玻璃钢制品手工成型工艺
手糊工艺标准玻璃钢
【手糊】手糊玻璃钢工艺流程(一)玻璃钢模具手糊成型工艺流程:玻璃钢模具手糊成型工艺是先在模型上涂一层脱模剂,然后将配好的树脂混合料用刮刀或刷子涂刷到模型上,再在其上铺陈裁好的玻璃布或其它增强材料,用刮刀或毛刷迫使树脂浸入玻璃布,排出气泡,待树脂浸透增强材料后,再铺放第2层增强材料,如此反复涂刷树脂和铺放增强材料,直至达到所需要的设计层数,然后进行固化、脱模和修整。
(二)玻璃钢模具原材料的选择:玻璃钢手糊成型模具的原材料主要是树脂、增强材料和辅助材料等。
合理地选择原材料是保证产品质量,降低成本的重要环节。
选择原材料时,必须满足以下条件:①满足产品设计的性能要求;②适应手糊成型工艺的特点;③价格便宜,货源充分。
目前的原材料主要有:树脂、增强纤维(玻纤布、短切毡、表面毡)、胶衣、固化剂、促进剂、脱模剂、色料、增韧剂、填料(石英粉、金刚石粉、铸石粉、石棉粉)等。
1、树脂的选择:选择手糊成型用的树脂品种十分重要,它直接关系到产品质量和生产工艺。
因此,必须根据产品性能、使用条件及工艺要求确定树脂的品种。
⑴产品性能考虑,要注意:①树脂固化收缩问题:应选用低收缩树脂。
②断裂延伸率:应选用延伸性好的树脂,提高玻璃钢开裂时的强度。
⑵从工艺角度考虑,树脂应满足:①良好的浸润性。
树脂对纤维的浸润是保证玻璃钢质量的一个重要因素,也是手糊工艺的先决条件。
如浸润不好,不仅使玻璃钢制品成型困难,也会使树脂——纤维间出现气泡;②适当的粘度。
手糊成型时的树脂粘度过低,会出现流胶现象,粘度过大,又会使成型浸润困难;③能在室温或低温下凝胶、固化,并要求固化时无低分子物产生;④无毒或低毒;⑤价格便宜,货源充足。
目前手糊成型工艺中最常用的树脂为不饱和聚酯树脂和环氧树脂,而酚醛树脂很少单独使用。
2、增强材料的选择:纤维品种一般要根据使用条件和工艺设计来进行选择。
⑴从使用条件考虑,要考虑制品的使用温度、强度、韧性、比重、绝缘性等因素。
⑵从工艺角度考虑,要求其具有以下特性:①易浸润性:容易被树脂浸透;②铺覆变形性:在糊制形状复杂的产品时,要求玻璃纤维制品能适应模具形状的变化,有一定的变形性能。
手工玻璃钢制作方法

手工玻璃钢制作方法引言手工玻璃钢是一种广泛应用于建筑,船舶,汽车和其他相关工业的复合材料。
它具有优异的物理性能和化学稳定性,同时具备轻质、耐腐蚀、可塑性强等特点。
本文将介绍手工玻璃钢的制作方法,帮助读者了解其基本工艺和步骤。
材料准备在开始制作手工玻璃钢之前,需要准备以下材料和工具:•玻璃纤维布•树脂•硬化剂•塑料刷子•量杯•搅拌棒•油漆刀•砂纸•抹布制作步骤步骤一:准备工作1.将玻璃纤维布预先剪成所需的形状和尺寸。
2.准备好所需的树脂和硬化剂,按照一定的比例混合在一起。
具体的比例需根据树脂和硬化剂的性质而定,可以参考相关产品说明。
3.准备好塑料刷子、量杯和搅拌棒等工具,确保其清洁并且无杂质。
步骤二:上胶过程1.用塑料刷子将混合好的树脂涂抹在玻璃纤维布上,确保布料充分湿润但不至于过湿。
可以根据需要涂抹多层。
2.在涂抹每一层树脂后,用搅拌棒轻轻刮掉多余的树脂,以确保玻璃纤维布的纤维可以完全渗透,并且表面光滑。
步骤三:干燥和硬化1.将经过涂布的玻璃纤维布放置在通风良好的地方进行干燥。
根据使用的树脂和硬化剂的不同,干燥的时间可能会有所不同。
一般情况下,需要等待24小时以上。
2.如果需要加快硬化过程,可以适当调整室温、加热或使用加热灯等辅助手段。
但一定要注意温度控制,避免过热导致材料失效。
步骤四:涂层处理1.当玻璃纤维布完全干燥和硬化后,使用砂纸对其表面进行打磨和处理,以便使其表面平滑。
2.使用抹布清除表面的灰尘和杂质,确保接下来的涂层可以附着在表面上。
3.根据需要,可以对玻璃纤维布进行多层涂层处理,每层涂层之间要进行充分的干燥和打磨。
步骤五:加固处理1.如果需要增加玻璃钢制品的强度和刚性,可以进行加固处理。
常见的方法是在玻璃纤维布的表面涂抹一层树脂,并在其上铺设一层玻璃纤维布,重复之前的涂抹和硬化步骤。
2.根据加固的要求,可以进行多次加固处理,每次处理之间要保证充分的干燥和硬化。
步骤六:修整和涂漆1.在玻璃钢制品完全干燥和硬化后,使用油漆刀修整边缘和不规则的部分,以使其形状和尺寸更加准确。
玻璃钢成型工艺技术手册

玻璃钢成型工艺技术手册什么是玻璃钢玻璃钢,又称为玻璃纤维增强塑料(Glass Fiber Reinforced Plastic,缩写为GFRP),是由环氧树脂、玻璃纤维等材料制成,具有优良的力学性能、耐化学性、防腐性和耐候性等特点。
玻璃钢广泛应用于建筑、船舶、汽车、电子、运动器材、化工设备、食品设备等众多领域。
玻璃钢成型工艺玻璃钢制品的制造过程包括树脂配比、模具制备、铺贴玻璃纤维、热固化、脱模、修整等工艺。
其中,玻璃纤维的使用起到了增强材料的作用,可以将玻璃钢制品的强度和硬度提高到最大值。
1.树脂配比在制造玻璃钢制品前,需要将树脂、固化剂以及其他配料按照一定比例混合均匀。
对于不同的制品,配比也会有所不同。
2.模具制备模具是制造玻璃钢制品必不可少的工具,可以制作玻璃钢制品的外形。
制作模具应采用高强度、耐腐蚀的材料,如有机玻璃、镍点钢板、硅橡胶等。
3.铺贴玻璃纤维铺贴玻璃纤维是制造玻璃钢制品的核心步骤之一。
可采用手工铺贴或喷涂方式进行。
需要注意的是,玻璃纤维应均匀铺贴,不得有空隙和气泡。
4.热固化热固化是将混合好的树脂、固化剂和玻璃纤维放入模具中,在一定的温度和时间条件下进行加热固化,使制品固化成型。
固化的温度一般为80℃-120℃,时间一般在2-4小时左右。
5.脱模制品固化后,需要进行脱模操作。
脱模可以采用冷水浸泡或轻敲模具等方式进行。
不得使用锤子等硬物强行松动,否则容易导致制品损坏。
6.修整制品脱模后可以进行修整,主要是针对制品表面进行打磨和表面修补,制品的细节处理将直接影响到制品的美观和使用寿命。
玻璃钢制品的优缺点玻璃钢制品作为一种优异的材料,有着广泛的应用前景。
其主要优点如下:1.高强度、高硬度:玻璃钢制品的抗拉强度比钢材还高,同时硬度也非常高。
2.耐化学性:玻璃钢制品的具有良好的抗化学腐蚀性能,可以在各种酸碱环境中长期使用。
3.耐候性:经过特殊处理,玻璃钢材料具有优秀的耐候性能,能够在极端环境下长期使用。
玻璃钢工艺,手工玻璃钢制作方法
玻璃钢拉挤成型工艺拉挤成型工艺是玻璃钢成型工艺中的一种特殊工艺,适于生产各种断面形状的玻璃钢型材,如棒、管、实体型材(工字形、槽形、方形型材)和空腹型材等。
其优点是:1、生产过程连续进行,制品质量稳定,重复性好;2、增强材料含量可根据要求进行调整,产品强度高;3、能够调整制品的纵向强度和横向强度,满足不同的使用要求;4、能够生产截面形状复杂的制品,满足特殊场合使用的要求;5、制品具有良好的整体性,原材料的利用率高;6、设备的投资费用低。
二、拉挤工艺用原材料1、树脂基体在拉挤工艺中,应用最多的是不饱和聚酯树脂,还有环氧树脂、乙烯基树脂、热固性甲基丙烯酸树脂、改性酚醛树脂、阻燃性树脂、热塑性树脂、聚氨酯树脂等。
(1)不饱和聚酯树脂:用作拉挤的基本上是邻苯和间苯型。
间苯型树脂有较好的力学性能、坚韧性、耐热性和耐腐蚀性能。
目前国内使用的较多的是邻苯型,因其价格较间苯型有优势,但质量因生产厂家不同差距较大,使用时要根据不同的产品慎重选择。
(2)乙烯基树脂:乙烯基树脂具有较好的综合性能,可提高耐化学性能和耐水解稳定性。
(3)环氧树脂:环氧树脂和不饱和聚酯树脂、酚醛树脂相比,具有优良的力学性能、高介电性能、耐表面漏电、耐电弧,是优良绝缘材料。
(4)酚醛树脂:它是最早的一类热固性树脂。
具有突出的瞬时耐高温烧蚀性能,目前酚醛树脂已成功应用在拉挤成型工艺中。
(5)热塑性树脂的优点是加工成型简便,具有较高的机械能。
缺点是耐热性和刚性较差。
(6)聚氨酯拉挤树脂一般具有低粘度、中度至高度反应性、良好的冲击强度和韧性以及良好的短梁剪切性能。
2、增强材料拉挤工艺用的增强材料主要是玻璃纤维及其制品,如无捻粗纱、玻璃纤维毡等。
为了满足制品的特殊性能要求,可用芳纶纤维、碳纤维、超高分子量聚乙烯纤维及玄武岩纤维等。
(1)玻璃纤维用于拉挤工艺的玻璃纤维主要有无碱、中碱和高强玻璃纤维。
玻璃纤维制品的品种有:①无捻粗纱无捻粗纱有并股纱和直接纱,线密度为1100(1200)号到4400(4800)号。
玻璃钢制作工艺简介
玻璃钢制作工艺简介玻璃钢制品是由树脂、增加材料和多种关心成分合理组合而成,制造工艺种类繁多。
1FRP 制品成型工艺FRP 的制品往往是材料制造和产品成型同时完成。
成型工艺有手糊、RTM、SMC、缠绕、热塑性塑料〔GF/PP〕注射模塑及GMT 冲压成型等。
1.1手糊成型工艺手糊成型工艺是一种简洁成熟的成型工艺,其典型工艺过程是:在涂有脱模剂的模具上,将加有固化剂的树脂混合料和玻璃纤维织物手工逐层铺放,浸胶并排解气泡,层合至确定厚度,然后固化形成制件。
手糊成型技术的优点是:无需专用设备,投资少;不受制品外形和尺寸的限制,特别适于数量少、整体式及构造简单的大型制品的制作;可以依据设计要求合理利用增加材料,能任凭局部增加,做到以最低本钱实现设计要求,而且当设计不合理时能便利地进展修改;操作便利,简洁把握,便于推广。
手糊工艺的缺点是:制品质量不易把握,人为因素大;制品的强度和尺寸精度较低;劳动条件差,生产效率低。
1.2喷射成型工艺喷射成型工艺是手糊成型的改进,属于半机械化成型工艺。
它是将混有引发剂和促进剂的两种聚酯树脂分别从喷枪两侧喷出,同时将切断的玻纤粗纱由喷枪中心喷出,使其与树脂均匀混合,沉积到模具上;当沉积到肯定厚度时,用辊轮压实,使纤维浸透树脂,排解气泡,固化后成制品。
喷射成型的优点是:用玻纤粗纱代替织物,可降低材料本钱;生产效率比手糊的高2~4倍;产品整体性好,无接缝,层间剪切强度高,树脂含量高,耐腐蚀、耐渗漏性好;产品尺寸、外形不受限制。
喷射成型的缺点是:树脂含量高,制品强度低;产品只能做到单面光滑;污染环境,有害工人安康。
1.3SMC 及BMC 成型工艺片状模塑料〔Sheet Molding Comp,SMC〕和团状模塑料〔Bulk Molding Compoun,BMC〕是由树脂糊浸渍纤维或短切纤维毡,两边掩盖聚乙烯薄膜而制成的一类片状模压料,属于预浸毡料范围。
使用时,将两面的薄膜撕去,按制品的尺寸裁剪、叠层,放入金属模具中加温加压,即得所需要的制品。
玻璃钢成型技术、工艺及质量控制要素
玻璃钢成型技术.工艺及质量控制要素一、玻璃钢制品的设计玻璃钢(Fiberglass Reinforced Plastics,简称FRP )即玻璃纤维增强塑料,是最主 要的聚合物基复合材料。
玻璃钢制品的开发设计,应遵守如下程序:玻璃钢的造型(构造)设讣玻璃钢的成型工艺设讣 玻璃钢的质量检验造型设计要满足制品的使用功能要求、又要构造简单,造型优美;物化性能设计要根据 产品的使用条件(物理性能、耐腐蚀性能及力学性能)进行原材料及工艺进行确左;结构设 计是在物化性能设计的基础上确定制品各个部位的厚度和材料用量;工艺设计就是根据产品 的外形构造和增强材料的铺设方向选择成型方法。
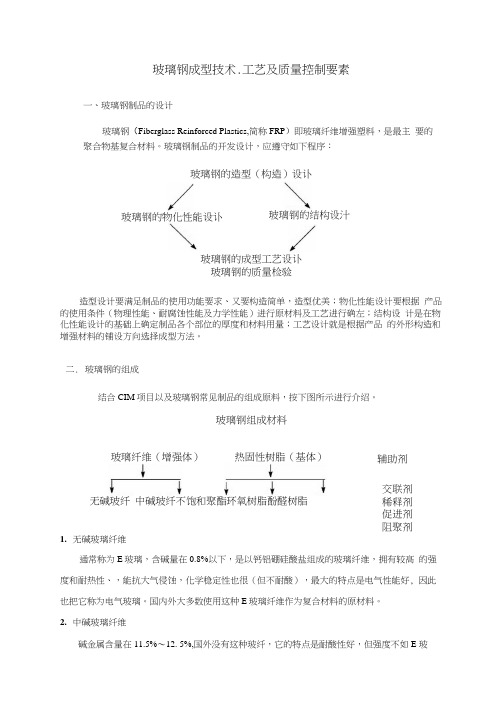
二. 玻璃钢的组成结合CIM 项目以及玻璃钢常见制品的组成原料,按下图所示进行介绍。
玻璃钢组成材料1. 无碱玻璃纤维通常称为E 玻璃,含碱量在0.8%以下,是以钙铝硼硅酸盐组成的玻璃纤维,拥有较髙 的强度和耐热性、,能抗大气侵蚀,化学稳定性也很(但不耐酸),最大的特点是电气性能好, 因此也把它称为电气玻璃。
国内外大多数使用这种E 玻璃纤维作为复合材料的原材料。
2. 中碱玻璃纤维碱金属含量在11.5%〜12. 5%,国外没有这种玻纤,它的特点是耐酸性好,但强度不如E玻玻璃钢的物化性能设讣玻璃钢的结构设汁玻璃纤维(增强体) 热固性树脂(基体)辅助剂 无碱玻纤 中碱玻纤不饱和聚酯环氧树脂酚醛树脂交联剂 稀释剂 促进剂 阻聚剂璃。
主要应用于耐腐蚀性领域,价格较便宜。
3.玻璃纤维织物A无捻粗砂布大部分为无捻方格布,它浸胶容易、铺覆性好、较厚实、强度高、气泡易排除、施工方便、价格较便宜。
它是手糊工艺中最常用的一种布。
B斜纹布这种布经向和纬向的交织点连续而形成斜向的纹路。
该布致密、柔性好、强度较大,适用于制作有曲面的和各方向都需要强度髙的制品。
C缎纹布质地柔软、铺覆性好、强度较大、与模具接触性好,适用于形面复杂的手糊玻璃钢制品。
D短切纤维毡铺覆性好、各向异性、价格便宜、强度较低、树脂用量大,适用于手糊和喷射成型玻璃钢。
玻璃钢手糊成型工艺
玻璃钢手糊成型工艺手糊玻璃钢的成型工艺规程1、准备工作1)、准备好正常的工具:小盆、毛刷、手套、催化剂、固化剂、玻钎布等、2)、树脂:催化剂:固化剂韧度约为50:1:1.根据季节、温度等适度调节辅料数量。
3)、剪布要求:a)检查布与否变色、污染,不合格的布严禁剪裁;b)按尺寸剪裁,宽度约在20cm左右。
c)可以单层剪裁也可以多层剪裁;d)剪裁要考虑纵横交替铺层,布的搭接应有余量,一般20cm左右。
有时也可对接,但无论是对接或搭接,接缝要错开。
2、手糊铺层1)、根据工艺单大致确认树脂用量,称好后按韧度用量杯量好后重新加入辅料配方,充份烘烤后采用。
配方用量,应当根据树脂的种类、温度多寡、湿度大小、糊制时间长短等确认。
通常地,内衬树脂的配方用量大于结构层树脂,温度低的湿度大的糊制时间短的用量太少,反之则多;对没剩的树脂或环境、工艺发生变化时,采用前要展开小试。
配方用量通常为树脂的0.5~2.0%。
切割时间40分钟左右为宜。
2)、在需要糊制部分表面首先用磨光机打磨出毛面,均匀地刷上一层树脂,按工艺单要求的铺层顺序,上相应的材料(表面毡、短切毡、布等)并注意搭接或错开接缝,布要采用正交铺层。
毡、布(0.4布)铺层不得少于十层,铺层时要层层浸透,充分赶压气泡,不得出现气泡、干斑等缺陷。
3)、薄制品必须使用两次以上成型,两次以上成型的制品,应当检查前一次有没有不平、气泡、干斑等瑕疵,如有应当在处置后方可以展开下一次成型。
4)、大制品(或垂直面)糊制时,为防止流胶,在固化前应一直有人看守直至固化。
6、处理1)、乌回去毛边,修整端口。
2)、对制品表面、内衬进行检查,如有缺陷要进行处理。
玻璃钢手糊成型的工艺流程(参考模板)
玻璃钢手糊成型的工艺流程标签:玻璃钢生产准备场地手糊成型工作场地的大小,要根据产品大小和日产量决定,场地要求清洁、干燥、通风良好,空气温度应保持在15~35℃之间,后加工整修段,要设有抽风除尘和喷水装置。
模具准备准备工作包括清理、组装及涂脱模剂等。
树脂胶液配制配制时,要注意两个问题:①防止胶液中混入气泡;②配胶量不能过多,每次配量要保证在树脂凝胶前用完。
增强材料准备增强材料的种类和规格按设计要求选择。
(2)糊制与固化铺层糊制手工铺层糊制分湿法和干法两种:①干法铺层用预浸布为原料,先将预学好料(布)按样板裁剪成坏料,铺层时加热软化,然后再一层一层地紧贴在模具上,并注意排除层间气泡,使密实。
此法多用于热压罐和袋压成型。
②湿法铺层直接在模具上将增强材料浸胶,一层一层地紧贴在模具上,扣除气泡,使之密实。
一般手糊工艺多用此法铺层。
湿法铺层又分为胶衣层糊制和结构层糊制。
手糊工具手糊工具对保证产品质量影响很大。
有羊毛辊、猪鬃辊、螺旋辊及电锯、电钻、打磨抛光机等。
固化制品固化分硬化和熟化两个阶段:从凝胶到三角化一般要24h,此时固化度达50%~70%(巴柯尔硬性度为15),可以脱模,脱后在自然环境条件下固化1~2周才能使制品具有力学强度,称熟化,其固化度达85%以上。
加热可促进熟化过程,对聚酯玻璃钢,80℃加热3h,对环氧玻璃钢,后固化温度可控制在150℃以内。
加热固化方法很多,中小型制品可在固化炉内加热固化,大型制品可采用模内加热或红外线加热。
(3)脱模和修整脱模脱模要保证制品不受损伤。
脱模方法有如下几种:①顶出脱模在模具上预埋顶出装置,脱模时转动螺杆,将制品顶出。
②压力脱模模具上留有压缩空气或水入口,脱模时将压缩空气或水(0.2MPa)压入模具和制品之间,同时用木锤和橡胶锤敲打,使制品和模具分离。
③大型制品(如船)脱模可借助千斤顶、吊车和硬木楔等工具。
④复杂制品可采用手工脱模方法先在模具上糊制二三层玻璃钢,待其固化后从模具上剥离,然后再放在模具上继续糊制到设计厚度,固化后很容易从模具上脱下来。
最全玻璃钢成型工艺
玻璃钢成型工艺(一)手糊成型工艺1.手糊成型法原理手糊成型工艺又称接触成型,是树脂基复合材料生产中最早使用和应用最普遍的一种成型方法。
手糊成型工艺是以加有固化剂的树脂混合液为基体,以玻璃纤维及其织物为增强材料,在涂有脱模剂的模具上以手工铺放结合,使二者粘接在一起,制造玻璃钢制品的一种工艺方法。
基体树脂通常采用不饱和聚酯树脂或环氧树脂,增强材料通常采用无碱或中碱玻璃纤维及其织物。
在手糊成型工艺中,机械设备使用较少,它适于多品种、小批量制品的生产,而且不受制品种类和形状的限制。
2.成型工艺流程图手糊成型工艺的流程是:先在清理好或经过表面处理的模具成型面上涂抹脱模剂,待充分干燥好后,将加有固化剂(引发剂)、促进剂、颜料糊等助剂并搅拌均匀的胶衣或树脂混和料,涂刷在模具成型面上,随后在其上铺放裁剪好的玻璃布(毡)等增强材料,并注意浸透树脂、排除气泡。
重复上述铺层操作,直到达到设计厚度,然后进行固化脱模、后3.成型设备手糊成型工艺所用的设备较少,制作模型的设备有木工车床、木工刨床、木工圆锯;脱模一般会用到空气压缩机、吊装设备等。
(二)模压成型法1.模压成型法原理热固性模压成型是将一定量的模压料加入预热的模具内,经加热加压固化成型塑料制品的方法。
其基本过程是:将一定量经一定预处理的模压料放入预热的模具内,施加较高的压力使模压料填充模腔。
在一定的压力和温度下使模压料逐渐固化,然后将制品从模具内取出,再进行必要的辅助加工即得产品。
2.成型工艺流程图模压成型工艺主要分为压制前的准备和压制两个阶段,其工艺流程见图1. 23.成型设备(1)浸胶机制备胶布的主要设备是浸胶机,由送布架、热处理炉、浸胶槽、烘干箱和牵引辊等几部分组成。
根据热处理炉和烘干箱放置的位置,可以分为卧式浸胶机和立式浸胶机两种。
(2)预浸料机组这一方法所用设备有切割机、捏合机和撕松机。
常用的切割机类型有冲床式、砂轮片式、三辊式和单旋转刀辊式。
捏合机的作用是将树脂系统与纤维系统充分混合均匀。
玻璃钢的成型工艺方法

玻璃钢的成型工艺方法玻璃钢的成型工艺方法,有很多种方法。
其中有最简单易学的手工糊制方法,也有比较容易建立的模压工艺成型方法;也有必须经过专门设计、专业制造的纤维缠绕成型方法;更有一些综合注射、真空、预成型增强材料或预设垫料的几种模塑方法;以及为了达到制品高性能指标而设计制造的,由计算机进行程序控制的先进的自动化成型方法。
由此可见,玻璃钢制品的制作成型方法有很多种,它们的技术水平要求相差很大,其对原材料、模具、设备投资等的要求,也各不相同,当然它们所生产产品的批量和质量,也不会相同。
目前,国内外常用的玻璃钢制作成型方法,有手糊成型工艺、喷射成型工艺、模压成型工艺、模压料成型工艺、纤维缠绕成型工艺、卷管成型工艺、袋压成型工艺、树脂浇铸及注射成型工艺、RTM成型工艺、拉挤成型工艺、板材及管道连续成型工艺、增强反应注射模塑成型工艺、弹性体贮脂模塑成型工艺,以及胶接和连接技术、夹层结构制作技术等。
现把几种常用的玻璃钢的成型方法的特点介绍如下:手糊制作方法设备投资低,产品形状的限制因素少,适合小批量生产。
它的生产条件是需要制作产品的模具,并掌握手糊工艺的技术要领。
但是,这种制作方法所制成的产品,质量不够稳定,产品的质量档次不够高,较难满足某些产品的性能要求。
喷射成型方法,是一种借助于喷射机器的手工积层的方法。
该方法具有效率高、成本低的特点,有逐步取代传统的手糊工艺的趋势。
其产品的整体性强,没有搭接缝,且制品的几何尺寸基本上没有受到限制,成型工艺不复杂,材料配方能保持一定的准确性。
其不足之处,在于制品的质量在很大程度上,取决于操作工人的生产技能。
另外,喷射所造成的污染,一般均大于其他的工艺方法。
纤维缠绕工艺方法,是将浸渍过树脂的连续纤维,按一定的规律缠绕到芯模上,层叠至所需的厚度,固化后脱模,即成制品。
该方法的特点,是可按产品承受应力情况来设计纤维的缠绕规律,使之充分发挥纤维的抗拉强度,并且容易实现机械化和自动化,产品质量较为稳定,若配用不同的树脂基体和纤维的有机复合,则可获得最佳的技术经济效果。
玻璃钢模压成型工艺有哪些

玻璃钢模压成型工艺有哪些玻璃钢,又称玻璃纤维增强塑料,是一种具有优良性能的复合材料,广泛应用于船舶、化工、建筑等领域。
玻璃钢制品的生产过程中,模压成型是一种常见且有效的工艺方式。
下面将介绍玻璃钢模压成型工艺的几种常见方式。
手工模压工艺手工模压是一种最基础、直接的模压成型工艺。
操作工人将预浸玻璃纤维布放置在模具中,然后通过刷浆、压实、固化等一系列手工操作,最终形成玻璃钢制品。
这种工艺简单易行,适用于个别小批量生产的情况。
压力模压工艺压力模压工艺是利用模压机器设备对玻璃钢制品进行模压成型的工艺方式。
操作工人将预浸玻璃纤维布放置于模具中,然后通过机械设备提供的压力,使树脂充分浸润纤维,最终形成产品。
这种工艺成型速度快、效率高,适用于大批量生产。
注塑模压工艺注塑模压工艺是在模具中加入热熔树脂,然后将预浸玻璃纤维布注入模具中,通过压力和温度控制,使树脂固化后形成制品。
这种工艺能有效控制树脂充填均匀性,适用于复杂结构的玻璃钢制品生产。
真空吸塑成型工艺真空吸塑成型是一种通过负压作用,使预浸玻璃纤维布紧贴模具表面,然后通过注入树脂并进行固化的工艺方式。
这种工艺能够制造出表面光滑、质量稳定的玻璃钢制品,适用于表面要求高的产品生产。
制品修整工艺在玻璃钢模压成型中,制品修整是不可或缺的一个重要环节。
通过裁切、打磨、抛光等方式对成型后的产品进行修整,使其达到设计要求的尺寸和外观。
制品修整工艺的质量直接影响最终产品的成品率和美观度。
以上介绍了几种常见的玻璃钢模压成型工艺方式,每种工艺都有其独特的特点和适用范围。
在实际生产制造中,选择合适的模压工艺方式对于提高生产效率、产品质量至关重要。
不同的工艺方式也可以相互结合,根据具体产品的要求和生产规模选择最适合的工艺,以确保玻璃钢制品生产的顺利进行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第七章夹层结构及制备263
第一节夹层结构的制造263
一、夹层结构种类263
二、泡沫塑料夹层结构263
三、蜂窝夹层结构265
第二节夹层结构制品273
一、叶片273
二、飞机机翼及机体287
三、玻璃钢蜂窝夹层材料抗爆结构293
四、玻璃钢门294
五、玻璃钢篮球板295
五、大型模具124
第四节模具的保养、维护和保管129
一、模具保养129
二、模具的校正130
三、模具制作示例131
第五节模具翻新与修补132
一、模具翻新132
二、原模表面处理134
三、模具局部修补135
第六节脱模剂136
第五章装配、修补和增强139
第一节连接139
一、连接形式139
二、聚酯树脂贮槽罐368
三、环氧呋喃玻璃钢贮罐369
四、玻璃钢防腐电解槽370
五、贮存和输送腐蚀性液体的玻璃钢容器372
六、粪便净化槽和沼气池374
七、几类容器375
第九章交通工具391
第一节玻璃钢汽车391
一、玻璃钢汽车简介391
二、玻璃钢汽车车体制作393
三、玻璃钢汽车车体部件(车门)制作400
本书可供玻璃钢行业的从业人员,广大应用玻璃钢制品的用户及相关大专院校师生参考。
目录
第一章筋材·玻璃纤维1
第一节玻璃纤维与矿物棉的种类、生产工艺1
一、玻璃纤维与矿物棉的种类1
二、玻璃纤维与矿物棉的生产工艺5
三、玻璃纤维制品分类6
第二节玻璃纤维的主要种类和用途8
一、玻纤增强材料主要种类及用途8
四、混凝土模板456
五、防腐蚀地坪458
六、建筑的修补材料461
第二节包覆与衬层466
一、木材的包覆、包裹466
三、玻璃钢生产线示例223
四、制品设计223
五、成型工艺设计原则230
六、铺层的计算方法240
第三节安全生产、环境保护与统计248
一、聚酯树脂玻璃钢248
二、酚醛树脂玻璃钢252
三、环氧树脂玻璃钢253
四、生产中职业病的防治措施254
第四节统计标准符号256
一、统计256
二、统计工具与方法258
二三、胶接145
第二节修补和增强153
一、修补153
二、腻子155
三、对木材的修补158
四、对金属的修补161
五、增强166
第三节着色、涂装和表面装饰169
一、着色169
二、涂装171
三、表面装饰173
第六章生产工艺及生产工厂(车间)178
第一节玻璃钢制品的生产工艺178
一、制品成型要素178
六、托盘和集装箱297
七、雷达罩299
八、反射体306
九、吸波结构313
第八章容器与管道316
第一节玻璃钢管道316
一、玻璃钢管道的制作316
二、法兰的制作317
三、缓弯弯头模具320
四、玻璃纤维布的裁剪323
五、通风管道325
六、管道应用实例328
第二节玻璃钢容器333
一、玻璃钢容器结构333
七、几类材料、简单工具97
八、气动工具99
九பைடு நூலகம்加热设备100
十、冷藏设备101
十一、喷涂设备101
第四章模具104
第一节模具的结构形式104
第二节模具的制造材料105
第三节模具的设计制造109
一、设计原则和方法109
二、模具制造时注意问题110
三、母模113
四、组合玻璃钢模具119
四、玻璃钢槽车403
五、一种玻璃钢长途客车404
第二节玻璃钢船411
一、玻璃钢船简介411
二、玻璃钢船制造流程418
三、玻璃钢游览船421
四、铺层425
第三节几类玻璃钢交通器材437
第十章玻璃钢建筑与建材44第一节几类玻璃钢建材448
一、玻璃钢桁架448
二、围护结构450
三、波形瓦454
下面是本书的提纲介绍:
玻璃钢制品手工成型工艺
作者:邹宁宁 编
书号:7-5025-8273-8
出版日期:2006年4月
版次: 1版1次
页数:632页
定 价:39元
本书主要介绍玻璃纤维增强塑料和其他玻璃纤维增强材料的手工成型工艺及各类制品。通过介绍材料、工具、模具、翻新与修补、工艺、结构及各种制品,较为全面、系统性地叙述了玻璃钢手工制品的最新发展方向、工艺技术及具体应用,使读者基本掌握玻璃钢手工制品的各方面知识并可实际操作。
五、成膜剂的特征及其作用43
六、偶联剂45
七、润滑剂和润湿剂49
八、增强型浸润剂配方实例50
第五节碳纤维52
第二章基材·树脂与辅助材料56
第一节概述56
第二节不饱和聚酯树脂(UP)60
一、不饱和聚酯树脂性能60
二、乙烯基酯树脂(VE)68
三、通用聚酯树脂69
四、其他几类不饱和聚酯树脂71
二、制造工艺334
三、技术要求337
四、玻璃钢容器的加强342
第三节容器和管道耐腐蚀构件342
一、作业条件343
二、操作工艺343
三、质量要求347
第四节冷却塔、卫生间和水箱350
一、冷却塔350
二、卫生间353
三、浴缸360
四、玻璃钢水箱364
第五节贮罐贮槽367
一、槽罐制作及结构367
五、几类特殊用途树脂75
六、可接触食品级树脂76
第三节环氧树脂和酚醛树脂78
一、环氧树脂(EP)78
二、酚醛树脂82
三、呋喃树脂83
第四节填料、色料84
第三章工具与材料89
一、称量工具89
二、钻孔工具90
三、切锯工具92
四、打磨工具93
五、混合容器(罐、杯、桶和盆)95
六、刷抹滚压工具96
二、清洁工作179
三、手工成型工艺常用配方180
四、配料187
五、胶衣的制备189
六、糊制192
七、喷射196
八、固化196
九、脱模198
十、加工与装饰204
十一、手工成型的生产效率206
十二、手工工艺培训208
第二节工艺设计和制品设计216
一、工厂(车间)布置217
二、设备布置的原则和要求220
二、玻璃纤维纺织纱产品17
三、玻璃纤维织物19
四、组合玻璃纤维增强材料25
第三节玻璃纤维原丝系列和代号26
一、玻璃纤维纱的基本纱支号数与原丝直径及单丝根数的搭配26
二、玻璃纤维纱和织物代号29
第四节浸润剂34
一、浸润剂的作用34
二、浸润剂组分及分类37
三、浸润剂发展简史40
四、增强型浸润剂41