斯沃仿真使用方法
斯沃 数控仿真软件 操作和编程说明书

南京斯沃斯沃数控仿真软件广州数控仿真软件操作和编程说明书南京斯沃软件技术有限公司2006/07版本前言南京斯沃软件技术有限公司是一支专业从事可视化软件开发的队伍。
主要提供CAD/CAM、数控仿真、UG关键技术的示范、推广和应用。
面向企业的新产品开发和创新设计,提供贴近用户个性化需求的产品整体设计、技术咨询、二次开发服务。
根据客户要求 进行专业CAD\CAM的软件开发,以及数控系统、面板仿真的开发,提供基于UG软件的二次开发服务,指导客户利用UG软件建立企业标准化的设计流程,缩短新产品研发周期,降低改型设计开发成本,提高产品设计质量。
南京斯沃软件技术有限公司开发的,发那科(FANUC)、西门子(SINUMERIK)、三菱(MITSUBISHI)、广州数控(GSK)、华中世纪星(HNC)、北京凯恩帝(KND)、大连大森(DASEN)、南京华兴(WA) 数控车铣及加工中心仿真软件,是结合机床厂家实际加工制造经验与高校教学训练一体所开发的。
通过该软件可以使学生达到实物操作训练的目的,又可大大减少昂贵的设备投入。
南京斯沃软件技术有限公司2006年7月目 录第一章 斯沃数控仿真软件概述 (1)1.1 斯沃数控仿真软件简介 (1)1.2 斯沃数控仿真软件的功能 (1)1.2.1 控制器 (1)1.2.2功能介绍 (3)第二章 斯沃数控仿真软件操作 (5)2.1 软件启动界面 (5)2.1.1 试用版启动界面 (5)2.1.2网络版启动界面 (6)2.1.3单机版启动界面 (8)2.2 工具条和菜单的配置 (8)2.3 文件管理菜单 (10)2.3.1机床参数 (11)2.3.2刀具管理 (13)2.3.3工件参数及附件 (16)2.3.4快速模拟加工 (20)2.3.5工件测量 (21)2.3.6录制参数设置 (21)2.3.7警告信息 (22)第三章GSK980T操作 (26)3.1 GSK980T机床面板操作 (26)3.2 GSK980T数控系统操作 (28)3.2.1 按键介绍 (29)3.2.2 手动操作虚拟数控车床 (31)第四章GSK980T车床编程 (47)4.1坐标系统 (47)4.2G代码命令 (49)4.2.1G代码组及含义 (49)4.2.2 G代码解释 (50)4.3辅助功能(M功能) (65)4.4例题 (66)第五章 GSK900M 操作 (70)5.1 GSK900M 机床面板操作 (70)5.2 GSK900M数控系统操作 (73)5.2.1按键介绍 (73)5.2.2手动操作虚拟数控机床 (75)第六章GSK900M车床编程 (84)6.1坐标系统 (84)6.2 G代码命令 (86)6.1.1 代码组及其含义 (86)6.2.2 G代码解释 (88)6.3 辅助功能(M功能) (102)第七章 GSK928TC操作 (107)7.1 GSK928TC 机床面板操作 (107)7.2 GSK928TC数控系统操作 (109)7.2.1 按键介绍 (109)7.2.2手动操作虚拟数控车床 (113)第八章GSK928TC车床编程 (126)8.1坐标系统 (126)8.2 G代码命令 (128)8.2.1代码组及其含义 (128)8.2.2代码解释 (129)8.3辅助功能(M功能) (155)第一章 斯沃数控仿真软件概述1.1 斯沃数控仿真软件简介南京斯沃软件技术有限公司开发FANUC、SINUMERIK、MITSUBISHI、广州数控GSK、华中世纪星HNC、北京凯恩帝KND、大连大森DASEN数控车铣及加工中心仿真软件,是结合机床厂家实际加工制造经验与高校教学训练一体所开发的。
斯沃数控仿真广数车床操作和编程

斯沃数控仿真广数车床操作和编程目录第一章斯沃数控仿真软件概述 (2)1.1 斯沃数控仿真软件简介 (2)1.2 斯沃数控仿真软件的功能 (2)1.2.1 控制器 (2)1.2.2功能介绍 (3)第二章斯沃数控仿真软件操作 (5)2.1 软件启动界面 (5)2.1.1 试用版启动界面 (5)2.1.2网络版启动界面 (8)2.1.3单机版启动界面 (8)2.2 工具条和菜单的配置 (9)2.3 文件管理菜单 (9)2.3.1机床参数 (13)2.3.2刀具管理 (13)2.3.3工件参数及附件 (15)2.3.4快速模拟加工 (18)2.3.5工件测量 (18)2.3.6录制参数设置 (19)2.3.7警告信息 (19)第三章GSK980T操作 (23)3.1 GSK980T机床面板操作 (23)3.2 GSK980T数控系统操作 (25)3.2.1 按键介绍 (26)3.2.2 手动操作虚拟数控车床 (28)第四章GSK980T车床编程 (41)4.1坐标系统 (41)4.2G代码命令 (41)4.2.1G代码组及含义 (42)4.2.2 G代码解释 (42)4.3辅助功能(M功能) (57)4.4例题 (58)第一章斯沃数控仿真软件概述1.1 斯沃数控仿真软件简介南京斯沃软件技术有限公司开发FANUC、SINUMERIK、MITSUBISHI、广州数控GSK、华中世纪星HNC、北京凯恩帝KND、大连大森DASEN数控车铣及加工中心仿真软件,是结合机床厂家实际加工制造经验与高校教学训练一体所开发的。
通过该软件可以使学生达到实物操作训练的目的,又可大大减少昂贵的设备投入。
斯沃数控仿真软件具有FANUC、SINUMERIK、MITSUBISHI、广州数控GSK、华中世纪星HNC、北京凯恩帝KND系统、大连大森DASEN编程和加工功能,学生通过在PC机上操作该软件,能在很短时间内掌握各系统数控车、数控铣及加工中心的操作,可手动编程或读入CAM数控程序加工,教师通过网络教学,可随时获得学生当前操作信息,根据学生掌握的情况进行教育,既节省了成本和时间,从而提高学生的实际操作水平。
斯沃数控仿真对刀说明
→
如图 1→输入 z0→
→T01 刀 Z 轴对刀完毕。 测量直径(假设测量得直径φ →输入测量的直径 X96.17→
③ 试切外圆→X 方向不动,沿 Z 方向退出→工具条中 96.17)→ 进入参数输入界面,按 →
→T01 刀(外圆刀)X 方向对刀完毕。 2、T02 刀(割刀)对刀 ① 换 T02 刀(割刀)→碰工件端面→Z 方向不动,沿 X 方向退出→ → →光标移到 2 号刀补→输入 z0→ 进入参数 →T02 刀 Z 轴
测量直径(假设测量得直径φ →出现图 2, 按 →
出现图 4,输入 96.17→
→T1 刀(外圆刀)X 方向对刀完毕。
9
操作编程手册
SIEMENS 802S/c 对刀
2、T2(割刀)对刀 模式→ ,出现图 5:
图5 输入 “M6 T02” →按
图6 即可换成 T2 刀→碰工件端面→Z 方向不动, 沿 X 方向退出→ → →出现图 6
1
进入参
操作编程手册
FANUC 0i 对刀
数输入界面,按 轴对刀完毕。 ②
→
→光标移到 3 号刀补→输入 z0→
→T03 刀 Z
试切外圆→X 方向不动,沿 Z 方向退出→工具条中 进入参数输入界面,按 →
测量直径(假设测量得直径 →光标移到 3 号刀补→输入测
φ94.67)→
量的直径 X94.67→
图2
② 按
→
如图 2→输入 z0→
→
→T01 刀 Z 轴对刀完毕。 测量直径(假设测量得直径φ
③ 试切外圆→X 方向不动,沿 Z 方向退出→工具条中
96.17)→
进入参数输入界面,按
→
→输入测量的直径 X96.17→
斯沃仿真软件试切法对刀过程
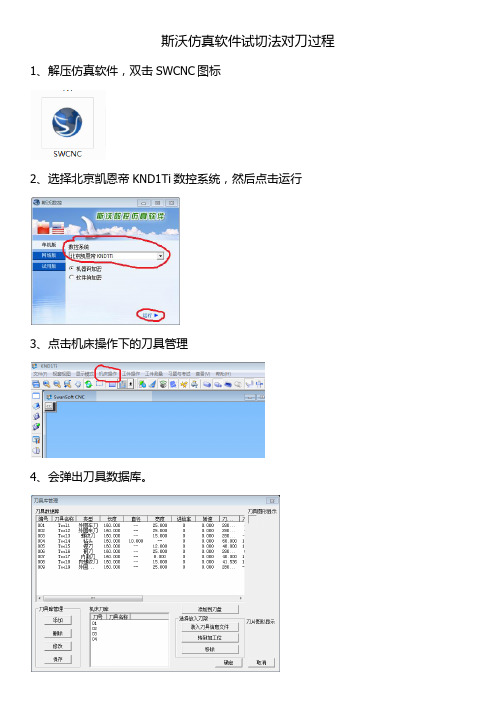
斯沃仿真软件试切法对刀过程1、解压仿真软件,双击SWCNC图标2、选择北京凯恩帝KND1Ti数控系统,然后点击运行3、点击机床操作下的刀具管理4、会弹出刀具数据库。
5、点击001外圆车刀,然后点击添加到刀盘选择1号刀位,点击006割刀,然后点击添加到刀盘选择2号刀位。
最后点击确定按键。
6、点击手动,使工作方式转变为手动方式7、点击正转,使主轴正向旋转8、手动移动刀具到工件端面附近,中间曲线为快速移动案件。
9、手动车端面,退刀时只能沿X轴退出10、点击刀补键,找到测量界面,使光标和相应刀补号对应11、依次点击Z 0 插入键12、手动车外圆,刀具沿Z 轴方向退出,停主轴13、点击工件测量下的特征线14、点击刚刚所测量的外圆,查看外圆尺寸15、点击工件测量下的测量退出,退出测量16、点击刀补键,找到测量界面,使光标和相应刀补号对应17、依次点击X 测量数据插入键18、手动移动刀架到安全位置,点击换刀键,换2号刀19、启动主轴,正转。
手动移动切断刀到工件端面附近,使刀具左侧轻轻和工件端面接触20、点击刀补键,找到测量界面,使光标和相应刀补号对应21、依次点击Z 0 插入键22、手动移动切断刀,使刀具主切削刃轻轻和工件外圆接触23、点击刀补键,找到测量界面,使光标和相应刀补号对应24、依次点击X 测量数据插入键25、手动移动刀具到安全位置,停主轴。
26、试切法对刀结束备注:1、工件操作下设置毛坯可以改变工件尺寸2、点击手型图标(1)可以移动窗口位置,点击旋转图标(2)可以改变窗口视角3、滚动鼠标滚轮可以调整窗口大小。
斯沃仿真软件操作步骤

斯沃仿真软件操作步骤
本文章内容用斯沃软件的大连机床厂的法兰克系统的为操作步骤进行讲解
1.点击“系统启动”,打开“紧急急停”按钮。
2.回零操作在“jog”模式下,点“+X,”“+Z”,(X,Z回零发亮),将“回零”旋钮左旋。
3.安装工件在“工件操作”下,设置毛坯,选中“棒”,分别输入“直径”和“长度”的数值,点击“确定”。
4.刀具安装及选择
“机床操作”,“刀具管理”,选择所需刀具(例子001号90度右偏刀),“添加到刀盘”,选择添加到几号刀位,可任意选,单击确定。
5.在“MDI”模式下,按“PROG”,点“MDI”按钮,输入“M03 S600”,点“EOB”或按回车键,点击“INSERT”,点击“循环启动”键,此时点击“视图”——“俯视”。
6. 在“JOG”模式下,移动刀具到工件的表面,沿“X轴负方向车端面”,沿X轴正方向退出。
在“MDI”模式下,点击“OFFSET SETTING”键,“补正”,“形状”,将光标移到番号“001和Z”,输入“Z0.00”,点击“测量”Z轴对刀完成。
7.。
斯沃数控仿真广数车床操作和编程

斯沃数控仿真广数车床操作和编程Document serial number【KKGB-LBS98YT-BS8CB-BSUT-BST108】斯沃数控仿真广数车床操作和编程目录第一章斯沃数控仿真软件概述 (2)斯沃数控仿真软件简介 (2)斯沃数控仿真软件的功能 (2)控制器 (2)功能介绍 (3)第二章斯沃数控仿真软件操作 (5)软件启动界面 (5)试用版启动界面 (5)网络版启动界面 (8)单机版启动界面 (8)工具条和菜单的配置 (9)文件管理菜单 (9)机床参数 (13)刀具管理 (13)工件参数及附件 (15)快速模拟加工 (18)工件测量 (18)录制参数设置 (19)警告信息 (19)第三章GSK980T操作 (23)GSK980T机床面板操作 (23)GSK980T数控系统操作 (25)按键介绍 (26)手动操作虚拟数控车床 (28)第四章GSK980T车床编程 (41)坐标系统 (41)代码命令 (41)代码组及含义 (42)G代码解释 (42)辅助功能(M功能) (57)例题 (58)第一章斯沃数控仿真软件概述斯沃数控仿真软件简介南京斯沃软件技术有限公司开发FANUC、SINUMERIK、MITSUBISHI、广州数控GSK、华中世纪星HNC、北京凯恩帝KND、大连大森DASEN数控车铣及加工中心仿真软件,是结合机床厂家实际加工制造经验与高校教学训练一体所开发的。
通过该软件可以使学生达到实物操作训练的目的,又可大大减少昂贵的设备投入。
斯沃数控仿真软件具有FANUC、SINUMERIK、MITSUBISHI、广州数控GSK、华中世纪星HNC、北京凯恩帝KND系统、大连大森DASEN编程和加工功能,学生通过在PC机上操作该软件,能在很短时间内掌握各系统数控车、数控铣及加工中心的操作,可手动编程或读入CAM数控程序加工,教师通过网络教学,可随时获得学生当前操作信息,根据学生掌握的情况进行教育,既节省了成本和时间,从而提高学生的实际操作水平。
斯沃数控仿真及破解说明
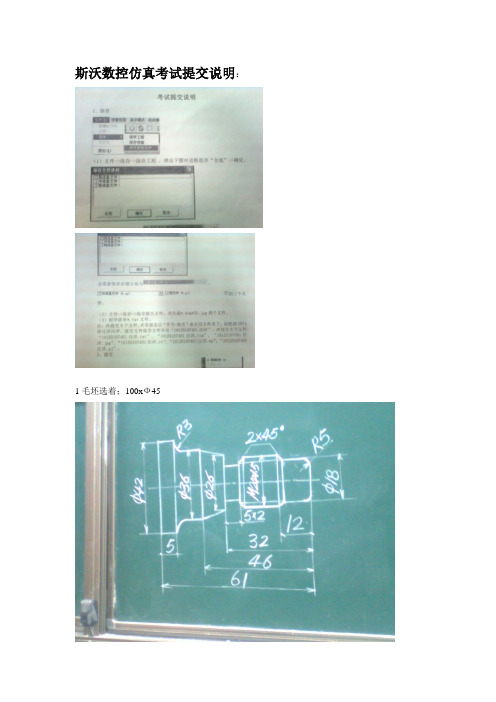
斯沃数控仿真考试提交说明:1毛坯选着;100xФ45螺纹的局部放大图(下图蓝色长方形区域;线表示螺纹)以下是:控制面板局部放大图及其参数的设置值(根据毛坯和对刀时的切削量来定,)刀对三次。
注意切割量尽量小:用脉冲形式Z﹣。
3.程序如下:O4599 %(一定要起个名字)N10 T0101;N20 G00 X100 Z100;N30 M03 S800;N40 G00 X46 Z2; ;%毛坯为45mm,故离开毛坯(46-45)/2 mm,N50 G71 U1.5 R0.5;N60 G71 P70 Q190 U0.6;N70 G01 X0 F80;N80 Z0;N90 X8;N100 G03 X18 Z-5 R5;N110 G01 Z-10;N120 X20.85; %(x从18到20..85)N130 X23.85Z-12; %第一次倒角注意x不是24mmN140 Z-32;N150 X26;N160 X36 W-14;N170 W-7;N180 G02 X42 W-3 R3;N190 G01 Z-66;N200 G70 P70 Q190 M03 S1200;N210 G00 X100 Z100;N220 T0202;N230 M03 S500;N240 G00 X28 Z-32;N250 G01 X20; 切草了N260 G00 X28; %快速点定位N270 W1;N280 G01 X20;N290 W-1;N300 G00 X28; %快速点定位N310 X100 Z100;N320 T0303;N330 M03 S400;N340 G00 X25 Z-9;N350 G92 X23.2 Z-29; F1.5;N360 X22.6;N370 X22.2;N380 X22.04;N390 G00 X100 Z100;N400 T0202;%目的是近似于切断。
N410 G00 X43 Z-69;N420 G01 X3 F30 ;N430 G00 X45;N440 X100 Z100;N450 M30斯沃数控-车床编程与走刀-(2)huaxia学院机电工程----四把刀1。
斯沃数控仿真软件内部教学资料

第一章斯沃数控仿真软件概述1.1 斯沃数控仿真软件简介南京斯沃软件技术有限公司开发FANUC、SINUMERIK、MITSUBISHI、广州数控GSK、华中世纪星HNC、北京凯恩帝KND、大连大森DASEN数控车铣及加工中心仿真软件,是结合机床厂家实际加工制造经验与高校教学训练一体所开发的。
通过该软件可以使学生达到实物操作训练的目的,又可大大减少昂贵的设备投入。
斯沃数控仿真软件包括八大类,28个系统,62个控制面板。
具有FANUC、SIEMENS(SINUMERIK)、MITSUBISHI、广州数控GSK、华中世纪星HNC、北京凯恩帝KND系统、大连大森DASEN、南京华兴WA编程和加工功能,学生通过在PC机上操作该软件,能在很短时间内掌握各系统数控车、数控铣及加工中心的操作,可手动编程或读入CAM数控程序加工,教师通过网络教学,可随时获得学生当前操作信息。
1.2 斯沃数控仿真软件的功能★国内第一款自动免费下载更新的数控仿真软件★真实感的三维数控机床和操作面板★动态旋转、缩放、移动、全屏显示等功能的实时交互操作方式★支持ISO-1056准备功能码(G代码)、辅助功能码(M代码)及其它指令代码★支持各系统自定义代码以及固定循环★直接调入UG、PRO-E、Mastercam等CAD/CAM后置处理文件模拟加工★Windows系统的宏录制和回放★AVI文件的录制和回放★工件选放、装夹★换刀机械手、四方刀架、八方刀架★基准对刀、手动对刀★零件切削,带加工冷却液、加工声效、铁屑等★寻边器、塞尺、千分尺、卡尺等工具★采用数据库管理的刀具和性能参数库★内含多种不同类型的刀具★支持用户自定义刀具功能★加工后的模型的三维测量功能★基于刀具切削参数零件光洁度的测量第二章斯沃数控仿真软件操作2.1 软件启动界面2.1.1 试用版启动界面图2.1-1(1)在左边文件框里选择试用版;(2)在右边的窗口处点击选择所要使用的数控系统(3)如果需要超级使用可以选择(4)选择系统完成之后,点击Try It 进入系统界面2.1.2网络版启动界面图2.1-2(1)在左边文件框内选择网络版(2)在右边的第一个条框内选择所要使用的系统名称(3)在User里选择用户名,输入密码(4)在Remember Me 和Remember My Password 中进行选择(5)输入服务器的IP地址(6)点击Sign in 进入系统界面(7)启动SSCNCSRV.exe,进入SERVER主界面,如下图:图2.1-3(8)单击工具栏中的“用户状态”图标,将会显示所有用户的状态,如下图图2.1-4(9)在用户状态列表中选择一个用户,然后点击工具栏上的"设置教师机"图标将其设为教师机(10)单击"用户管理"图标,弹出"用户管理"对话框,如下图:在这个对话框中添加用户名和姓名,以及该用户的权限。
斯沃数控仿真软件操作指导书

斯沃数控仿真软件操作指导书华中科技大学武昌分校自动化系数控实训创新基地2007年11月一、软件简介斯沃数控仿真加工软件包括八大类,30个系统,62个控制面板。
具有FANUC、SIEMENS、MITSUBISHI,广州数控GSK、华中数控HNC等系统的编程和加工功能,通过在PC机上操作该软件,能在很短的时间内掌握数控车、数控铣及加工中心的操作。
二、启动界面如图1所示在数控系统中选择你所需要的系统,然后点击登录。
图1三、功能介绍能够做三维仿真,等同于对真正的CNC机床的操作。
用户能够任意设置机床尺寸。
提供像放大缩小等观察参数的设置功能。
切削中故障报警功能(碰撞、过载等)。
采用对话框来简化刀具和功能的设置。
切削路径和刀偏路径可以同时显示。
FANUC0I-T(图3)操作面板图2图3下面分别对工具条分别进行介绍工具条1(如图4)所示各个图标的功能说明如下:图4工具条2(如图5)所示各个图标的功能说明如下:图5五、FANUC 0iT列车床操作简介(1)FANUC 0iT系列车床面板简介机床的操作面板位于窗口的右下侧(如图1-8),主要用于控制机床运行状态,我们还是同样分部分详细说明:图1-8第一部分:模式选择按钮AUTO:自动加工模式。
EDIT:用于直接通过操作面板输入数控程序和编辑程序。
MDI:手动数据输入。
INC:增量进给。
HND:手轮模式移动工作台面。
JOG:手动模式。
DNC:用232电缆线连接PC机和数控机床。
REF:回参考点。
第二部分:数控程序运行控制开关程序开始:仅在AUTO 和MDI方式下有效。
程序停止:在程序运行过程中,按下此钮停止程序运行。
第三部分:手动操作机床开关(1)、机床主轴手动控制开关手动开主轴正转(顺时针为正)手动开主轴反转手动停止主轴(2)、手动移动工作台面(3)、单步进给倍率选择(说明:每按下一次为一步的距离。
×1为1/1000毫米,×10为10/1000毫米,×100为100/1000毫米,×1000为1000/1000毫米)第四部分: 倍率调节按钮倍率调节应将光标置于旋钮上,点击鼠标左键转动。
斯沃数控仿真软件对刀操作图文教程
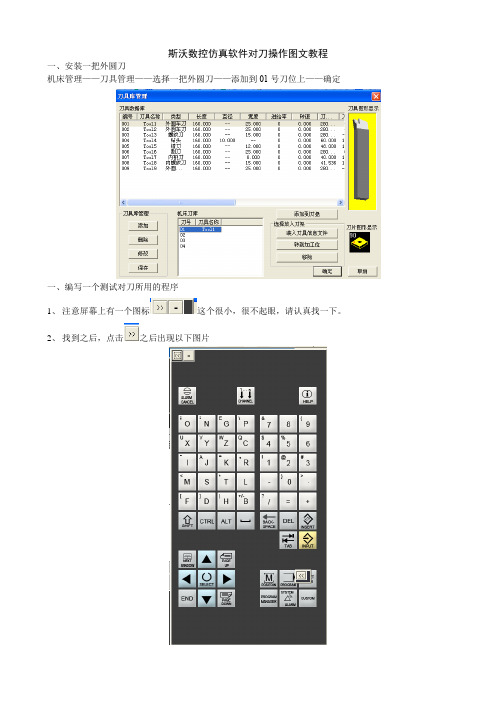
斯沃数控仿真软件对刀操作图文教程一、安装一把外圆刀机床管理——刀具管理——选择一把外圆刀——添加到01号刀位上——确定一、编写一个测试对刀所用的程序1、注意屏幕上有一个图标这个很小,很不起眼,请认真找一下。
2、找到之后,点击之后出现以下图片3、点击一下,左侧出现以下图片4、点击注意是“新程序”右边的那个空白按纽,直接点“新程序”是没有反应。
点完之后出现以下图片你用键盘输入程序名,一般是几位字母。
如:然后按下然后你就进入程序编写界面用键盘输入(注意,如果输入时无反应,则是因为你没有激活当前界面,激活方法很简单,点击一下此界面就表示激活)然后你再点一下(这个按纽还记得吧,在上几步中出现过,它的作用是“程序管理”)看看程序管理中有没有出现你刚才输入的程序名“YYY”到此为止,你的程序输入己经完成了。
二、机械回零操作1、点击以下按纽2、再分别点击+Z和+X,3、屏幕中出现以下图片就说明机械回零操作完成了。
三、对刀操作1、先点击“视图管理”——“二维显示”2、点击“机床管理”——“快速定位”3、看到刀尖己经到了以下位置就说明成功了。
4、先点击一下此按纽出现以下图片5、再点击一下“测试刀量”(注意是空白的那个按纽)6、然后点击7、出现以下图片用键盘上的方向键,将光标调到输入0,然后点击当这个0数据发生变化就说明操作成功。
8、然后点击出现以下图片用键盘上的方向键,将光标调到输入0,然后点击当这个0数据发生变化就说明操作成功。
到此为止,对刀操作就完成了。
四、自动循环加工1 、点击这个按纽,表示进入自动状态2、点击这个按纽,表示开始自动加工。
3、如果没有关闭仓门就无法加工,关闭仓门的方法:点击左侧面板上这个按纽5、看到以下红线,就说明对刀完全正确。
斯沃数控仿真及破解说明
斯沃数控仿真考试提交说明:1毛坯选着;100xФ45螺纹的局部放大图(下图蓝色长方形区域;线表示螺纹)以下是:控制面板局部放大图及其参数的设置值(根据毛坯和对刀时的切削量来定,)刀对三次。
注意切割量尽量小:用脉冲形式Z﹣。
3.程序如下:O4599 %(一定要起个名字)N10 T0101;N20 G00 X100 Z100;N30 M03 S800;N40 G00 X46 Z2; ;%毛坯为45mm,故离开毛坯(46-45)/2 mm,N50 G71 U1.5 R0.5;N60 G71 P70 Q190 U0.6;N70 G01 X0 F80;N80 Z0;N90 X8;N100 G03 X18 Z-5 R5;N110 G01 Z-10;N120 X20.85; %(x从18到20..85)N130 X23.85Z-12; %第一次倒角注意x不是24mmN140 Z-32;N150 X26;N160 X36 W-14;N170 W-7;N180 G02 X42 W-3 R3;N190 G01 Z-66;N200 G70 P70 Q190 M03 S1200;N210 G00 X100 Z100;N220 T0202;N230 M03 S500;N240 G00 X28 Z-32;N250 G01 X20; 切草了N260 G00 X28; %快速点定位N270 W1;N280 G01 X20;N290 W-1;N300 G00 X28; %快速点定位N310 X100 Z100;N320 T0303;N330 M03 S400;N340 G00 X25 Z-9;N350 G92 X23.2 Z-29; F1.5;N360 X22.6;N370 X22.2;N380 X22.04;N390 G00 X100 Z100;N400 T0202;%目的是近似于切断。
N410 G00 X43 Z-69;N420 G01 X3 F30 ;N430 G00 X45;N440 X100 Z100;N450 M30斯沃数控-车床编程与走刀-(2)huaxia学院机电工程----四把刀1。
数控仿真实习教材:斯沃数控仿真软件操作指导书
斯沃数控仿真软件操作指导书华中科技大学武昌分校自动化系数控实训创新基地一、软件简介斯沃数控仿真加工软件包括八大类,30个系统,62个控制面板。
具有FANUC、SIEMENS、MITSUBISHI,广州数控GSK、华中数控HNC等系统的编程和加工功能,通过在PC机上操作该软件,能在很短的时间内掌握数控车、数控铣及加工中心的操作。
二、启动界面如图1所示在数控系统中选择你所需要的系统,然后点击登录。
图1三、功能介绍能够做三维仿真,等同于对真正的CNC机床的操作。
用户能够任意设置机床尺寸。
提供像放大缩小等观察参数的设置功能。
切削中故障报警功能(碰撞、过载等)。
采用对话框来简化刀具和功能的设置。
切削路径和刀偏路径可以同时显示。
华中数控世纪星(图2)和FANUC0I-T(图3)操作面板图2图3下面分别对工具条分别进行介绍工具条1(如图4)所示各个图标的功能说明如下:图4工具条2(如图5)所示各个图标的功能说明如下:图5四、华中数控HNC-21T系列车床操作简介(1)华中数控HNC-21T系列车床面板简介机床的操作面板位于窗口的右下侧(如图6),主要用于控制机床运行状态,由于每个按键上都有汉字说明,我们就不再累述了。
只对几个意义不太明显的键进行简单解释一下。
方式选择进入自动加工模式。
图6按一下"循环启动"按键运行一程序段,机床运动轴减速停止,刀具、主轴电机停止运行;再按一下“循环启动”按键又执行下一程序段,执行完了后又再次停止。
手动方式,手动连续移动台面或者刀具。
增量进给。
回参考点。
主轴控制在手动方式下,当主轴制动无效时,指示灯灭按一下“主轴定向按键”,主轴立即执行主轴定向功能。
定向完成后,按键内指示灯亮,主轴准确停止在某一固定位置.在手动方式下,当主轴制动无效时,指示灯灭按一下“主轴冲动按键”,指示灯亮。
主电机以机床参数设定的转速和时间转动一定的角度。
在手动方式下,主轴处于停止状态时,按一下“主轴制动” 按键,指示灯亮主电机被锁定在当前位置。
斯沃仿真教程
斯沃数控仿真外圆及外螺纹数控加工实例目录1.工艺分析——————————————22.设定工件坐标系———————————2-33.刀具选择——————————————34.程序————————————————3-45.操作过程——————————————4-236.结果分析——————————————23 1.工艺分析图2.1 所示是某轴的零件图,工件材料为45钢,毛抷尺寸为Φ40mm×200mm的棒料。
该零件包含车外圆、切槽、车螺纹等操作,该零件的加工基本上体现了斯沃数控仿真功能。
其加工工艺简述如下:工序1:采用手动车削两端面保证100mm的长度。
工序2:夹左端车右端外形。
工步1:粗车锥、R5外圆、圆24mm轴段、锥轴段及轴段圆32mm的右半部分。
工步2:精车锥、R5外圆、圆24mm轴段、锥轴段及轴段圆32mm的右半部分。
工步3:加工M24*2的螺纹。
工序3:工步1:切槽圆20mm*5和,切刀宽3mm。
工步2:切断。
2. 设定工件坐标系按基准重合原则,将工作坐标系的原点设定在零件右端面与回转轴线的交点上,对刀时根据程序选择零件右端面端点对刀。
3. 刀具选择根据零件图的加工要求和编程情况,需要加工零件的端面、圆柱面、圆锥面、圆弧面、倒角,共需用三把刀具。
1号刀,外圆车刀,刀体参数:刀杆长度160mm,刀杆宽度25mm;刀片类型:选刀片斜度为35°,刀片边长20mm,刀片厚度3mm。
2号刀,割刀,刀体参数:刀杆长度160mm;刀片类型:选刀片斜度为35°或55°,刀片边长12mm,刀片厚度3mm。
3号刀,螺纹刀,刀体参数:刀杆长度160mm,刀杆宽度15mm;刀片类型:选刀片斜度为35°,刀片边长2mm,刀片厚度3mm。
5.操作过程打开斯沃数控软件,找到华中数控HNC-21T,数控车床。
点击运行到主页面选择机床操作—刀具管理器,选择如图下面的刀具,按顺序添加到系统中,再点击确定。
斯沃数控仿真对刀图文教程

斯沃数控仿真对刀技术图文教程本课件来自百万课件网作者:梦贤竹林E_mail:**************未经许可不得擅自修改和转载。
本教程的目的是教大家学会如何掌握斯沃数控仿真机床的快速对刀技术。
首先你得安装一把刀具,具体方法如下先点击“机床操作“–刀具管理选择1号刀,这里我选择是外圆车刀,当然你也可以选择别的刀具。
然后点击添加到刀盘,选择添加到01号刀库,再确定。
看到刀号出现T0011就说明添加刀盘成功。
接着修改视窗为二维显示,当然你也可以不修改,只是修改之后便于观察。
修改成功后,数控车床由立体图变成了平面图了。
现在才是对刀最关键的时候注意点击机床操作----快速定位。
注意选择中心的那个点点确定之后,你会看到刀尖己经快速移动到工件坐标系的原点上了。
我们现在要开始输入相关数据了,记住这个时候千万不要用手动或者是手轮改运刀尖目前所在的位置。
注意选择刀补观察显示屏是不是进入了偏置?下面开始输入对刀数据,看到显示屏下方的现在位置了吗?U-260W-395.833先按下U再按数据,然后输入,看到01号偏置的数据由0.000改变了数据,则说明输入数据成功。
同样方法输入W值。
输入之后你才可以移动刀具,否则对刀就会错乱。
应朋友要求,我把一些与数控相关的资料也一起放上来了,请大家自行下载。
斯沃数控仿真软件下载/jpyj/jxyj/201005/1222.html普通车床改数控车床方法/jdlw/bylw/201007/1350.html数控机床电气原理图/jaxz/dzdg/201012/1669.html数控刀架故障及维修/jaxz/jxzz/201012/1639.html数控机床维修改造教案/jaxz/jxzz/201012/1650.html数控编程期末考试试卷及答案/Soft/jxzz/201101/1783.html数控期末实践考核试题/Soft/jxzz/201101/1782.html2010数控编程期末试卷.rar/Soft/jxzz/201101/1779.html数控机床维修及维护/kjxz/jxzz/201012/1723.html数控机床变频器常见故障处理/kjxz/jxzz/201012/1724.html数控车床实训精品课件/kjxz/jxzz/201012/1682.html数控加工中心加工工艺课件/kjxz/jxzz/201012/1684.html广州数控机床电路图/jaxz/dzdg/201012/1663.html数控机床的电气结构图/jaxz/jxzz/201012/1668.html数控车实训课程电子教案/jaxz/jxzz/201012/1681.html华中数控串口通讯软件NetDnc/jpyj/jxyj/201010/1500.html数控车床万能编椭圆程序软件/jpyj/jxyj/201006/1324.html斯沃数控仿真图文教程/jcxz/jxzz/201012/1633.htmlCAXA数控车图文教程—手柄/jcxz/jxzz/201012/1631.html斯沃数控仿真图文教程/jcxz/jxzz/201012/1633.html数控车床(GSK928TC)仿真软件绿色版/jpyj/jxyj/201005/1220.html广州数控车床说明书.rar/jpyj/jxyj/201005/1224.html。
Siwave的三种仿真模式
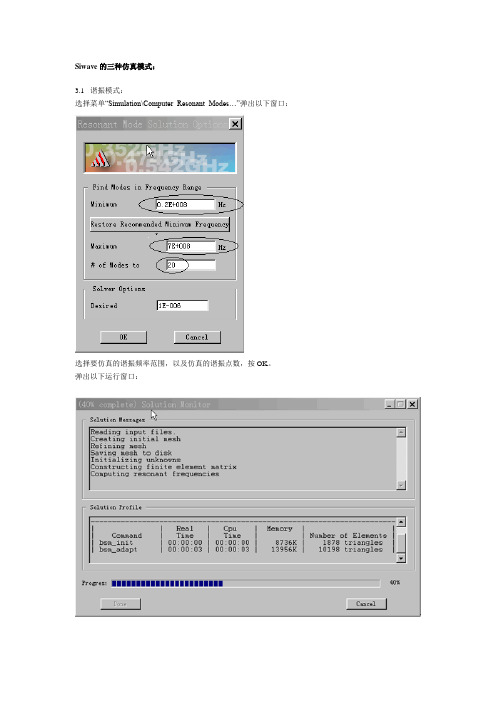
Siwave的三种仿真模式:3.1 谐振模式:选择菜单“Simulation\Computer Resonant Modes…”弹出以下窗口:选择要仿真的谐振频率范围,以及仿真的谐振点数,按OK。
弹出以下运行窗口:运行结束后,弹出下面的窗口:拉开两个“-----NULL------”指示条,选择谐振的平面。
如下图:选择某个频点,按Computer键,上图下半部分的窗口出现谐振平面列表,选其中一行,按下面“Phase Ani mation”,弹出以下窗口:按“Generate Frames”,在Frames栏出现从0~360度的相位值,同时在Siwave 主窗口的出现谐振的幅度和位置。
在窗口的左边还有谐振幅度的比例。
Siwave是通过色彩的变化来表示谐振幅度的大小的,当局部的颜色变红或蓝色时,表示谐振的幅度达到设定的谐振幅度的最大值。
颜色表示的幅度范围是可以修改的。
点击左边的颜色值条,弹出下面窗口,最大缺省值是1V,最小缺省值为-1V,选择“User Defined”,输入最大最小值即可。
在颜色最红或最蓝的地方表示谐振幅度最高,可以根据谐振频率加电容。
公司主要电容的参数如下:3.2 激励源模式:用这种模式时,在激励源处放电压源,在需探测处放电压探针。
如图示:按图标可以查看所有无源器件及探针的信息:选择菜单“Simulation\Computer Frequency Sweep…”弹出以下窗口:选择扫描频率的范围及计算的点数,以及仿真层面,按OK。
最后弹出一个新窗口:显示出在电压源激励下,探针测量的电压值。
选择不同的地方放置电压源,和电压探针,可以测量各处的电压波动。
3.3 S参数:用Siwave可以计算端口的S参数,在关注的位置增加端口,如图示:按图标可以查看所有无源器件及端口的信息:选择菜单“Simulation\Computer S-,Y-,Z-parameter…”弹出以下窗口:选择扫描频率的范围及计算的点数,按OK。