装配工艺卡
注塑模具装配工艺过程卡
将动模板上的型芯与定模板上的型腔配合,并保证两板之间配合紧密。
压入导柱和导套
1.将导套压入定模板;2.将导柱压入动模板;
3.检查导柱、导套配合的松紧程度
磨安装基面
1.将定模板上基面磨平2.将动模板下基面磨平
复钻顶杆固定板上的推杆空
通过动定板及型芯,引钻顶杆固定板上的推杆孔,卸下后再复钻顶杆固定板各孔及沉头孔。
试模与调整
各部分装配完后,进行试模、检查制品,验证模具质量状况,发现问题予以调整。
2.按图样将预加工的动模型芯,精修成型,钻铰顶件孔。
配镗导柱、导套孔(采用标准模架的已完成)
1.用工艺孔或定模、动模定位,将定模、动模板叠合在一起,使分型面紧密贴合,然后夹紧,镗削导柱、导套孔;
推件孔
1.定模与定模固定板叠合在一起夹紧,复钻螺孔;
2.动模固定板、垫板、支承板和动模板叠合夹紧,复钻螺孔。
将浇口套压入定模板
用压力机将浇口套压入定模板。
装好定模部分
定模板及定模固定板复钻螺孔、销孔后,拧入螺钉紧固。
装好动模部分
将动模固定板、垫板、支承板、动模板复钻后,拧入螺钉固紧。
修正推杆及复位杆
1.将动模部分全部装配后,使支承板底面和推板紧贴于固定板上,自推板表面测出推杆、复位杆及顶杆长度;
2.修磨长度后,进行装配,并检查它们的灵活性。
注塑模具装配工艺过程卡
装配步骤
装配说明
精修定模
1.定模前工序的完成情况:外形粗加工,每边留余量1mm,两平面磨保证平行度,并留有修边余量;
2.型腔用铣床加工或用电火花加工,深度按要求留加工余量抛光;
3.用油石修光型腔表面;
4.控制型腔深度磨分型面。
装配工艺卡
部件代号
A0670100000000
部件名称
斗轮机构
版次:A
第 1页 共1页
工时 (H) 设备 工装、工具
准备工时 工时
检:螺栓件连接紧固。 减速机、电机的温升、噪声及传动平稳性达相关规定要求。
标记 处数
更改文件号
签名 日期 标记 处数
更改文件号
签名 日期
编制 肖运来 2010.7.6
审核
批准
第 5 页/共 12 页
5.装配前检测并计算尺寸链,确定两端红纸板的厚度,并用厌氧型平面密封胶涂红纸板两面, 并先粘在透盖组件上。根据实际测量的尺寸保证轴承两端与透盖的间隙各为 1mm,在此情 况下在透盖与轴承座之间加红纸板,另一套间隙为 0.15mm。
6.将斗轮轴用支架置稳,按图先将左侧透盖组件套入轴上靠台阶面(左侧轴承两端与透盖的间隙 各为 1mm),然后将件 13 轴承装配到位,然后吊轴承座套入轴承,最后用左边的透盖组件装配好, 间隙合适后用标准件 19、20 将透盖与轴承座固定好;类似方法装好另一侧的轴承座组合。 轴承装配时内注满润滑油脂。
DQL200/800.25 斗轮堆取料机
1件
部件代号
A0670100000000
部件名称
斗轮机构
版次:A
第 1页 共1页
工时 (H) 设备 工装、工具
准备工时 工时
4
8
2.参考图纸制作一下橡胶板: A0670105000019 橡胶挡板 1 1 件 / A0670105000022 橡胶挡板 2 1 件 A0670105000025 橡胶挡板 3 1 件
标记 处数
更改文件号
签名 日期 标记 处数
更改文件号
签名 日期
装配工艺过程卡

GS16a 装配工艺过程卡片 产品名称 金龙卡控水器 名称 装配准备1,2产品型号 QYKS-1SGA 图号3XZX2.301.129GZP装入件及辅助材料工作地 工 序号 工 种工序(步)内容及要求设 备 及 工 装 工时 定额 序号 代号、名称 、规格数量 1 阀门基表连线(5芯或6芯) 1 内容:2 通讯线XZX5.379.041 1 1. 取阀门基表连线插入橡胶环4.5内,通讯线插入橡胶环4.0内, 分别穿过内壳体中间位置相对应的两只圆孔,将带有端头的一端留在内壳体内,绕过内壳体的两个接线柱,用2个电线固定扣和螺钉紧固。
注意,在从螺钉固定处至连线端头一端预留12CM 左右线长,以保证足够的装配线长。
2. 用金属绑线将通讯线及阀门连线捆扎整齐.3 电线固定扣CC-1SS 24 螺钉PA3*8 25 金属绑线100mm 26 橡胶环4.0 17 橡胶环4.5 18 9要求:1:掌握生产节拍,不得延误生产。
2: 操作中不得造成外观划伤。
3:阀门基表连线根据计划任务所配的水表进行选配。
工艺定额:旧底图总号底图总号设计 3XZX2.301.129GZP审核日期 签名作地序号种工序(步)内容及要求及工装定额序号代号、名称、规格数量1 窗口镶件3XZX8.088.0101 内容: 烙铁1把2 外罩衬板3XZX8.077.01111.将窗口镶件1个按正确方向装配到外罩上相应的显示窗位置上,并用烙铁热熔铆接(共4处)。
2.将外罩衬板1个按正确方向装配到外罩上相应的读卡槽位置上,并用烙铁热熔铆接(共6处)。
3.将铭牌1个装配到外罩左上方的相应孔内,并将铭牌两个固定柱向内扳弯,与外罩贴牢。
4.将标牌粘到外罩上椭圆形凹槽内。
注意方向。
3 铭牌XZX8.807.170 14 标牌3XZX8.807.319 15 外罩3XZX8.074.025 167要求:1:掌握生产节拍,不得延误生产。
2: 操作中不得造成外观划伤。
装配工艺过程卡片
日期
标记
处数
更改文件号
签字
日期
装配工艺过程卡片
产品型号
SJ-1000kgs
部件图号
共1页
产品名称
简易升降机
部件名称
轿架
第1页
工序
号
工序
名称
工序内容
装配
部门
设备及工艺装备
辅助材料
工时定额
一
准备
装配前的准备工作
10’
1.备齐一台轿底所需的零件及配件
2.准备齐全有关装配用的工具
活手板,钢卷尺
10’
5’
装配工艺过程卡片
产品型号
SJ-1000kgs
部件图号
共3页
产品名称
简易升降机
部件名称
轿厢
第1页
工序
号
工序
名称
工序内容
装配
部门
设备及工艺装备
辅助材料
工时定额
1
准备
装配前的准备工作
1.备齐一台轿厢需用的部件、零件及其紧固件
榔头,铜棒,扳手,螺丝刀,油壶胶钳等
2.准备齐全有关的装配用的工具(榔头,铜棒,扳手,螺丝刀等)
辅助材料
工时定额
四 轿顶护栏和拉杆转配
10’
1.安装轿顶护栏
2.安装拉杆
10’
3.检验
5’
15’
五 安全钳装配
六 门机和轿门试装
5’
1.在下梁上安装安全钳底座
1.安装门机和轿门
20’
2.在上梁上安装其安全钳的传动机构,并用拉条拉杆与
2.门机调试
安全钳底座连接
3.检验
3.检验
编制
审核
电子装配工艺卡

电子装配工艺卡电子装配工艺卡,简称EPC(Electronic Process Card),是指对电子产品的生产过程进行规范化、标准化和流程化管理的一种重要工具。
EPC以电子装配流程为基础,结合工厂实际的生产设备、技术水平、质量要求和人员素质等多个方面,规划出一套相应的工艺标准,然后将其写成一张卡片,用以指导和记录整个生产过程。
电子装配工艺卡的使用,有助于提高电子产品的稳定性、品质和生产效率,是现代化电子生产过程中必不可少的工具。
一、电子装配工艺卡的作用1. 实现标准化流程管理电子产品的生产过程包括诸多工序,每个工序都有其独特的要求和特点。
通过EPC可以定义和规划出合理的工艺流程,根据产品的特点和工艺流程,设计出标准化的操作步骤。
工艺卡的每个流程节点下,都会有对应的操作规范和物料使用说明,让生产人员能够精准无误地完成各项工作。
2. 保障产品质量工艺卡中详细记录了各项生产指标,包括各工序中检测、测试、校准、调试以及质量管理的具体内容和要求,确保生产过程中能够及时发现并排除各环节出现的质量问题。
生产过程中需要进行两大类测试:一是对原材料进行检测,确保材料的质量符合标准;二是对成品进行测试,保证成品能够稳定、可靠地工作。
3. 提高生产效率工艺卡的使用能够帮助企业实现更高效的生产流程。
例如:在生产线的合适位置设置监控设备或者传感器,当工人严格按照工艺卡操作时,监控设备或者传感器可以快速反应,帮助工人及时发现问题。
这些监控设备可以用来追踪设备输出的数据,记录生产参数和质量管控指标,帮助工人有效减少人为错误,提高工作效率。
二、电子装配工艺卡的内容1. 工艺数据每一份工艺卡都包含了工艺数据,该数据包括:产品名称、工序序号、程序要求、个人、机器和工具等信息。
这些数据用以说明每个工序中,所需的工具和设备,以及要保障的质量、劳动力和时间等方面的要求。
2. 工艺过程每个产品的工艺过程都是不同的,EPC便是要根据不同产品的工艺要求,制定出清晰、经过验证的工艺流程。
装配实用工艺过程卡和工序卡

注塑模
部件名称
动模板
第1页
车间
装配
装配部分
动模板、型芯1、型芯2、导柱
工序号
20
工序名称
装配动模板
工
序
号
工步内容
工艺装备及辅助材料
作业
时间
准备
时间
名称规格或编号
名称规格或编号
21
清理、去毛刺
机油、棉纱、锯条
22
找正
23
将4根导柱放进相应的孔内,用皮锤将其底面与动模板底面锤至平齐。(保证导柱与动模板的垂直度,垂直精度为0.02。导柱与动模板为φ16P7/h6过渡配合)
推板、推杆固定板、推杆
工序号
30
工序名称
装配推出机构
1-推杆固定板2-M6X21.5内六角螺钉3-推板4-复位杆5-拉料杆6-推杆
装配工艺卡片
产品型号
CI1518
部件图号
J40-1
共2页
产品名称
注塑模
部件名称
定模座
第1页
车间
装配
装配部分
定模扳、定模座板、主流道衬套
工序号
40
工序名称
装配定模座
工
序
号
工步内容
35
将推板与推杆固定板对齐,用4个M6 20的螺栓连接紧固
内六角扳手
设计(日期)
校对(日期)
审核(日期)
会签(日期)
标准号(日期)
车间会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
装配工艺附图
产品型号
CI1518
装配SOP工艺卡片制作和管理维护

装配SOP工艺卡片制作和管理维护1. 什么是SOP工艺卡片?SOP工艺卡片(Standard Operating Procedure)是一种详细描述操作步骤、工艺流程、安全措施和质量要求的文件。
它们被广泛应用于各行各业,特别是在制造业和工业生产中,以确保操作的标准化和一致性。
SOP工艺卡片不仅能够提供操作的指导,还可以帮助培训新员工、减少错误和提高工作效率。
2. SOP工艺卡片的制作步骤和要点(1)明确目标和目的:在制作SOP工艺卡片之前,首先要明确目标和目的。
这可以包括标准化操作、确保质量、保证安全等方面。
明确目标和目的可以帮助制定正确的流程和规范。
(2)收集信息和观察工艺:为了编写准确的SOP工艺卡片,需要收集相关的信息和观察工艺流程。
与相关人员讨论,记录所有的操作步骤,并了解可能存在的风险和问题。
(3)编写SOP工艺卡片:根据收集的信息,开始编写SOP工艺卡片。
要注重细节,确保每个步骤都详细描述,并包含必要的图片、图表或示意图,以便读者更好地理解。
(4)测试和验证:完成初稿后,必须对SOP工艺卡片进行测试和验证。
这可以通过操作员测试、团队成员审核和实际操作进行。
(5)审查和更新:SOP工艺卡片应该是一个持续改进的过程。
定期审查和更新SOP工艺卡片以反映最新的工艺流程和最佳实践。
3. SOP工艺卡片的管理和维护一旦SOP工艺卡片制作完成,其管理和维护同样重要。
以下是管理和维护SOP工艺卡片的一些关键要点:(1)版本控制:每次更新SOP工艺卡片时,必须标记新版本和修改的内容,并存档旧版本。
这样可以确保所有人都使用最新的版本。
(2)培训和教育:新员工加入时,必须提供适当的培训,使他们能够正确理解和使用SOP工艺卡片。
定期的培训可以帮助现有员工保持对操作步骤的熟悉度。
(3)跟进和反馈:通过与操作员和团队成员的沟通,了解他们对SOP 工艺卡片的使用和效果的反馈。
及时解决问题和改进不足之处。
(4)持续改进:SOP工艺卡片应该是一个不断改进的过程。
装配工艺卡片

工序内容及安装
g要求
工艺装备
检测方式
辅助材料
工时定额
检验结果
缺陷记录
备注
7
mm,对角线长度差小于1mm,检测导轨固定面与主轴的平行度要求小于0.05-0.08/1000,检测位置度误差小于0.04-0.05/1000,如不符合则需刮研校正导轨固定面。
平面刮刀、标准平尺
8
清理导轨各部毛刺,将导轨1、导轨2安装到内外侧横梁上。使用专用检具检测两侧导轨的纵向水平小于0.08/1000mm,横向水平小于0.04/1000mm。检测两侧导轨两侧距离差小于0.4,对角线长度差小于1mm,检测导轨与主轴的平行度要求小于0.05-0.08/1000,检测位置度误差小于0.04-0.05/1000,如不符合则需刮研校正导轨。
自检人员
序号
工序内容及安装
g要求
工艺装备
检测方式
辅助材料
工时定额
检验结果
缺陷记录
备注
10
将前后拉拔小车安装到导轨上,注意调整前后拉拔小车下部行走轮与拉拔凸轮的接合面涂红丹粉检验接触表面,研合接触面,使接触表面大于60-75%,且上下接触点分布均匀。
目测
红丹粉
11
O
角向磨光机、锉刀
手感
9
镶条LLD10A.05.01-19一个侧边倒角,与模座架LLD10A.05.01-13配钻配铰6-*12H7,用销套1、销套2及防撞销将模座架及镶条装配到一起。将模座架LLD10A.05.01-13核对中心线高度,并修整。
清洗人员
装配人员
辅助材料领用人
自检人员
序号
工序内容及安装
g要求
工艺装备
检测方式
辅助材料
可视化装配工艺卡

A1
序号
P1 P2 P3 P4 P5 P6 P7 P8 P9 P10 P11
零件号
零件及工具明细 数 零件名称 量
1 6
操作工具
规 格
P4
A1
P9、P10、P11
P6、P7
设 计(日期) 审 核(日期)) 会 签(日期)) 批 准(日期) 工艺文件有效编号:
P8
工艺文件特征编号:1992
工艺文件有效编号:
工艺文件特征编号:1992
工艺文件有效编号:
肥城市宇通机械 有限公司
产品型号/零(部)件号
工序号 工序名称 图片/草图
上工序
工艺文件特征编号:1992
/ /
装配可视化工艺卡片
产品名称/零 (部) 件名称 操 作 说 明 装配顺序: 输入齿轮总成→动力箱总成
下工序
操作开始前的检查
P1 P2、P3
工序验收规范:
装配准备: 工
车身线束装配工艺卡

4 3 8 14 8 1 16 3
SP11 SP11 SP11 G309 SPBCM SPBCM BD39 SJ137 SJ137 BD41 SJ13 SJ139 SJ139 SJ13
X X X X X X X X 1 X X X X X X X X B03 12 X
位置1
孔号1
位置2
孔号2
A0000283
A0000284
A0000924
A0000925
A0000926
A0000286
A0000287
MCBD25B MCBD25A MCBD17 MCG303A MCLD01B MCCN03C MCCN02A MCBD25B MCBD25A MCBD17 MCG303A MCLD01B MCCN02A MCBD25A MCBD17 MCG303A MCLD01B MCCN02A MCBD25B MCBD25A MCBD17 MCG303A MCLD01B MCBD25A MCBD17 MCG303A MCLD01B MCBD25A MCBD17 MCG303A MCLD01B MCCN03C MCCN02A MCBD17 MCG303A
2 OF 6
X X
0.3 0.3 0.3 0.3 0.5 1.25 0.3 0.3 0.5 0.3 0.3 0.3 0.5 0.30 0.30 0.50 0.30 0.30 0.30 0.85 1.25 0.85 0.85 0.85 0.85 0.85 0.5 0.5 0.3 0.5 0.5 0.5 0.85 1.25 0.85 0.85 2 2 2 2 2 2 2
X X X X X
X X X X X X
发动机装配工艺卡
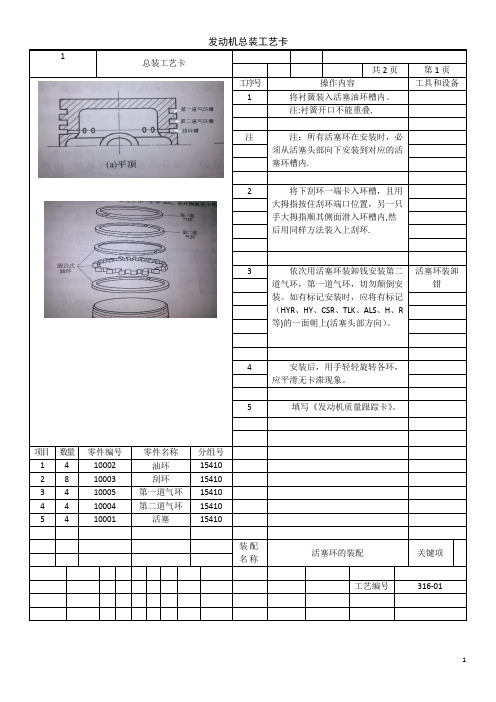
1总装工艺卡共2页第1页工序号操作内容工具和设备1 将衬簧装入活塞油环槽内。
注:衬簧开口不能重叠.注注:所有活塞环在安装时,必须从活塞头部向下安装到对应的活塞环槽内.2 将下刮环一端卡入环槽,且用大拇指按住刮环端口位置,另一只手大拇指顺其侧面滑入环槽内,然后用同样方法装入上刮环.3 依次用活塞环装卸钱安装第二道气环,第一道气环,切勿颠倒安装。
如有标记安装时,应将有标记(HYR、HY、CSR、TLK、ALS、H、R等)的一面朝上(活塞头部方向)。
活塞环装卸钳4 安装后,用手轻轻旋转各环,应平滑无卡滞现象。
5 填写《发动机质量跟踪卡》。
项目数量零件编号零件名称分组号1 4 10002 油环154102 8 10003 刮环154103 4 10005 第一道气环154104 4 10004 第二道气环154105 4 10001 活塞15410装配名称活塞环的装配关键项工艺编号316-01总装工艺卡共2页第2页1 将衬套压入连杆小头。
压力机2 将活塞置于红外加热器中加热至60℃~80℃.红外恒温加热器3 取出活塞并迅速擦净座孔,将活塞销推入一个座孔.清洁布4 在连杆小头衬套内涂上一层润滑油并把小头伸入活塞内,迅速使活塞销通过连杆小头直至活塞另一端销孔边缘。
注:安装时,活塞朝向标记应与连杆的朝向标记,方向一致。
5 装入挡圈。
挡圈钳7 安装连杆上瓦片,并将上瓦片标识与连杆凹槽对应。
6 填写《发动机质量跟踪卡》。
项目数量零件编号零件名称分组号1 1 10001 活塞154102 1 10006 活塞销154103 1 10007 连杆154104 2 10008 挡圈154105 1 10009 连杆上瓦片15410装配名称组装活塞与连杆关键项工艺编号316-01总装工艺卡共1页第1页工序号操作内容工具和设备1 安装机油滤清器接头并用扭力扳手拧紧,扭力扳手注:拧紧扭矩30.8~57.2N2 在机油滤清器支架上分装机油滤清器支架锥形螺栓并拧紧。
电子装配工艺卡

不同的元器件要分装在不同的元器件盒中,并在盒子上面贴好标签(元器件的名称,规格),分装的工作人员注意不要将元器件分装错误,分装完成之后,将元器件分发到相应的工位上面。
该步骤焊接D1,D2,D3,D4
检查K1,D1,D2,D3,D4各焊点是否有虚焊漏焊
插装R1,R2,R3,注意不要差错位置
焊接R1,R2,R3,注意焊接要求及步骤,不要有虚焊漏焊
仔细检查R1,R2,R3是否有虚焊漏焊
拟制
插装LED,C1,在插装过程中注意二极管的正负极
拟制
焊接LED,C1,在焊接过程中注意焊接的步骤和要求,不要有虚焊漏焊
拟制
仔细检查LED,C1是否有虚焊漏焊
焊接导线B+,B-
焊接CA1,CA2以及交流电插头,注意不要有虚焊漏焊
将L+,L-穿入护线壳,备用
在插件时注意二极管的正负极不要插反,焊接时注意焊接的要求和步骤,不要有虚焊漏焊
在插件时注意二极管的正负极不要插反,焊接时注意焊接的要求和步骤,不要有虚焊漏焊
在插件时注意二极管的正负极不要插反,焊接时注意焊接的要求和步骤,不要有虚焊漏焊
拟制
拿到板子后先通电查看LED灯是否全发光,如果有没发光的,先检查是否有焊接问题,若没有焊接问题,再用万用表检测是否将二极管插反了
将主板带有保护套的L+,L-焊接到LED灯板上
拟制
将交流电插头焊接到CA1,CA2上面
将B+,B-焊接到蓄电池上面
仔细检查各导线之间是否有虚焊,漏焊或者导线脱落现象
剪掉所有的引脚,以备整装。
电气装配工艺卡片

会签(日期)
标准化(日期)
批准(日期)
标记
处数 更改文件号
签字
日期
标记
处数
更改文件号
签 字
日期
JH6-2
重庆力帆汽车有限公司 大理骏马制造厂
序号 工 序 内
电 器 装 配 工 艺 卡 片
装 配 零 部 件 容 图 号
产品型号 产品名称
零(部) 页 第 页 工时 (分)
辅助材料
工位
名 称
数量 线号 颜色 接头类型
标记
处数 更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
标 记
处 数
更改文件号
签 字
日期
JH6-1
重庆力帆汽车有限公司 大理骏马制造厂
电 器 装 配 工 艺 卡 片
产品型号 产品名称
零(部)件图号 零(部)件名称
文件编号 共 页 第 页
装 配 零 部 件 序号 工 序 内 容 图 号 名 称
导 线 工艺装备及仪表 数量 线号 颜色 接头类型 辅助材料 工位
工时 (分)
编制(日期)
审核(日期)
装配工艺卡
接通电动机线路。
5
减速器转动,检查减速器箱盖结合处,电机接合处。
输出轴轴端、轴承闷盖是滞有漏油、渗油现象。
发现漏油、参油和异常音响,噪音是超标。
6
检查是否有异常音响,噪音大应排除,修理。
7
修理或排除异常问题后,仍按试验。
8
试验磨合时间不少于5分钟。
设计
审核
会签
批准
日期
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
装配工艺过程卡片
产品型号
CD1
部件图号
共10页
产品名称
电动葫芦
部件名称
第10页
序号
工序名称
工序内容
装配部门
设备及工艺装配
辅助材料
工时
定额
驱动装置装配
1
按驱动电机连接法兰制作衬垫。
2
驱动电动机与驱动减速器用4个螺栓(双头)连成
组合件
3
向减速器内注入适量机械没
处数
更改文件号
签字
日期
装配工艺过程卡片
产品型号
CD1
部件图号
共10页
产品名称
电动葫芦
部件名称
总成
第3页
序号
工序名称
工序内容
装配部门
设备及工艺装配
辅助材料
工时
定额
减速器装配
1
清洗
用煤油清洗箱体、箱盖、主要是轴承孔径
毛刷、油盆
煤油
2
检测
复检箱体与箱盖孔径的同心度,同轴度
装配工艺卡

电装 电装 电装 恒温烙铁 (>100w) 电装 电装 电装 电装 检验
签名
日期
页 次 总 页 数
装配工艺卡 编 号 零部件及辅助材料 图号 数量 车 间 工 序 号
生产令号 产品名称或代号 部件名称 编 名称及内容 号 量 整件图号 部件图号 检验及检查内容 设 备 工装及 工具 工 种 齐套员 电装 备 注
2 将航空电缆线裁剪成80cm共52根,并把线的一端剥 线3mm备用。 3 将导电环镀金焊接口用酒精擦拭。 4 将导电环固定到工作台 5 将电缆线剥线端插入焊接口(每空2根)。确保航空电 缆线与导电环平面垂直。 6 用恒温烙铁与0.8mm焊锡丝按电装焊接工艺焊接,需保证 焊接孔内填满锡,焊接表面光滑,焊接处不得高于导电 环上表面2mm,焊接时间不宜过长。 7 取下导电环 8 对焊接面用酒精擦拭清洗 9 ——检验 焊接牢固,焊点无虚焊。焊接处未高于焊片上 表面2mm 更改标记 数量 文件号 签名 日期 拟制 审核 批准 定额 计划员 签名 日期
汽车发动机装配工艺卡教学资料

扭力扳手、棘
167
安装凸轮轴轴承盖。注:轴承盖应安装在对应位置,方向 一致。扭矩:13N·m
轮扳、10号长 套筒、接杆
168 紧固18个10号螺栓致对应轴承盖孔上。
项目 数 零件 量 编号
零件名称 分组 号
169 紧固4个10号双头螺栓致对应轴承盖上。
1
1 1611 1号凸轮轴 1006
扭矩:25-30N·m
14号梅花套筒、 接杆、扭力扳 手、棘轮扳手
同理可得。1、4缸活塞连杆组同上安装。
注:活塞连杆组安装完后再统一紧固螺栓至规定扭矩。
将活塞连杆组安装在曲轴上
15
总装工艺卡
共1页
第1页
工序号 操作内容
151 安装气缸盖垫。注:方向与缸体一致。 152 安装缸盖。注:方向与缸体一致。 153 紧固10个14号梅花螺栓至规定扭矩。注:先安垫片再
零件 编号 1311 1321
1331 1341 1342 1361
零件名 称
曲轴上 轴承
曲轴上 止推轴
承
曲轴
曲轴轴 承盖
曲轴下 轴承
14号螺 栓
分组 号 1003 1003
1003 1003 1003 1003
装配名 称
注:清理曲轴上的油道,,并用黄油封堵油口。曲轴轴向间隙为 0.07-0.17mm,允许极限为0.25mm。主轴颈、连杆轴颈、曲柄 需要加入机油润滑。 扭矩:70-80N·m(螺栓)
133 安装曲轴。注:注意安装方向。
134 将曲轴轴承盖与曲轴下轴承对应组装。注:不要将油道口堵住。
135 安装轴承盖。注:按标记顺序安装,轴承盖方向一致。 136 用10个14号螺栓紧固轴承盖。注:多次对称对应拧紧。
编制总装配工艺卡说明
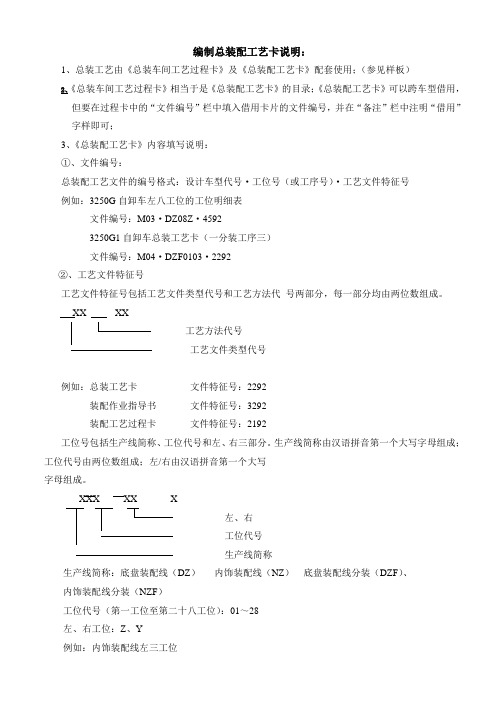
编制总装配工艺卡说明:1、总装工艺由《总装车间工艺过程卡》及《总装配工艺卡》配套使用;(参见样板)2、《总装车间工艺过程卡》相当于是《总装配工艺卡》的目录;《总装配工艺卡》可以跨车型借用,但要在过程卡中的“文件编号”栏中填入借用卡片的文件编号,并在“备注”栏中注明“借用”字样即可;3、《总装配工艺卡》内容填写说明:①、文件编号:总装配工艺文件的编号格式:设计车型代号·工位号(或工序号)·工艺文件特征号例如:3250G自卸车左八工位的工位明细表文件编号:M03·DZ08Z·45923250G1自卸车总装工艺卡(一分装工序三)文件编号:M04·DZF0103·2292②、工艺文件特征号工艺文件特征号包括工艺文件类型代号和工艺方法代号两部分,每一部分均由两位数组成。
XX XX工艺方法代号工艺文件类型代号例如:总装工艺卡文件特征号:2292装配作业指导书文件特征号:3292装配工艺过程卡文件特征号:2192工位号包括生产线简称、工位代号和左、右三部分。
生产线简称由汉语拼音第一个大写字母组成;工位代号由两位数组成;左/右由汉语拼音第一个大写字母组成。
XXX XX X左、右工位代号生产线简称生产线简称:底盘装配线(DZ)内饰装配线(NZ)底盘装配线分装(DZF)、内饰装配线分装(NZF)工位代号(第一工位至第二十八工位):01~28左、右工位:Z、Y例如:内饰装配线左三工位工位号:NZ 03Z内饰装配线一工位分装工位号:NZ F01注意:分装号应与该合件在主线上装配的工位号相对应工序号包括工位号和序号两部分。
序号由两位数组成X X序号工位号例如:内饰装配线二工位分装中的一工序工序号:NZ F0201内饰装配线右三工位的五工序工序号:NZ 03Y05注意:工序号中的序号尽可能符合装配先后顺序③、工序图:工序图采用照片或CAD图,关键要反映有本工序中所涉及的装配零部件图号及数量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
JD-C-TN-20-2013
CD i MD1型电动葫芦
艺过程
2013年6月15日
编制: 审核:
会签: 批准:
1、电动葫芦总成装配
2、减速器装配
3、连接架装配
4、主动、从动车轮装配
5、驱动装置装配10
装配工艺过程卡片产品型号CD i 部件图号共10页
产品名称电动葫芦部件名称总成第1页
序号
工序
名称工序内容
装配部
门
设备及工艺装配辅助材料
工时定额
1 电动葫芦总成组装
1.1 吊装卷筒外壳与减速器装配行车、单口扳手M12 (16)双头螺栓
M12 (16)螺母0.2
1.2 试装测量减速器输出轴、轴端、挡圈与电动机、轴产央、挡圈距离、测量噪音
1.2.1 装弹性联轴器(》9米,装中间轴、钢性联器)0.2 1.2.2 吊电动机与卷筒外壳联接行车0.2 1.2.3 测量两挡圈内距,接通电机线路,测量噪音盒尺测试仪表 1.0 1.3 分解电动机与外壳分解行车0.2
1.4 吊装卷筒吊入外壳内,再将电动机与外壳用螺栓联接后平放行车单口扳手M12双头螺栓、螺母
M16双头螺栓、螺母0.3
1.5 组装缠绕钢丝绳,绳一端穿入导绳器卡板孔,接通电机线路,使郑筒断续板钮开关内六角板手内六角螺栓
旋转,用压绳板压紧绳端后,将绳缠绕在卷筒上,安装导绳器 1.0 1.6 吊装H = 6米,H = 9米时,分别吊起主动、从动墙板部件,用双头螺栓,螺母调整垫片0.5
与卷筒的架板孔联接
1.7 连接架组装:H > 12米时,用连接架轴分别将两个连接架与卷筒的架板0.5
孔联接(穿入间隔套筒)
1.8 双轮小车,电动小车组装,主动、从动墙板部件,用双头螺栓,螺母与连接架调整垫片0.5
分别吊起双轮小车,主动、从动墙板部件,用双头螺栓,螺母与连接架
孔联接0.5 1.9 装吊钩:将钢丝绳一端穿入吊钩组的滑轮后,绳端用
1设计审核会签批准日期
装配工艺过程卡片产品型号CD i 部件图号共10页
产品名称电动葫芦部件名称总成第2页
序号
工序
名称
工序内容
装配部
门
设备及工艺装配辅助材料
工时定额塞块与卷筒外冗的耳子塞牛。
1.10 电器装置安装:固定断火限位器一字旋锥0.4 1.11 限位杆,停止块安装内六角扳手0.5 1.12 将电动葫芦总成吊装于试验台。
0.2 1.13 按Q001-025检测规程调试,符合技术要求试验台、砝码
1.14 将电动葫芦吊下试验台
1.15 喷漆喷漆装置
1.16 铭牌安装铆钉
1.17 检查
设计审核会签批准日期标记处数更改文件号签字日期标记处数更改文件号签字日期
装配工艺过程卡片产品型号CD i 部件图号共10页
产品名称电动葫芦部件名称总成第3页
序号
工序名称
工序内容
装配部
门
设备及工艺装配辅助材料
工时定额减速器装配
1 清洗用煤油清洗箱体、箱盖、主要是轴承孔径毛刷、油盆煤油
2 检测复检箱体与箱盖孔径的同心度,同轴度
2.1 装定位箱箱体与箱盖合拢,定位圆术销打入定位孔
2.2 连接用2个内六角螺栓使箱体,箱盖紧成一体
2.3 穿心轴箱体向上,将专用检测芯轴(HJK-26、-27)两种,分别穿入被检测的
孔中
2.4 箱体、箱盖交转90°,将芯轴下端装入轴用挡圈,以免芯轴脱落(箱
盖在上方)
2.5 穿孔轴翻转工件,(箱盖在下方),将第三种检测芯轴(HJK-25)由箱盖
孔中他细穿入。
2.6 检测用午分尺分别测量2- 6 40之间距离L,其测数值在规定范围
为合格
2.7 按2.3和2.5时,芯轴能自由穿入和取出,其工件的同轴度为
合格
3 清洗用煤油清洗各轴承,各减速器、各轴、各齿轮。
4 检测各轴轴颈(1)二、三轴空心轴的轴承也安装尺寸。
外径千分尺
(2)二、三轴安装齿轮轴承孔安装尺寸。
外径千分尺
各轴承内径,各轴承配合箱体,箱盖孔径。
内径千分表(千分尺)
审核会签批准日期标记处数更改文件号签字日期标记处数更改文件号签字日期
设计
序号工序
名称
装配工艺过程卡片产品型号
产品名称
CD i
电动葫芦
部件图号
部件名称
共10页
6.15 6.16
总成
工序内容
装配
部门
设备及工艺装配辅助材料
工时
定额在滚针轴承内、外圈端面分别装轴用、孔用挡圈
旋转齿轮(09)检查,转动灵活
箱盖内各另部件的组装,^箱盖底面向下
分别把二轴、三轴、一轴组合件装入箱盖底面 用手转动一轴,使各组啮合齿轮转动灵活,无滞停装况
7.1 7.2
8.1 8.2
8.3
8.4 8.5 箱体、箱盖合拢。
__________________________________
各齿轮面擦洗干净,吹(凉)干。
在各轴的小齿轮的齿面(啮合面)两侧涂少许红丹粉(油) 3个齿面
箱体、箱盖合拢,2个定位销打入定位孔,用 8个内六角螺栓使 箱体
箱盖紧成一体。
由箱体上孔,把三轴轴端滚针轴承装入
把空心轴内孔的轴承装入空心轴孔内,并装一孔用挡圈。
2- 专用套筒。