似..。
激光振镜标刻软件说明书(中文版)_图文(精)
鑫刻激光振镜标刻软件用户使用手册软件版本:V2.0修订日期: 2012年12月由于软件升级所造成的实际操作方式、功能设臵等,如有与本手册不符之处,以软件为准。
目录第一章:鑫刻激光振镜标刻软件介绍 (3)1.1 软件简介 (3)1.2 软件安装 (3)1.3 软件功能 (5)1.4 软件设臵 (5)1. 5 软件界面 (7)第二章:快速入门 (11)2.1 启动系统 (11)2.2 输入打标文件 (11)2.2.1打开旧文件 (11)2.2.2 直排文字的输入 (11)a 直排文字b. 臵中c. 文字对齐方式d. 步距e. 单字属性f. 字体设臵g. 填充h. 矩阵排列2.2.3 弧排文字的输入 (16)2.2.4 序列号的输入 (16)2.2.5 日期的输入 (17)2.2.6 时间的输入 (18)2.2.7 可变文本的输入 (18)2.2.8 组合替换 (19)2.2.9 数据库参数设臵 (19)2.3 图形文件 (20)2.3.1 简单图形 (20)2.3.2 交互式图形 (22)a. PLT文件b. DXF文件c. AI文件d. IMG图片文件2.3.3 一维条码 (25)2.3.4 二维条码 (25)2.3.5 刻度盘 (27)2.3.6 旋转打标文件输入 (27)2.4打标参数设臵 (28)2.4.1 图层参数 (28)2.4. 2 延迟参数………………………………………………………………………31 a. 跳转延时b. 开光延时c. 关光延时d. 折点延时2.5 引导红光 (33)2.5. 1 定位域设臵 (33)2.5. 2 红光测试 (34)2.5. 3 指定红光位臵 (34)2.6 打标 (35)第三章:系统参数设臵 (37)3.1 振镜设臵 (37)3.2 辅助轴设臵 (38)3.3 校正参数设臵 (40)第四章:扩展功能 (42)4.1 多工位旋转打标................................................................................ (42)4.2 数据库设臵........................................................................................ (45)第五章:文件编辑示例第一章鑫刻激光振镜标刻软件介绍1.1 软件简介鑫刻软件由武汉市鑫刻光电有限公司设计的激光振镜标刻专用软件,功能强大,简易的菜单操作方式,可打印各种中英文字体、矢量图形PLT 、DXF 文件、点阵图形BMP 文件、序列号码、条形码和二维码、刻度尺。
lasercutengrave使用指南
Lasercutengrave 使用指南一、概述1.1 什么是LasercutengraveLasercutengrave是一款基于激光切割和雕刻技术的制作软件,它可以将用户设计的图形、文字等内容精确地激光切割或雕刻到各种材料上,包括木材、塑料、皮革、布料等。
1.2 Lasercutengrave的应用领域Lasercutengrave广泛应用于工艺品制作、广告制作、模型制作、家具制作等领域,能够为用户带来高效、精准的制作体验。
二、软件安装与设置2.1 下载及安装用户可通过冠方全球信息站或应用商店下载Lasercutengrave软件,根据系统提示进行安装即可。
2.2 硬件连接在使用Lasercutengrave前,用户需要将电脑与激光切割或雕刻机连接,确保设备正常工作。
2.3 软件设置打开Lasercutengrave软件后,用户需根据所使用的切割或雕刻机型号进行软件设置,包括刀头调整、速度和功率设置等。
三、基本操作3.1 创建新项目用户可以在Lasercutengrave中创建新的制作项目,选择所需要的图形、文字等素材,并设置相关参数。
3.2 编辑与调整Lasercutengrave提供丰富的编辑功能,用户可以对图形、文字进行缩放、旋转、倾斜等操作,以满足个性化制作需求。
3.3 切割与雕刻在编辑完成后,用户可以选择切割或雕刻模式,通过Lasercutengrave精确地操控激光切割或雕刻机进行制作。
3.4 预览与调整Lasercutengrave还提供预览功能,用户可以在开始制作前预览最终效果,并进行必要的调整。
四、注意事项4.1 安全第一在使用Lasercutengrave时,用户需注意安全问题,避免直接接触激光束,确保操作环境通风良好。
4.2 材料选择根据激光切割或雕刻机的实际情况,用户需要选择适合的材料进行制作,不同材料的切割参数也不同。
4.3 维护保养定期对激光切割或雕刻机进行维护保养,保持设备的正常工作状态,延长使用寿命。
激光刻字机激光打标机GRBL配置参数指南说明书
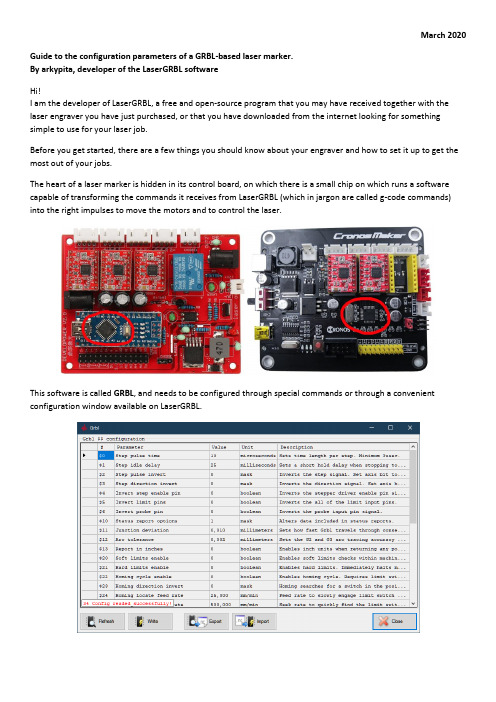
March 2020Guide to the configuration parameters of a GRBL-based laser marker.By arkypita, developer of the LaserGRBL softwareHi!I am the developer of LaserGRBL, a free and open-source program that you may have received together with the laser engraver you have just purchased, or that you have downloaded from the internet looking for something simple to use for your laser job.Before you get started, there are a few things you should know about your engraver and how to set it up to get the most out of your jobs.The heart of a laser marker is hidden in its control board, on which there is a small chip on which runs a software capable of transforming the commands it receives from LaserGRBL (which in jargon are called g-code commands) into the right impulses to move the motors and to control the laser.This software is called GRBL, and needs to be configured through special commands or through a convenient configuration window available on LaserGRBL.Let’s go!We connect our marker to the computer with the USB cable. We launch LaserGRBL and choose the serial port (usually we have to use the one with the highest port number) and press the "connect" button.If all goes well, the message "Grbl" with the version number should appear, in this case 1.1h which is currently the most updated version.If this does not happen, try another port. If it still doesn't work, it may be that you are missing the drivers, and you can install them from the "Tools" menu.Finally in the worst case it could be that your controller is not a GRBL board (for example it may have another firmware called BenBox or others) and LaserGRBL is unable to communicate because it is designed to work with grbl (with experimental support for Marlin and Smoothie which are two other firmware).In this case you can try to understand if it is possible to put grbl on your control card, but it is not the object of this document.The GRBL configuration is accessible by clicking on the "Grbl - Grbl Configuration" menu.Attention, in order to see and modify the configuration, the machine must beconnected and in the "Idle" state or inactive.If not, connect it and press the Unlock button if it is in the "Alarm" state.Let's finally see these configuration parameters!In this document I will explain the parameters of the Grbl v1.1 version. With previous versions of GRBL, you may be missing some parameters.Let's forget the first three values which are very technical.The first interesting parameter is $3 which controls the direction of the axes. LaserGRBL uses the convention of the Cartesian plane, therefore increasing X to the right and increasing Y moving away from the observer, the Z finally grows upwards.If your machine does not respond according to this convention,you can change this parameter according to a bit mask thatallows you to reverse the direction of the axes.So looking at this table, if we set the value 0 no axis will beinverted. If we set 1 we will have the inversion of the X axis, with2 we will have the inversion of the Y axis with3 we will have theinversion of both X and Y and so on.Correctly configuring the direction of the axes is one of the firststeps to be able to use your marker correctly.We also skip parameters $3, $4, and $5. You can learn more about their meaning on the official GRBL page.https:///gnea/grbl/wiki/Grbl-v1.1-ConfigurationThe $10 parameter affects what information GRBL sends to LaserGRBL to let it know its current location and some other diagnostic information. I suggest setting the value 3 which gives the most complete information.Let's jump $11 and $12, which are also very technical. $13 causes GRBL to report the position in inches, it should be left at zero because LaserGRBL is designed to work in mm and may behave unexpectedly if it receives the position in inches.Parameter $20 activates software tests that prevent the machine from making movements that go beyond the length of the axes. Obviously you will have to correctly set the dimensions of the work surface, parameters $130, $131, and $132 and you must make sure that the laser head is in the zero position (lower left corner) when you turn on your marker. I recommend activating it, so let's set 1.Hard limit and Homing (parameters from $21 to $27) have to do with the limit switches, which are a very useful performance but which only a few machines have. Suffice it to say that they allow the machine to perform the "homing" operation, that is, to go to search for the position of the limit switches to obtain a reliable and repeatable zero position. If your machine does not have limit switches, you must set parameters $21 and $22 to zero. LaserGRBL will make the button disappear with the box that allows you to control homing.The $30 parameter is often confusing. This number corresponds to the number to which GRBL will assign the code to be used to switch on the laser at maximum power. For example, if we assign 1000 LaserGRBL, it will have to send the S1000 code to turn on the laser at maximum power, while sending the S500 command we will turn on the laser at half power.LaserGRBL will automatically generate the S codes in a manner consistent with this setting, according to the settings you give when uploading an image, so you don't have to worry too much about what number you put.I suggest putting 255 which is the maximum number of nuances that the hardware can physically do. Another value that can have a meaning is 1000 (it can be understood as 100.0%) or the value in milliwatts of your laser, for example 4500.When you go to load an image and you will have to set the S-MAX value consistentlywith the value of $30, that is if $30=255 you will go to set S-MAX to 255 if you want touse the maximum laser power for BLACK or a value a little It is lower if you notice thatyour laser is too powerful and the image is too dark.For $31 value I recommend keeping it set to 0, and it makes practically no sense for thelaser.We now come to the big news of the $32 parameter that activates the laser mode. Why news? Because in the previous version of GRBL there was no Laser Mode. In fact, you should know that GRBL was born for CNC machines such as milling cutters and lathes, which have control needs other than lasers, for example when starting a section to be milled at a certain speed you have to wait a few milliseconds for the milling cutter to reach the number rpm required, while the laser can be turned on and off or its intensity can be changed instantly.https:///gnea/grbl/wiki/Grbl-v1.1-Laser-ModeThe developers of GBRL with version v1.1 have done a great job to adapt the functioning of GRBL to laser machines, therefore it is very important to activate the Laser Mode if you have this version of GRBL.So let's put $32=1.I also suggest to those who had the previous version of Grbl, or 0.9 to update to version 1.1The procedure is not without risks of incompatibility, and I don't want to go into talking about it in this video, but on the internet you can find many discussions and guides about it and maybe I'll make a video on how to carry out this update.Laser Mode also enable you to use M4 Dynamic Laser Power ModeThis is a unique feature that automatically adjust laser power based on the current speed relative to the programmed rate. It essentially ensures the amount of laser energy along a cut is consistent even though the machine may be stopped or actively acceleratingThe $100, $101, and $102 parameters are perhaps the most important to configure correctly, and are the ones that allow you to have your work in the perfect size, exact to the tenth of a millimeter.These parameters tell how many rotation steps GRBL must command the motor to obtain the laser displacement of 1mm. In fact, the motors are not all the same, also when translating this angle into millimeters, pulleys and belts with different ratios come into play, and finally it comes into play the "microstepping" value set on the driver which allows for better resolution by commanding the motor to take intermediate steps.If you notice that your works are not of the right size, you must therefore touch up this data. The account is very simple: if your works are twice the size you will have to halve this value, if they are half the size you will have to double this job.It is a simple proportion: $100 = $100 x Request Width / Measured WidthEach of these values controls the number of steps per millimeter, respectively for the X, Y and Z axis. If you do not have the Z axis, you can ignore the last value.Parameters $110, $111, $112. These parameters are also very important and determine the maximum speed at which the laser can move - without the motor blocking, tearing, hiccups - maintaining precise and reliable positioning.If your marker is too slow, try to increase these values, vice versa if the positioning is inaccurate, or if the motors show problems at high speeds, try to lower these values.LaserGRBL will use the maximum speed set here for all rapid movements when the laser is switched OFF, i.e. between one path to burn and another, so it is important to set a value that is not too high if precise positioning is desired.Obviously a low value will be a limit because it will slow us down too much.I did some tests and on my machine the motors work well up to 16'000 mm / min but for safety I prefer to set 10'000 as maximum value.Always connected to this theme are the parameters $120, $121, $122 which affect the accelerations and decelerations that GRBL uses every time it has to change the speed of movement of the laser, i.e. when the laser stops moving or in direction changes .If this value is too high, the inertia due to the weight of the laser head and the friction of the axes could cause the motor to lose steps, or the belts to slip, and therefore fail to perform a precise positioning.Vice versa, if the value is too low, it could happen that the laser never manages to reach the target speed, because it is always engaged in acceleration and deceleration ramps.I have found that for my machine a value of 4000 mm/sec^2 is a good compromise.Finally come the parameters $130, $131, $132 which configure the length of the axes. I have already mentioned this when talking about the soft limit and how it is intuitable they must be configured by entering the dimensions of your workable surface, that is the stroke that the laser can do in the respective dimensions.For now I'm done, I hope this guide has been helpful!I remind you that LaserGRBL is free and if you want you can make a donation to support its development. It is the best way you have to say thank you and know that I really appreciate it!https:///donate。
维果科技 VigoEngraverL7 激光雕刻软件使用手册说明书

软件使用手册Support:VigoEngraverL7Powered by VigoTec1.概述VigoEngraverL7是一款维果科技自主开发的激光雕刻软件,用于VG-L7,支持文字编辑,图片导入,外部gcode文件导入和dxf文件(目前仅支持line、arc、circle、polyline,不支持样条曲线等复杂图形,用户可用polyline拟合)导入等。
支持点阵黑白、点阵灰度、线扫描黑白、线扫描灰度及图像轮廓雕刻,支持雕刻过程中激光功率、点阵雕刻时间、线雕刻速度的调整(外部Gcode文件暂不支持预览、显示、雕刻中暂停及参数调整)。
适用的桌面操作系统:支持Win7及以上系统(暂不支持XP及以下系统,暂不支持苹果MacOS系统)。
2. 驱动安装首次使用请将设备通过USB线连接到电脑,点击CH341SER.exe安装驱动程序。
一般情况下Win10系统会自动识别并安装驱动程序,Win7、Win8系统请手动安装。
3. 首次运行安装好驱动后,点击运行VigoEngraverL7.exe控制程序。
控制程序启动后会自动搜索可用的设备并自动连接,请确认设备已正确连接至电脑。
如有多个设备同时连接电脑,请手动选择正确的COM口连接。
如中途断开连接,程序将不会再自动连接设备,如需重新连接请手动点击连接设备。
打开程序后,请选择您所需要的语言界面。
点击程序右上角的按钮打开语言选择框,可选中文或英文界面。
之后每次重新启动程序时都将默认为此语言界面。
连接设备后可选择导入G代码、文字编辑、图片导入、图库中选择图片等。
注意,将鼠标放在程序的某些按钮上等待片刻,会有更详细的关于此按钮的功能介绍!4. 设备控制设备控制区:位于程序右上角,连接设备后即可控制X、Y轴(也可用键盘方向键控制)单向运动及激光的开启和关闭,可以调整激光开启的功率,中间为移动距离(单位:mm),注意本控制区各功能在开始雕刻后不可用。
5.基本参数设置常用参数设置位于程序右侧。
SAMLight激光软件中文
单击相应条目前小方框,打勾添加相应工具栏。 2.1.1 编辑工具栏
编辑工具栏提供图标,从左到右依次为: ⑴.文件打开图标(文件必须已经存在,默认格式为*.sjf) ⑵.文件保存图标 (保存正在编辑的工作) ⑶.删除图标(用于删除操作对象) ⑷.资料图标 (用于显示当前 SAMLight 软件版本相关信息) ⑸.帮助图标 (单击这个图标,鼠标将变成图标中所示形状,单击疑问对象,如窗口、图标、等,即可获 得相关帮住信息) 2.1.2 图层工具栏
SAMLight 使用说明书
1. 安装 2. 用户界面 2.1 工具栏 2.1.1 编辑工具栏 2.1.2 图层工具栏 2.1.3 视图工具栏 2.1.4 操作工具栏(目标工具栏) 2.1.5 版式格式工具栏 2.1.6 特殊格式工具栏 2.2 菜单栏 2.2.1 文件 2.2.2 编辑 2.2.3 打标 2.2.4 设置 2.2.5 窗口 2.2.6 帮助 2.3 主窗口 2.3.1 对象窗口 2.3.2 工作区 2.3.3 对象属性窗口 2.4 预览窗口 2.4.1 命令窗口 2.4.2 对象信息窗口 3. 对象编辑 3.1 编辑对象 3.1.1 几何体 3.1.2 条形码 3.1.3 位图 3.1.4 序列号 3.1.6 平面文字 3.2 对象变化 3.2.1 平面变化 3.2.2 立体变化 3.3 对象信息 3.4 对象填充
网格对齐 按步调整选中对象,点击一次对象按步调整一步。调整时步的大小由用户自己定义。定义方法: 菜单栏->设置->系统->视图->步距。 移到场中心 将选中对象移动到工作区中央位置 2.2.2.1 间距高级调整 通过“编辑->间距->高级…”打开间距高级对话框
对话框中央图形展示间距后的效果 左:各对象(闭合对象)的左边线等间距,在选定对象方框内调整 中心:各对象(闭合对象)的中心等间距,在选定对象方框内调整 右:各对象(闭合对象)的右边线等间距,在选定对象方框内调整 间距:选定各对象(闭合对象)的左右边线同时等间距,在选定对象方框内调整 固定间距:固定各对象之间的间距 2.2.3 打标 开始 打开“打标”对话框,控制打标过程 触发 接受触发打标命令,开始(选中)对象打标。 先打填充 如果对象使用填充,那么就先对需要填充部分打标 仅打所选定的 打标时只打选中的对象,其他对象不作处理 重置... 顺序重置 对象打标顺序进行重新排列。打标顺序定义请参见“对象信息”章节 数量设置 打开“数量设置对话框” ,设置重复打标次数 递增序列号 序列号打标,每打标一次,序列号递增 1 计时
星辰激光 标刻机 操作书
激光机操作指导书一开启电源:1;开总电源(壁上)→POWER UNIT(左边三个灯要亮)→LASER POWER(以上四个电源开关每打开一个都要等待35秒后,SUPPLY→Q SWITCH。
方可再打开下个电源开关)2;开电脑开关(同一般电脑开机哪样就行)。
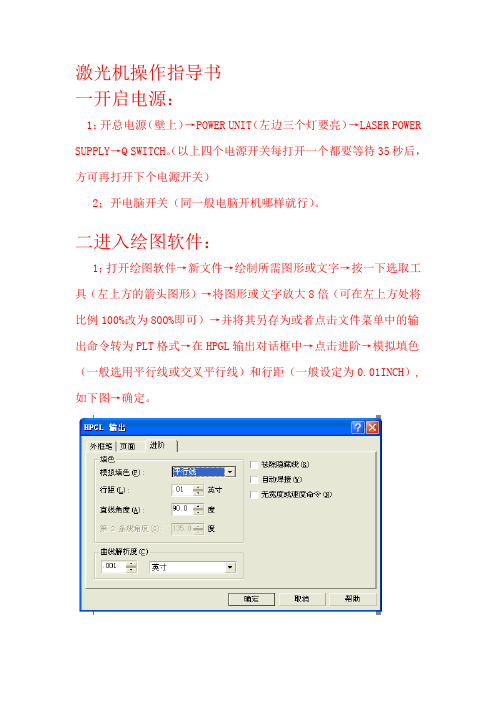
二进入绘图软件:1;打开绘图软件→新文件→绘制所需图形或文字→按一下选取工具(左上方的箭头图形)→将图形或文字放大8倍(可在左上方处将比例100%改为800%即可)→并将其另存为或者点击文件菜单中的输出命令转为PLT格式→在HPGL输出对话框中→点击进阶→模拟填色(一般选用平行线或交叉平行线)和行距(一般设定为0.01INCH),如下图→确定。
三进入激光软件:1;打开激光软件→设置(菜单栏处)→侦听UDP端口(如下图)→查看下左下角中所有层都用缺省参数是否打”√”→点击启动电源→YES。
2;导入PLT格式的图形或文字(即所需图形文字)→外设参数设置下图1(电流设置(调节打标深度)应7A,最小17A最大;频率设置在2000到6000(金属)如下图2,有效步长(打标速度调节)设置在0.1到1之间,有效延时设置在10到100之间)→下传参数→开始打标→出现红太阳→回车/空格/脚踏。
图1图23.若需四轴加工则需在打标前将标刻方式中将其改为双向柱面雕刻,并在柱面工具下输入工件直径及设计直径(与工件直径相同即可)以及雕刻角度(即为电机每次转动的角度),其他参数可保留不变,四关闭电源:1;退出打标软件(退出前将参数设置中的电流参数设置为最低即7A)→Q SWITCH→LASER POWER SUPPLY→POWER UNIT→关闭电脑→关总电源。
五机台保养:1;一个月需换水一次,并且经常清扫机台,保持清洁。
2;注意水管不可弯折。
激光切割雕刻机控制软件(简体中文)

激光切割雕刻机控制软件(简体中文)目录目录 0声明 (1)1.软件安装 (2)2.用户界面 (4)3.标题栏 (4)4.菜单栏概述 (5)4.1 文件菜单概述 (5)4.2 编辑菜单概述 (7)4.3 视图菜单概述 (10)4.4 绘图菜单概述 (11)4.5排列菜单概述 (18)4.6 设置菜单 (22)4.7切割菜单概述 (23)4.8窗口菜单概述 (23)4.9 帮助菜单概述 (24)5.工具栏 (24)6.状态栏 (24)7.工作区 (25)8.属性窗口概述 (25)9.切割窗口概述 (29)9.1 切割参数设置 (30)9.2 雕刻参数设置 (33)10.切割概述 (34)10.1 调入图形 (34)10.2 调整图形大小位置等 (34)10.3 切割 (35)11.功能键 (35)12.参数设置软件Paraset.exe (36)声明使用说明书所包含的内容均受到版权法的保护,未经深圳市大族激光科技股份有限公司的批准,任何组织和个人不得以任何手段和形式对其进行复制、存于数据库或检索系统。
是深圳市大族激光科技股份有限公司的注册商标并对其享有独占使用、许可使用、转让、续展等各项法定权利,未经深圳市大族激股份有限公司允许,任何组织或个人不得在商品上使用相同或类似的商标。
在所规定的支持保修范围内,大族激光公司履行承诺的保修服务,超出所在规定的保修范围的,恕不承担保修服务。
对于在使用本产品过程中可能造成的损失,深圳市大族激光科技股份有限公司不承担相关责任。
如发生任何争议,应按中华人民共和国的相关法律解决。
大族激光公司随时可能因为软件或硬件升级对手册的内容进行更新,所有这些更新都将纳入手册新的版本中,恕不另行通知。
1.软件安装点击安装盘下的SETUP.EXE,安装开始,按默认设置密码为000000QQQQQQ安装加密狗的驱动。
软件开启后默认为操作员权限。
进入管理员权限要从“设置-登录”,输入正确密码才能进入。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
激光刻字机软件使用说明南京凯旋光电科技有限公司第一章概述EzCad2国际版软件简介软件简介国际版软件流畅运行所需计算机硬件环境:国际版软件是在软件上进行的一次重大升级,软件完全支持Unicode,所以基本上能支持所有国家的语言。
国际版软件只能运行在Microsoft Windows XP和VISTA操作系统上。
本手册之后的全部说明均默认为Microsoft Windows XP操作系统。
EzCad2国际版软件安装非常简单,用户只需要把安装光盘中的国际版目录直接拷贝到硬盘中,然后去除所有文件及文件夹的只读属性即可。
双击目录下的文件即可运行国际版程序。
如果没有正确安装软件加密狗,则软件启动时会提示用户“系统无法找到加密狗,将进入演示模式”,在演示模式下用户只能对软件进行评估而无法进行加工和存储文件。
软件功能本软件具有以下主要功能:自由设计所要加工的图形图案支持TrueType字体,单线字体(JSF),SHX字体,点阵字体(DMF),一维条形码和二维条形码。
灵活的变量文本处理,加工过程中实时改变文字,可以直接动态读写文本文件和Excel文件。
可以通过串口直接读取文本数据。
可以通过网口直接读取文本数据。
还有自动分割文本功能,可以适应复杂的加工情况。
强大的节点编辑功能和图形编辑功能,可进行曲线焊接,裁剪和求交运算支持多达256支笔(图层),可以为不同对象设置不同的加工参数兼容常用图像格式(bmp,jpg,gif,tga,png,tif等)兼容常用的矢量图形(ai,dxf,dst,plt等)常用的图像处理功能(灰度转换,黑白图转换,网点处理等),可以进行256级灰度图片加工强大的填充功能,支持环形填充多种控制对象,用户可以自由控制系统与外部设备交互直接支持SPI的G3版光纤激光器和最新IPG_YLP光纤激光器支持动态聚焦(3轴加工系统)开放的多语言支持功能,可以轻松支持世界各国语言界面说明启动界面开始运行程序时,显示启动界面(图1-1),程序在后台进行初始化操作。
图1-1 软件启动界面主界面(图1-2)系统工具栏 视图工具栏 加工控制栏 对象列表 命令工具栏标刻参数栏绘制工具栏状态栏 对象属性栏图1-2 EzCad2主界面本手册说明内容安排本手册将按照主界面内菜单栏的顺序介绍EzCad2软件的使用方法。
包括“文件”“编辑”“绘制”“修改”“查看”“帮助”共6个主菜单。
其他声明本文所涉及的其他产品和公司名称可能是各自相应所有者的商标。
第二章文件菜单“文件”菜单实现一般的文件操作,如新建、打开、保存文件、从Twain设备输入图像等功能。
见图2-1。
图2-1 文件菜单新建(N)“新建”子菜单用于新建一个空白工作空间以供作图,其快捷键为Ctrl+N①。
选择“新建”子菜单时,软件将会关闭您当前正在编辑的文件,同时建立一个新的文件。
如果您当前正在编辑的文件没有保存,则软件会提示您是否保存该文件。
“新建”子菜单对应的工具栏图标为。
点击该图标可以实现同样的操作。
①Ctrl+N表示在按下Ctrl键不放的同时再按下字母N。
后同。
当您将鼠标指针移动到工具栏中新建图标并稍微停顿后,系统将会出现一条提示信息,简单说明该图标的功能,同时在主界面窗口下方状态栏上将会显示该功能稍详细的解释。
如果您将鼠标指针移动到菜单栏中的“新建”子菜单上,则只会在状态栏出现详细解释,提示信息不会出现。
提示:EzCad2软件中所有的工具栏图标都具有提示信息以及状态栏显示详细信息的功能。
同时,每一个工具栏图标都会对应于某一项菜单项,两者实现同样的功能。
本手册在以后的章节内容中将不再说明。
打开(O)“打开”子菜单用于打开一个保存在硬盘上的.ezd文件,其快捷键为Ctrl+O。
当选择“打开”子菜单时,系统将会出现一个打开文件的对话框(图2-2),要求您选择需要打开的文件。
当您选择了一个有效的.ezd文件后,该对话框下方将显示该文件的预览图形(本功能需要您在保存该文件时同时保存了预览图形)。
图2-2 打开对话框“打开”子菜单对应的工具栏图标为。
您不能使用“打开”子菜单来打开不符合.ezd文件格式的文件。
保存(S),另存为(A)“保存”子菜单以当前的文件名保存正在绘制的图形,“另存为”子菜单用来将当前绘制的图形保存为另外一个文件名。
两者都实现保存文件的功能。
图2-3 保存如果当前文件已经有了文件名,则“保存”命令以该文件名保存当前绘制的图形,否则将弹出文件对话框(图2-3),要求您选择保存文件的路径以及提供文件名。
无论当前文件是否有文件名,“另存为”命令都会弹出文件对话框,要求您提供新的文件名以供保存,此时,旧的文件不会被覆盖。
如果您选择了“保存预览图片”,则在打开该文件时,您将可以预览该文件的图形。
“保存”菜单对应的工具栏图标为。
打印打印当前绘制图形。
获取扫描图像(m)“获取扫描图像”子菜单用于从Twain设备中读取图像。
选择该命令后,会弹出如图2-4所示对话框,要求选择Twain设备(所列出的设备是图2-4 获取扫描图像在您的电脑上已经安装过的合法的Twain程序)。
当选定了Twain设备后,系统会出现对应的Twain图像处理对话框,您可以选择对应的图像输入。
(该对话框根据设备不同而有所不同,请参照相应的设备操作说明)系统参数(P)“系统参数”子菜单用于进行系统参数的设置。
对应的工具栏图标为。
您可以使用该命令来设置程序运行时的一些特性,包括显示,保存,语言等。
选择“系统参数”命令,弹出如图2-5所示的对话框。
在该对话框中,您可以设置软件所使用的单位类型,所显示的颜色,工作空间相关参数,自动备份时间,显示的语言等多种参数。
图2-5 系统参数对话框常规在常规参数中,主要设置一些通用的参数。
单位类型:指软件在显示坐标、距离等数据时所使用的单位类型。
可选项为毫米和英寸。
修改单位类型后需重启软件方可对更改生效。
水平/垂直粘贴偏移:指定了当您使用复制/粘贴功能时,新生成的对象(被粘贴的对象)相对于其原位置的偏移量。
如图2-6所示:图2-6原图与粘贴后图形网格:是否显示视图网格。
网格间距:网格线之间的距离。
使能标刻互斥量(EZCAD2MUTEX_MARKING):如果使用该选项,EzCad2 会创建一个内核互斥对象EZCAD2MUTEX_MARKING。
在开始打标时,EzCad2 等待第三方程序将该互斥量变为“有信号”状态才开始打标;打标完成后,EzCad2将该互斥量变为“无信号”状态。
此功能用于EzCad2与其他程序同步加工。
当EzCad2 启动时,运行某程序、EzCad2 关闭时,运行某程序:用于启动第三方提供的可执行程序以实现某些关联操作。
输入IO掩码:设置当前软件允许使用的输入端口。
输出IO掩码:设置当前软件允许使用的输出端口。
设置端口掩码是用来防止在绘制端口对象时就发生选择无效端口的情况。
颜色设置背景、工作空间、辅助线、网格等元素的颜色。
双击颜色条可更改相应的颜色。
如图2-6所示。
图2-6 颜色设置图2-7 工作空间设置工作空间设置工作空间的属性,包括工作空间的大小以及位置。
如图2-7所示。
工作空间指主界面中的矩形框部分。
该矩形框对应实际设备的有效工作区域,在该矩形框内绘制的所有图形,实际加工时都会被加工。
矩形框外的图形由于尺寸限制,将有可能不会被加工。
第三章编辑“编辑”菜单实现图形的编辑操作。
见图3-1。
图3-1 编辑菜单撤消(U)/恢复(R)在进行图形编辑操作时,如果对当前的操作不满意,可以使用“撤销”取消当前的操作,回到上一次操作的状态;撤销当前操作之后,可以使用“恢复”功能还原被取消的操作。
这是进行编辑工作最常用的功能之一。
“撤消”菜单对应的工具栏图标为,“恢复”菜单对应的工具栏图标为。
与大多数软件相同,这两种操作都具有快捷键Ctrl+Z和Ctrl+Y。
剪切(T)/复制(C)/粘贴(P)“剪切”将选择的图形对象删除,并拷贝到系统剪贴板中,然后用“粘贴”功能将剪贴板中的图形对象拷贝到当前图形中。
“复制”将选择的图形对象拷贝到系统剪贴板中同时保留原有图形对象。
“剪切”、“复制”、“粘贴”对应的快捷键为Ctrl+X,Ctrl+C,Ctrl+V。
群组/分离群组“群组”将选择的图形对象保留原有属性,组合在一起作为一个新的图形对象。
这个组合的图形对象与其他图形对象一样可以被选择、复制、粘贴,可以设置对象属性。
例如原图形为圆形或矩形,而做“群组”后的图形依旧按照原图形属性来处理,将其做“分离群组”处理后都会还原为原来对象,其属性不变。
“分离群组”则将群组的对象还原成集合之前的状态。
“群组”菜单对应的工具栏图标为,“分离群组”菜单对应的工具栏图标为。
“群组”、“分离群组”对应的快捷键为Ctrl+G,Ctrl+U。
填充填充可以对指定的图形进行填充操作。
被填充的图形必须是闭合的曲线。
如果您选择了多个对象进行填充,那么这些对象可以互相嵌套,或者互不相干,但任何两个对象不能有相交部分。
如图3-2所示。
图3-2 填充对象(左图可以填充,右图两个矩形相交,填充结果可能不是所预期的结果)“填充”菜单对应的工具栏图标为,选择填充后将弹出填充对话框,如图3-3所示。
使能轮廓:表示是否显示并标刻原有图形的轮廓。
即填充图形是否保留原有轮廓。
填充1、填充2和填充3:是指可以同时有三套互不相关的填图3-3 填充对话框充参数进行填充运算。
可以做到任意角度的交叉填充且每种填充都可以支持用四种不同的填充类型进行加工(四种填充类型包括:单向填充、双向填充、环形填充和优化双向填充,详细说明见下文。
)使能:是否允许当前填充参数有效。
对象整体计算:是一个优化的选项,如果选择了该选项,那么在进行填充计算时将把所有不互相包含的对象作为一个整体进行计算,在某些情况下会提高加工的速度。
(如果选择了该选项,可能会造成电脑运算速度的降低),否则每个独立的区域会分开来计算。
为了便于描述,现在我们举个特殊实例来说明此功能。
例:在工作空间中绘制三个独立矩形,填充线间距1mm,为0度填充。
1、不勾选“对象整体计算”:在加工时会按照对象列表里的加工顺序依次标刻其填充线。
2、勾选“对象整体计算”:在加工时一次标刻出全部的填充线。
3、在加工效果上的不同,如图3-4所示图3-4(a)不勾选“对象整体计算”填充线并不对齐图3-4(b)勾选“对象整体计算”填充线是对齐的填充类型: (如图3-4)单向填充:填充线总是从左向右进行填充。
双向填充:填充线先是从左向右进行填充,然后从右向左进行填充,其余循环填充。
环形填充:填充线是对象轮廓由外向里循环偏移填充。
图3-4 填充类型(左图为单向或双向直线填充,右图为环形填充)优化双向填充:类似于双向填充,但填充线末端之间会产生连接线。
以上四种填充类型均可用鼠标点击按钮的方法来切换,根据实际需要的效果方便快捷的进行设置或更改。