形位公差检测示例
形位公差项目的应用和解读
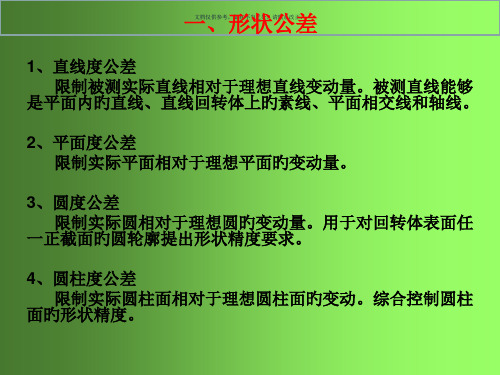
示例:
A
文档仅供参考,如有不当之处,请联系改正。
圆心对圆心旳同轴(心)度
厚0.5
识读:
ห้องสมุดไป่ตู้
Ød圆心对基
准圆心A旳同心
ød
度公差为Ø0.1
ø0.01 A
设计要求: Ød圆旳圆心必
须位于直径为公差 值Ø0.1且与基准圆 心同心旳旳圆内
ø0.01 基准点
公差带:
直径为公差 值Ø0.1且与基准 圆心同心旳旳圆 内旳区域
1、线轮廓度公差 限制实际平面曲线对其理想曲线旳变动。
2、面轮廓度公差 限制实际曲面对其理想曲面旳变动。
示例:
文档仅供参考,如有不当之处,请联系改正。
线轮廓度
24±0.1
0.04
R10
R25 2 2
设计要求:
在平行于正投影面
旳任一截面上,实
t
际轮廓线必须位于
t
包络一系列直径为
公差值0.04mm旳 圆旳两包络线之间,
基准轴线
示例:
文档仅供参考,如有不当之处,请联系改正。
任意方向上线对线旳平行度
øD1
识读:
∥ 0.03 A
øD1孔轴线对 于孔øD2旳轴线
旳平行度公差为 ø0.3mm
设计要求:
øD2
A
øD1孔轴线必须 0.03
位于直径为公差值 ø0.1mm且平行于基 准轴A线旳圆柱面内
基准线
公差带:
直径为公差值 ø0.1mm且平行于 基准轴A线旳圆柱 面内旳区域
公差带:
直径为公差 值0.1且以孔轴线 旳理位置为轴线 旳圆柱面内旳区 域
示例:
设计要求:
4个圆周均布旳 ø16孔旳轴线必须 位于直径为公差值 0.1且与孔轴线旳理 想位置为轴线旳圆 柱面内
形位公差详解-含图片说明

独立原则S
最大实体 原则M
最小实体 原则L
包容原则E
公差原则
独立原则S
图样上给定的每一个尺寸和形状、位置要求 均是独立的,应分别满足要求,两者无关。
GM(美国)新标准与ISO、我国GB标准统一。
0
20 - 0. 5
Ø 0.5
完工尺寸
20 19. 75
…… 19. 5
轴线直线度公差 0.5
公差带形状为两同轴圆柱
形位公差的分类介绍 线轮廓度
线轮廓度:限制实际曲线对理想曲线变动量的一项 指标
轮廓度中若表示的公差要求适用范围不是整个轮廓时,应标注出其范围。见 标注(仅GM标准)
形位公差的分类介绍 线轮廓度
轮廓度中若表示的公差要求适用于整个轮廓。则在指引线转角处加一小圆 (全周符号)。见图(GM 新标准与我国GB 标准相同) GM标准也可不加圆,而在框格下标注 ALL AROUND来表示。
直线度
给一个方向
给二个方向
公差带形状为两平行平面
公差带形状为两组相互垂直的两平行平面
形位公差的分类介绍 直线度
公差带形状为一个圆柱
Ø
Ø
素线直线 度
轴线直线 度
被测要素是轮廓要素时,箭头置于 要素的轮廓线或轮廓线的延长线上 (但必须与尺寸线明显地分开)
被测要素是中心要素时,带箭头的 指引线应与尺寸线的延长线对齐。
形位公差的分类介绍
平面度
平面度:平面具有的宏观凹凸高度相对理想平面的 偏差
实际应用:
1
平板平面度测量 步距法、电子水 平仪/自准直仪 、数据处理、表 面要素
2
机加平面测量 基准平板、对研 、着色检查接触 斑、接触面积; 基准平板、测量 表座、读数
形位公差测量方法_图文
• 倾斜度:百分表测量:测量时将被测零件放置在定角座上,没有合适的
定角座时,可以用放在正弦或精密转台来代替。调整被测零件,使整个被 测表面的读数差为最小,取指示表的最大值Mmax与最小示值Mmin之差作为 倾斜度误差值。即
1.圆度测量仪
•
2.三坐标测量机
• 垂直度:百分表测量:要测量零件的基准面A靠在一个已知垂直度比较好的靠铁上,比如划线
的方箱侧面,然后用百分表打在要测量的平面上,移动百分表,就可以测量出零件的垂直度。或 者把零件压在铣床的工作台面上,把百分表打在要测量的平面上,上下移动铣床,也可以测量出 零件的垂直度
• 图所示的工件,要求平面1与平面2平行。测量时,将百分表支座置于平面2上,由于此时测量基准与被测 工件的基准平面重合,故百分表的最大读数即为该两平面的平行度误差。
• (2)轴线对基准平面平行度的测量面对线间平行度的测量分两种情况:轴线对基准平面的平行度;平面对基 准轴线的平行度。典型的轴线对基准平面平行度的测量如图所示。将被测工件2的基准平面置于平板1上, 在被测孔内配以心轴3(用心轴模拟被测轴线),然后用百分表在给定长度上的两点进行测量,其读数差值即 为孔轴线对基准平面的平行度误差
•
1.塞规测量: 塞规测量先利用一个长度较短的极限塞规测量合格后,再用直线度综合塞规测量,
由塞规通过与否判断孔轴线直线度合格与否
•
2.气动量仪测量: 气动量仪测量是将被测尺寸的变化转化成气体流动压力的变化或流量的变
化
•
3.杠杆法 :测量时,孔管在工作台上移动,测量元件感知被测截面圆心位置的变化,并通过杠杆反
第3章4节形状和位置公差及检测选择标注、检测)-2

方便,可规定径向圆跳动(或全跳动)公差代替同轴度公差。
2、基准要素的选择
(1)基准部位的选择 选择基准部位时,主要应根据设计和使用要求,零件的 结构特征,并兼顾基准统一等原则进行。 1)选用零件在机器中定位的结合面作为基准部位。例如箱 体的底平面和侧面、盘类零件的轴线、回转零件的支承轴颈 或支承孔等。 2)基准要素应具有足够的大小和刚度,以保证定位稳定可 靠。例如,用两条或两条以上相距较远的轴线组合成公共基 准轴线比一条基准轴线要稳定。 3)选用加工比较精确的表面作为基准部位。 4)尽量使装配、加工和检测基准统一。这样,既可以消除 因基准不统一而产生的误差;也可以简化夹具、量具的设计 与制造,测量方便。
f
(2) 中心要素 最小条件就是理想要素应穿过实际中心要素,并使实 际中心要素对理想要素的最大变动量为最小。
如图 所示, 符 合最小条件的理想 轴线为L1 ,最小直 径为φf=φd1。
被测实际要素 L2
d1
L1
最小条件是评定形状误差的基本原则,在满足零件功能 要求的前提下,允许采用近似方法评定形状误差。当采 用不同评定方法所获得的测量结果有争议时,应以最小 区域法作为评定结果的仲裁依据。
(4) 考虑零件的结构特点
(5) 凡有关标准已对形位公差作出规定的,都应按相应的标准确 定。如与滚动轴承相配的轴和壳体孔的圆柱度公差、机床导轨 的直线度公差、齿轮箱体孔的轴线的平行度公差等。
表3-4 直线度、平面度公差等级的应用
表3-5 圆度、圆柱度公差等级的应用
表3-6 平行度、垂直度、倾斜度、端面跳动公差等级的应用
(2) 基准数量的确定 一般来说,应根据公差项目的定向、定位几何功能要求 来确定基准的数量。 定向公差大多只要一个基准,而定位公差则需要一个或 多个基准。例如,对于平行度、垂直度、同轴度公差项目, 一般只用一个平面或一条轴线做基准要素;对于位置度公差 项目,需要确定孔系的位置精度,就可能要用到两个或三个 基准要素。
形位公差很详细

圆锥面
圆柱面
圆台面
球面
轴线
素线
球心
图1
形位公差研究对象就是要素,即点、线、面。
2 类型 2.1 按存在的状态分: 实际要素 Real Feature — 零件加工后实际存在的要素(存在误差)。
实际要素是按规定方法,由在实际要素上测量有限个点得到 的实际要素的近似替代要素(测得实际要素)来体现的。
置 (几何GM)的公G差D”&T部新分标,准作(一9简7起要)的和、我基国础的的形讲位述公。差标准都等效 采用了国际标准(ISO),所以绝大多数的内容是相同的。由于 我国的形位公差标准体系分类、名词术语容易理解并便于自学, 且国内供应商也较熟悉,故下面根据自己多年的实践,基本上按 我国GB标准的名词术语来解释 GM 的GD&T 标准。当某些名词 术语及内容上两国的标准有所区别时,GM 的 GD&T 新、旧标准 不同之处,会特别加以说明。
d) 螺纹、齿轮和花键(GM 新标准与我国GB 标准相同) 一般情况下,以螺纹中径轴线作为被测要素或基准要素。如用大
径轴线标注“MAJOR DIA”(MD);用小径轴线标注“MINOR DIA” (LD)。
齿轮和花键轴线作为被测要素或基准要素时,如用节径轴线标注 “PITCH DIA”(PD);用大径轴线标注“MAJOR DIA” (MD),
图 21
A. 板类零件三基面体系
用 三 个 基 准 框 格 标 注
图 22
根据夹具设计原理:
基准D - 第一基 准平面约束了三 个自由度,
基准E - 第二基 准平面约束了二 个自由度,
基准F - 第三基 准平面约束了一 个自由度。
B. 盘类零件三基面体系
用
形位公差标注示例大全

形位公差标注示例大全形位公差标注是机械制图中常用的一种标注方法,用于表示零件的形状、位置和尺寸等方面的要求。
形位公差标注示例大全包括了各种形位公差标注的示例,可以帮助机械工程师更好地理解和应用形位公差标注。
1. 直线度公差标注示例直线度公差是用于表示直线的偏差程度的一种公差。
直线度公差标注示例中,一般用一条直线和两个箭头表示,箭头的长度表示公差的大小。
例如,一条长度为100mm的直线,直线度公差为0.1mm,则标注为“100±0.1”。
2. 圆度公差标注示例圆度公差是用于表示圆形的偏差程度的一种公差。
圆度公差标注示例中,一般用一个圆形和两个箭头表示,箭头的长度表示公差的大小。
例如,一个直径为50mm的圆形,圆度公差为0.05mm,则标注为“Ø50±0.05”。
3. 平面度公差标注示例平面度公差是用于表示平面的偏差程度的一种公差。
平面度公差标注示例中,一般用一个矩形和两个箭头表示,箭头的长度表示公差的大小。
例如,一个长为200mm、宽为100mm的矩形,平面度公差为0.1mm,则标注为“200×100±0.1”。
4. 垂直度公差标注示例垂直度公差是用于表示两个平面之间的垂直程度的一种公差。
垂直度公差标注示例中,一般用两个相交的直线和两个箭头表示,箭头的长度表示公差的大小。
例如,两条相交的直线,垂直度公差为0.05mm,则标注为“⊥±0.05”。
5. 同轴度公差标注示例同轴度公差是用于表示两个圆形轴线之间的偏差程度的一种公差。
同轴度公差标注示例中,一般用两个圆形和两个箭头表示,箭头的长度表示公差的大小。
例如,两个直径分别为50mm和60mm的圆形,同轴度公差为0.1mm,则标注为“Ø50/Ø60±0.1”。
6. 倾斜度公差标注示例倾斜度公差是用于表示两个平面之间的倾斜程度的一种公差。
倾斜度公差标注示例中,一般用两个相交的直线和两个箭头表示,箭头的长度表示公差的大小。
形状与位置公差及检测

形状公差
▪ 单一要素对其理想要素允许的变动量。其 公差带只有大小和形状,无方向和位置的 限制。
▪ 直线度 ▪ 平面度 ▪ 圆度 ▪ 圆柱度
4/29/2010
直线度公差
▪ 直线度公差用于控制直线和轴 线的形状误差,根据零件的功 能要求,直线度可以分为在给 定平面内,在给定方向上和在 任意方向上三种情况。
至于定位误差,则理想要素置于相对于基准某一确定有位置上,其定 位条件可称为定位最小条件。
4/29/2010
跳动:
跳动的分类: 它可分为圆跳动和全跳动。
圆跳动:是指被测实际表面绕基准轴线作无轴向移动 的回转时,在指定方向上指示器测得的最大读数差。
全跳动:是指被测实际表面绕基准轴线无轴向移动的 回转,同时指示器作平行或垂直于基准轴线的移动,在 整个过程中指示器测得的最大读数差。
▪ 在给定平面内的直线度 ▪ 在给定方向内的直线度 ▪ 任意方向上的直线度
4/29/2010
在给定平面内的直线度
▪ 其公差带是距离为公差值t的 两平行直线之间的区域。如图 所示,圆柱表面上任一素线必 须位于轴向平面内,且距离为 公差值0.02mm的两平行直线之 间。
4/29/2010
在给定方向内的直线度
4/29/2010
垂直度(一)
▪ 当两要素互相垂直时,用垂直 度公差来控制被测要素对基准 的方向误差。当给定一个方向 上的垂直度要求时,垂直度公 差带是距离为公差值t,且垂直 于基准平面(或直径、轴线) 的两平行平面(或直线)之间 的区域。
4/29/2010
垂直度(二)
▪ 当给定任意方向时,平行度 公差带是直径为公差值t, 且垂直于基准平面的圆柱面 内的区域。如图所示, ød孔 轴线必须位于直径公差值ø 0.05mm,且平行于基准平面 的圆柱面内。
形位公差测量方法详解

气眼可能引起的问题:
困在型腔内气体不能被及 时排出,易导致出现表面 起泡,制件内部夹气,注 塑不满等现象。
16
案 例
改进方法
结构设计 模具设计
•减少厚度的不一致,尽量保证壁厚均匀.
在最后填充的地方增设排气口 重新设计浇口和流道系统. 保证排气口足够大,使气体有足够的时间和空间 排走.
•降低最后一级注塑速度. •增加模温 •优化注塑压力和保压压力
塞尺
平台 塞尺
直尺 被测定物
凹的场合: ① 用直尺抵住测定物 插入针规或塞尺0.5 以下OK。 ② 至少用直尺测定4 处
4
实例
测定方法
光学平面産生的干渉条紋
说明
用光学平面测定: 将光学平面紧贴在被测定面 使用光线垂直照射在其表面, 这时被测定面与光学平面间 产生细小干涉条纹,以条纹 的数量与形状来判定平面度 的好坏 用百分表测定平面度: 将杠杆百分表置于测定面, 在A点调零,确认到B点。 测定值=最大值-最小值
面与面 垂直度
测定方法
说明
(1)将基准面用磁铁与平台平 行地支撑。 (2)将百分表从弯曲根部起移 动至前端止,将读数的最大差作 垂直度。 (1)在平台上,用磁铁如图支 撑测量物;将百分表接触于测量 物上,在B点调零,确认到C点。 (2)将百分表接触于测量物上, 将其在指示范围内所有地方上下 移动。测定在0°与90°两处进 行。 (3)在0°的读数最大差→X; 在90°的读数最大差→Y:垂直 13 度= X2+Y2
高度尺的测定方法: 表盘的读取值A与B 之差在0.08内。
6
示例
测定方法
说明
如(A)所示进行测量,然后 上下回转180°再进行测定 如(B)所示。(A)、(B) 的差读取值在0.1以内。