常用钢的临界点
420钢屈服强度和抗拉强度
420钢屈服强度和抗拉强度420钢是一种常用的结构钢材料,具有较高的强度和韧性,广泛应用于建筑、制造和航空等领域。
本文将重点讨论420钢的屈服强度和抗拉强度,并对其性能特点进行介绍和分析。
我们来了解一下420钢的屈服强度。
屈服强度是指材料在受力过程中开始发生塑性变形的临界点。
对于420钢而言,其屈服强度一般在420 MPa左右。
这意味着当420钢受到大于420 MPa的拉力时,就会开始发生塑性变形,而不再恢复原状。
因此,在设计和使用420钢材料时,需要考虑其屈服强度,以确保结构的安全性和可靠性。
接下来,我们将讨论420钢的抗拉强度。
抗拉强度是指材料在受拉状态下能够承受的最大应力。
对于420钢而言,其抗拉强度一般在650 MPa至850 MPa之间。
这意味着当420钢受到大于650 MPa至850 MPa的拉力时,就会发生破坏。
因此,在设计和使用420钢材料时,需要确保结构的受力不会超过其抗拉强度范围,以防止发生破坏事故。
了解了420钢的屈服强度和抗拉强度后,我们可以进一步分析其性能特点。
首先,420钢具有较高的屈服强度,这使得其在受力过程中具有较好的抗塑性变形能力。
这使得420钢在承受冲击或震动负荷时具有较好的耐久性和可靠性。
其次,420钢的抗拉强度较高,这使得其能够承受较大的拉力,适用于需要具备较高强度要求的结构设计。
此外,420钢还具有较好的耐蚀性和耐磨性,能够适应各种恶劣环境条件。
然而,值得注意的是,420钢的高强度和硬度也会导致其加工性能较差。
在进行切削、焊接等加工过程中,可能会出现较大的变形和裂纹。
因此,在使用420钢进行制造和加工时,需要选择合适的工艺和参数,以确保加工质量和工件的性能。
除了420钢的屈服强度和抗拉强度外,还有其他一些与其相关的性能指标也值得关注。
例如,420钢的硬度通常在HB230至HB270之间,具有较好的耐磨性。
同时,420钢还具有较好的韧性和冲击强度,适用于承受冲击负荷的工作环境。
45号钢热处理

45号钢要求硬度HRC40-50,是不是要淬火+低温回火?换算成布氏硬度大约是380~470HB,根据一般热处理规范,热处理制度与硬度关系大致如下:淬火温度:840℃水淬回火温度:150℃回火,硬度约为57HRC;200℃回火,硬度约为55HRC;250℃回火,硬度约为53HRC;300℃回火,硬度约为48HRC;350℃回火,硬度约为45HRC;400℃回火,硬度约为43HRC;500 ℃回火,硬度约为33HRC;600℃回火,硬度约为20HRC一般情况下热处理工艺都指标准范围内中间成分,且热处理温度都存在一个调整范围,如成分在范围内存在偏差,可以相应调整淬火温度和回火温度21.临界温度指钢材的奥氏体转变温度。
不同含量的钢材有着不同的临界点,但临界点有着一个范围内的浮动,所以下临界点温度指的就是奥氏体转变的最低温度。
2. 常用碳钢的临界点钢号临界点(℃)20钢735-855 (℃)45钢724-780 (℃)T8钢730 -770(℃)T12钢730-820 (℃)3 20Cr,40Cr,35CrMo,40CrMo,42CrMo:正火温度850-900℃,45号钢正火温度850℃左右。
4 20CrMnTi Ac1 Ac3 Ar1 Ar3740 825 680 7305Cr12MoV热处理知识Cr12MoV钢是高碳高铬莱氏体钢,常用于冷作模具,含碳量比Cr12钢低。
该钢具有高的淬透性,截面300mm以下可以完全淬透,淬火时体积变化也比Cr12钢要小。
其热处理制度为:钢棒与锻件960℃空冷+ 700~720℃回火,空冷。
最终热处理工艺:1、淬火:第一次预热:300~500℃,第二次预热840~860℃;淬火温度:1020~1050℃;冷却介质:油,介质温度:20~60℃,冷却至油温;随后,空冷,HRC=60~63。
2、回火:经过以下淬火工艺,可以达到降低硬度的作用,具体回火工艺如下:加热温度400~425℃,得到HRC=57~59。
第3章 钢的淬火与回火
第3章 钢的淬火与回火钢的淬火与回火是热处理工艺中最重要、也是用途最广的工序。
淬火可以大幅度提高钢的强度与硬度。
淬火后,为了消除淬火钢的残余内应力,得到不同强度、硬度与韧性的配合,需要配以不同温度的回火。
所以,淬火与回火是不可分割的、紧密衔接在一起的两种热处理工艺。
淬火与回火作为各种机器零件及工、模具的最终热处理,是赋予钢件最终性能的关键性工序,也是钢件热处理强化的重要手段之一。
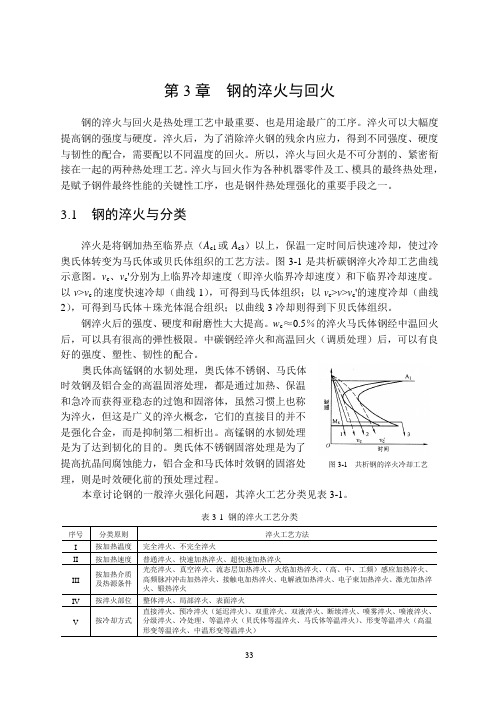
3.1 钢的淬火与分类淬火是将钢加热至临界点(A c1或A c3)以上,保温一定时间后快速冷却,使过冷奥氏体转变为马氏体或贝氏体组织的工艺方法。
图3-1是共析碳钢淬火冷却工艺曲线示意图。
v c 、v c '分别为上临界冷却速度(即淬火临界冷却速度)和下临界冷却速度。
以v >v c 的速度快速冷却(曲线1),可得到马氏体组织;以v c >v >v c '的速度冷却(曲线2),可得到马氏体+珠光体混合组织;以曲线3冷却则得到下贝氏体组织。
钢淬火后的强度、硬度和耐磨性大大提高。
w c ≈0.5%的淬火马氏体钢经中温回火后,可以具有很高的弹性极限。
中碳钢经淬火和高温回火(调质处理)后,可以有良好的强度、塑性、韧性的配合。
奥氏体高锰钢的水韧处理,奥氏体不锈钢、马氏体 时效钢及铝合金的高温固溶处理,都是通过加热、保温 和急冷而获得亚稳态的过饱和固溶体,虽然习惯上也称 为淬火,但这是广义的淬火概念,它们的直接目的并不 是强化合金,而是抑制第二相析出。
高锰钢的水韧处理 是为了达到韧化的目的。
奥氏体不锈钢固溶处理是为了 提高抗晶间腐蚀能力,铝合金和马氏体时效钢的固溶处 理,则是时效硬化前的预处理过程。
本章讨论钢的一般淬火强化问题,其淬火工艺分类见表3-1。
表3-1 钢的淬火工艺分类图3-1 共析钢的淬火冷却工艺热处理工艺及设备3.2 钢的淬透性一、淬透性的基本概念1.淬硬层与淬透性由于淬火冷却速度很快,所以工件表面与心部的冷却速度不同,表层最快,中心最慢(见图3-2a )。
淬火工艺参数(精)

职业教育材料成型与控制技术专业教学资源库金属材料与热处理课程淬火工艺参数主讲教师:雷伟斌西安航空职业技术学院淬火工艺参数一、淬火加热规程淬火加热规程主要指的是在淬火加热工艺中的加热温度、加热速度与保温时间这三个工艺参数,由于奥氏体化程度(成分、组织状态)对淬火钢的组织与性能有着决定性的影响,因此,正确选择与控制淬火加热规程十分重要。
1.淬火加热温度确定淬火加热温度最基本的依据是钢的成分,即临界点的位置(A c1、A c3)。
亚共析钢淬火加热温度是A c3+30~50︒C,共析钢和过共析钢淬火加热温度是A c1+30~50︒C,这是因为在这样一个温度范围内奥氏体晶粒较细并溶入足够的碳,因此,淬火后可以得到细晶粒的马氏体组织。
亚共析钢若加热到A c3以下淬火,会因自由铁素体的存在而使硬度不均匀。
但过共析钢中存在少量未溶的二次碳化物,不仅不影响工具钢的硬度和耐磨性,而且通过适当调节过冷奥氏体中的含碳量还可以使马氏体形态得到控制,从而减少马氏体的脆性以及淬火后残留奥氏体的数量。
若加热温度太高,将形成粗大马氏体组织使力学性能恶化,同时增加了淬火应力及变形开裂倾向。
选择零件的淬火加热温度还与加热设备、工件尺寸大小、工件的技术要求、工件本身的原始组织、淬火介质及淬火方法等因素有关。
空气炉中加热比在盐浴炉中加热略高10~30︒C;对形状复杂、截面变化突然、易变形开裂的工件,一般选择淬火加热温度的下限,有时采取出炉后预冷再淬火。
为提高较大尺寸零件的表面硬度和淬透深度,淬火加热温度可适当提高,尺寸较小的零件则应选择稍低的加热温度。
采用冷速较慢的油、硝盐等淬火介质时,加热温度比水淬提高约20︒C。
当原始组织是极细珠光体时,加热温度应适当降低。
低合金钢淬火加热温度也应根据临界点A c1、A c3来确定,但考虑到合金元素的影响,为加速奥氏体化又不引起奥氏体晶粒粗化,一般应为A c1(或A c3)+50~100︒C。
确定中、高合金钢淬火加热温度时,应考虑合金元素的溶解与再分配。
常用材料及热处理名词解释及钢临界点(全)
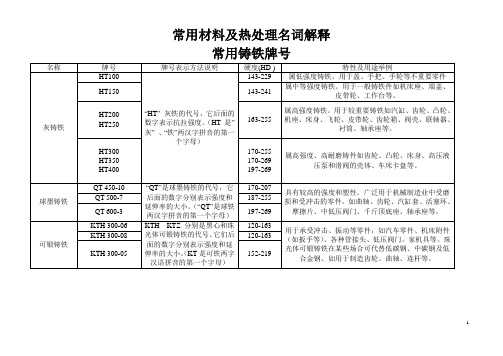
常用材料及热处理名词解释常用铸铁牌号常用钢材牌号热处理名词解释钢的临界点(1)Ac1 钢加热时,开始形成奥氏体的温度。
(2)Ac3 亚共析钢加热时,所有铁素体都转变为奥氏体的温度。
(3)Ac4 低碳亚共析钢加热时,奥氏体开始转变为δ相的温度。
(4)Accm 过共析钢加热时,所有渗碳体和碳化物完全溶入奥氏体的温度。
(5)Arl 钢高温奥氏体化后冷却时,奥氏体分解为铁素体和珠光体的温度。
(6)Ar3 亚共析钢高温奥氏体化后冷却时,铁素体开始析出的温度。
(7)Ar4 钢在高温形成的δ相在冷却时,开始转变为奥氏体的温度。
(8)Arcm 过共析钢高温完全奥氏体化后冷却时,渗碳体或碳化物开始析出的温度。
(9)A1 也写做Ae1,是在平衡状态下,奥氏体、铁素体、渗碳体或碳化物共存的温度,也就是一般所说的下临界点。
(10)A3 也写做Ae3,是亚共析钢在平衡状态下,奥氏体和铁素体共存的最高温度,也就是说亚共析钢的上临界点。
(11)A4 也写做Ae4,是在平衡状态下,δ相和奥氏体共存的最低温度。
(12)Acm 也写做Aecm,是过共析钢在平衡状态下,奥氏体和渗碳体或碳化物共存的最高温度,也就是过共析钢的上临界点。
(13)Mb 马氏体爆发形成温度,以Mb表示(Mb≤MS)。
当奥氏体过冷至MS点以下时,瞬间爆发式形成大量马氏体,并伴有响声,同时释放相变潜热,使温度回升。
(14)Md 马氏体机械强化稳定化临界温度。
(15)MF 马氏体相变强化临界温度。
(16)Mf 有的文献以Mf表示奥氏体转变为马氏体的终了温度。
(17)MG 奥氏体发生热稳定化的一个临界温度。
(18)MS 钢奥氏体化后冷却时,其中奥氏体开始转变为马氏体的温度,符号中的“S”是“始”字汉语拼音第一个字母,也就是俄文书籍中的MH和英文书籍中的MS。
(19)MZ 奥氏体转变为马氏体的终了温度,符号中的“Z”是“终”字的汉语拼音第一个字母,也就是俄文书籍中的MK和英文书籍中的Mf。
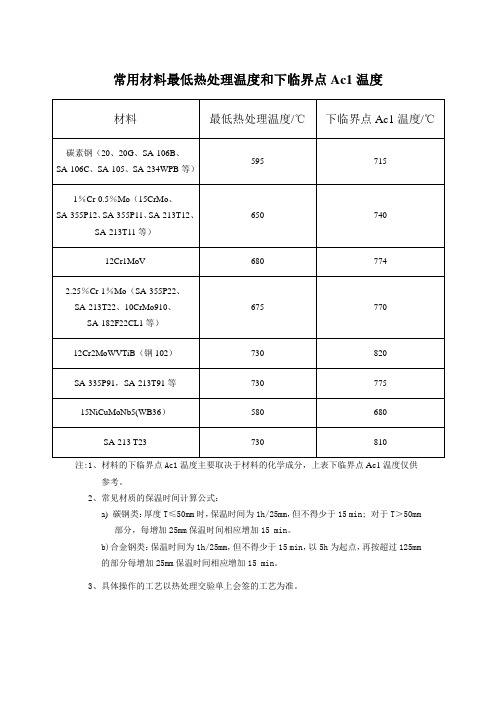
(退火)常用材料最低热处理温度和下临界点Ac1温度
材料
最低热处理温度/℃
下临界点Ac1温度/℃
碳素钢(20、20G、SA-106B、SA-106C、SA-105、SA-234WPB等)
595
715
1%Cr-0.5%Mo(15CrMo、SA-355P12、SA-355P11、SA-213T12、SA-213T11等)
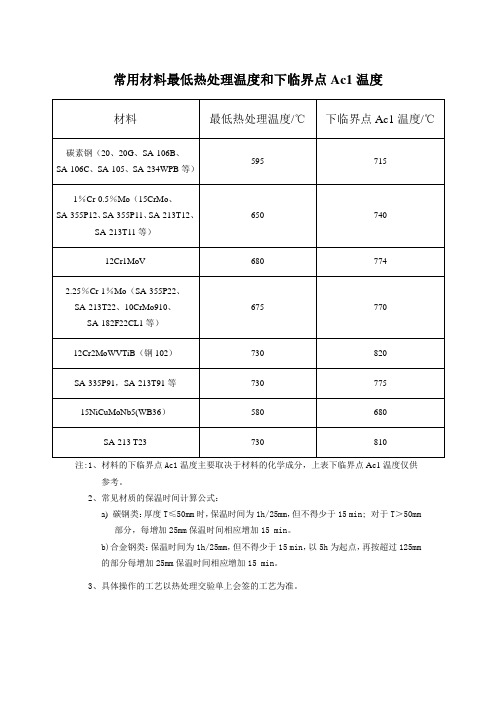
b)合金钢类:保温时间为1h/25mm,但不得少于15 min,以5h为起点,再按超过125mm的部分每增加25mm保温时间相应增加15 min。
3、具体操作的工艺以热处理交验单上会签的工艺为准。
650
740
12Cr1MoV
680
774
2.25%Cr-1%Mo(SA-355P22、SA-213T22、10CrMo910、SA-182F22CL1等)
675
770
12Cr2MoWVTiB(钢102)
730
820
SA-335P91,SA-213T91等
730
775
15NiCuMoNb5(WB36)
580
680
SA-213 T23
730
810
注:1、材料的下临界点Ac1温度主要取决于材料的化学成分,上表下临界点Ac1温度仅供参考。
2、常见材质的保温时间计算公式:
a)碳钢类:厚度T≤50mm时,保温时间为1h/25mm,但不得少于15 min;对于T>50mm部分,每增加25mm保温时间相Fra bibliotek增加15 min。
冷冲压模具热处理工艺守则
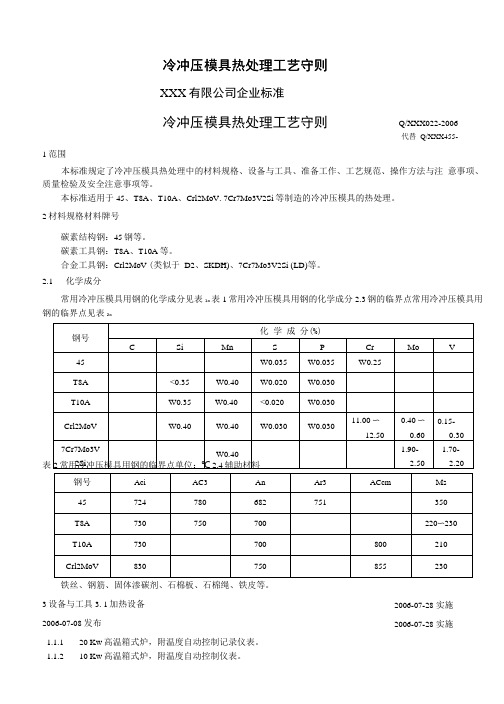
XXX 有限公司企业标准1范围本标准规定了冷冲压模具热处理中的材料规格、设备与工具、准备工作、工艺规范、操作方法与注 意事项、质量检验及安全注意事项等。
本标准适用于45、T8A 、T10A 、Crl2MoV. 7Cr7Mo3V2Si 等制造的冷冲压模具的热处理。
2材料规格材料牌号碳素结构钢:45钢等。
碳素工具钢:T8A 、T10A 等。
合金工具钢:Crl2MoV (类似于 D2、SKDH)、7Cr7Mo3V2Si (LD)等。
2.1化学成分常用冷冲压模具用钢的化学成分见表lo 表1常用冷冲压模具用钢的化学成分2.3钢的临界点常用冷冲压模具用钢的临界点见表2o表铁丝、钢筋、固体渗碳剂、石棉板、石棉绳、铁皮等。
3设备与工具3. 1加热设备 2006-07-08 发布 1.1.1 20 Kw 高温箱式炉,附温度自动控制记录仪表。
1.1.210 Kw 高温箱式炉,附温度自动控制仪表。
冷冲压模具热处理工艺守则冷冲压模具热处理工艺守则Q/XXX022-2006代替 Q/XXX455-19962006-07-28 实施 2006-07-28 实施1.1.375 Kw埋入式电极盐浴炉,附温度自动控制记录仪表。
1.1.424Kw井式回火炉,附温度自动控制记录仪表。
1.1.5外热式硝盐槽,附温度自动控制仪表。
3.2冷却设备3.2.1盐水槽:介质成分为8%〜10% NaCI水溶液,密度1.03〜1.07,使用温度W40℃。
3.2.2机油槽:介质成分为L—AN32机械油,使用温度W70°C。
3.2.3柴油槽:介质成分为0#或2#柴油,使用温度<70℃。
3.2.4外热式硝盐槽,附温度自动控制仪表。
3.3清洗设备热水槽。
3.4辅助设备砂轮机、行车等。
3.5工具铁箱、铁架、吊具、钳子、钩子、铁篮、垫铁等。
4准备工作4.1设备的准备工作按照各种设备的操作规程及工艺守则做好设备使用前的准备工作。
4.2工夹具的准备工作按工艺规定选择合适的工夹具,并检查其是否完好。
常用材料成份及热处理温度、回火温度硬度
S30C 732 813
980400-890 850-880 850-
55
48
S35C 724 802 802 980400-890 840-870 830-
55
48
S40C 724 790
885300-880 820-840 820-
55
53
S45C 724 780 780 884200-870 820-840 810-
3) 回火时间 的制定原 则是保证 透烧并使 组织转变 充分得以 进行,以 及尽可能 消除淬火 应力,4一) 合金含量 高的调质 钢的加热 速度应小 于淬火、 正火加热 速度。5) 除工件规 定带温回 火零件 外,一般 淬火件在 回火前要 清洗。6) 回火后, 油、水冷 却的目的 在于防止 回火脆性 。
560℃回火3次
类: GCr15 不9C锈r1钢8
E52100 440C
3505 M017
900-950 770-780 830-
SUJ2 745 900 900 886500-870 850-870 1050-
64
61
55
SUS4400C
1100
61
58
类:
850 -900 1000-
1Cr13
403
SUS431 810 820
1050
950-
61
60
48
SUS302
1050
编制说
1) 本厂淬火 、回火工 艺参数常 规产品按 “热处理 工艺卡” 中规定淬 火、回火 参数执 行,散杂 件及新产 品可参照
杂程度的 零件淬火 、回火参 数执行2。) 淬火后应 及时回 火,不能 及时回火 的零件, 应在低温 炉中去应 力,去应 力时间不
(退火)常用材料最低热处理温度和下临界点Ac1温度
740
12Cr1MoV
680
774
2.25%Cr-1%Mo(SA-355P22、SA-213T22、10CrMo910、SA-182F22CL1等)
675
770
12Cr2MoWVTiB(钢102)
730
820
SA-335P91,SA-213T91等
730
775
15NiCuMoNb5(WB36)
b)合金钢类:保温时间为1h/25mm,但不得少于15 min,以5h为起点,再按超过125mm的部分每增加25mm保温时间相应增加15 min。
3、具体操作的工艺以热处理交验单上Байду номын сангаас签的工艺为准。
580
680
SA-213 T23
730
810
注:1、材料的下临界点Ac1温度主要取决于材料的化学成分,上表下临界点Ac1温度仅供参考。
2、常见材质的保温时间计算公式:
a)碳钢类:厚度T≤50mm时,保温时间为1h/25mm,但不得少于15 min;对于T>50mm部分,每增加25mm保温时间相应增加15 min。
常用材料最低热处理温度和下临界点Ac1温度
材料
最低热处理温度/℃
下临界点Ac1温度/℃
碳素钢(20、20G、SA-106B、SA-106C、SA-105、SA-234WPB等)
595
715
1%Cr-0.5%Mo(15CrMo、SA-355P12、SA-355P11、SA-213T12、SA-213T11等)
什么是金属临界点

AC1——加热时P A温度
开始转变
Ar1——冷却时A P温度
全部转变
AC3——加热时F A终了温度
开始析出
Ar3——冷却时A F温度
全部溶入
ACcm——加热时Fe3CⅡA终了温度
开始析出
Arcm——冷却时A Байду номын сангаасe3CⅡ温度
各种钢的临界点可在热处理手册中查到。
1.金相组织状态
奥氏体--用A表示
Ac1---是一般加热条件下珠光体向奥氏体转变的临界温度,它高于A1线,Ac1不是固定值,但在确定工艺参数时有很好的指导作用。
这个状态图主要是以温度和含碳量分别为纵、横坐标为图形,研究在不同的含碳量和不同温度状态下的钢和铸铁内部组织变化的规律。
Acm-过共析钢加热时,先共析渗碳体完全溶入奥氏体的温度,或冷却时先共析渗碳体开始从奥氏体中析出的温度
3.退火:把钢加热到临界点(Ac1或Ac3)或再结晶温度以上,保温一定时间,然后缓慢冷却,使组织达到接近平衡状态。
4.热处理
1).淬火:把钢加热到Ac3或Ac1以上30~50℃,保温后以大于临界冷却速度的速度快速5.冷却。得到马氏体组织,使钢得到强化。
2).正火:把钢加热到Ac3或Acm以上30~50℃,保温后在空气中冷却,得到珠光体型组织的热处理工艺称为正火。提高机械性能、细化晶粒、改善组织。正火速度比退火快。
3).回火:把已淬火的钢重新加热到Ac1以下某一温度,保温后机械冷却。可分为低温回火、中温回火和高温回火。
4).调质:通常把淬火加高温回火的热处理工艺称为调质。可以得到索氏体组织,可以得到强度与韧性相配合的良好综合性能。
铁素体--用F表示
渗碳体--用Fe3C表示
常用材料的物理性能

/
1984-11-3
上海材料研究所
18Mn2CrMoBA
741
854
/
/
7.85
/
/
/
/
/
/
1994-7-20
18MnMoNb
SA-302GrB
728
860
648
763
/
/
/
/
/
/
/
1989-9-10
上海成套所
19CN5
750
860
/
/
7.85
1435
/
/
/
/
/
1989-12-31
北京有色院
19Mn5
7.5
1.597
100
1.396
200
1985-6-11
东方汽轮机厂
28MnCr5
720
770
670
725
7.85
1430
/
/
/
/
/
1988-4-4
上海材料研究所
2Cr12Ni1W1Mo1V
770
850
/
/
7.83
/
/
/
/
/
/
1990-3-2
哈尔滨汽轮机厂
2Cr12Ni2W1Mo1V
720
875
/
/
/
/
/
/
7.92
1398
/
/
/
/
/
1989-5-6
1Cr18Ni9Ti
/
/
/
/
7.9
/
/
/
/
3Cr2Mo(P20钢)
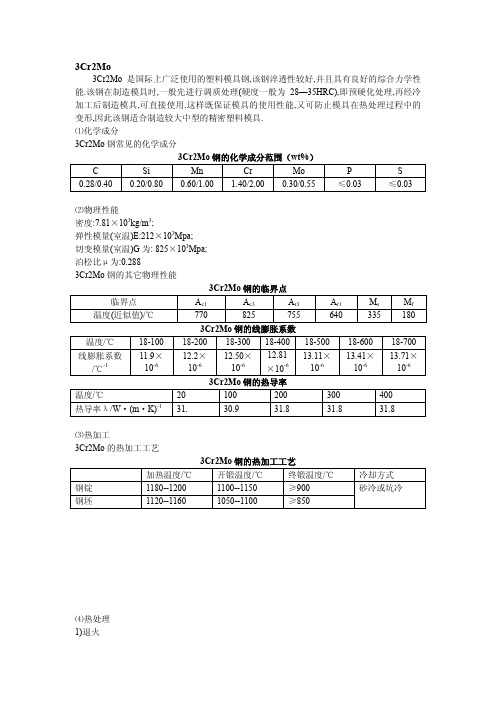
线膨胀系数 11.9× 12.2× 12.50× 12.81 13.11× 13.41× 13.71×
/℃-1
10-6
10-6
10-6
×10-6
10-6
10-6
10-6
3Cr2Mo 钢的热导率
温度/℃
20
100
200
300
400
热导率λ/W·(m·K)-1 31.
30.9
31.8
31.8
31.Cr2Mo
3Cr2Mo 是国际上广泛使用的塑料模具钢,该钢淬透性较好,并且具有良好的综合力学性
能.该钢在制造模具时,一般先进行调质处理(硬度一般为 28—35HRC),即预硬化处理,再经冷
加工后制造模具,可直接使用.这样既保证模具的使用性能,又可防止模具在热处理过程中的
变形,因此该钢适合制造较大中型的精密塑料模具.
切变模量(室温)G 为: 825×103Mpa;
泊松比μ为:0.288
3Cr2Mo 钢的其它物理性能
3Cr2Mo 钢的临界点
临界点 温度(近似值)/℃
Ac1
Ac3
Ar3
Ar1
Ms
Mf
770
825
755
640
335 180
3Cr2Mo 钢的线膨胀系数
温度/℃
18-100 18-200 18-300 18-400 18-500 18-600 18-700
钢锭 钢坯
加热温度/℃ 1180--1200 1120--1160
3Cr2Mo 钢的热加工工艺
开锻温度/℃
终锻温度/℃
1100--1150
≥900
1050--1100
≥850