成型参数条件设定表
注塑成型参数的定义

成型条件设定一、成型四大要素图一二、注塑工艺五大要素温度、压力、时间、行程(位置)、速度三、料温定义:料温是指塑化物料的温度和以喷嘴注射出的温度,图二其中,前者称为塑化温度,后者称为注射温度.料温设定有利于塑化,降低熔体粘度,流动阻力或注射压力损失.增强流动性,提高料温还能对制品的一些性能带来好的影响,如结合线强度增加,但是料温过高又很容易引起热降解,最终反而导致制品的物理和力学性能变差.料温设定不利于塑化,塑料熔融后粘度较大,流动性差,成型后的制品容易出现熔接痕迹,表面无光泽和缺料等缺陷.料温设定的几个原则1.对于薄壁制品或形状复杂以及带有嵌件的制品,因流动困难或容易冷却,应选用较高的机筒温度,反之,对原壁制品,简单制品及无嵌件制品,均可选用较低的机筒温度.2.避免成型物料在机筒中过热降解,除应严格控制机筒最高温度之外,还必须控制物料或熔体在机筒内的停留时间.3.避免流涎, 喷嘴温度可略低于机筒最高温度,但不解太低.4.判断料温是否合适,可采用对空注射法观察,对空注射时,料流均匀,光滑,无泡,色泽均匀,刚劲有力.四、模温模具温度指和制品接触的模腔温度,它直接影响熔体的充模流动行为,制品的冷却速度和成型后的制品性解.一般来讲,提高模温可以改善熔体在模内的流动性,增加制品的密度和结晶度,以减小充模压力和制品的应力,但制品冷却时间延长,收缩率和脱模后的翘曲变形将会延长或增大,是生产率随冷却时间延长下降.反之,若降低模温,虽然缩短冷却时间和提高生产率,但在温度过低的情况下,熔体在模内的流动性能将会变差,并使制品产生较大的应力或明显的熔接痕迹等缺陷.此外,除了模腔表壁的粗糙度之外,模温还是影响制品表面质量的因素,适当地提高模温,制品表面的粗糙度也会下降。
关于成型条件设定要点总则:一般情况下条件设定越简单,生产越稳定,尤其是对于形状较简单或外观要求不高产品尽量使用较简单条件,如射出速度、射出压力及保压压力均使用1段即可。
Moldflow成型参数设置

L=V/S*λ
V为总体积,需换算成mm^3 S为螺杆横截面面积,单位mm^2,S=1/4*πD^2,式中D为螺杆直径,单位mm λ为补偿熔体收缩的修正系数,其参考值取材料固态密度与熔融态密度之比 经计算得L=78.1mm
- 计算cusion(料垫)、Shot size(注射量) 、suck back(松退)
速度(%)
30
位置(mm)
6
V/P切换7.8mm Ls4
38
21
13.8
62.6
Ls3
Ls2
26
68.5
87.1
Ls1
Ls0
- 输入参数,编辑螺杆曲线:
分析结果如下:
产品填充顺利完成,V/P切换位置稍稍靠后
- 根据分析结果,精确调整螺杆位置和V/P切换位置
速度(%)
30
38
21
26
位置(mm)
87.1715
90.0000 100.0000
100.0000 51.3736
Melt front is entirely in the cavity at % fill = 27.1391 %
在注塑初期,熔体注塑速度由初始速度线性增加,在进入型腔前通过浇口 一段时,速度下降并保持匀速,通过浇口后流动前锋完全进入型腔,速度 迅速上升,最后阶段速度再次下降,直到填充完毕,跟实际注塑状况一致。
国产注塑机Moldflow分析必需机器参数
海天注塑机 • HTFX系列
• HTW1系列
• HTW2系列
部分国产注塑机的参数已经编制成udb文件,可以提供给用户使用
实际工艺条件Moldflow标准化设置方法(实例)
成型机参数一览表

730X730 1035X1035
150 66 10 4 150
J350ELⅡ(34
射出容量(cm) 射出重量(gr) 锁模力(ton) 最大射出压力 可塑化能力 最大型开距离
最小金型厚 最 拉大 杆金 间型 距厚 (H× V) 模板尺寸(H×V) 顶杆顶出距离 螺杆直径 射嘴球径R 射嘴直径φ
A
890 810 350 1820 226 1370 320 670 730X730 1035X1035 150 66 10
13
射出容量 (cm)
HTF86X2(11#)
A
B
C
备注
131
181
147第 5 页 顶孔样
定位环外径φ
射出容量(cm) 射出重量(gr) 锁模力(ton) 最大射出压力 可塑化能力 最大型开距离 最小金型厚 最 拉大 杆金 间型 距厚 (H× V) 模板尺寸(H×V) 顶杆顶出距离 螺杆直径 射嘴球径R 射嘴直径φ 定位环外径φ
射出容量(cm) 射出重量(gr)
锁模力(ton)
150
150
150
最大射出压力
2410
2410
2410
可塑化能力
90
129
160
最大型开距离
890
890
890
最小金型厚
220
220
220
最拉大杆金间型 距厚 (H×
450
450
450
V)
510X510 510X510 510X510
模板尺寸(H×V) 740X740 740X740 740X740
最小金型厚 最 拉大 杆金 间型 距厚 (H× V) 模板尺寸(H×V) 顶杆顶出距离 螺杆直径 射嘴球径R 射嘴直径φ 定位环外径φ
注塑成型参数表
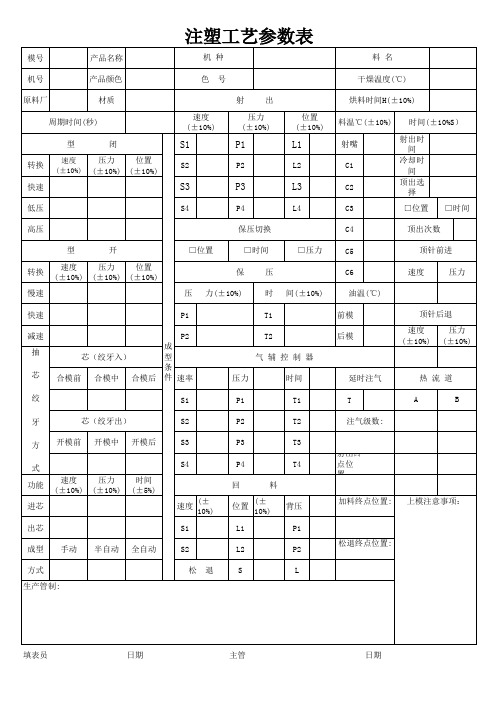
模号
产品名称
机种
料名
机号
产品颜色
色号
干燥温度(℃)
原料厂
材质
周期时间(秒)
转换 快速
型
速度 (±10%)
闭
压力 位置 (±10%) (±10%)
低压
速度 (±10%)
S1
S2
S3
S4
射出 压力
(±10%)
P1
P2
P3
P4
位置 (±10%)
L1
L2
L3
L4
烘料时间H(±10%)
料温℃(±10%) 时间(±10%S)
射嘴 C1 C2
射出时 间
冷却时 间
顶出选 择
C3
□位置 □时间
高压
保压切换
C4
顶出次数
型
开
转换
速度 (±10%)
压力 位置 (±10%) (±10%)
慢速
□位置
□时间
□压力
保压
压 力(±10%)
时 间(±10%)
C6 油温(℃)
顶针前进
速度
压力
快速
P1
减速 抽
芯
芯(绞牙入) 合模前 合模中 合模后
P2 成 型 条 件 速率
T1
T2
气辅控制器
压力
时间
前模 后模
顶针后退
速度
压力
(±10%) (±10%)
延时注气
热流道
绞
S1
P1
T1
T
A
B
牙
芯(绞牙出)
S2
P2
T2
注气级数:
方 开模前 开模中 开模后
成型机参数对照表

一压
15-60 25-60 10-50 35-75 20-50 30-70 45-95 25-60 15-65 35-75 40-80 30-70 45-90 25-60 20-65 35-75 40-80 30-70 45-95 25-65 20-70 35-80 40-85 30-75 55-95 15-50 40-80
深圳市银缘电子科技有限公司
SHENZHEN YINYUAN ELECTRONIC TECHNOLOGY CO.,LTD
制订日期 工程等级 适用范围 成型机 2016/11/1 修订日期 版 本 A
核准
审核
制作
Chen Jian
成型机参数对照表
成型参数 温度 中节
140-185 100-150 125-210 190-240 185-235 130-185 140-185 105-155 175-215 190-240 185-235 1130-185 155-195 105-155 180-215 190-240 135-235 130-185 155-195 105-155 180-215 190-240 135-235 130-185 210-250 160-190 140-190
两穴/单穴固定模 (包括手动模)
2.50Z
四穴固定模(包 括手动模)
2.50Z
六穴固定模(包 括手动模)
2.50Z
八穴或八穴以上 固定模(包括手 动模)
2.50Z
其它特殊磨具
2.5OZ
备注:以上数据为生产经验所得:1.调机参数与参数表不符时(除特殊机台、特殊磨具外)由工程、品管评估确定; 2.特殊机台设置有中节温度。
总压
40-100 40-80 40-100 60-110 40-100 60-100 60-100 40-90 60-100 60-110 40-100 60-100 60-100 40-90 60-100 60-110 40-100 60-100 60-105 40-95 60-105 60-115 40-105 60-105 60-100 40-80 60-100
注塑标准成型条件表

标准周期:
±5℃ h 螺杆直径
除湿 热风
∮
半全 自自 动动
机械手取出 自由落下
模温标准值 单位
控制方式
℃ 发热板 模温机 常温
℃ 发热板 模温机 常温
热流道温度 1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
热流道标准值
胚料预热温度标准 值
参考设定值
(重要参数)变更要求:保压压力、保压时间、保压速度未经验证许可禁止调整、充填位置±1mm;炮筒温度±10℃热
计量式 延 冷却迟时 中间间时
间
开锁模 开
位模 置速 度
位 置速 度
前松退
s
位
m
es
置速
mm
es
度
m
e
1 s 位置
背压
转速
2计 段量
m
mkgf/c
2
rm
延
p
迟
后松退 m mm
sm e
计量
段
锁
方
顶
4
3
2
1
数
段
段
段
段m
模 TON
式
出
c
延
os 保
顶针
s
1 段
2 段
3 段
4 段
m %
高压 m
低 位压 置压
m %
流道温度标准值±10℃;烤料温度±5℃;模具温度标准值±10℃;胚料预热温度标准值±10℃;
保压
保压速
m
度
4321
m
Zero
充填设定
成型调机参数表

机台 吨位
4段: 5段: 6段:
单位: ℃
mm
mm
前模: ℃
mm
mm/s
kn
kn
mm mm/s
后模: ℃
检查注意事项
顶出方式 次
后退
顶出
顶出位置 顶出速mm mm/s 秒
变更版本号
变更日期
变更原因
核准
审核
编制
日期:
年 月
项目 机型
原材料 名称
料管 温度
温度设定
射出 射出速度
射出 条件
射出压力 射出切换位置
终止位置
保压____ 段
单位 bar
保压 计量
第一段. 第二段
第三段
合模位置
合模速度 合模
模具保护
开模位置 开模
开模速度
成型标准参数条件表
产品名称
产品物料编码
模具编号
文件编号 版本号
机台号
成型周期(s)
射嘴
4
4
3
模穴数
3
2
2
1
冷却时间_____秒 秒 射出时间_____秒
计量 前停 止
背压
保压速度___ _mm/s 转速
射出前停止__ _秒
计量位置
松退距离
低压 压力
锁模 压力
1
mm/s bar
mm mm 计量 bar Rpm
原料比例 每模单重(g) ℃ 每时耗料(kg) 热流道温度 (℃):
1段: 2段: 3段:
注塑P-FMEA表--样表

修模或加工
第 3 页,共 4 页
{注塑(Injection
参照OK样板
Potential Failure Mode And Effective Analyse
潜在失效模式 潜在失效后果 严 重 分级 度 S 现行过程控制 潜在失效起因/机理 预防控制 频度 O 控制探测 风险顺 序数 探测 RPN 度D 建议措施 责任和目 标 完成日期 措施执行结果 采取的措施 严 重 度 频 度 探 测 度 R P N
射胶压力过小 保压压力过小 计量过小 参照OK样板 缩水 影响产品外观 6 射胶速度过慢 保压速度过慢 射胶时间过短 保压时间过短 模温过低/过高 按最新标准更 新的重量标准 重量过轻 重量过重 装配不良 装配不良 6 6 △ △ 注塑参数不合理 注塑参数不合理 出模不顺 I-1010 注塑 拉坏 影响产品功能 7 取出手法不当 擦花 影响产品外观 6 员工操作不当 原料有黑点 料温高,料碳化 使用X-R图控制 使用X-R图控制 《模具保养操作指 引》 严格按取放产品操 作指引操作 培训员工操作手法 每班清理车间环境 制定注塑成型参数 作业指示书,设定 成型参数 严格按《机器设备 保养操作指引》进 行保养 制定注塑成型参数 作业指示书,设定 成型参数、PQC 首检 制定注塑成型参数 作业指示书,设定 成型参数
退回供应商更 换 退回供应商更 换 调整成型参 数,修模 调整成型参数 调整成型参数 和检查模具
4 3
2 2
3 3
24 18
3
2
3
18
4 5 4
2 3 3 3 3 1 3 4 4 2 2 1 2 3
3 2 2 2 2 5 2 2 2 3 4 4 3 3
12 30 24 36 24 30 30 24 40 24 40 12 36 45
标准成型参数记录表
关模低压
关模高压
开模快速
开模高压
顶出 顶针后退 顶针前进 速度 压力 位置 顶针停留 顶针延时 托模选择: 口前托 口中托 口后托 口 不动作 口 重复 托模形态: 口 震 荡 口 定位 托模次数 次 射出 S 冷却 S
射出二段
射出一段
口位置 保压二段
mm 保压一段
产品或模具缺陷、注意事项
加料二
后松退
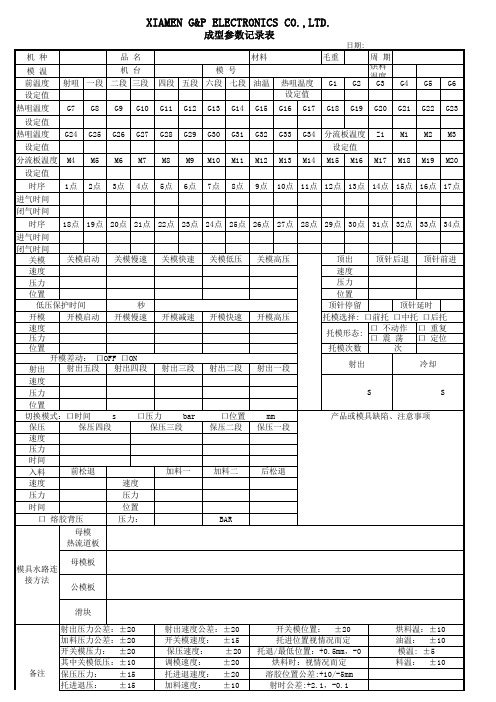
材料 四段 五段 六段 七段 油温 G11 G28 M8 5点 G12 G29 M9 6点 G13 G30 M10 7点 G14 G31 M11 8点 G15 G32 M12 9点 热咀温度 设定值 G16 G33 M13 G17 G34 M14
毛重 G1 G18 G2 G19
周 期 烘料温度 G3 G20 Z1 M17 G4 G21 M1 M18 G5 G22 M2 M19 G6 G23 M3 M20
XIAMEN G&P ELECTRONICS CO.,LTD.
成型参数记录表
日期:
机 种 模 温 前温度 设定值 热咀温度 设定值 热咀温度 设定值 分流板温度 设定值 时序 进气时间 闭气时间 时序 1点 2点 M4 M5 G24 G25
品 名 机 台 射咀 一段 二段 三段 G7 G8 G9 G26 M6 3点 G10 G27 M7 4点 模 号
BAR
备注
射出速度公差:±20 开关模速度: ±15 保压速度: ±20 调模速度: ±20 托进退速度: ±20 加料速度: ±10
开关模位置: ±20 托进位置视情况而定 托退/最低位置:+0.5mm,-0 烘料时:视情况而定 溶胶位置公差:+10/-5mm 射时公差: 料温: ±10
EPP参数表

料枪状态
填满料槽Ⅱ
2
填满料槽Ⅰ
2
模板
备用
—
备用
—
压力设定(bar)其他参数
设定
实际
设定
实际
空气压力bar
负压填料1
保持料槽压力
蒸汽压力bar
料槽压力1
流动压力1
冷却水压力bar
填料压力1
备用/filling mat. tank
最高温度MⅠ℃
负压填料2
料槽压力2
最高温度MⅡ℃
流动压力2
填料压力2
脱模温度MⅠ℃
备用
流动压力
有
没有开关开—不真空
液压
间隙服务
没有
有开关开—连真空
连续运行
时间设定(sec)行程设定(mm)
预热MⅠ/备用
—
预热MⅡ/备用
—
快速关模停
150
填充缝
预吹/加压/备用
填料
开关开中开模
50
开关开中关模
10
备用/二次填料/吹清料枪
—
备用/关闭料枪
—
慢速开模停
50
停止送风
50
回吹
蒸汽延时
排出阀开启
横切蒸汽MⅠ
横切蒸汽MⅡ
脱模温度MⅡ℃
调节排出阀MⅠ
调节排出阀MⅡ
最高泡沫压力bar
双面蒸汽MⅠ
双面蒸汽MⅡ
脱模泡沫压力bar
开关开中送风
开模前送风
真空度-bar
推杆空气
备用
—
周期时间sec
50
开动推杆
冲模
备用
—
开动推杆空气
两次慢速开模停
横切蒸汽MⅠ
注塑成型参数表

烘料温度(℃) 模温 (周℃期) (sec)
制定日期 修订日期
档编号 制表 审核 批准
制定单位 版本
注塑 A1
xxxxxxxxxxxx公司
产品名 称产:品料 号模:具编 号关:于成型 条件设
速度 (mm/sec)
射胶一 射胶二 射胶三 射胶一
成型参数指示表 机台规 格 螺: 杆规 格 材: 料:
保压
保压一 速度(mm/sec)
保压二 保压一 压力(bar) 保压二
射出
压力(bar) 射胶二 射胶三
保压一 时间(sec)
保压二
射胶一 位置(mm) 射胶二
加料位置 位置(mm)
松退位置
射胶三
加料
加料压力
射胶时间(sec)
加料速度 背压(bar)
部位 射嘴
温度偏差 值
温度设定值
产品图示
温度
第一段 料管温度℃
第二段
第三段
第四段
干燥时间
冷却(sec) 注意事 项1、:停机 10分钟以 2、每天 须套定加期 润清滑 油3、脂停。机 前提前10 洗料管。 4、技师 须可每超日 出仔公 差更,时如 ,因由 领示班书提 修出订 申之请版表 次,进 行5、更品改管。 对书成为型 标条 准,认真 围内.
新版-成型条件标准参数 -

计 量 设 定
型 模 设 定
此参数技术员以上可调整外,非指定人员勿动。 此表单隶属于DD/QD-SC-017【成型条件作业规范】表 单编号: DD-QR(QD-SC-017)-02 核准: 审核:
一段 mm 二段 mm 三段 mm 计量完成后松退 mm 一段 kg/cm2 压 二段 kg/cm2 力 三段 kg/cm2 一段 kg/cm2 背 二段 kg/cm2 压 三段 kg/cm2 松退压力 kg/cm2 一段 mm/s 二段 mm/s 速
设定值 偏差值 350 325 325 320 / 100 / 0.4 3 95 90 85 / 1000 / / / 8 3 / / 50 / / 120 / / 0.3 / / 3 / / 11 ±5 ±5 ±5 ±5 / ±10 / ±0.3 ±3 ±10 ±10 ±10 / ±100 / / / ±2 ±2 / / ±10 / / ±50 / / ±0.5 / / ±2 / / ±5 修订日期
黑色 150℃ 6/8H φ 20mm 单位 设定值 / / 14 3 / / / 10 / / / 200 / / 30 41 / / / 150 / 4 50 150 195 / 100 250 200 / / / / / 195 150 40 32 300 200 150 / / / / / 制表:程康 偏差值 / / ±2 ±5 / / / ±5 / / / ±10 / / ±10 ±5 / / / ±10 / ±2 ±10 ±10 ±10 / ±10 ±10 ±10 / / / / / ±10 ±10 ±10 ±1 ±10 ±10 ±10 / / / / /
设定项目 位 置
喷嘴 ℃ 筒头 ℃ 设温 前部 ℃ 中部 ℃ 后段 ℃ 定度 模温机 ℃ 冷却水 ℃ sec 射出时间 冷却时间 sec mm/s 一段 速 mm/s 二段 度 mm/s 三段 射 mm/s 四段 出 kg/cm2 一段 设 压 kg/cm2 二段 定 力 kg/cm2 三段 kg/cm2 四段 mm 一段 位 mm 二段 置 mm 三段 mm 四段 mm/s 一段 速度 mm/s 二段 mm/s 三段 保 kg/cm2 一段 压力 kg/cm2 二段 压 kg/cm2 三段 sec 一段 设 时间 sec 二段 sec 三段 定 mm 一段 位置 mm 二段 mm 三段 sec 循环周期 文件修订履历 文件编号 版次 修订内容 A/0 初版发行
各种塑料粒子注塑成型工艺参数参考
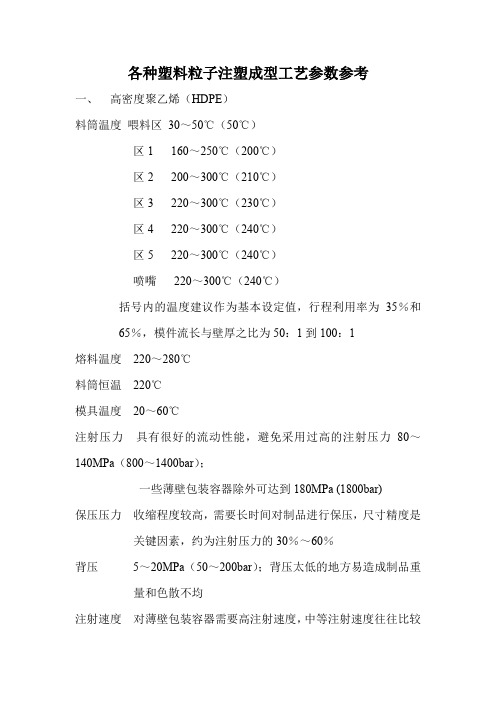
各种塑料粒子注塑成型工艺参数参考一、高密度聚乙烯(HDPE)料筒温度喂料区30~50℃(50℃)区1 160~250℃(200℃)区2 200~300℃(210℃)区3 220~300℃(230℃)区4 220~300℃(240℃)区5 220~300℃(240℃)喷嘴220~300℃(240℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度220~280℃料筒恒温220℃模具温度20~60℃注射压力具有很好的流动性能,避免采用过高的注射压力80~140MPa(800~1400bar);一些薄壁包装容器除外可达到180MPa (1800bar)保压压力收缩程度较高,需要长时间对制品进行保压,尺寸精度是关键因素,约为注射压力的30%~60%背压5~20MPa(50~200bar);背压太低的地方易造成制品重量和色散不均注射速度对薄壁包装容器需要高注射速度,中等注射速度往往比较适用于其它类的塑料制品螺杆转速高螺杆转速(线速度为1.3m/s)是允许的,只要满足冷却时间结束前就完成塑化过程就可以;螺杆的扭矩要求为低计量行程0.5~4D(最小值~最大值);4D的计量行程为熔料提供足够长的驻留时间是很重要的残料量2~8mm,取决于计量行程和螺杆直径预烘干不需要;如果贮藏条件不好,在80℃的温度下烘干1h就可以回收率可达到100%回收收缩率 1.2~2.5%;容易扭曲;收缩程度高;24h后不会再收缩(成型后收缩)浇口系统点式浇口;加热式热流道,保温式热流道,内浇套;横截面面积相对小,对薄截面制品已足够机器停工时段无需用其它材料进行专门的清洗工作;PE耐温升料筒设备标准螺杆,标准使用的三段式螺杆;对包装容器类制品,混合段和切变段几何外形特殊(L:D=25:1),直通喷嘴,止逆阀二、聚丙烯(PP)料筒温度喂料区30~50℃(50℃)区1 160~250℃(200℃)区2 200~300℃(220℃)区3 220~300℃(240℃)区4 220~300℃(240℃)区5 220~300℃(240℃)喷嘴220~300℃(240℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度220~280℃料筒恒温220℃模具温度20~70℃注射压力具有很好的流动性能,避免采用过高的注射压力80~140MPa(800~1400bar);一些薄壁包装容器除外可达到180MPa (1800bar)保压压力避免制品产生缩壁,需要很长时间对制品进行保压(约为循环时间的30%);约为注射压力的30%~60%背压5~20MPa(50~200bar)注射速度对薄壁包装容器需要高的注射速度(带蓄能器);中等注射速度往往比较适用于其它类的塑料制品螺杆转速高螺杆转速(线速度为1.3m/s)是允许的,只要满足冷却时间结束前完成塑化过程就可以计量行程0.5~4D(最小值~最大值);4D的计量行程为熔料提供足够长的驻留时间是很重要的残料量2~8mm,取决于计量行程和螺杆转速预烘干不需要;如果贮藏条件不好,在80℃的温度下烘干1h就可以回收率可达到100%回收收缩率 1.2~2.5%;收缩程度高;24h后不会再收缩(成型后收缩)浇口系统点式浇口或多点浇口;加热式热流道,保温式热流道,内浇套;浇口位置在制品最厚点,否则易发生大的缩水机器停工时段无需用其它材料进行专门的清洗工作;PP耐温升料筒设备标准螺杆,标准使用的三段式螺杆;对包装容器类制品,混合段和切变段几何外形特殊(L:D=25:1),直通喷嘴,止逆阀三、聚苯乙烯(PS)料筒温度喂料区30~50℃(50℃)区1 160~250℃(200℃)区2 200~300℃(210℃)区3 220~300℃(230℃)区4 220~300℃(230℃)区5 220~300℃(230℃)喷嘴220~300℃(230℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度220~280℃料筒恒温220℃模具温度15~50℃注射压力具有很好的流动性能,避免采用过高的注射压力80~140MPa(800~1400bar)保压压力注射压力的30%~60%;相对较短的保压时间背压5~10MPa(50~100bar);在背压太低的地方,熔料中易产生气泡(制品中有灰黑纹路)注射速度普遍较快,多级注射以制品形状为依据;对薄壁的包装容器应该尽可能快,必要时使用蓄能器螺杆转速高螺杆转速(最大线速度为1.3m/s)是允许的;但为取得好的效果,塑化过程应该缓慢同冷却时间一样计量行程0.5~4D(最小值~最大值);4D的计量行程为熔料提供足够长的驻留时间是很重要的残料量2~8mm,取决于计量行程和螺杆转速预烘干不需要;如果贮藏条件不好,在80℃的温度下烘干1h就可以回收率可达到100%回收收缩率0.3%~0.6%浇口系统点式浇口;加热式热流道,保温式热流道,内浇套;相对较小的横截面为足够机器停工时段无需用其它材料进行专门的清洗工作;PS耐温升料筒设备标准螺杆,直通喷嘴,止逆阀四、聚氯乙烯-未增塑(PVC-U)料筒温度喂料区30~50℃(50℃)区1 140~160℃(150℃)区2 165~180℃(170℃)区3 180~210℃(190℃)区4 180~210℃(200℃)区5 180~210℃(200℃)喷嘴180~210℃(200℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度210~220℃料筒恒温120℃模具温度30~60℃注射压力80~160MPa(800~1600bar)保压压力不可设置太高,注射压力的40~60%,以模件和浇口为依据背压鉴于它的热敏感性,正确设置背压是很关键的;螺杆转动摩擦产生的热量(关闭热量输入控制)比从料筒加热圈产生的热量更好;背压不超过30MPa(300bar)注射速度不要设置太高并小心物料产生剪切效应;制品易产生变性或锐边的地方,应绝对需要多级注射速度螺杆转速使用允许的最低设置,最大速度折合线速度为0.2m/s;如果必要,延迟塑化以确保在冷却时间长的情况下,计量操作在低螺杆转速时能在冷却时间结束前完成;需要高扭矩并保持均匀计量行程 1.0~3.5D残料量应较小:1~5mm,取决于计量行程和螺杆直径;螺杆在安装料筒时确保最小配合预烘干如果贮藏条件不好,在70℃的温度下烘干1h就可回收率允许在材料没有热分解的状态下再生利用收缩率0.5%~0.7%浇口系统直浇口,片式浇口或圆片式浇口较好,对小的制品也可采用点式浇口;浇口朝着制品的方向应有圆弧过渡机器停工时段关闭加热,无背压塑化,允许熔料驻流2~3mm,然后像挤出机那样缓慢操作机器;重复操作直到料筒温度降到160℃,然后挤出余料,清空料筒料筒设备硬质PVC螺杆;有些需要料筒有加热圈和冷空气吹气装置;螺杆头有螺槽或没有螺槽,直通喷嘴五、增塑聚氯乙烯(P-PVC)料筒温度喂料区30~50℃(50℃)区1 140~160℃(150℃)区2 150~180℃(165℃)区3 160~220℃(180℃)区4 160~220℃(190℃)区5 160~220℃(190℃)喷嘴160~220℃(200℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度200~220℃料筒恒温120℃模具温度30~50℃注射压力80~120MPa(800~1200bar)保压压力注射压力的30%~60%背压5~10MPa(50~100bar)注射速度为了获得好的表面质量,注射不应该太快(如果必要,采用多级注射)螺杆转速设置中等螺杆转速,最大折合线速度为0.5m/s计量行程 1.0~3.5D残料量2~6mm,取决于计量行程和螺杆直径预烘干不需要;只有在贮藏条件不好,在70℃的温度下烘干1h 就可回收率允许在材料没有热分解的状态下再生利用收缩率1%~2.5%浇口系统对小的制品可采用点式浇口;浇口朝着制品的方向应有圆弧过渡机器停工时段关闭加热,无背压塑化,操作几次挤出循环料筒设备标准螺杆,止逆环,直通喷嘴六、尼龙6(PA6)料筒温度喂料区60~90℃(70℃)区1 230~240℃(240℃)区2 230~240℃(240℃)区3 240~250℃(250℃)区4 240~250℃(250℃)区5 240~250℃(250℃)喷嘴230~240℃(250℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1喂料区和区1的温度是直接影响喂料效率,提高这些温度可使喂料更平均熔料温度240~250℃料筒恒温220℃模具温度60~100℃注射压力100~160MPa(1000~1600bar),如果是加工薄截面长流道制品(如电线扎带),则需要达到180MPa(1800bar)保压压力注射压力的50%;由于材料凝结相对较快,短的保压时间已足够。
注塑成型参数表(双色)

机台号:
试模 试产 正常生产
Customer 客户
Material 材料
A:
B:
Mold No. 模号
*Drying
A:
烘料温度±10℃
B:
Model
啤
机型号:
Colour 颜 色
A:
B:
Injecting Parameter 成 形 条 件
sunk back 倒索
压
速
位
压
速
位
力
度
置
力
度
置
备注:1.各机台的参数转换以参照其实际值进行相应的设定。
2.压力转换公式:1bar=0.1mpa 1kg/c㎡=0.91bar 。
设定
名称 中子一进 core in
压力± 10Bar Pressure
中子一退 core out
中子二进 core in
中子二退 core out
式
A:
core
后模
B:
Cavity A:
Tep 前模温
±5℃ B:
A:
CORE Tep 后模温
±5℃ B:
Cavi
Mold ty前
water
A:
lanc 模
conne
ct
drawi
ng
运
水 图
Core 后模
A:
年
产品编号 part.NO.
part releasedby 开机方式
Setting 设定
4st
Position
位置±
Hale Waihona Puke 10mm前进Advance 12
注塑成型工艺参数卡

注塑成型工艺参数卡
机器编号:
客户
-
水口比例
零件名称
设备吨位
零件编号
烘烤温度/时间
用料
零件颜色
段数 压力Bar 速度%
一段
二段 注 三段
射 四段 五段
六段
注射时间:
转保模式
转保压值
保 保压 压力Bar
第一段 压 第二段
速度%
第三段
段数 压力Bar 速度%
顶出一段
顶 顶出二段
顶退一段 出 顶退二段
6 7 8
不用 不用 不用 不用 不用 不用 不用 不用
零 件 简 图
1、冷冻机温度设定为16℃【正负5】 备 注 2、注塑温度正负5℃。
页码 第1页 共1页
版本号
版本修订/描述
编制/日期 审核/日期 批准/日期 标准化/日期
顶出延时 0.0 顶退延时
顶出模式
顶出次数
动作 压力Bar 速度%
A进
抽 A退
B进 芯 B退
C进
C退
压力Bar 速度%
1段
合 2段
3段 模 4段
低压
高压
1段
2段 开 3段
模 4段 5段
6段
冷却时间
其 他
生产模式
成型周期 射台模式
位置mm
时间s 位置mm
0.0 位置mm
位置mm
段数
储 第一段 第二段
料 第三段
第四段
料 第一段 筒
压力Bar 背压Bar 第二段 第三段
速度% 第四段
位置mm 抽胶压力 抽胶速度 抽胶距离 抽胶模式 储前冷却
第五段 第六段 第七段
注塑成型参数表

广东备 文件编号:LMZD-000000-01产品名称酷Y模具模具编号YH-09006胶原料A PPA180色粉编号见备注注塑周期14.0S±10%机台编号BT150V-11出模穴数8∧7胶原料B 色粉比例见备注制定日期2013/3/6机台吨位 150 Ton 水口比例10%AB比例%回料比例动模射嘴一段版 本A0温度设定(±10℃)200190二段三段四段烘料定模注塑2注塑1设定项目启动180178168快速慢速低压高压注塑设定关模设定设定项目注塑5注塑4注塑3503038位置 (±10mm)280压力(±10bar)303010020位置 (±10mm)01540400903548压力(±10bar)502538速度 (±10%)35速度 (±10%)15205040开模设定保压设定设定项目慢速减速中速3030快速启动注塑时间(±2S) 1.8冷却时间(±2S) 4.03020保压2保压1位置 (±10mm)260压力(±10bar)23050设定项目保压5保压4保压335382065压力(±10bar)203016速度 (±10%)15保压时间(±2S)3545速度 (±10%)加料设定顶针设定设定项目前松退加料1加料2加料3后松退顶进2位置 (±10mm)设定项目顶退1顶进2顶进1503位置 (±10mm)5301545压力(±10bar)30501004540速度 (±10%)35353035中子设定顶针模式50速度 (±10%)( )单次顶出 ( √ )重复顶出顶针次数( 2 )次设定项目80压力(±10bar)30吹气设定压力(±10bar)速度 (±10%)位置 (±10mm)1入1出2入2出3入3出位 置(±10mm)设定项目吹气1吹气2吹气3动作时间(±2S)控制模式动作时机时 间 (±2S)延 时 (±2S)粉红:B1341 比例:0.57%黄色:B1340 比例:0.6%蓝色:B1342 比例:0.46%备注PP 色粉编号见备注色粉比例见备注产品名称水果模具模具编号YH-09006胶原料A %回料比例注塑周期18.5S±10%机台编号BT150V-11出模穴数8∧8胶原料B 二段三段四段制定日期2013/3/6机台吨位 150 Ton 水口比例10%AB比例210190版 本A0温度设定(±10℃)定模动模射嘴一段注塑2注塑1设定项目启动烘料210225220快速慢速低压高压注塑设定关模设定设定项目注塑5注塑4注塑353845位置 (±10mm)350压力(±10bar)3015015位置 (±10mm)20605001005064压力(±10bar)454058速度 (±10%)35速度 (±10%)156550开模设定保压设定设定项目慢速减速中速3530快速启动注塑时间(±2S) 2.0冷却时间(±2S) 5.08020保压2保压1位置 (±10mm)380压力(±10bar)360150设定项目保压5保压4保压340453550压力(±10bar)204030速度 (±10%)20保压时间(±2S)4555速度 (±10%)加料设定顶针设定设定项目前松退加料1加料2加料3后松退顶进2位置 (±10mm)设定项目顶退1顶进2顶进1308位置 (±10mm)10201045压力(±10bar)25301005040速度 (±10%)20352025中子设定顶针模式35速度 (±10%)( )单次顶出 ( √ )重复顶出顶针次数( 2 )次设定项目85压力(±10bar)25吹气设定压力(±10bar)速度 (±10%)位置 (±10mm)1入1出2入2出3入3出位 置(±10mm)设定项目吹气1吹气2吹气3动作时间(±2S)控制模式时 间 (±2S)延 时 (±2S)香蕉模具*2草莓模具*2桃子模具*2梨子模具*2穴位分布黄色:B1358 比例:0.74%品红:B1335 比例:0.33%绿色:B1336 比例:0.6%动作时机备注:位 置(±10mm)设定项目吹气1吹气2吹气3位置 (±10mm)吹气设定压力(±10bar)速度 (±10%)中子设定顶针模式( )单次顶出 ( √ )重复顶出顶针次数( 1 )次设定项目1入1出2入2出3入3出8035速度 (±10%)20201515压力(±10bar)25302030速度 (±10%)压力(±10bar)9540903位置 (±10mm)5201550设定项目顶退1顶进2顶进1顶进2位置 (±10mm)加料设定顶针设定设定项目前松退加料1加料2加料3后松退保压时间(±2S)速度 (±10%)2040453525速度 (±10%)压力(±10bar)2040505080压力(±10bar)位置 (±10mm)33030020010050设定项目保压5保压4保压3保压2保压12530快速启动注塑时间(±2S) 2.2冷却时间(±2S)12.0速度 (±10%)254035开模设定保压设定设定项目慢速减速中速速度 (±10%)154068压力(±10bar)4055500100压力(±10bar)406075位置 (±10mm)300250125终止位置 (±10mm)04560设定项目启动快速慢速低压高压210注塑设定关模设定设定项目注塑5注塑4注塑3注塑2注塑1240245240230温度设定(±10℃)定模动模射嘴一段二段三段四段烘料2013/3/6机台吨位 150 Ton 水口比例10%AB比例回料比例版 本A0机台编号BT150V-11出模穴数4∧40.46%制定日期B1342蓝注塑周期24.0S±10%产品名称推筒模具编号NP0004-06A 1:1胶原料A PP 色粉编号胶原料B HIPS 色粉比例动作时间(±2S)控制模式动作时机时 间 (±2S)延 时 (±2S)广东备注PP 色粉编号B1342蓝 核准:审核:曾文峰 制表:黄勇HIPS 色粉比例0.46%注塑成型参数表 文件编号:LMZD-000000-04产品名称推杆模具编号NP0004-07A 胶原料A 1:1回料比例注塑周期25.0S±10%机台编号BT150V-11出模穴数8∧8胶原料B 二段三段四段制定日期2013/3/6机台吨位 150 Ton 水口比例10%AB比例版 本A0温度设定(±10℃)定模动模射嘴一段注塑2注塑1设定项目启动烘料快速慢速低压高压注塑设定关模设定设定项目注塑5注塑4注塑3位置 (±10mm)压力(±10bar)位置 (±10mm)压力(±10bar)速度 (±10%)速度 (±10%)开模设定保压设定设定项目慢速减速中速快速启动注塑时间(±2S)冷却时间(±2S)保压2保压1位置 (±10mm)压力(±10bar)设定项目保压5保压4保压3压力(±10bar)速度 (±10%)保压时间(±2S)速度 (±10%)加料设定顶针设定设定项目前松退加料1加料2加料3后松退顶进2位置 (±10mm)设定项目顶退1顶进2顶进1位置 (±10mm)压力(±10bar)速度 (±10%)中子设定顶针模式速度 (±10%)( )单次顶出 ( √ )重复顶出顶针次数( 1 )次设定项目压力(±10bar)吹气设定压力(±10bar)速度 (±10%)位置 (±10mm)1入1出2入2出3入3出位 置(±10mm)设定项目吹气1吹气2吹气3动作时间(±2S)控制模式动作时机时 间 (±2S)延 时 (±2S)广东乐美文具有限公司PP/T03S 色粉编号见备注 核准:审核:曾文峰 制表:黄勇色粉比例见备注注塑成型参数表文件编号:LMZD-000000-05产品名称人形工具模具编号NP0004-05A 胶原料A 回料比例注塑周期22.0S±10%机台编号BT150V-11出模穴数8∧8胶原料B 二段三段四段制定日期2013/3/6机台吨位 150 Ton 水口比例10%AB比例195185版 本A0温度设定(±10℃)定模动模射嘴一段注塑2注塑1设定项目启动烘料205215210快速慢速低压高压注塑设定关模设定设定项目注塑5注塑4注塑353045位置 (±10mm)350压力(±10bar)331508位置 (±10mm)265300803845压力(±10bar)452538速度 (±10%)45速度 (±10%)155545开模设定保压设定设定项目慢速减速中速2025快速启动注塑时间(±2S) 2.2冷却时间(±2S)10.05020保压2保压1位置 (±10mm)380压力(±10bar)360180设定项目保压5保压4保压3455065100压力(±10bar)303530速度 (±10%)20保压时间(±2S)4045速度 (±10%)加料设定顶针设定设定项目前松退加料1加料2加料3后松退顶进2位置 (±10mm)设定项目顶退1顶进2顶进1556位置 (±10mm)5151530压力(±10bar)30351005030速度 (±10%)15201520中子设定顶针模式30速度 (±10%)( )单次顶出 ( √ )重复顶出85压力(±10bar)25备注:广东乐美文具有限公司吹气设定压力(±10bar)速度 (±10%)位置 (±10mm)位 置(±10mm)设定项目吹气1吹气2吹气3动作时间(±2S)控制模式动作时机时 间 (±2S)延 时 (±2S)桃红:B1371 比例:0.48%穴位分布人形铲*2蓝色:B1342 比例:0.46%人形耙*2黄色:B1358 比例:0.74%人形勺*2人形刀*2见备注注塑周期27.0S±10%动物模具1 核准:审核:曾文峰 制表:黄勇机台编号B4模具编号昆山模具注塑成型参数表文件编号:LMZD-000000-06产品名称胶原料A PP/T03S 色粉编号回料比例胶原料B 色粉比例见备注二段三段四段制定日期2013/3/20机台吨位 150 Ton 出模穴数8∧8AB比例195190版 本A0温度设定(±10℃)定模动模射嘴一段注塑2注塑1设定项目启动烘料210218215快速慢速低压高压注塑设定关模设定设定项目注塑5注塑4注塑3603038位置 (±10mm)320压力(±10bar)2010015位置 (±10mm)250400803845压力(±10bar)501528速度 (±10%)20速度 (±10%)54535开模设定保压设定设定项目慢速减速中速3523快速启动注塑时间(±2S) 2.1冷却时间(±2S)10.05035保压2保压1位置 (±10mm)380压力(±10bar)35080设定项目保压5保压4保压335505080压力(±10bar)20备广东顶进2位置 (±10mm)设定项目顶退1顶进2顶进1547位置 (±10mm)5201030压力(±10bar)30251004540速度 (±10%)101024中子设定顶针模式30速度 (±10%)( )单次顶出 ( √ )重复顶出顶针次数( 1 )次设定项目65压力(±10bar)30吹气设定压力(±10bar)速度 (±10%)位置 (±10mm)1入1出2入2出3入3出位 置(±10mm)设定项目吹气1吹气2吹气3动作时间(±2S)控制模式时 间 (±2S)延 时 (±2S)产品名称滚筒胶原料A 动作时机PPA180色粉编号见备注蓝色:B1342 比例:0.46%黄色:B1340 比例:0.6%草莓*1鸭子*1螃蟹*1香蕉*1穴位分布饼干人*1鱼*1南瓜*1乌龟*1色粉比例见备注注塑成型参数表 文件编号:LMZD-000000-06 核准:审核:曾文峰 制表:黄勇回料比例注塑周期30.0S±10%机台编号B6模具编号NP0005-02A 胶原料B 二段三段四段制定日期2013/3/20机台吨位 150 Ton 出模穴数8∧8AB比例190185版 本A0温度设定(±10℃)定模动模射嘴一段注塑2注塑1设定项目启动烘料200205205快速慢速低压高压注塑设定关模设定设定项目注塑5注塑4注塑3503545位置 (±10mm)300压力(±10bar)152508位置 (±10mm)2554001003545压力(±10bar)502535速度 (±10%)20速度 (±10%)82020开模设定保压设定设定项目慢速减速中速3530快速启动注塑时间(±2S) 2.0冷却时间(±2S)12.05020保压2保压1位置 (±10mm)380压力(±10bar)350150设定项目保压5保压4保压350505080压力(±10bar)20备注:广东乐美文具有限公司顶进2位置 (±10mm)设定项目顶退1顶进2顶进1607.5位置 (±10mm)5201550压力(±10bar)955540速度 (±10%)中子设定顶针模式速度 (±10%)( )单次顶出 ( √ )重复顶出顶针次数( 1 )次设定项目60压力(±10bar)吹气设定压力(±10bar)速度 (±10%)位置 (±10mm)1入1出2入2出3入3出位 置(±10mm)设定项目吹气1吹气2吹气3动作时间(±2S)控制模式时 间 (±2S)延 时 (±2S)黄色:B1340 比例:0.6%动作时机绿色:B1336 比例:0.6%穴位分布蓝色:B1342 比例:0.46%色粉编号见备注注塑周期18.0S±10% 核准:审核:曾文峰 制表:黄勇机台编号A6模具编号NP0005-01A 注塑成型参数表文件编号:LMZD-000000-06产品名称滚筒手柄胶原料A PS 1:1回料比例胶原料B HIPS 色粉比例见备注二段三段四段制定日期2013/3/20机台吨位 150 Ton 出模穴数4∧4AB比例210190版 本A0温度设定(±10℃)定模动模射嘴一段烘料200230220注塑设定关模设定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
位置 ㎜
背压 mpa
松退
±20
1
前mmBiblioteka smm秒 计量 2
后
mm/s
5m
切换方式(V-P 模式) 保压切换(V-P 位置)
冷却时间
中间时间 保护时间 残余量
T1 热浇道温度
3
限制速度
位置
延迟
±5mm
±3
速度 ㎜/s
/ 秒 顶针 1
/秒
2
±5mm
3
T2
T3
0
进
退
压力 位置 速度 压力 mpa ㎜ ㎜/s mpa
工作说明书
模具编号
使用机台 产品名称 厂商/原料/番号/颜色
温度
干燥
时间
单位:℃
温度
±20℃
xxxx 有 限 公 司
成型条件设定表
编号
版次
页数
模取数
模厚
mm
整模重
g
成型周期(+ 取付)
单一成品重
g 锁模力
KN
浇道重
g
水路图
时
分
实 际 公模
℃
公
母
模温 母模
℃
模
模
±20℃
±20℃
±20℃
±20℃
±20℃
T4
T5
秒
冷公
位置 却 模
㎜
方
式母
模
T6T6
T7T7
/mm/s
□循环水 ■模温机 □冷冻机
□循环水 ■模温机 □冷冻机
T8T8
备注: 射出参数调整后需经 QC 人员的品质确认;当超出可许范围时请依《成型参数管制》执行.
发行日期
修订日期
原发行单位
核准
年月日
年月日
保存期限:
格式:A4
表单编号:
审查
拟稿
速度㎜ /s
压力 mpa
位置 ㎜
1 ±10
±20
1
2 锁模
3
±10 ±10
±20
2
射出 ±5 参数 3
速度 ㎜/s
±20
压力 mpa
±20
位置 ㎜
±15
压力 mpa
秒
1 ±15 ±0.5
2 ±10mm
0.5
保 压3
4
4
4
1 ±5
±10
5
5
2 开模
3
4
射胶保压
±10 ±10 ±10
±20
6
6
±20
速度 rpm