加工中心刀柄结构说明共28页
加工中心刀柄规格

加工中心刀柄规格加工中心的主轴锥孔通常分为两大类,即锥度为7:24 的通用系统和1:10 的HSK 真空系统。
7:24 锥度的通用刀柄锥度为7:24 的通用刀柄通常有五种标准和规格,即NT(传统型)、DIN 69871(德国标准)、IS07388/1 (国际标准)、MAS BT(日本标准)以及ANSI/ASME(美国标准)。
NT 型刀柄德国标准为DIN 2080,是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
目前国内使用最多的是DIN 69871 型(即JT)和MAS BT 型两种刀柄。
DIN 69871 型的刀柄可以安装在DIN 69871 型和ANSI/ASME 主轴锥孔的机床上,IS0 7388/1 型的刀柄可以安装在DIN69871 型、IS0 7388/1 和ANSI/ASME 主轴锥孔的机床上,所以就通用性而言,IS0 7388/1 型的刀柄是最好的。
(1)DIN 2080 型(简称NT 或ST)DIN 2080 是德国标准,即国际标准ISO 2583 ,是我们通常所说NT 型刀柄,不能用机床的机械手装刀而用手动装刀。
(2)DIN 69871 型(简称JT、DIN、DAT 或DV)DIN 69871 型分两种,即DIN 69871 A/AD 型和DIN 69871 B 型,前者是中心内冷,后者是法兰盘内冷,其它尺寸相同。
(3)ISO 7388/1 型(简称IV 或IT)其刀柄安装尺寸与DIN 69871 型没有区别,但由于ISO 7388/1 型刀柄的D4 值小于DIN 69871型刀柄的D4 值,所以将ISO 7388/1 型刀柄安装在DIN 69871 型锥孔的机床上是没有问题的,但将DIN 69871 型刀柄安装在ISO 7388/1 型机床上则有可能会发生干涉。
(4)MAS BT 型(简称BT)BT 型是日本标准,安装尺寸与DIN 69871、IS0 7388/1 及ANSI 完全不同,不能换用。
加工中心刀柄规格
加工中心刀柄规格加工中心的主轴锥孔通常分为两大类,即锥度为7:24的通用系统和1:10的HSK真空系统。
7:24锥度的通用刀柄锥度为7:24的通用刀柄通常有五种标准和规格,即NT(传统型)、DIN 69871(德国标准)、IS07388/1(国际标准)、MAS BT(日本标准)以及ANSI/ASME(美国标准)。
NT型刀柄德国标准为DIN 2080,是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
目前国内使用最多的是DIN 69871型(即JT)和MAS BT型两种刀柄。
DIN 69871型的刀柄可以安装在DIN 69871型和ANSI/ASME主轴锥孔的机床上,IS0 7388/1型的刀柄可以安装在DIN69871型、IS0 7388/1和ANSI/ASME主轴锥孔的机床上,所以就通用性而言,IS0 7388/1型的刀柄是最好的。
(1)DIN 2080型(简称NT或ST)DIN2080是德国标准,即国际标准ISO2583,是我们通常所说NT型刀柄,不能用机床的机械手装刀而用手动装刀。
(2)DIN 69871型(简称JT、DIN、DAT或DV)DIN 69871型分两种,即DIN 69871 A/AD型和DIN 69871 B型,前者是中心内冷,后者是法兰盘内冷,其它尺寸相同。
(3)ISO 7388/1型(简称IV或IT)其刀柄安装尺寸与DIN69871型没有区别,但由于ISO7388/1型刀柄的D4值小于DIN69871型刀柄的D4值,所以将ISO 7388/1型刀柄安装在DIN 69871型锥孔的机床上是没有问题的,但将DIN 69871型刀柄安装在ISO 7388/1型机床上则有可能会发生干涉。
(4)MAS BT型(简称BT)BT型是日本标准,安装尺寸与DIN 69871、IS0 7388/1及ANSI完全不同,不能换用。
BT型刀柄的对称性结构使它比其它三种刀柄的高速稳定性要好。
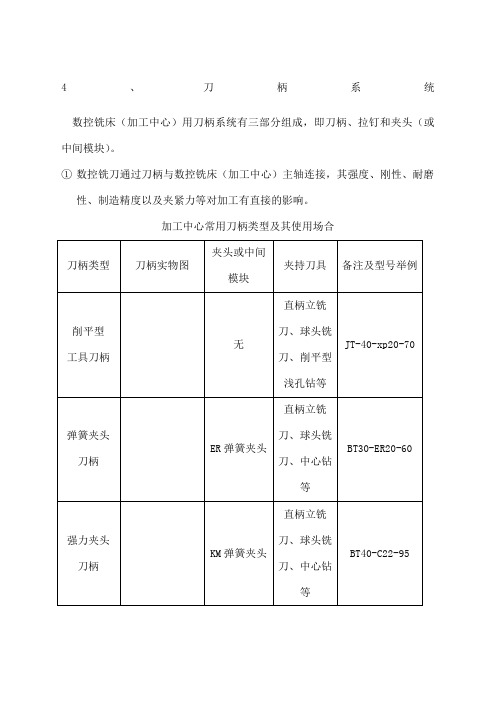
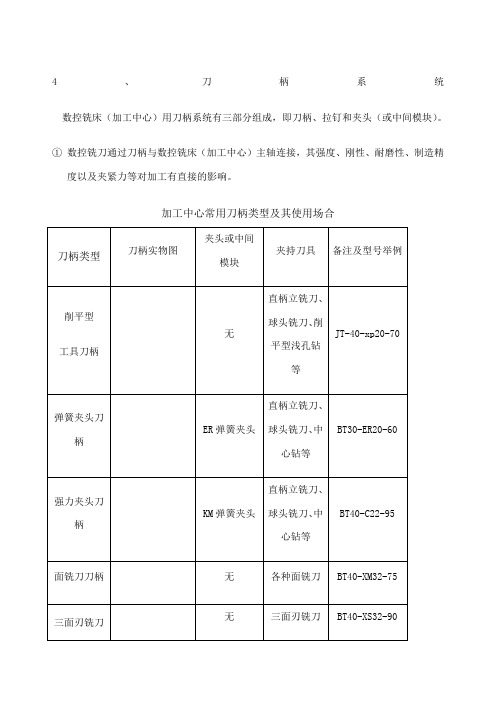
加工中心常用刀柄类型及其使用场合

4、刀柄系统
数控铣床(加工中心)用刀柄系统有三部分组成,即刀柄、拉钉和夹头(或中间模块)。
①数控铣刀通过刀柄与数控铣床(加工中心)主轴连接,其强度、刚性、耐磨性、制造精度以及夹紧力等
对加工有直接的影响。
加工中心常用刀柄类型及其使用场合
5、拉钉
加工中心拉钉(图1-1)的尺寸也已标准化,ISO或GB规定了A型和B型两种形式的拉钉,其中A型拉钉用于不带钢球的拉紧装置,而B型拉钉用于带钢球的拉紧装置。
刀柄及拉钉的具体尺寸可查阅有关标准的规定。
6、弹簧夹头及中间模块
弹簧夹头有两种,即ER弹簧夹头(图1-2a)和KM弹簧夹头(图1-2b)。
其中ER弹簧夹头的夹紧力较小,适用于切削力较小的场合;KM弹簧夹头的夹紧力较大,适用于强力铣削。
a) b)
图1-1 拉钉图1-2 弹簧夹头
a)ER弹簧夹头b)KM弹簧夹头
中间模块(图1-3)是刀柄和道具之间的中间联接装置,通过中间模块的使用,提高了刀柄的通用性能。
例如,镗刀、丝锥与刀柄的联接就经常使用中间模块。
a)b)c)
图1-3 中间模块
a)精镗刀中间模块b)攻螺纹夹套c)钻夹头接柄。
刀柄
数控刀具中刀柄的应用知识加工中心的主轴锥孔通常分为两大类,即锥度为7:24的通用系统和1:10的HSK 真空系统。
一、7:24锥度的通用刀柄7:24锥度的通用刀柄锥度为7:24的通用刀柄通常有五种标准和规格,即NT (传统型)、DIN 69871(德国标准)、IS0 7388/1 (国际标准)、MAS BT(日本标准)以及ANSI/ASME(美国标准)。
NT型刀柄德国标准为DIN 2080,是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
目前国内使用最多的是DIN 69871型(即JT)和MAS BT 型两种刀柄。
DIN 69871型的刀柄可以安装在DIN 69871型和ANSI/ASME主轴锥孔的机床上,IS0 7388/1型的刀柄可以安装在DIN 69871型、IS0 7388/1 和ANSI/ASME主轴锥孔的机床上,所以就通用性而言,IS0 7388/1型的刀柄是最好的。
(1)DIN 2080型(简称NT或ST)DIN 2080是德国标准,即国际标准ISO 2583,是我们通常所说NT型刀柄,不能用机床的机械手装刀而用手动装刀。
(2)DIN 69871型(简称JT、DIN、DAT或DV)DIN 69871 型分两种,即DIN 69871 A/AD型和DIN69871 B型,前者是中心内冷,后者是法兰盘内冷,其它尺寸相同。
(3)ISO 7388/1型(简称IV或IT)其刀柄安装尺寸与DIN 69871 型没有区别但由于ISO 7388/1型刀柄的D4值小于DIN 69871 型刀柄的D4值,所以将ISO 7388/1型刀柄安装在DIN 69871型锥孔的机床上是没有问题的,但将DIN 69871型刀柄安装在ISO 7388/1型机床上则有可能会发生干涉。
(4)MAS BT型(简称BT)BT型是日本标准,安装尺寸与DIN 69871、IS0 7388/1 及ANSI 完全不同,不能换用。
加工中心常用刀柄类型及其使用场合
4、刀柄系统
数控铣床(加工中心)用刀柄系统有三部分组成,即刀柄、拉钉和夹头(或中间模块)。
①数控铣刀通过刀柄与数控铣床(加工中心)主轴连接,其强度、刚性、耐磨
性、制造精度以及夹紧力等对加工有直接的影响。
加工中心常用刀柄类型及其使用场合
5、拉钉
加工中心拉钉(图1-1)的尺寸也已标准化,ISO或GB规定了A型和B型两种形式的拉钉,其中A型拉钉用于不带钢球的拉紧装置,而B型拉钉用于带钢球的拉紧装置。
刀柄及拉钉的具体尺寸可查阅有关标准的规定。
6、弹簧夹头及中间模块
弹簧夹头有两种,即ER弹簧夹头(图1-2a)和KM弹簧夹头(图1-2b)。
其中ER弹簧夹头的夹紧力较小,适用于切削力较小的场合;KM弹簧夹头的夹紧力较大,适用于强力铣削。
a)
b)
图1-1 拉钉图1-2 弹簧夹头
a)ER弹簧夹头 b)KM弹簧夹头
中间模块(图1-3)是刀柄和道具之间的中间联接装置,通过中间模块的使用,提高了刀柄的通用性能。
例如,镗刀、丝锥与刀柄的联接就经常使用中间模块。
a) b) c)
图1-3 中间模块
a)精镗刀中间模块 b)攻螺纹夹套 c)钻夹头接柄。
加工中心常用刀柄类型及其使用场合

4、刀柄系统
数控铣床(加工中心)用刀柄系统有三部分组成,即刀柄、拉钉和夹头(或中间模块)。
①数控铣刀通过刀柄与数控铣床(加工中心)主轴连接,其强度、刚性、耐
磨性、制造精度以及夹紧力等对加工有直接的影响。
加工中心常用刀柄类型及其使用场合
5、拉钉
加工中心拉钉(图1-1)的尺寸也已标准化,ISO或GB规定了A型和B 型两种形式的拉钉,其中A型拉钉用于不带钢球的拉紧装置,而B型拉钉用于带钢球的拉紧装置。
刀柄及拉钉的具体尺寸可查阅有关标准的规定。
6、弹簧夹头及中间模块
弹簧夹头有两种,即ER弹簧夹头(图1-2a)和KM弹簧夹头(图1-2b)。
其中ER弹簧夹头的夹紧力较小,适用于切削力较小的场合;KM弹簧夹头的
夹紧力较大,适用于强力铣削。
a)
b)
图1-1 拉钉图1-2 弹簧夹头
a)ER弹簧夹头 b)KM弹
簧夹头
中间模块(图1-3)是刀柄和道具之间的中间联接装置,通过中间模块
的使用,提高了刀柄的通用性能。
例如,镗刀、丝锥与刀柄的联接就经常使
用中间模块。
a) b) c)
图1-3 中间模块
a)精镗刀中间模块 b)攻螺纹夹套 c)钻夹头接柄。
加工中心常用刀柄类型及其使用场合
4、刀柄系统数控铣床(加工中心)用刀柄系统有三部分组成,即刀柄、拉钉和夹头(或中间模块)。
①数控铣刀通过刀柄与数控铣床(加工中心)主轴连接,其强度、刚性、耐磨性、制造精度以及夹紧力等对加工有直接的影响。
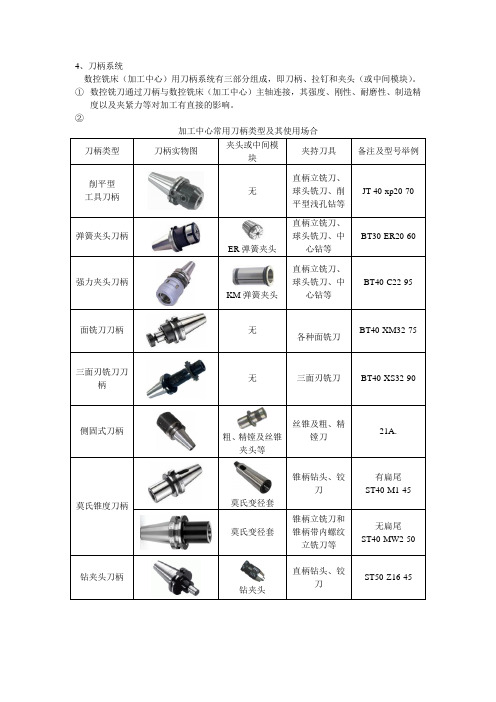
②加工中心常用刀柄类型及其使用场合刀柄类型刀柄实物图夹头或中间模块夹持刀具备注及型号举例削平型工具刀柄无直柄立铣刀、球头铣刀、削平型浅孔钻等JT-40-xp20-70弹簧夹头刀柄ER弹簧夹头直柄立铣刀、球头铣刀、中心钻等BT30-ER20-60强力夹头刀柄KM弹簧夹头直柄立铣刀、球头铣刀、中心钻等BT40-C22-95面铣刀刀柄无各种面铣刀BT40-XM32-75三面刃铣刀刀柄无三面刃铣刀BT40-XS32-90侧固式刀柄粗、精镗及丝锥夹头等丝锥及粗、精镗刀21A.莫氏锥度刀柄莫氏变径套锥柄钻头、铰刀有扁尾ST40-M1-45莫氏变径套锥柄立铣刀和锥柄带内螺纹立铣刀等无扁尾ST40-MW2-50钻夹头刀柄钻夹头直柄钻头、铰刀ST50-Z16-45丝锥夹头刀柄无机用丝锥ST50-TPG875整体式刀柄粗、精镗刀头整体式粗、精镗刀BT40-BCA30-1605、拉钉加工中心拉钉(图1-1)的尺寸也已标准化,ISO或GB规定了A型和B型两种形式的拉钉,其中A型拉钉用于不带钢球的拉紧装置,而B型拉钉用于带钢球的拉紧装置。
刀柄及拉钉的具体尺寸可查阅有关标准的规定。
6、弹簧夹头及中间模块弹簧夹头有两种,即ER弹簧夹头(图1-2a)和KM弹簧夹头(图1-2b)。
其中ER弹簧夹头的夹紧力较小,适用于切削力较小的场合;KM弹簧夹头的夹紧力较大,适用于强力铣削。
a)b)图1-1 拉钉图1-2 弹簧夹头a)ER弹簧夹头b)KM弹簧夹头中间模块(图1-3)是刀柄和道具之间的中间联接装置,通过中间模块的使用,提高了刀柄的通用性能。
例如,镗刀、丝锥与刀柄的联接就经常使用中间模块。
a)b)c)图1-3 中间模块a)精镗刀中间模块b)攻螺纹夹套c)钻夹头接柄。
加工中心刀柄结构说明 共27页共29页文档

6、纪律是自由的第一条件。——黑格 尔 7、纪律是集体的面貌,集体的声音, 集体的 动作, 集体的 表情, 集体的 信念。 ——马 卡连柯
8、我们现在必须完全保持党的纪律, 否则一 切都会 陷入污 泥中。 ——马 克思 9、学校没有纪律便如磨坊没有水。— —夸美 纽斯
10、一个人应该:活泼而守纪律,天 真而不 幼稚, 勇敢而 鲁莽, 倔强而 有原则 ,热情 而不冲 动,乐 观而不 盲目。 ——马 克思Fra bibliotek 谢谢你的阅读
❖ 知识就是财富 ❖ 丰富你的人生
71、既然我已经踏上这条道路,那么,任何东西都不应妨碍我沿着这条路走下去。——康德 72、家庭成为快乐的种子在外也不致成为障碍物但在旅行之际却是夜间的伴侣。——西塞罗 73、坚持意志伟大的事业需要始终不渝的精神。——伏尔泰 74、路漫漫其修道远,吾将上下而求索。——屈原 75、内外相应,言行相称。——韩非
加工中心常用刀柄类型及其使用场合
4、刀柄系统
数控铣床(加工中心)用刀柄系统有三部分组成,即刀柄、拉钉和夹头(或中间模块)。
①数控铣刀通过刀柄与数控铣床(加工中心)主轴连接,其强度、刚性、耐磨性、制造精
度以及夹紧力等对加工有直接的影响。
加工中心常用刀柄类型及其使用场合
5、拉钉
加工中心拉钉(图1-1)的尺寸也已标准化,ISO或GB规定了A型和B型两种形式的拉钉,其中A型拉钉用于不带钢球的拉紧装置,而B型拉钉用于带钢球的拉紧装置。
刀柄及拉钉的具体尺寸可查阅有关标准的规定。
6、弹簧夹头及中间模块
弹簧夹头有两种,即ER弹簧夹头(图1-2a)和KM弹簧夹头(图1-2b)。
其中ER弹簧夹头的夹紧力较小,适用于切削力较小的场合;KM弹簧夹头的夹紧力较大,适用于强力铣削。
a) b)
图1-1 拉钉图1-2 弹簧夹头
a)ER弹簧夹头 b)KM弹簧夹头中间模块(图1-3)是刀柄和道具之间的中间联接装置,通过中间模块的使用,提高了刀柄的通用性能。
例如,镗刀、丝锥与刀柄的联接就经常使用中间模块。
a) b) c)
图1-3 中间模块
a)精镗刀中间模块 b)攻螺纹夹套 c)钻夹头接柄。
刀柄部分的结构图例
刀柄系统 – 夹紧方式
第6页/共18页
刀柄系统 – 刀具的接口形式
第7页/共18页
刀柄系统 – 刀具的接口形式
第8页/共18页
刀柄系统 – 刀具夹持
三爪夹头
第9页/共18页
刀柄系统 – 刀具夹持
侧压夹头
第10页/共18页
刀柄系统 – 组成
第11页/共18页
Modular
Solid
Total: 4+2+3010 = 46 items
Total 480 items
刀柄系统 – 模块化刀具
第12页/共18页
刀柄系统 – 刀具夹持
液压夹头CoroGrip
第13页/共18页
几种夹持方式测量径跳比
——长径比为3的验棒头部径跳
弹簧夹套
Runoutstle Notch 夹柄
Runout 0.01 - 0.03mm
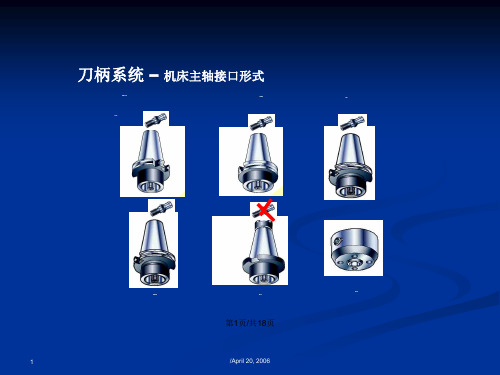
刀柄系统 – 机床主轴接口形式
第1页/共18页
刀柄系统 – 机床主轴的接口形式
第2页/共18页
刀柄系统 – 机床主轴的接口形式
HSK接口
第3页/共18页
刀柄系统 – 机床主轴的接口形式
Capto®接口
第4页/共18页
+/- 0.002mm
刀柄系统 – 机床主轴的接口形式
Capto®接口
第5页/共18页
第14页/共18页
F
刀柄系统 – 刀具夹持
液压夹头CoroGrip
第15页/共18页
刀柄系统 – 刀具夹持
可调式刀柄
第16页/共18页
刀柄系统 – 组装工具
第17页/共18页
加工中心常用刀柄类型及其使用场合
4、刀柄系统
数控铣床(加工中心)用刀柄系统有三部分组成,即刀柄、拉钉和夹头(或中间模块)。
①数控铣刀通过刀柄与数控铣床(加工中心)主轴连接,其强度、刚性、耐磨性、制造精度以及夹紧力等
对加工有直接的影响。
加工中心常用刀柄类型及其使用场合
5、拉钉
加工中心拉钉(图1-1)的尺寸也已标准化,ISO或GB规定了A型和B型两种形式的拉钉,其中A型拉钉用于不带钢球的拉紧装置,而B型拉钉用于带钢球的拉紧装置。
刀柄及拉钉的具体尺寸可查阅有关标准的规定。
6、弹簧夹头及中间模块
弹簧夹头有两种,即ER弹簧夹头(图1-2a)和KM弹簧夹头(图1-2b)。
其中ER弹簧夹头的夹紧力较小,适用于切削力较小的场合;KM弹簧夹头的夹紧力较大,适用于强力铣削。
a) b)
图1-1 拉钉图1-2 弹簧夹头
a)ER弹簧夹头b)KM弹簧夹头
中间模块(图1-3)是刀柄和道具之间的中间联接装置,通过中间模块的使用,提高了刀柄的通用性能。
例如,镗刀、丝锥与刀柄的联接就经常使用中间模块。
a)b)c)
图1-3 中间模块
a)精镗刀中间模块b)攻螺纹夹套c)钻夹头接柄。