LH-WI-QA -123B螺纹环规校准指引
螺纹环规使用说明书

螺纹环规使用说明书一、使用方法1、通规使用前:应经相关检验计量机构检验计量合格后,方可投入生产现场使用。
使用时:应注意被测螺纹公差等级及偏差代号与环规标识的公差等级、偏差代号相同(如M24*1.5-6h与M24*1.5-5g两种环规外形相同,其螺纹公差带不相同,错用后将产生批量不合格品)。
检验测量过程:首先要清理干净被测螺纹油污及杂质,然后在环规与被测螺纹对正后,用大母指与食指转动环规,使其在自由状态下旋合通过螺纹全部长度判定合格,否则以不通判定。
2、止规使用前:应经相关检验计量机构检验计量合格后,方可投入生产现场使用。
使用时:应注意被测螺纹公差等级及偏差代号与环规标识公差等级、偏差代号相同检验测量过程:首先要清理干净被测螺纹油污及杂质,然后在环规与被测螺纹对正后,用大母指与食指转动环规,旋入螺纹长度在2个螺距之内为合格,否则判为不合格品。
二、维护与保养1.量具(环规)使用完毕后,应及时清理干净测量部位附着物,存放在规定的量具盒内。
2.生产现场在用量具应摆放在工艺定置位置,轻拿轻放,以防止磕碰而损坏测量表面。
3.严禁将量具作为切削工具强制旋入螺纹,避免造成早期磨损。
4.可调节螺纹环规严禁非计量工作人员随意调整,确保量具的准确性。
5.环规长时间不用,应交计量管理部门妥善保管。
三、注意事项1.在用量具应在每个工作日用校对塞规计量一次。
2.经校对塞规计量超差或者达到计量器具周检期的环规,由计量管理人员收回3.作相应的处理措施。
4.可调节螺纹环规经调整后,测量部位会产生失圆,此现象由计量修复人员经5.螺纹磨削加工后再次计量鉴定,各尺寸合格后方可投入使用。
6.报废环规应及时处理,不得流入生产现场。
螺纹塞规、环规校验规范

3。6校验判定合格标准:±0.01mm
4、相关文件:
无
5、相关记录:
5。1《仪器校验报告》ATI-4—MF2-015-01
6、本规范自总经理批准之日起实施,修改亦同。
合一(惠州)电子科技有限公司
标题
螺纹塞规、环规校验规范
文件编号
ATI-3-QA3—018
版本
A0
页次
1of3
部门
总经理
管理者代表
行政部
机构工程部
电子工程部
业务部
资材部
品管部
制造部
资讯ห้องสมุดไป่ตู้理
文控中心
会签
发布
份数
原稿
修订履历
项次
修订日期
前版
本
修订
页次
修订内容
修订人
制订日期
核准
审核
制订
发行管制章
2010—12—20
3.4。2校验周期:1年。
合一(惠州)电子科技有限公司
标题
螺纹塞规、环规校验规范
文件编号
ATI—3-QA3—018
版本
A0。
页次
3of3
3。5校验后
3。5。1将标准值减去测量值计算出误差值,并确认误差值是否在允许误差内,并将结果记录于《仪器校验报告内》。
3。5.2判定合格者在盒上贴上校验合格标签,并标示校验日期.
3。3。1外观
校验方法:目测
要求:检具测量面不应有锈蚀、磁性、碰伤、裂纹、毛刺、损坏等缺陷。使用中的检具允许存在不影响使用准确度的缺陷。标记应清晰、明白。
3。3。2特性尺寸校验方法。
3.3。2。1使用卡尺、千分尺校验。
螺纹与测量校准

假定内外螺纹的中径和牙型半角均无误差, 假定内外螺纹的中径和牙型半角均无误差, 并且内螺纹没有螺距误差,仅仅外螺纹有螺 距误差. 距误差. 例:螺距累积误差对旋入性的影响:
内螺纹 3*p 3*p外 3*p内 a a b c a/2 b 外螺纹 t/2 累积误差 ΔPm d c
D2;d2
2.牙型半角误差a/2的影响: 2.牙型半角误差a/2的影响:
8.原始三角形高度H: 8.原始三角形高度H:
• • • •
9.牙型高度h: 9.牙型高度h:
10.螺纹旋合长度L: 10.螺纹旋合长度L:
螺 形 纹 状 A.公 牙 美 牙 制 及 制 60° (M.MF & UN.UNC.UNF.UNEF. UNS.NPS.NPT.NPSC.NPSI. NPSM.NPTF.NPSF.NGT) B.英 牙 制 55° (W.BSW.BSF.G.R.RC. PT.PF.PS.RP.NA)
•
3.中径D2或d2: 3.中径D
•
4.单一中径: 4.单一中径: • 为一假想圆柱体直径,该圆柱体的母线在牙形
上沟槽宽度等于P/2处。当螺距无误差时,中径 上沟槽宽度等于P/2处。当螺距无误差时,中径 就是单一中径,如螺距有误差,则二者不相等。
5.螺距P: 5.螺距P
• 相邻两牙在中径母线上对应两点间的轴向距 离. 在螺纹牙形上相邻两牙侧间的夹角. 在螺纹牙形上相邻两牙侧间的夹角. 公制和美制牙为60°,英制牙为55° 公制和美制牙为60°,英制牙为55°.
螺纹的旋合长度分为三种:
• • • • • •
螺纹的配合精度分为:
标准中对内螺纹大径D和外螺纹小径d1(统 标准中对内螺纹大径D和外螺纹小径d1(统 称底径)未规定公差值,只给出了基本偏差。 底径处要求有一定间隙,以不妨碍螺纹旋入 即可。该要求在正常工艺条件下由刀具保证。
48-螺纹环规校验作业指导书

4
参考文件 JJG 888-1995(圆柱螺纹量规检定规程)
5 5.1 5.1.1
工作程序 校验要点和校验要求 外观要求,用10倍放大镜 螺纹量规的测量面不应有锈迹、黑斑、碰伤等明显影响外观和使用质量的缺陷。新购 买的螺纹量规的非工作面上应有螺纹代号和中径公差代号、制造厂商标,并须具有出厂 合格证书
5.1.2
基本尺寸的校验 使用中要校验中径,根据螺纹环规要求做出相关的极限产品,用三针校验产品合格后再对环规进 行比对测量;如有校对规操作如下:
TT:校对通规时畅通无阻,有效牙长全部通过为合格;TZ:校对通规时不能旋入或能旋入一扣半为合格. ZT:校对止端时畅通无阻,有效牙长全部通过为合格;ZZ:校对止规时不能旋入或能旋入一扣半为合格.
5.1.2.1 新买的螺纹规(通常是厂家出厂时的校准).
5.2 5.3 6
合格环规贴上合格证 保存校验记录并将结果记录ERP台帐中 记录 ERP系统
文件编号
WI-QA-034
C 2015/5/5 1 OF 1
螺纹环规校验作业指导书
1 目的
版
本
生效日期 页 码
为确保检验﹑测量和试验用的计器具能溯源至国家标准,保持其量值的准确可靠,规范内校 操作,特制订本内校操作规范。 2 适用范围 适用于公司内使用的螺纹环规
3
校验设备 校验设备:校对规/极限产品和三针
螺纹规校准尺寸

0.460
0.458 通规
止规
2B
0.370
0.367 通规
止规
2B
0.460
0.458 通规
止规
2B
0.407 通规
止规
2B
0.610
0.611 通规
止规
2B
0.460
0.458 通规
止规
2B
0.730
0.733 通规
止规
2B
0.520
0.523 通规
止规
2B
0.460
0.458 通规
止规
2B
0.810
附表3 标
《公制、美 制和英制螺 纹标准手册 (第三版)》 电子版P249 (纸质版 P237)
M值
Min
1.823 1.873 1.941 2.002 2.100 2.155 2.277 2.339
Max
1.832 1.882 1.946 2.007 2.109 2.164 2.286 2.348
0.814 通规
止规
2B
0.609
0.611 通规
螺距
20 5/16-24UNF
2B
0.609
21 5/16-32UNEF
2B
0.460
22 3/8-16UNC
2B
0.940
23 3/8-24UNF
2B
0.610
24 3/8-32UNEF
2B
0.460
25 7/16-14UNC
2B
1.050
26 7/16-20UNF
螺纹规中径端d2=M-3d+0.866P
0.0175
0.0115 0.175
WI-QAD-010-螺丝螺母垫圈进料检验标准

宁波宝鑫电子器材制造有限公司
文件类别:检验规范 更换:
螺丝、螺母、垫圈进料检验标准 文件编号: WI-QAD-010
发布日期:2013.9.10 版次 A0
页数: 1/4
螺丝、螺母、垫圈进料检验标准
版次 A0
发起人
修订记录
修改内容
生效日期 2013.9.12
5. 检验依据: 5.1 规格书和样品; 5.2 客户提供之有关技术文件;
6. 检测仪器、工具及检测环境 6.1 检测仪器、工具:游标卡尺、螺纹规; 6.2 检测环境: 6.2.1 在自然光或 60W-100W(照度达 600~800Lux)冷白荧光灯照明条件下检验; 6.2.2 观察距离:300-350mm ; 6.2.3 观察角度:水平方位 45°±15°; 6.2.4 检验时按正常要求的距离和角度扫描整个被检测面:10S±5S; 6.2.5 检验人员裸视或矫正视力 1.0 以上,不能有色盲、色弱者
文件编号: WI-QAD-010 页数: 4/4
4
二、特殊检验项目
检验方法及验收标准
缺陷类别
检
登
抽样为 S-1 抽样方案或按具体规定数量抽
检验工具
样
AB C
查 量
录 数
1 2
盐雾实验 破坏性实
参照实验室标准,每批按照 S-1 方案抽样交实 验室
验
● ●
备注:特殊检验项目检验时要求客户提供材料规格书、样品、工装具及可靠性试验申请,我司方 可作上述特殊项内容检验
5
其他 否依规格书内之要求随货附"出厂检验测试报告
"或材质证明书。
● ● 目视检验 AQL 无 ● ● ●
校准指南1

1土工类仪器设备校准方法1.1土工标准筛校准方法1、适用范围本方法适用于土工标准筛的校准,参考《金属穿孔板试验筛》(GB/T6003.2-1997)编制。
2、技术要求2.1土工标准筛应带有铭牌(包括仪器名称、型号规格、出厂编号、出厂日期、制造厂等)、合格证、使用说明书。
2.2筛框平整光滑,并能方便的与其他相同尺寸的标准筛、盖、接料盘等套叠在一起。
2.3筛网与筛框间的连接要牢固,能防止待筛物料泄露。
2.4土工试验筛的筛孔标称直径与允许偏差应符合表101-1的规定。
土工标准筛筛孔标称直径及允许偏差表101-1粗筛细筛筛孔标称直径(mm)直径允许偏差(mm)筛孔标称直径(mm)直径允许偏差(mm)60 ±0.600 2.0 ±0.09040 ±0.450 1.0 ±0.07020 ±0.3000.5 ±0.08910 ±0.2100.25 ±0.0585 ±0.1400.075 ±0.0293、校准项目3.1外观检查3.2筛孔尺寸4、校准环境及校准器具4.1校准环境:校准工作应在室内进行,环境温度为(25±10)℃,相对湿度不大于85%,校准现场应洁净,周围无影响校准结果的振动、污染、腐蚀气体。
4.2校准器具4.2.1游标卡尺:量程不小于300mm,分度值为0.02mm。
4.2.2专用通止规。
4.2.3刻度放大镜:放大倍数不小于40倍,测量精度优于0.01mm。
5、校准方法5.1外观检查:按本方法2.1-2.3条要求对土工标准筛进行外观检查。
5.2筛孔尺寸校准:5.2.1用游标卡尺测量60-5mm筛的筛孔直径,单个测值与筛孔标称直径之差为直径偏差;2mm及1mm筛用专用通止规直接进行校准;孔径0.5mm及其以下筛的校准参照《标准筛校准方法》(JTJZ02-01)。
5.2.2校准时,对每一筛孔用游标卡尺在筛孔内沿着不同的方向进行测量,读取直径最大值。
螺纹检验规范

螺纹检验规范一、目的:为了对产品螺纹的合格判定依据作出规定,规范产品螺纹的加工和检验控制,特制定本规范。
二、范围:适用于本公司铝制品内螺纹及圆铜制品外螺纹的加工和检验控制。
三、定义:3.1全通:螺纹规能从工件螺纹的第一扣牙一直通到工件螺纹的最后一扣牙;3.2顺通:螺纹规能全通,且用三个手指以正常力度转动一下,松开手指后螺纹规能自由旋转。
3.3紧通:螺纹规能全通,但用三个手指以正常力度转动一下,松开手指后螺纹规不能自由旋转,螺纹规只有在手指持续用力的情况下才能转动,并且手感较紧。
3.4较粗牙:米制螺纹螺距>1mm、英制/美制螺纹螺距代号数值<24的螺纹;3.5较细牙:米制螺纹螺距<1mm、英制/美制螺纹螺距代号数值≧24的螺纹。
四、判定准则:4.1螺纹合格与否的判定原则:4.1.1对于外螺纹,必须保证螺纹通止规合格,同时螺纹大径应在公差范围内;4.1.2对于内螺纹,必须保证螺纹通止规合格,同时螺纹小径应在公差范围内。
4.2 当产品外螺纹受电镀锌影响时,螺纹检验判定的通止规要求:4.2.1 产品外螺纹受电镀影响,对于米制、美制螺纹及英制圆柱螺纹,镀后规具用于镀前检验的判定法则,详见附录“米制、美制及英制圆柱螺纹通止规控制要求一览表”。
4.2.2对于米制、美制螺纹及英制圆柱螺纹,分别使用镀后规控制镀后螺纹、镀前规控制镀前螺纹的判定规则,类同产品不需电镀或者镀层对内螺纹无影响时用镀后规控制的判别,详见附录“米制、美制及英制圆柱螺纹通止规控制要求一览表”。
米制普通螺纹,加工公差和规具的选用参见下表:4.3产品不需电镀或者电镀对内螺纹无影响时,螺纹检验判定的通止规要求4.3.1产品不需电镀,焊接对螺纹没有影响或不需焊接,但除油有影响时,用螺纹规检除油前后产品的经验法则,详见附录“米制、美制及英制圆柱螺纹通止规控制要求一览表”。
4.3.2产品不需电镀或者电镀对内螺纹无影响时,焊接除油对内、外螺纹有影响,用螺纹规检除油前后产品的经验法则,详见附录“米制、美制及英制圆柱螺纹通止规控制要求一览表”。
螺纹千分尺校准方法
螺纹千分尺校准方法受控状态:文件编号:修订状态: B0分发号:编制:审核:批准:日期:日期:日期:会签与修订页:1 目的为了在公司内部开展校准工作,进行量值传递保证测量准确有效。
2 适用范围本校准方法适用于分度值为0.01mm,0.001mm,0.002mm,0.005mm测量范围(0-300)mm 螺纹千分尺的首次校准,后续校准和使用中的检验3 依据JJG 25-2004 螺纹千分尺计量检定规程4 职责4.1 计量中心负责螺纹千分尺校准方法的制定和修订。
4.2 计量人员负责按照规定进行螺纹千分尺的校准和作出判定并做好相应记录与标识。
5 工作程序5.1环境条件5.1.1 校准的环境要求:温度:20±5℃;湿度:≤70%5.1.2 校准前应将被检仪器及标准检具同时置于平板上让其在平衡温度放置足够长的时间。
5.2校准项目5.2.1外观各部分相互作用检查5.2.2测微头的示值误差5.2.3示值误差5.3 千分尺的校准方法5.3.1 外观用目视的方法检查,螺纹千分尺测微螺杆及其校对用的量杆不应有碰伤锈蚀或其它缺陷;微分筒上的刻线应清晰均匀;成套的锥形测头和V形应注明所测量的螺距;数显千分尺数字显示应清楚、完整、数字无跳动。
各部分相互作用通过手动实验及观察检查各部分配合有无明显松动,微分筒和测微螺杆的移动应平稳无卡滞现象,测力装置应完好等。
5.3.2 测微头的示值误差校准将锥形和V形测头分别换上专用的球面测头和平面测头然后用5等量块校准。
其受检点应在固定套筒和测微分筒的全部示值范围内均匀分布不少于5点上校准。
5.3.3 示值误差用专用螺纹量规校准;零位对准后,用符合校对用螺纹量规准确度的专用螺纹量规,选用测量上限位置对示值误差进行校准。
校准时V形测头应转180度,取两次读数的平均值确定螺纹中径值,与螺纹规中径实际值比较。
(200mm以上只校准测微头误差)。
5.4判定要求:5.4.1测微头允许误差:(表1)25~50 ±450~75 ±475~100 ±4100~125 ±5125~150 ±5150~175 ±7175~200 ±7200-300 ——5.4.2示值误差要求:(见表二)5.5校准周期:B类:1次/1年; C类:1次6 相关文件和记录6.1校准报告7 附录无。
螺纹量规用户须知60

第一章螺纹量规的基本知识螺纹量规是检验螺纹尺寸是否符合规定的量规。
螺纹塞规用于检验内螺纹。
螺纹环规用于检验外螺纹。
§1—1 螺纹概述螺纹是一种重要的、常用的结构要素。
螺纹主要用于结构联接、密封联接、传动、读数和承载等场合。
从一般使用条件到恶劣条件(高温、高压、严重腐蚀),从粗糙级别到很精密,从日常生活用品到精密机械,总之使用广泛。
螺纹按截形分,三角形(等边、等腰、锯齿等)和特形(如圆弧)螺纹。
螺纹又分圆柱和圆锥螺纹。
一、圆柱螺纹1、普通螺纹(又称米制或公制螺纹)轴向截形为等边三角形(基本牙型为平顶),牙型角60°。
新标GB192~197。
旧标GB192~197—63。
旧标分1、2和3级。
细牙还有2a级。
新标内螺纹4~8级,外螺纹3~9级。
2、美标统一螺纹(又称60°英制螺纹)轴向截形为等边三角形(基本牙型为平顶),牙型角60°。
它是美、英和加拿大制定的60°英制系列螺纹。
美国联邦标准FED-STD-H28 / 2~3、美国国家标准ANSI B1.1。
它有UNC、UNF、UNEF、UN、UNS系列(旧标分别为NC、NF、NEF、N、NS)。
外螺纹级别1A~3A,内螺纹级别1B~3B。
3级最精密。
常用2级。
3、非螺纹密封的管螺纹(旧标称圆柱管螺纹)。
轴向截形为等腰三角形(基本牙型为圆顶圆底),牙型角55°。
新标GB7307。
旧标ГОСТ 6357—52。
旧标分2和3级。
新标外螺纹分A和B级,内螺纹分标准级(无代号)和D级。
为了避免英寸符号“″”的出现,去掉它后只留下螺纹公称直径数值,并把它称为尺寸代号。
对于所述管螺纹,其尺寸代号为英寸公称孔径。
由于存在管壁厚度,因此管螺纹直径大于管螺纹公称直径。
例如,尺寸代号1(11牙/25.4mm)的管螺纹,大径33.249、中径31.77、小径30.291,这三个直径均大于管螺纹公称直径25.4。
而统一螺纹和55°英制螺纹不如此,它们的螺纹尺寸和公称直径直接相关。
统一螺纹量规的判定和使用

纹 ,其标 记包含 四项基 本 内容 ,即公 称 直径 、牙数 、螺 纹 系列 代号 、公差带 。螺纹系列代 号如 下 :U C表 示粗 N 牙螺 纹 ,U F表示 细 牙 螺 纹 ,U E N N F表示 超 细 牙 螺 纹 ,
K S,C G,JG,IS K 等 ) 的 选 用 J 25: K H P SO U I B 05 S 19 ;国产 的 ( :成 量 、 哈量 、哈 金 环 、宏 峰 工 具 98 如
-
5 0・
经 验与体 会
21 0 2年第 3 2卷 第 1 期
统 一 螺 纹 量 规 的 判 定 和 使 用
郭郑 来
( 州市计量 测试研 究所 ,江 苏 苏 州 2 5 1 ) 苏 1 2 8 摘 要 :分 析 了 不 同 国 家 统 一 螺 纹 量 规 标 准 的 差 异 ;建 议 客 户 选 用 相 适 应 的 螺 纹 量 规 检 测 产 品 ; 让 客 户 可 以 根 据 检 测 机 构 出 具 的证 书 判 断螺 纹 量 规 能 否 使 用 。
螺 纹 量规标 准 A s/ s 12—18 ;出 口到欧 洲 N IA MEB . 93
市场 ( 主要 是英 国) 的选 用英 国统 一螺 纹 量规 标 准 B S 99—1 0 7 1 :2 0 ;在 日本 、韩 国 、中 国 台湾 省 使 用 的 选 用 日本统 一螺 纹量规 标准 J 25 98 I B05 :19 ;在 中 国大 S 陆使 用 的选 用 中国统一螺 纹量规标准 J/ 185— 08 B T06 20 。
等 ) 选 用 J / 1 8 5—2 0 。如 果 螺 纹 量 规 上 刻 了 标 B T 06 08 准 ,如量 规 上 刻 了 A S/ S E B . N IA M 12或 B 1 S9 9,应 选
螺纹塞规环规校正作业指导书
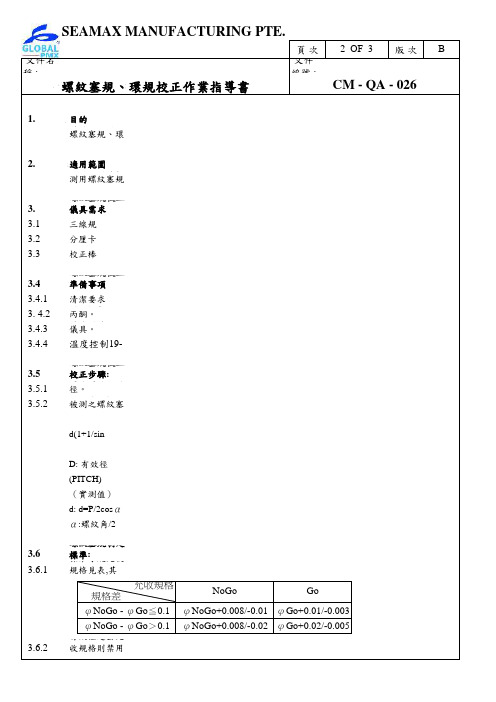
螺紋塞規、環規校正作業指導書CM - QA - 0261.目的為海益公司內螺紋塞規、環規校正作依據(錐螺紋塞規除外)。
2.適用範圍公司內所有量測用螺紋塞規、環規均適之(錐螺紋塞規除外)。
3.螺紋塞規校正儀具需求 3.1三線規 3.2分厘卡 3.3校正棒 3.4螺紋塞規校正準備事項 3.4.1清潔要求 3. 4.2備用無塵紙、丙酮。
3.4.3清潔所有校正儀具。
3.4.4置於室內,溫度控制19-25℃ 濕度55±15%RH,並達4HR 以上。
3.5螺紋塞規校正校正步驟: 3.5.1選擇適當之針徑。
3.5.2將三線規置於被測之螺紋塞規螺紋中用分厘卡量測其數據,然後代入下列公式。
D=M-d(1+1/sin α)+1/2Pctg αD: 有效徑P: 螺距(PITCH)M: 測定值(實測值)d: d=P/2cos αα:螺紋角/23.6螺紋塞規制定標準: 3.6.1標准牙規允收規格見表,其中φNoGo ,φGo 為牙規,NoGo 、Go 端規格尺寸。
3.6.2有效徑超出允收規格則禁用。
(制程中特定牙規除外)¤¹¦¬³W ®æ³W ®æ®t£p NoGo - £p Go ¡Ø0.1£p NoGo+0.008/-0.01£p Go+0.01/-0.003£p NoGo - £p Go ¡Ö0.1£p NoGo+0.008/-0.02£p Go+0.02/-0.005NoGo Go螺紋塞規、環規校正作業指導書CM - QA - 0263.7註意事項:3.7.1螺紋塞規需清洗乾淨,尤其是螺牙槽。
3.7.2針徑之三支針徑規格必須一致。
3.7.3分厘卡需作施校前校正。
3.7.4施校一定要擺正儀具。
螺纹塞规校准方法

螺纹塞规校准方法、检测方法2011-4-2 16:44|发布者: 小编H|查看: 1884|评论: 0|来自: 仪器信息网摘要: 可采用三针法进行检测,具体方法也就是根据螺纹量规的P(螺距)、螺纹角(牙型角α)来确定量佳针径,其计算公式是: do= P/=0.57735P(α=60°时)=0.5637P(α=55°时)1.螺纹中径的检测:可采用三针法进行检测,具体方法也就是根据螺纹量规的P(螺距)、螺纹角(牙型角α)来确定量佳针径,其计算公式是:do= P/[2COS(α/2)]=0.57735P(α=60°时)=0.5637P(α=55°时);利用相应之量具仪器,如测长机、光学计、外径千分尺等(视螺纹的精密要求而定),同三针一同组合起来对螺纹的中径进行测量,其计算简化公式为:螺纹角(牙型角α)为60°的:d2=M-3d0+0.866P=M-A,其中A=3do-0.866P;螺纹角(牙型角α)为55°的:d2=M-3.1657d0+0.9605P = M-A,其中A=3.1657d0-0.9605P。
在上式中M表示经量具/仪器及三针组合后测出的数值结果。
2.螺纹半角(α/2)的检测:可将螺纹量具置于万能/大型工具显微镜之两顶尖间,以影象法或干涉法(推荐用干涉法)进行测量。
3.螺距的测量:同2步,将螺纹量具置于万能/大型工具显微镜的两顶尖之间来进行测量。
4.螺纹大径的测量可通过测长机、光学计、外径千分尺、杠杆外径千分尺等仪器、量具来进行测量。
5.螺纹小径的测量可以以万能或大型工具显微镜来进行测量。
螺纹环规的检定、校准:1.螺纹环规的检定校准方法有两种,一种主要是以测长仪、测长机及其配件(如内测钩、测球、校对环等)来进行测量,其测量过程较、计算复杂,效率低,对操作人员的要求也很高等。
为提高螺纹环规的检定、校准效率以及降低其检定、校准的复杂性,故计量检定部门(如省市、国防计量等)往往以螺纹校对塞规对工作用螺纹环规进行检定、校准,大家都知道外螺纹的检测比内螺纹的检测要简单得多,这也是采用校对螺纹塞规的主要原因。
004 螺纹塞规检定指导书

修改记录Amendment History1.0 目的1.1规范螺纹塞规的检定方法,确保产品质量。
2.0范围2.1适用于本厂米制、美标统一(UNC、UNF、UNEF、UN)螺纹塞规的检定。
3.0 参考3.1 JJG888-1995 圆柱螺纹量规检定规程。
3.2 GB3934-2003 普通螺纹量规技术条件。
3.3 ANSI/ASME B1.2-19834.0 环境4.1 检定在有条件的情况下进行(即温度20︒C±5︒C,湿度≤80%)。
5.0 职责5.1 检定工作由仪校专员执行。
5.2 仪校专员必须持有国家认可的计量检定资格证书。
6.0 检定用器具和规定6.1 见表(一)7.0 检定方法7.1 依照附录A进行检定8.0 表现8.1 完成所有的检定及把最后的结果写在检定报告上.9.0 处理方法9.1合格—在认可规格内完成所有测试将发与新的检定期限.9.2不合格—由仪校专员维修或报废。
10.0 周期10.1 根据实际使用情况确定,具体在《计量器具管理清单》中“校验周期”一栏显示。
.表一:附录A检定方法:A.外观A1 测量表面应清洁。
A2 测量面应无毛刺、锈迹、崩牙等影响使用的缺陷。
B.大径B1 在两个轴向上按起点、中点、末端各三个点(共六个位置)测量整个塞规的外直径(测量范围不包括塞规两端起1mm内的部份)C.中径C1按三针法测量中径,有两根量针的一边,两根量针应与另一边的一根量针对称放置,用外径千分尺测量外直径,按下面公式计算得出中径值。
使用中的螺纹塞规中径允许按磨损公差(允许磨损).E=M-3dm+0.866025Pdm:三针平均直径M:外直径P:螺距注:1.最佳三针直径dm=0.577P,选择三针时应选择最接近最佳直径的三针.表(二)单位:mm表(三)单位:mm。
三针法检测英制螺纹塞规中径及综合修正
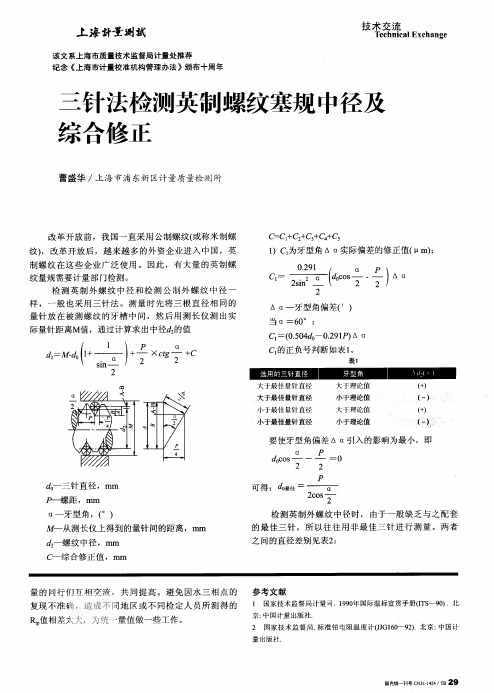
1 C为牙型角△a 偏差的 ) , 实际 修正值( m ; 1) 1
02 1 .9
刹
C= ,
2i s n
7 a
2
△a 一牙型角偏差( ) ‘ 当a 0 = 0: 6
C=(. 4o . 1) , 5 d一0 9P △a 00 2 C的正负号判断如表l ; a
、、 一! 1 +
+ X 二 C 一 c -+ t g
2 艺
表1
. 绘顾易暄日.. . 瓜 组 . . . . . . . . 压 .. 贾鼠.. . . . ... (+) 大于理论值 大于最佳量针直径 卜 小于理论值 大手 佳A针直 最 径 (+) 小于最佳量针直径 大于理论值 卜
二1) 二03 u 2X5 . m 1
△ 一螺距误差,1 尸 1 m
当 a 0 =6 0
场 q
1牙的美制螺纹塞规的最佳三针直径查( 得12m >0 2 表二) . 1 m d; 2
牙型角a实 60 >0 = 0 5 60 ' 查( ) 表1 得:C的符号为 ( , 一)。即:C=-0 1 . a 3 m A t 4 } 4 } 195 m 41 A = = 9m 0 = 2 4 3 . } 0
02 .5 7
08 5 .9
采用三针直径d 10m ; o 0 m . 1
1 4 1 21 . 2 . 朽/ 18/2 1 0 . 1 2
‘3 2 14 6 3 3 / .6 5
. 9/. 3 6 41 3 1 2 8
2. 9 0 0 5
用万能工具显微镜测得轴向螺距的实际值为P- 4 - : =.8 m 牙型角。 = 0 5 21 , 1m 实 60 ;
截蜷彝裹补 于 种 .+ 奏 夔 终 咖 和+1 缪鑫 5. 03 .4 4
螺纹量规用户须知60

第一章螺纹量规的基本知识螺纹量规是检验螺纹尺寸是否符合规定的量规。
螺纹塞规用于检验内螺纹。
螺纹环规用于检验外螺纹。
§1—1 螺纹概述螺纹是一种重要的、常用的结构要素。
螺纹主要用于结构联接、密封联接、传动、读数和承载等场合。
从一般使用条件到恶劣条件(高温、高压、严重腐蚀),从粗糙级别到很精密,从日常生活用品到精密机械,总之应用广泛。
螺纹按截形分,三角形(等边、等腰、锯齿等)和特形(如圆弧)螺纹。
螺纹又分圆柱和圆锥螺纹。
一、圆柱螺纹1、普通螺纹(又称米制或公制螺纹)轴向截形为等边三角形(基本牙型为平顶),牙型角60°。
新标GB192~197。
旧标GB192~197—63。
旧标分1、2和3级。
细牙还有2a级。
新标内螺纹4~8级,外螺纹3~9级。
2、美标统一螺纹(又称60°英制螺纹)轴向截形为等边三角形(基本牙型为平顶),牙型角60°。
它是美、英和加拿大制定的60°英制系列螺纹。
美国联邦标准FED-STD-H28 / 2~3、美国国家标准ANSI B1.1。
它有UNC、UNF、UNEF、UN、UNS系列(旧标分别为NC、NF、NEF、N、NS)。
外螺纹级别1A~3A,内螺纹级别1B~3B。
3级最精密。
常用2级。
3、非螺纹密封的管螺纹(旧标称圆柱管螺纹)。
轴向截形为等腰三角形(基本牙型为圆顶圆底),牙型角55°。
新标GB7307。
旧标ГОСТ 6357—52。
旧标分2和3级。
新标外螺纹分A和B级,内螺纹分标准级(无代号)和D级。
为了避免英寸符号“″”的出现,去掉它后只留下螺纹公称直径数值,并把它称为尺寸代号。
对于所述管螺纹,其尺寸代号为英寸公称孔径。
由于存在管壁厚度,因此管螺纹直径大于管螺纹公称直径。
例如,尺寸代号1(11牙/25.4mm)的管螺纹,大径33.249、中径31.77、小径30.291,这三个直径均大于管螺纹公称直径25.4。
而统一螺纹和55°英制螺纹不如此,它们的螺纹尺寸与公称直径直接相关。
(整理)004自攻螺钉检验指导书.

审核(日期)
会签(日期)
标准化(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
[C]
测量
卡尺/0-150mm±0.02mm
按抽样方案GB2828.1-2003IL=S-4,AQL=1.0
编制(日期)
审核(日期)
会签(日期)
标准化(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
QW/P.11-03(14Ⅱ)表1-3
浙江普信质量部
自攻螺钉检验指导书
适用产品
[C]
目视
目视
/
1.2包装箱整齐,无破损.
1.3包装箱外贴合格证和Rohs标识
2
外观
2.1自攻螺钉外观应光洁、无毛刺、飞边、镀层光亮、均匀,镀层无明显质量缺陷。
[C]
目视
目视
按抽样方案GB2828.1-2003
IL=S-3,AQL=1.5
3
尺寸
3.1自攻螺钉外形尺寸公差应符合相应国家标准和图纸规定。
文件号
3.划分评价单元
2)应用环境质量标准时,应结合环境功能区和环境保护目标进行分级。JZA-3
(4)列出辨识与分析危险、有害因素的依据,阐述辨识与分析危险、有害因素的过程。-004
零件图号(代号)
通用
共2页
第1页
序号
检验项目
质量特性要求
重要度
检验方法
检验手段
检验规则
1
包装
1.1每箱若干塑料袋(视螺钉大小定置数量)每袋定置数量
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
修订日期
修订内容
对应规格型号精度等级,外校合格的校正圆柱螺纹规
7.0校正方法及判定标准:
7.1清洗:用毛刷将螺牙槽中的异物去除
7.2检查外观:螺牙无锈蚀、刮伤、毛刺、磨损等影响测量精度的缺陷。
7.3螺纹精度校准:在符合要求的试验或测量室内,将螺纹环规放置在大理石或玻璃台面2小
时.
环规类型
校准圆柱螺纹规
判定标准
通规
通端(TS)
1.0目的:
为保证检查使用中螺纹环规的精度.规范校准步骤。
2.0参考文献:
GB/T3934-2003《普通螺纹量规技术条件》、《公制、美制和英制螺纹标准手册(第三版)》
3.0适用范围:
使用中螺纹环规
4.0校正环境:
温度:(23±3)℃、湿度:<70%RH.
5.0校正周期:
使用单位
使用类别
螺纹环规检查Leabharlann 类校准性质校准周期
备注
生产部门
员工自检
全检(不锈钢类材质)
内校
每次全检后
视情况而定
全检(非不锈钢类材质)
内校
每次全检后
抽查
内校
6个月至少1次
IQC/IPQC/ QA
制程巡检
抽查
内校
6个月至少1次
ALL
校准螺纹环规或生产中使用的NPT螺纹环规等
外校
12个月至少1次
※:在使用中发现异常时,必须重新校正.
6.0主要校正设备:
止
(退出量规时,旋入不超过一个螺距)
止规
止端(ZS)
7.4如有其它判定标准参考:
GB/T3934-2003《普通螺纹量规技术条件》、《公制、美制和英制螺纹标准手册(第三版)》
8.0记录
8.1校正报告由计量室至少保留一年.
9.备注:
9.1新购设备,自开始使用日期为准,其厂家提供的出厂证明或校准书均为校准有效一年。