三辊卷板机纯英文
轧钢设备常用英语

耐磨性abrasive气孔abscess横坐标abscissa容纳、收纳accommodating空气喷射air ejection气动电机air motor自动踏步控制AJC=automatic jumping control 定中心、对中align排成直线、列队、对中alignment交替、轮流alternate电流量amperage锚固、地脚anchor退火的annealed一年一次的annual能应用的、适用的、适合的applicable应用application增多,重视appreciate接近、进给approach适合的、特有的appropriate裙板apron相变arrest装配、组装、配件assembly分配assignment奥氏体austenite奥氏体轧制austenite rolling奥氏体的austenitic辅助液压auxiliary hydraulic轴向的axial后退、退回backlash平衡力balance force球面丝杆ball jack screw包装带分配器banding dispenser打捆带banding strap冷却段bank轴承架bearing bracker轴承箱bearing cage轴承座bearing chock轴承滑块,托瓦bearing shoes口径、钻孔bore支架、托架bracket脆性brittle青铜bronze水桶,废品箱bucket四轮小车buggy衬板bushing碰撞仪butt gauge计算calculation凸轮cam曲线度cambering amount辊型误差cambering profile 悬梁cantilever有能力的capable能力capacity渗碳carburized小车,砂轮架carriage延伸辊道carry over table连铸坯分段剪CC shear中心线centerline离心机centrifuge房间chamber轴承座chock垫板choke linerC形钩C-hook溜槽chute圆周运动circular motion过滤设备clean-up device间隙clearance废钢收集装置cobble catcher带卷打捆机coil banding machine带卷运输机coil conveyor带卷检查线coil inspection line带卷提升机coil lifter托卷臂coil loading arm带卷打号机coil marking machine开卷机coil opener带卷鞍座coil saddle带卷鞍座coil skid带卷站coil station卸卷小车coil stripper car带卷回转台coil turner带卷称重装置coil weighter带卷跨coil yard卷取机进口侧导板coiler entry side guide 卷取温度coiling temperature收缩状态collapsed校准仪,准直仪collimator燃烧combustion补偿compensated复杂的complicate压缩空气compressed air计算机数据传输线computer data line凹面concave构想,认为conceive概念concept水泥,钢筋混凝土concrete条件condition联接conjunction控制台console统一,一致consortium控制器controller凸面convex凸形convex profile输送,运输convey冷却水cooling water冷却水管cooling water header相互作用correlation腐蚀性的corrosive支架cradle托辊cradle roll标准,准则criterion临界点critical point十字接头式万向接头cross pin type universal joint 结晶crystallization立方体的cubic曲线curve剪切力cutting force剪切速度cutting speed周期的cyclic圆柱度cylindricity缓冲,减振dampen十年decade缺陷defect偏转辊deflector roll变形deformation变形抗力deformation resistance不管,危害despite超声波式涡流探伤仪detector of ultrasonic or eddy current type消耗,磨损deteriorate不利的,有害的detrimental数字位置传感器digital positioning sensor先导伺服阀diredt servo valve散乱,分散dispersion忽视disregard明显的,不同的distinct分配器distributor龙门式double column type地下卷取机down coiler翻转装置down ender下游的downstream转鼓drum转鼓更换钩drum changing hook柔性,柔软的ductile延展性,延伸率ductility变钝,钝的dull动态的dynamic动平衡dynamic balance偏心套eccentricity ring偏心轴eccentricity shaft 弹性材料elastic material电液伺服控制electro-hydraulic servo control 高度elevation除去,消除eliminated经验的empiric能量energy必要的,必不可少的essential优于,擅长excel专有的exclusive偏差excursion实现execute伸展expand分离(拆卸)装置extractor面板,花盘faceplate特点,特征feature毛毡felt铁素体ferrite铁素体轧钢ferrite rolling铁素体结构ferritic填充辊道fill-in table精轧机出口温度finisher delivery temperature 精轧机进口温度finisher entry temperature裂纹fissure固定导板fixed guide法兰flange楔形flared shape平面液晶显示器flat-face CRT裂纹flaw易弯曲的flexible挠性推爪flexible dog荧光的fluorescent尾座foot stock地脚螺栓foundation bolt框架frame全扩展状态fully expanded漏斗形funnel级别,钢种grade晶粒grain干油grease磨床grinder磨,打磨ground挡板guard导卫guide导辊guide roller导板guide-liner导向导板guiding apron旋转gyrating手轮hand wheel钩子hanger床头head stock高位水箱系统head tank system集水管header喷水横梁header piping保温罩heat holding cover高速飞剪high speed strip shear高速穿带装置high speed strip threading device 绞接hinge高速转动体hi-rotor起重机hoist压紧辊hold down roll。
轧钢专业英语单词

轧钢专业单词序号单词或词组词义Ⅰ轧机区域名称Ⅱ轧机区域设备及部件名称Ⅲ轧钢二级机Ⅳ轧钢一级机Ⅴ轧钢工艺Ⅰ。
轧机区域名称1furnace均热炉2operator stations(轧机)操作台Ⅱ。
轧机区域设备及部件名称(equipments and components) 1work roll工作辊2backup roll支撑辊3chock工作辊轴承4morgoil bearing摩根轴承5main drives轧机主传动6 3 - phase synchronous motor三相同步电动机7pinion stand分速箱8gear spindle联接轴9reducing gear unit齿轮箱10 mill pulpit轧机操作台11 pushbutton(操作台)按钮12 hydraulic shears事故剪13 coiler卷取机14 entry / delivery wiper进出口侧刮水板15 side guides侧导板16 spindle carrier轴抱17 wrapper roll助卷辊18 nozzle喷嘴19 pinch roll夹送辊20 anti-peeling device喷淋水装置Ⅲ。
轧钢二级机1PDI轧制本块钢二级机的所有设定数据2Rolling Schedule轧制规程3Mill Tracking轧机跟踪(系统)4Convey Tracking运输链跟踪(系统)5logging Request记录要求6Menu菜单7HSM-L2高速轧机的二级机8Delay Data Display and Reason Input历史数据输出与参数输入9Shift班别10 Start Time开始时间11 End Time结束时间12 Start Date开始日期(月/日/年)13 Stop Time结束时间14 Duration (min)持续时间(分钟)15 Location(钢卷所在)位置16 D ( Delay )耽搁17 F ( Fault )故障18 Reason原因19 DC ( Down Coiler )卷取机20 Display Request显示要求21Current Shift本班22Previous Shift上一班23Shift Specification ( MM/DD/YYYY )特殊时段班(月/日/年)24Divide分段时间25Delete清除26Add增加27Screen Lock屏幕保护28Execute执行29FM Engineering Data Log轧机工程师站数据记录30Rolling Data轧制数据31Coil NO.卷号32Coil Completion Time卷取完成时间33Slab Data板坯数据34Slab NO.板坯号35SGC板坯钢种36SGF钢种家族37CC ( Continuous Caster )连铸机号38Temp. ( Temperature )温度39Thick ( Head Tail )厚度(头尾)40Width宽度41Length长度42Weight重量43Target ( Cold Hot )目标值(冷热状态下)44FDT ( Final Data Temperature )终轧温度45CT ( Coil Temperature )卷取温度46Chemical Components化学成份47 C ( Carbon )碳48Si ( Silicon )硅49Mn ( Manganese )锰50P ( Phosphor )磷51S ( Sulphur )硫52Ni ( Nickel )镍53Cr ( Chromium )铬54Cu ( Copper )铜55As ( A rsenic)砷56Mo ( Molybdenum )钼57Ti ( Titanium )钛58V ( Vanadium )钒59Nb ( Niobium )铌60Re稀土元素总称61 B ( Boron )硼62W ( Tungsten )钨63Al ( Aluminium )铝64Pb ( Plumbum )铅65Sn ( Stannum )锡66Sb ( Stibium )锑67Bi ( Beryllium )铍68Als酸溶铝69AlO ( Alumina )氧化铝70N ( Nitrogen )氮71Ca ( Calcium )钙72H ( H ydrogen )氢73O ( Oxygen )氧74Density密度75Actual Data for Coil成品卷数据76Head / Body / Tail(带钢)头部/中部/尾部77FDW ( Final Data Width )(带钢)的最终宽度78FET ( Final Exit Temperature )(带钢)的出炉温度79FSB (精轧除鳞80MFG 1 ( Use center Line Gauge )用中心线处所测温度值81MFG 2 (多功能仪82Roll Data轧制数据83F1E ( before F1 Edger Roll )F1前的立辊84Crown(轧辊)凸度值85Max. ( Maximum )最大值86Min. ( Minimum )最小值87Ini. (平均值88Dia. ( Diameter )直径89Roll No. ( Roll Number )轧辊辊号90Top - WR ( Top Work Roll )上工作辊91Bot - WR ( Bottom Work Roll )下工作辊92Top - BUR ( Top Backup Roll )上支撑辊93Bot - BUR ( Bottom Backup Roll )下支撑辊94Setup Data设定参数95Gap辊缝96Reduct压下率97Force轧制力98 F - Ratio轧制力分配率99Torque扭矩100T - Speed速度101R - Speed ( Rolling Speed )轧制速度102Bending弯辊力103WRS ( Work Roll Situation )(工作辊窜辊)位置值104In - Tens ( Instand Tension )机架间张力105ISC ( Instand Cooling Water )机架间冷却水106LUB. ( Lubrication )辊缝润滑107WR - Speed工作辊驱动的线速度108CFR109Quality Chart Display质量图形显示110Limit Value Setup限定值的设定111Flatness平直度112Constant Pitch Sampling不间断检测(图形)113Discharge出钢114Sampling Length检测长度115Flatness Meter Profile平直度仪图形Ⅳ。
汽机专业常用英语单词

A安全safety, security安全带safety harness安全绳life line安全帽safety helmet安全鞋safety footwear安装图installation drawing氨ammonia氨水ammonia waterB扳手spanner,wrench活扳手,可调扳手monkey spanner,adjustable wrench,diagonal wrench 死板手solid wrench螺栓扳手bolt spanner套筒扳手female spanner,socket spanner,box spanner梅花扳手double offset ring spanner内六角扳手hexagon ring spanner开口扳手open-ended spanner专用扳手special spanner弯头扳手bent spanner丝锥扳手tap wrench管扳手,管钳pipe spanner,pipe wrench万能扳手monkey spanner螺丝刀screwdriver备品备件spare parts备用泵stand-by pump备用交流润滑油泵standby AC lube oil pump备用凝水泵standby condensate泵pump开式水泵OCCW pump闭式水泵CCCW pump补给水泵make-up pump除盐水泵DW pump顶轴油泵jacking oil pump反冲洗泵back wash pump工业水泵service water pump锅炉给水泵BFP (boiler feedwater pump)锅炉循环水泵boiler circulation pump化学加药泵chemical dosing pump冷却水泵cooling water pump离心泵centrifugal pump凝结水泵condensate pump润滑油泵lube oil pump疏水泵drain pump输油泵oil transfer pump循环水泵CW pump雨水泵(房)rain water pump (house)增压泵booster pump真空泵vacuum pump主油泵main oil pump泵房pump house闭式循环冷却水系统CCCW system闭式循环水CCW变速箱gearbox变压器transformer表面式热交换器surface heat exchanger补给水系统make-up water system不锈钢SS (stainless steel)不锈钢管SS (stainless steel pipe)碳钢管CS (carbon steel pipe)衬塑钢管CP (plastic lined pipe)无缝钢管seamless steel pipe螺纹钢管worm steel pipe圆钢round steel槽钢channel steel角钢angle steel扁钢flat steelC材料material,stuff柴油发电机diesel oil厂用压缩空气service compressed air沉淀池,澄清器setting basin/tank ,settler澄清池clarified zone尺ruler塞尺feeler卷尺measuring tape钢板尺steel ruler锤hammer齿轮联轴器gear coupling齿轮箱gearbox抽汽bleed/extraction steam, steam bleeding 抽汽系统extraction steam system抽汽阀bleed valve抽汽母管extraction steam header抽汽逆止门extraction check valve抽真空vacuum suction除盐系统demineralisation plant除氧间deaerator bay除氧器deaerator储气罐air receiver,(air)accumulator储水池water storage pondD大小头reducer大气释放膜atmospheric humidity,ambient humidity 氮气瓶cylinder of nitrogen等离子电焊机plasmatron welding machine低压缸low pressure (LP)cylinder/casing低压缸-发电机联轴器LP-generator coupling低压缸内缸LP inner cylinder低压缸排气罩LP exhauster hood低压缸喷水系统LP spray system低压缸轴封LP shaft gland低压隔板LP diaphragm低压加热器LP heater低压旁路LP bypass低压水泵low pressure water pump电动泵motor-driven pump电动调节阀motor-driven control valve电动闸阀motor gate valve电加热器electric heater电缆沟cable trench吊车crane,hoist汽车吊auto-crane履带吊crawler crane电动葫芦electric block手动葫芦chain hoist定子冷却水系统stator cooling water system定子绕组stator winding定子铁心stator core动火作业票welding/burning permit堵头CAP(end cap)E额定参数rated parameters额定电压rated voltage额定电流rated current额定工况rated condition额定出力rated outputF发电机generator发电机励磁系统generator excitation发电机冷却系统generator cooling system发电机氢气冷却器generator hydrogen cooler阀门valve安全阀safety valve电动阀motorized valve蝶阀butterfly valve浮球阀float valve滑阀slide valve减压阀pressure reduction/relief valve 节流阀throttle valve截流阀stop valve逆止阀non-return valve排放阀discharge valve排气阀vent valve排污阀blowdown valve平衡阀equalizing valve疏水阀drain valve调节阀regulating/control valve闸阀gate valve阀杆valve stem阀门全开工况VWO (valve wide open)阀室valve chest阀体valve casing法兰垫圈flange gasket法兰flange法兰盖blind flange平焊法兰flat welded flange对焊法兰butt welded flange螺栓bolt螺母nut垫片gasket放气阀vent valve通风系统ventilation system废水处理系统waste water treatment system废水中和池waste water neutralizer辅助系统auxiliary system辅汽联箱auxiliary steam headerG干式冷却塔dry cooling tower刚性联轴器rigid coupling/coupler钢丝绳steel cable高中压缸HIP cylinder高加系统HP heater system高压排气逆止门high pressure exhaust check valve 格栅板grating隔板diaphragm管道清洁系统tube cleaning system管道过滤器pipe filter锅炉给水泵BFP (boiler feedwater pump)过滤器,滤网filter,strainer卷扬机windlass工具tool专用工具built-for-purpose tools电动工具electric toolsH海水淡化sea water desalination海水腐蚀marine/seawater corrosion海水冷却sea water cooling system焊接welding电焊electric welding氧气-乙炔焊oxy-acetylene welding氩弧焊argon arc welding等离子焊plasma welding现场焊接field welding焊枪welding torch焊丝welding wire焊条welding rod行车,过顶吊车overhead traveling crane行车轨道pendant track化学加药系统chemical dosing system混床mixed bedJ机力加速澄清池mechanical accelerated clarifier机力通风冷却塔mechanical/forced draft cooling tower 集控室central control room集汽联箱steam header给水feed water给水控制系统feed water control system给水增压泵,前置泵feedwater booster pump加药及取样系统dosing and sampling system胶球泵rubber ball recirculating pump胶球清洗系统ball cleaning system脚手架scaffolding搅拌器agitator节流孔板orifice紧急疏水,事故疏水emergency drain卷板机rolling machineK卡车truck开式循环冷却水OCCW(open cycle cooling water)开式水泵OCCW pump抗燃油系统hydraulic system空气干燥器air dryer空压机air compressor控制油供油系统control oil supply system扩容器flash evaporatorL冷/热再热系统cold/hot reheat steam system冷凝器,凝汽器condenser冷凝器抽汽系统condenser evacuation system冷水塔cooling tower离心泵centrifugal pump励磁机exciter,excitor励磁系统excitation system励磁线圈excitation winding联氨加药泵hydrazine dosing system联轴器coupler漏斗funnel龙门吊gantry crane, overhead traveling crane 履带起重机crawler crane滤油器oil filter螺栓和螺帽bolt and nut螺旋千斤顶jacking screw螺丝刀screwdriverM门杆漏气valve lever steam leakage密封油系统seal oil system磨光机buffing latheN内/外缸inner/outer cylinder/casing凝结水泵condensate pump凝结水输送泵condensate transfer pump凝结水精处理condensate polishing凝结水净化装置condensate purification equipment凝结水贮水箱condensate storage tank凝结水减温水管道condensate desuperheating pipe凝汽器condenser凝汽器管板condenser tubesheet凝汽器喉部condenser neck凝汽器抽汽系统evacuation system凝汽器清洗系统condenser clearing system凝结水给水加热系统condensate and feed water heating plantP排水管drain pipe排水漏斗funnel排放阀discharge valve,blowdown valve排油烟风机oil vapor exhauster盘车系统barring system盘车装置turning gear旁路bypass喷淋式除氧器spray tray deaerator喷嘴nozzle膨胀节expansion joint平面布置图layout diagramQ起吊孔lifting hole气动阀pneumatic valve汽水取样系统steam water sampling system气动给水泵steam turbine feed water pump汽缸膨胀死点casing/cylinder anchor point汽缸猫爪casing lug汽缸台板cylinder sole plate汽机房turbine house汽机房行车turbine hall crane汽机高压旁路系统turbine high pressure bypass system 汽机轴封系统turbine gland seal system汽水分离器steam-water separator千斤顶jack螺旋千斤顶jack screw液压千斤顶hydro jack前置泵booster pump氢气干燥器hydrogen dryer氢气冷却系统hydrogen cooling system氢气密封油泵hydrogen seal oil pumpR热井hot well润滑油lube oil润滑油冷却系统lube oil cooling system润滑油泵lube oil pump润滑油输送泵lube oil transfer pump润滑油供油系统lube oil supply system润滑油滤网lube oil filter润滑油冷油器lube oil cooler润滑油系统lubrication oil systemS三通TEE (tee bend)三通阀three-way valve砂轮机abrasive wheel生水/原水箱raw water tank生活污水sanitary/waste water生活污水处理车间sanitary sewage treatment plant施工承包商construction contractor事故emergency,accident,incident水压实验hydraulic test试运行trial run手动阀hand operated valve疏水阀drain valve疏水扩容器flash tank/evaporator疏水系统drain system疏水排气系统drain and vent system树脂resin树脂捕捉器resin trap树脂分离/再生塔resin separation/regeneration tank甩负荷实验load dump test ,load rejection test水压实验hydrostatic test水处理系统water treatment system水-氢-氢冷发电机water-hydrogen-hydrogen cooler generatorT塔tower塔吊tower crane钛管titanium tube碳钢CS (carbon steel)停机,停运shut down,out of service通风阀,排气阀ventilator valve通风冷却塔induced draft cooling tower推力轴承thrust bearing脱盐,淡化desalinationW外缸outer casing危机疏水阀emergency blowdown valve危机遮断器emergency governor污水泵sewage pump无缝钢管seamless steel pipe弯头elbowX吸收塔absorption tower消防水系统fire fighting system泄漏leak,leakage泄压阀,降压阀pressure relief valve旋转滤网rotating screen循环circulate,circulation,cycle循环冷却水系统CCW(circulating cooling water)system 循环水泵房CW pump house循环水辅助系统及设备CW ancillary plant循环水系统CW systemY压缩空气系统compressed air system烟囱chimney,funnel,stack烟气系统flue gas system阳床cation bed/exchanger阳极保护anode protection阴床anion bed/exchanger阴极保护cathodic protection叶片blade液压系统hydraulic system液压阀hydraulic valve液压千斤顶hydraulic jack仪用压缩空气系统instrument compressed air system溢出口overflow outlet溢流阀/管overflow valve/pipe油泵oil pump油净化系统oil purifying/conditioning system油箱oil tank油箱排烟风机oil tank vapour extractor预滤,前置过滤器pre-filterZ杂用(厂用)压缩空气service compressed air system再热蒸汽截止门reheat stop valve (RSV)再热蒸汽管道reheat steam pipe再热蒸汽系统reheat steam system增压泵,前置泵booster pump真空泵vacuum pump真空破坏阀vacuum break valve制氢站hydrogen generating plant中-低压缸联通管IP-LP crossover pipe中和池neutralization basin轴shaft轴封shaft gland,shaft seal轴承bearing轴承座bearing pedestal轴封加热器steam seal condenser,gland steam condenser 轴封漏气管道gland steam leakage pipe轴封蒸汽系统gland steam system主厂房main building主汽门main steam stop valve专用工具special tool汽机常用英语单词和词组转子rotor转子冷却系统rotor cooling system装箱单packing list钻drill钻头drill电钻circuit drill钻床drillpress冲击钻cable drilling tool支吊架hanger and support管部pipe clamp根部rootage整定弹簧adjustable spring螺纹吊杆rod连接件connection piece附件parts滑动支架slide support刚性吊架rigid hanger固定支架anchor support弹簧吊架spring hanger导向支架guide support。
【附录】外文翻译上辊万能式三辊卷板机机架翻倒装置液压系统
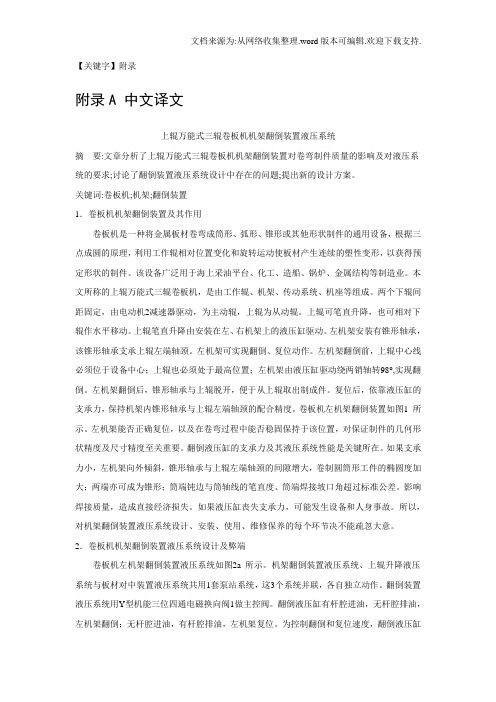
【关键字】附录附录A 中文译文上辊万能式三辊卷板机机架翻倒装置液压系统摘要:文章分析了上辊万能式三辊卷板机机架翻倒装置对卷弯制件质量的影响及对液压系统的要求;讨论了翻倒装置液压系统设计中存在的问题;提出新的设计方案。
关键词:卷板机;机架;翻倒装置1.卷板机机架翻倒装置及其作用卷板机是一种将金属板材卷弯成筒形、弧形、锥形或其他形状制件的通用设备,根据三点成圆的原理,利用工作辊相对位置变化和旋转运动使板材产生连续的塑性变形,以获得预定形状的制件。
该设备广泛用于海上采油平台、化工、造船、锅炉、金属结构等制造业。
本文所称的上辊万能式三辊卷板机,是由工作辊、机架、传动系统、机座等组成。
两个下辊间距固定,由电动机2减速器驱动,为主动辊,上辊为从动辊。
上辊可笔直升降,也可相对下辊作水平移动。
上辊笔直升降由安装在左、右机架上的液压缸驱动。
左机架安装有锥形轴承,该锥形轴承支承上辊左端轴颈。
左机架可实现翻倒、复位动作。
左机架翻倒前,上辊中心线必须位于设备中心;上辊也必须处于最高位置;左机架由液压缸驱动绕两销轴转98°,实现翻倒。
左机架翻倒后,锥形轴承与上辊脱开,便于从上辊取出制成件。
复位后,依靠液压缸的支承力,保持机架内锥形轴承与上辊左端轴颈的配合精度。
卷板机左机架翻倒装置如图1 所示。
左机架能否正确复位,以及在卷弯过程中能否稳固保持于该位置,对保证制件的几何形状精度及尺寸精度至关重要。
翻倒液压缸的支承力及其液压系统性能是关键所在。
如果支承力小,左机架向外倾斜,锥形轴承与上辊左端轴颈的间隙增大,卷制圆筒形工件的椭圆度加大;两端亦可成为锥形;筒端钝边与筒轴线的笔直度、筒端焊接坡口角超过标准公差。
影响焊接质量,造成直接经济损失。
如果液压缸丧失支承力,可能发生设备和人身事故。
所以,对机架翻倒装置液压系统设计、安装、使用、维修保养的每个环节决不能疏忽大意。
2.卷板机机架翻倒装置液压系统设计及弊端卷板机左机架翻倒装置液压系统如图2a 所示。
机械常用英语词汇
manganesesteel
锰钢
nitridingsteel(=nitridedsteel)
氮化钢〔渗碳钢〕
non-ferrousmaterial
有色金属
organicmaterial
有机化合物
sinteredalloy
金属陶瓷合金
stainlesschromiumsteel
不锈铬钢
stainlesssteel
偏心距
dim=dimension
尺寸
dimple
凹坑
distributor
分配器
drive
主动
driven
从动
eccentricclamp
偏心夹紧机构
element
部件、构件
end
轴向,端
finish
精加工
flange
法兰
friction
摩擦
geartrain
齿轮系
generaloverhavl
大修
六角螺钉
hexagon-socketheadscrew
内六角头螺钉
hex-socketheadscrew
内六角螺钉
lockscrew
锁紧螺钉
round–headscrew
半圆头螺钉
screw
螺
circularnut
圆螺母/并帽
HEX.Nut=hexagonnut
六角螺母
holdnut
固定螺帽
locknut
变速
chipchute
铁屑槽
CM=correctivemaintance
设备保养
conedrive
锥轮
console
三锟万能卷板机_外文翻译

外文翻译ROUNDO3-ROLL plate BeNding machinesType ps3-ROLL Plate Bending MachinesType PSUniversal, Machine used for all Plate Bending ,Double Pinch Design,Arign the plate using the alignnwnt gnnws,in the lowerrollsor against the rear roll. Theprebending is accomplished by clamplng the platebetween the top roll and one of the lowar rolls.The other lower roll is placed in its lowest posrtlon .ROUNDO is the world's leading manufacturer of plate and sectionbending machines. The company was formed in 1964, and hassince delivered more than 15 000 machines to satisfied customers around the globe. ROUNDO machines are world-renowned,for outstanding performance, reliability and quality.Wlde Range of MachinesThe standard range of 3-roll plate bending machines covers platethicknesses from 3 mm (1/8 ') t0 100 mm (4-) and widths from1 000 mm t0 8 000 mm (3' t0 26'). All machines haw uniquefeatures needed for high precision and versatility:Prebending of both the leading and trailing edga. In manycases, the remaining flat end is as short as one time theplate thickness.Fully hydraulic.infiniteIy variable spead drive and adjustment of the rolls.Highest drive torque of any competftive machine.Frames made of high-strength steel, Nlly welded andstress relieved beforo machining to havo sufficlontstrength to absorb bending forcos and to achieve hlghestpossible accuracy。
(整理)火电厂设备材料名称中英文对照

29
盘车装置
Turbine turning gear
30
给水泵汽轮机集装油箱供油装置
BFP turbine Lubricating oil feed device
润滑油箱
BFP turbine Lubricating oil tank
油箱排烟风机
BFP turbine lubricating oil tank gas exhaust fan
55
给水泵汽轮机排汽管道
Feed pump steam turbine exhaust pipe
56
减温装置
desuperheater
57
移动式排水泵
Mobile type discharge pump
58
高温高压蒸汽管道周长蠕变测量尺
High temperature and high pressure steam pipe perimeter creep measure ruler
第一节 环境影响评价(五)规划环境影响评价的跟踪评价号
3.划分评价单元中文名称
(4)跟踪评价的结论。英文名称
根据工程、系统生命周期和评价的目的,安全评价分为三类:安全预评价、安全验收评价、安全现状评价。
(3)公众对规划实施所产生的环境影响的意见;英文
简称
备注
锅炉部分
Boiler part
1
锅炉
Boiler
交流主油泵
BFP turbine A.C. main lube-oil pump
直流事故油泵
BFP turbine D.C. lube-oil pump
冷油器
BFP turbine lube-oil cooler
水平下调式三辊卷板机技术说明资料
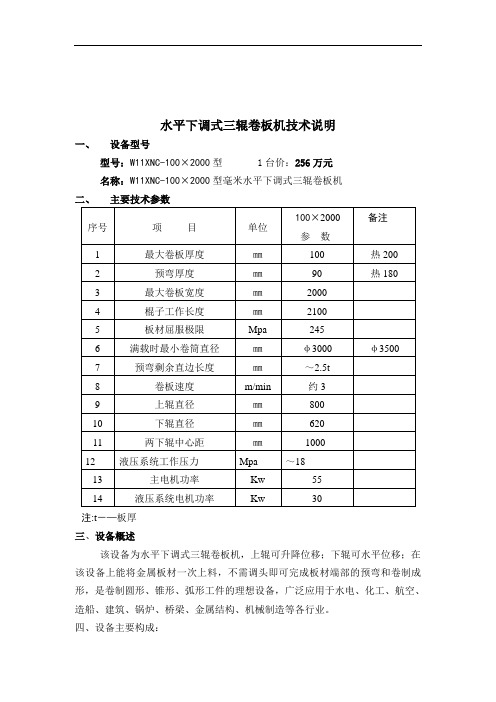
水平下调式三辊卷板机技术说明一、设备型号型号:W11XNC-100×2000型 1台价:256万元名称:W11XNC-100×2000型毫米水平下调式三辊卷板机二、主要技术参数注:t-—板厚三、设备概述该设备为水平下调式三辊卷板机,上辊可升降位移;下辊可水平位移;在该设备上能将金属板材一次上料,不需调头即可完成板材端部的预弯和卷制成形,是卷制圆形、锥形、弧形工件的理想设备,广泛应用于水电、化工、航空、造船、建筑、锅炉、桥梁、金属结构、机械制造等各行业。
四、设备主要构成:上辊部分(上辊、上辊主传动装置、传动侧轴承体、倾倒平衡装置)下辊部分(两下辊、下辊辅助传动装置、水平移动装置、对料装置)架体部分(底座、左右机架、上辊驱动油缸)倾倒部分(上辊倾倒侧轴承体、倾倒油缸)卷锥筒装置液压系统(液压泵站系统、阀组)电气控制部分,强电部分、数显部分(PLC控制系统)、操作台润滑系统五、设备的结构特征1.机器由底座、上辊、下辊、左右机架、主驱动系统、辅助驱动系统、液压系统、电气控制系统等组成。
底座及机架采用焊接结构,严格要求焊缝质量,并进行时效处理,以保证机器在工作负荷下有足够的强度和刚度。
2.工作部分上辊装在两轴承体内,分别镶在两侧的机架内侧,由两端油缸驱动上辊升降运动。
上辊两端轴承均采用低速度、重载荷的调心滚子轴承,上辊的升降位移量由数字显示,可根据数字显示调整工作辊平行或倾斜。
其同步精度±0.2mm。
上辊的倾倒侧装有倾倒油缸,方便取料。
上辊尾部装有平衡机构。
在倾倒侧失去支承时,平衡上辊处于水平位置。
两下辊装在上辊机架内侧,由下辊机架进行支承,采用低速度、重载荷的调心滚子轴承。
两下辊在油缸驱动下同时进行水平移动,下辊水平移动量数字显示,根据数字显示调整下工作辊平行。
其同步精度为±0.2mm,并可自动回中。
对料装置安装在下辊一侧,由油缸驱动其工作。
卷锥筒装置安装在上辊的左端,随上辊同升降。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Analytical and empirical modeling of top roller position for three-roller cylindrical bending of plates and its experimental verificationA.H. Gandhi, H.K. RavalAbstract:Reported work proposes an analytical and empirical model to estimate the top roller position explicitly as a function of desired (final) radius of curvature for three-roller cylindrical bending of plates, considering the contact point shift at the bottom roller plate interfaces. Effect of initial strain and change of material properties during deformation is neglected. Top roller positions for loaded radius of curvature are plotted for a certain set of data for center distance between bottom rollers and bottom roller radius. Applying the method of least square and method of differential correction to the generated data, a unified correlation is developed for the top roller position, which in turn is verified with the experiments, on a pyramid type three-roller plate-bending machine. Uncertainty analysis of the empirical correlation is repo rted using the McClintock’s method.Keywords: Roller bending,Springback,Analytical study,Empirical modeling, Uncertainty analysis1. IntroductionLarge and medium size tubes and tubular sections are extensively in use in many engineering applications such as the skeleton of oil and gas rigs, the construction of tunnels and commercial and industrial buildings (Hua et al., 1999). The hull of ships may have single, double or higher order curvatures, which can be fabricated sequentially; first by roll forming or bending (to get the single curvature), and then line heating (to get the double or higher order curvature). As roller bending is performed at least once in the sequential process, its efficient performance is a prerequisite for the accurate forming of the double or multiple curvature surfaces (Shin et al., 2001). In view of the crucial importance of the bending process, it is rather surprising to find that roller-bending process in the field has been performed in a very nonsymmetrical manner. Normal practice of the roller bending still heavily depends upon the experience and skill of the operator. Working with the templates, or by trial and error, remains a common practice in the industry. The most economical and efficient way to produce the cylinders is to roll the plate through the roll in asingle pass, for which the plate roller forming machine should be equipped with certain features and material-handling devices, as well as a CNC that can handle the entire production process (Kajrup and Flamholz, 2003).Many times most of the plate bending manufacturers experience Low productivity due to under utilization of their available equipment. The repeatability and accuracy required to use the one-pass production method has always been a challenging task.Reported research on the forming of cylindrical shells mostly discusses the modeling and analysis of the process. Hensen and Jannerup (1979) reported the geometrical analysis of the single pass elasto-plastic bending of beams on the three-roller pyramid benders by assuming triangular moment distribution between the rollers. Developed model for the bending force and bending moment was based on the contact point shift between the plate and top roll fromthe vertical centerline of the top roll. Hardt et al. (1982) described closed loop shape control of three-roller bending process. The presented scheme accomplishes the shape control by measuring the loaded shape, the loaded moment and effective beam rigidity of the material in real time. Yang and Shima (1988) and Yang et al. (1990) discussed the distribution of curvature and bending moment in accordance with the displacement and rotation of the rolls by simulating the deformation of work piece with Ushaped cross-section in a three-roller bending process. They reported the relationship between the bending moment and the curvature of the work piece by elementary method, which was further used to build up a process model combining the geometries for three-roller bending process. Developed process model was further applied to the real time control system to obtained products with constant and continuously varying curvature. Hardt et al. (1992) reported a process model for use in simulation of the manufacturing of cylindrical shells from the plates, which require sequential bending, by incorporating the prior bend history. They modeled the process with series of overlapping two-dimensional three point bends, where overlap includes the plastic zone from the previous bends. Hua et al. (1995) reported the mathematical model for determining the plate internal bending resistance at the top roll contact for the multi-pass four-roll thin plate bending operations along with the principle mechanisms of bending process for single pass and multi-pass bending. Shin et al. (2001) have reported a kinematics based symmetric approach to determine the region of the plate to be rolled, in order to form smoothly curved plates. Gandhi and Raval (2006) developed the analytical model to estimate the top roller position as a function of desired radius of curvature,for multiple pass three-roller forming of cylinders, considering real material behavior and change of Young’smodulus of elasticity (E) under deformation and shows that the springback is larger than the springback calculated with constant E.Literature review reveals that only limited studies are available on the continuous three-roller bending of plates. With reported analytical models, it is difficult to find the top roller position explicitly as a function of the desired radius of curvature and hence it requires solving the set of equations by nonlinear programming. Use of the close loop shape control or adaptive control or CNC control system can improve the accuracy and the consistency of the process but acquisition and maintenance of such a system is costly and may not be affordable to the small scale to medium scale fabricators. Purpose of the present analysis is to develop the model for prediction of the top roller position as a function of the desired radius of curvature explicitly for cylindrical shell bending. Development of the model is based on analytical and empirical approach. Empirical model is developed based on the top roller position versus loaded radius of curvature plots, which is obtained geometrically for a set of data of center distance between bottom rollers and bottom roller radius.Fig. 1– Schematic diagram of three-roller bending process.Fig. 1 shows the schematic diagram of three-roller bending process, which aimed at producing cylindrical shells. The plate fed by two side rollers and bends to a desired curvature by adjusting the position of center top roller in one or several passes. Distance between bottom rollers can be varied. During deformation, axes of all the three rollers are set parallel to each other. Desired curvature in this case is the functionof plate thickness (t), plate width (w), material properties (E, n, K, and v), center distance between two bottom rollers (a), top-roller position(U), top-roller radius () and bottom-roller radius () (Raval, 2002). The capacity of the plate bender is defined by the parameters such as tightest bend radius with the maximum span and designed thickness of the plate and the amount of straight portion retained at the end portions of the plate.Fig2 Deformation in fiber ABO2. Bending analysisBending analysis is based on some of the basic assumptions summarized below:•The material is homogeneous and has a stable microstructure throughout the deformation process.• Deformation occurs under isothermal conditions.• Plane strain conditions prevail.• The neutral axis lies in the mid-plane of the sheet.• Bauschinger effect is neglected.• Analysis is based on power law material model,• Pre-strain is neglected.• Change of material properties during deformation is neglected.• Plate is with the uniform radius of curvature for supported length between bottom rollers.2.1. Geometry of bendingIn thin sheets, normal section may be considered to remain plane on bending andto converge on the center of curvature (Marciniak and Duncan, 1992). It is also considered that the principal direction of forces and strain coincide with the radial and circumferential direction so that there is no shear in the radial plane and gradient of stress and strain are zero in circumferential direction. The middle surface however may extend. Fibers away from the middle surface are deformed as shown in Fig. 2. Initially the length of the fiber AB0 is assumed as l0 in the flat sheet. Then, under the action of simultaneous bending and stretching the axial strain of the fiber is of the form(1)where is the strain associated with the extension of middle surface, the bending strain and ρ is the radius of curvature of the neutral surface.2.2. Moment per unit width for bending without tensionIn the case of simple bending without applied tension and where the radius of curvature is more than several times the sheet thickness, the neutral surface approximately coincides with the middle surface. If the general stress–strain curve for the material takes the form(2) Then, for the plastic bending, applied moment per unit width can be of the form (Marciniak and Duncan, 1992)(3)2.3 Elastic spring back in plates formed by bendingIn practice, plates are often cold formed. Due to spring back, the radius through which the plate is actually bent must be smaller than the required radius. The amount of spring back depends up on several variables as follows (Raval, 2002;Sidebottom and Gebhardt, 1979):• Ratio of the radius of curvature to thickness of plates, i.e. bend ratio.• Modulus of elasticity of the material.•Shape of true stress versus true strain diagram of the material for loading under tension and compression.•Shape of the stress–strain diagram for unloading and reloading under tension and compression, i.e. the influence of the Bouschinger effect.• Magnitude of residual stresses and their distribution in the plate before loading.• Yield stress ().• Bottom roller radius, top roller radius and center distance between bottom rollers. • Bending history (single pass or multiple pass bending, initial strain due to bending during previous pass).Assuming linear elastic recovery law and plane strain condition (Marciniak and Duncan, 1992; Hosford and Caddell, 1993), for unit width of the plate, relation between loaded radius of curvature (R) and desired radius of curvature () can be given by(4)3. Analytical models of top roller position (U) for desired radius of curvature ()For the desired radius of curvature (), value of loaded radius of curvature (R) can be calculated using the Eq. (4). From the calculated value of loaded radius of curvature (R), top roller position (U) can be obtained using the concepts described below.3.1. Concept 1Application of load by lowering the top roller will result in the inward shift of contact point at the bottom roller plate interface (towards the axis of the central roller). Fig. 1shows that distance between plate and bottom roller contact point reduces to a’from a. Raval (2002)reported that for the larger loaded radius of curvature (R), top roller position (U) is very small, and hence, contact point shift at the bottom roller plate interface can be neglected for simplification (i.e. a≈). Fig. 3 shows the bend plate with uniform radius of curvature (R) between roller plate interfaces X and Y, in the loaded condition. As top roller position (U) is small for the larger loaded radius of curvature(R), in triangle OY’X, segment Y’X can be assumed to be equal to half the center distance between bottom rollers (i.e. ). So, from triangle OY’X in Fig. 3Simplification of the above equation will result in the form(5)where A= (4/R), B = 8 and C = a2/R.From Eq.(5), top roller position (U) can be obtained for the loaded radius of curvature (R),calculated from desired radius of curvature().Fig.3 Bend plate in loaded condition without considering contact point shift 3.2. Concept 2Concept 1 discussed above, neglects the contact point shift at the bottom rollers plate interfaces, whereas concept 2 suggests the method for the approximation of these contact point shift for the particular top roller position (U). It was assumed that the plate spring back after its exit from the exit side bottom roller and hence between the roller plate interfaces, plate is assumed to be with the uniform radius of curvature. Then, for the larger loaded radius of curvature (R), length of arc (s) between the points L’H in Fig. 4 is assumed to be equal to L’H’(i.e. ). In order to obtain contact point shift at bottom roller plate interface,portion of the plate in between the bottom rollers plate interfaces is divided into total N number of small segments defining the nodal points , , . . ., at each segment intersection as shown in Fig. 4. Each small segment of the arc s, i.e. L H being the arc length d(s)equal to ((a/2)/N) is considered as a straight line at an angle of (θ/N), (2θ/N), . . ., θ, respectively with the horizontal. Incremental x and y co-ordinates at each nodal point are calculated using the relationship (Gandhi and Raval, 2006):(6) where for total N number of segment (i.e. i=1, 2, . . .,N)Then, from the summation of ‘x’ co-ordinates and ‘y’ co-ordinates of all the nodal points, top roller position (U) for the particular value of loaded radius of curvature (R) can be obtained in two different ways as follows.Fig. 4 – Bend plate in loaded condition (assuming the platewith constant radius of curvature between the supports).In Fig. 4, considering the GHO(7) In Fig. 4, considering the HOL’This can be derived to the form(8)The contact point shift between the plate and bottom rollers are obtained by(9) 3.3. Concept 3Fig. 5 shows the loaded plate geometry assuming constant loaded radius of curvature (R) between the bottom roller plate interfaces with top roller position (U) and center distance between bottom rollers (a). Relationship of top roller position (U)with other operating parameters viz loaded radius of curvature (R), center distance between bottom rollers (a) and bottom roller radius () considering actual contact point shift can be obtained as discussed below.Fig. 5 Geometry of three-roller bending process.From the OPQ in Fig. 5where , andExpanding and rearranging, this can be derived to the form(10) Replacing R from Eq. (10) into Eq. (4) and simplifying,(11) whereEq. (11) represents the top roller position (U) as a function of final radius of curvature (). From Eq. (11), it can be observed that top rolle position (U) is the function of• Bottom roller radius ()• Center distance between bottom rollers (a).• Material property parameters (E, v K, and n).• Thickness of plate (t).• Final radius of curvature (Assumption of constant radius of curvature between the roller plate interfaces and plane strain condition has eliminated the effect of top roller radius () and width of the plate (b).4. Development of empirical modelAs described earlier, top roller position (U) is the function of loaded radius of curvature (R), center distance between bottom rollers (a), radius of the bottom rollers () and radius of the top roller (). Further, loaded radius of curvature (R) can be calculated from the desired final radius of curvature () considering the spring back. To develop the empirical model, data set were generated from the geometry for the required top roller position (U) in order to obtain the particular value of loaded radius of curvature (R), with a set of values of center distance between bottom rollers andbottom roller radius. Effect of top roller radius () on top roller position (U) was neglected with the assumption of no contact point shift at the top roller plate interface (i.e. uniform radius of the supported plate length). Fig. 6shows the plot of U versus R for the data set for three different bottom roller radiuses () i.e. 95, 90 and 81.5mm. These data sets were generated with top roller radius () as 105mm, for range of loaded radius of curvature (R) from 1400 to 3800mm; center distance between bottom rollers (a) from 375 to 470mm and bottom roller radius () from 81.5 to 105mm. From these data, correlation for top roller position (U) was derived which is described as follows.From the study of the U versus R plots for the particular machine (with top roller radius () equal to 105mm and bottom roller radius () equal to 81.5 mm), a functional relationship of the form given by Eq. (12)can be assumed.(12) Constants (c) and (m) were evaluated using method of least square. For the different center distance between bottom rollers (a) i.e. 375, 390, 405, 425, 440, 455 and 470mm, values of constants (c) and (m) were found to be different. Hence, variation of constant (c) and (m) were plotted against center distance (a) as shown in Figs. 7 and 8. The top roller position (U) is derived with new constant () and ().,(13)Fig. 6 –U vs. R for different bottom roller radius () and centerdistances between bottom rollers (a), = 105mm.Fig. 7 – Constant c for different center distancebetween bottom rollers (a), = 105mm.where constants and were obtained as a function of center distance between bottom rollers (a).Similarly, from the U versus R plots for the other machines with top roller radius equal to 105mmand bottom roller radius equal to 90, 95, 100 and 105mm, theempirical equation for top roller position (U) was derived in the form given by Eq.(13).Where, constants () and () were obtained as a function of center distance between bottom rollers (a), for the different machines and are presented in Table 1.,So, unified empirical equation considering all different machines can be obtained as below(14) where P, Q and S are constants, which depend on bottom roller radius (). From the P versus , Q versus and S versus plots, constants P, Q and S were obtained by applying the generalized method of least square and method of differential corrections (Devis, 1962) to the generated dataset, as a function of bottom roller radius () given by Eqs. (15)–(17)(15)(16)(17) Replacing P, Q and S from Eqs. (15)–(17) into Eq. (14)(18)Fig. 8 – Constant m for different center distancebetween bottom rollers (a), = 105mm.Assuming the unit width of the plate and plane strain condition, from Eqs. (3) and (4)(19)Replacing R from Eq. (19) into Eq. (18)(20) Eq. (20)is the empirical equation for top roller position (U) considering contact point shift, where U is the function of• Bottom roller radius (r1).• Center distance between bottom rollers (a).• Material property parameters (E, V K, and n).• Thickness of plate (t).• Final radius of curvature ().Eq. (20)is the generalized equation of top roller position (U) as its derivation is based on the trend equations and it is applicable to any range of the parameters under consideration. Further from Table 1, for the range of bottom roller radius () from 81.5 to 105mm, range of variation of P, Q and S was observed to be 0.0636–0.0593, 2.0673–2.0651 and 0.9631–0.952, respectively. By averaging the P, Q and S, top roller position (U) can be derived to the form given by Eq. (21), which neglects the effect of bottom roller radius () and is applicable to the machine with the range of the bottom roller radius from 81.5 to 105mm.(21)Analytical model developed under present work is based on the assumption of constant radius of curvature between the bottom roller plate interfaces. However, in actual practice, plate has been observed with the varying radius of curvature between the roller supports due to nonsymmetrical moment distribution around the top roller axis. Research reported by Hensen and Jannerup (1979) has described the curvature functions for finding the varying curvature between the roller supports in loaded condition. However, in the derivation, as none of the essential variables can be expressed as explicit functions of input quantities describing geometry and material characteristics, calculations were possible only with multi-loop iterative procedure. Hence, to avoid the multi-loop iterative procedure, empirical model as described above is useful to predict/obtain top roller position (U). With the help of the experimental data on the curvature distribution for plate in loaded condition, empirical model for the top roller position(U) can be developed as per the procedure discussed in foregoing sections. This will include the effect of top rollerplate contact point shift and will lead to the more accurate prediction of top roller position for desired radius of curvature.5. Uncertainty analysisThe uncertai nty analysis is carried out in accordance with the McClintock’s method with the following assumed uncertainties in the various parameters:• Uncertainty in strain hardening exponent (n) =±10%.• Uncertainty in strength coefficient (K, N/mm2) =±15%.•Uncertainty in thickness of plate =±0.29mm (5mm≤t < 8 mm), ±0.32mm (8mm≤t<10mm), ±0.35mm (10mm≤t<12mm) and ±0.39mm (12mm≤t<15mm).• Uncertainty in center distance between bottom rollers (a) =±1mm.• Uncertainty in loaded radius (R, mm)=±1%.Uncertainty in strain hardening exponent (n) is assumed based on its variation with percentage elongation at 2 and 8-in. gauge length where as, uncertainty in strength coefficient(K) is assumed based on its variation over the range of the tensile strength for different grades of the carbon manganese steel as per ASME Section 2 (ASME, 2001a). Uncertainty in the loaded radius (R) is assumed based on the rules for the construction of pressure vessel as per ASME Section 8 (ASME, 2001b). Uncertainty in thickness is assumed based on the thickness tolerances of hot rolled steel plates for5–20mm thickness as per DIN 1016 (DIN, 1987). As the center distance between bottom rollers was set with the help of the scale having least count of 1mm, its uncertainty is assumed to be equal to±1mm. The resultant uncertainties in the top roller positions are found to be in the range of .6. ConclusionDeveloped analytical and empirical models were verified with the experiments on three-roller cylindrical bending. Following important conclusions were derived out of the reported work:(1) Analytical model based on concept 3, simplifies the calculation procedure for the machine-setting parameters as it expresses the top roller position as an explicit function of desired radius of curvature.(2) Agreement of empirical results with that of the experiments and analytical results based on concept 3 proves the correctness of the procedure.(3) For the small to medium scale fabricators, where the volume of production does not permit the acquisition of automated close loop control systems, developed models can be proved to be simple tool for the first hand estimation of machine setting parameters for required product dimensions.(4) Consideration of effect of initial strain and change of modulus of elasticity during deformation on spring back, in analytical/empirical model will further improve the accuracy of prediction of top roller position.(5) Further, empirical model based on the experimental loaded curvature distribution between roller supports would consider the top roller-plate contact point shift and will lead to more accurate prediction of top roller position. AcknowledgementsThe authors gratefully acknowledge the assistance provided by Dr. E.V. Ramakrishnan, Professor and Head, Department of English, V.N. South Gujarat University, India for English language editing. Authors are also thankful to the reviewers whose learned comments have helped a lot in improving the quality of this work.1.ASME Boiler and Pressure Vessel Code, 2001. Section 2,Part A and D.2.ASME Boiler and Pressure Vessel Code, 2001. Section 8, Division 1.3.Devis, D.S., 1962. Nomography and Empirical Equations, 2nd ed. Reinhold Publishing Corporation, NY, USA.4.DIN 1016, 1987. Steel Flat Products; Hot Rolled Sheet and Strip; Limit Deviations, Form and Mass Tolerances, Revision 87.5.Ditter, G.E., 1979. Mechanical Behavior of Materials under Tension Mechanical Metallurgy, 2nd ed. Mc-Graw Hill, NY, USA, pp. 329–348.6.Gandhi, A.H., Raval, H.K., 2005. Stress strain curve for multiple pass loading of ductile material. In: Proceedings of the International Conference on Recent Advances in Mechanical & Materials Engineering, Kuala Lumpur, Malaysia, May 30–31, pp. 175–180.7.Gandhi, A.H., Raval, H.K., 2006. Analytical modeling of top roller position for multiple pass (3-roller) cylindrical forming of plates, in: Proceedings of International Mechanical Engineering Congress and Exposition, Chicago, IL, USA, November 5–10, Paper no. IMECE2006-14279.8.Hardt, D.E., Roberts, M.A., Stelson, K.A., 1982. Closed-loop shape control of a roll-bending process. J. Dynam. Syst. Meas. Control 104, 317–321.9.Hardt, D.E., Constantine, E., Wright, A., 1992. A model of sequential bending process for manufacturing simulation. J. Eng. Ind. Trans. ASME 114, 181–187.10.Hensen, N.E., Jannerup, O., 1979. Modeling of elastic-plastic bending of beams using a roller bending machine. J. Eng. Ind., Trans. ASME 101, 304–310.11.Hosford, W.F., Caddell, R.M., 1993. Metal Forming Mechanics and Metallurgy. PTR Prentice Hall, NJ, USA12.Hua, M., Sansome, D.H., Baines, K., 1995. Mathematical modeling of the internal bending moment at the top roll contact in multi-pass four-roll thin-plate bending. J. Mater. Process. Technol. 52, 425–459.13.Hua, M., Baines, K., Cole, I.M., 1999. Continuous four-roll plate bending: a production process for the manufacture of single seamed tubes of large and medium diameters. Int. J. Mach. Tools Manuf. 36, 905–935.14.Kajrup, G., Flamholz, A., 2003. Bending the wind-roll bending challenges in fabricating conical cylinder wind towers, The Fabricator, August 14, ().15.Marciniak, Z., Duncan, J.L., 1992. The Mechanics of Sheet Metal Forming. Edward Arnold Ltd., London.16.Raval, H.K., 2002. Experimental & theoretical investigation of bending process, (vee & three roller bending), PhD Thesis, South Gujarat University, India.17.Shin, J.G., Park, T.J., Yim, H., 2001. Kinematics based determination of the rolling region in roll bending for smoothly curved plates. J. Manuf. Sci. Eng. 123, 284–290. Sidebottom, O.M., Gebhardt, C.F., 1979. Elastic springback in plates and beams formed by bending, Exp. Mech., 371–376.18.Yang, M., Shima, S., 1988. Simulation of pyramid type three roller bending process. Int. J. Mech. Sci. 30 (12), 877–886.19.Yang, M., Shima, S., Watanabe, T., 1990. Model base control for three roller bending process of channel bar. J. Eng. Ind. Trans. ASME 112, 346–351.。