拉丝机的毕业设计
毕业论文 塑料拉丝机辅机无级变速机构设计

毕业论文(设计)论文题目塑料拉丝机辅机无级变速机构设计(英文)Design on speed stepless mechanismfor plastic drawbench of auxiliary e摘要本课题主要研究塑料拉丝机辅机无级变速机构。
拉丝机由于技术比较落后,不能保证收丝的卷筒实现无级变速,从而使塑料丝的线速度不断增大,最终导致塑料丝被拉断,极大地影响了拉丝的质量。
所以,为了提高拉丝质量和生产效率,完善拉丝机整机的配置,使之在同类产品中具有较强的市场竞争力,我们必须设计出与主机相匹配的塑料拉丝机辅机和无级变速装置。
本次毕业设计对象是塑料拉丝机变速机构,该装置主要要实现塑料拉丝机的收丝卷筒无极变速。
本装置主要由测量装置通过电压、电阻发生变化,从而使步进电机带动滚珠从而带动主电机上下移动使带轮中心距发生变化,从而压缩带轮的锥轮使它线速度发生变化,起到改变卷筒速度,最终达到无级变速目的。
带传动具有以下特点:传动带具有挠性,能缓和冲击,吸收震动传动平稳噪音小,过载时传动带在轮缘上打滑,可以避免其他零件破坏,起到保护整体的作用;机构简单,制造安装精度要求低,制造成本低维护方便。
这种设计的优势在于:系统的响应速度较快,精度较高,步进电机可取δ=0.01~。
而且光电传感器解决了以往用位移传感器而带来的传感器以及塑料丝的磨损问题,增加了传感器的使用寿命的同时也解决了塑料丝因与位移传感器摩擦而使丝拉断这一技术难题,使拉出的塑料丝质量更好。
AbstractThe main topic of plastic wire drawing machine Auxiliary Variable institutions. Backward because of technical drawing machine, wire reel can not guarantee to achieve continuously variable income, so that plastic wire speed is increasing, eventually leading plastic wire pulled off, which greatly affect the quality of the drawing. Therefore, in order to improve drawing quality and production efficiency, improve the configuration of machine drawing machine, making similar products with strong market competitiveness, we must work out the plastic to match the host machine and variable speed wire drawing machine device.The graduation project is a plastic object drawing machine speed change mechanism, the device is mainly to achieve the closing of plastic wire drawing machine infinitely variable speed reel. The device consists of a voltage measurement device, resistance to change, so that the stepper motor drives the ball to move up and down the main motor driving the pulley center distance change, thus reducing the cone pulley wheel speed changes it has played Reel speed change, the ultimate aim to achieve continuously variable. Belt drives have the following characteristics: a flexible belt that can ease the impact, absorbs shock smooth transmission noise, overload on the belt slipping in the rim to avoid damage to other components, play a protective role in the whole; organization is simple, manufacture and installation of precision low demand, low manufacturing cost and easy maintenance.The advantage of this design: the system response speed, high precision, stepper motor desirable δ = 0.01 ~ . And photoelectric sensors to solve the past brought about by displacement transducer and plastic wire wear sensors, increasing the service life of the sensor also solve the plastic wire due to friction, and displacement sensor fault strands of the technical problems, so that better quality out of the plastic wire.1绪论 (1)1.1课题及课题意义 (1)1.2国内外同类产品的研究方向 (2)1.3设计思路 (3)2、总体方案设计 (5)2.1无级变速机构的方案设计 (5)2.2检测系统的方案设计 (5)2.3伺服系统的设计 (5)3、分析与计算 (7)3.1无级变速机构的设计和计算 (7)3.1.1确定变速机构的变速范围R (7)n3.1.2分离锥轮尺寸的计算 (7)3.1.3皮带周长L的计算 (8)3.1.4加压弹簧的计算 (9)3.1.5宽三角皮带强度计算 (11)3.1.6R最大值的计算 (12)3.2进给传动机械系统的设计和计算 (13)3.2.1导轨的设计与选型 (13)3.2.2滚珠丝杠螺母的选型 (15)3.2.3滚珠丝杠螺母副临界压缩载荷的校验 (17)3.2.4滚珠丝杠螺母副临界转速n的校验 (17)c3.2.5驱动电机的选型与计算 (17)3.3控制系统的设计和计算 (19)3.3.1检测与信号处理电路的设计 (19)3.3.2闭环控制伺服系统的设计 (27)4、总结与展望 (29)5、致谢 (31)1.1课题及课题意义随着中国加入WTO,我国与世界的交流日益增多、产品的竞争越来越激烈,这不光是价格的竞争,更重要的是产品质量、科技含量以及售后服务的竞争。
机械设计自动化论文-Fu拉链机的设计

西京学院本科毕业设计(论文)题目: Fu拉链机的设计院、系:机电工程系学科专业:机械设计制造及其自动化学生:王涛学号: **********指导老师:***2010年3月Fu拉链机的设计中文摘要FU型链式输送机(简称“链运机”)是一种用于水平(或倾斜≤15°)输送粉状、粒状物料的机械新产品,在技术上处于国内领先水平。
产品设计合理,结构新颖,使用寿命长,运转可靠性高,节能高效,密封、安全且维修方便。
其使用性能明显优于螺旋输送机、埋刮板输送机及其它输送设备,是一种较为理想的新型输送设备。
开发以来、产品深受国内外用户欢迎,已广泛应用于建材、建筑、化工、粮食加工、火电、矿山、机械、治炼、交通、港口和运输等行业。
本课题要设计的主要内容是:1. Fu拉链机设计计算书。
2. 机头(含驱动装置)、中间节、机尾图纸各一套。
3. 不低于一万字的毕业论文一本。
关键词:Fu拉链机;输出物料;物料容重;头尾轮中心距;机头;中间节;机尾;驱动装置;链条速度;输送能力英文摘要Fu Zipper Machine DesignAbstractFU type chain conveyor (the "chain for transporting the plane") is one for the level (or tilt ≤ 15 °) conveying powder, granular materials, mechanical products, which is technically at the leading domestic level. Product design, reasonable structure, novel, long life operation and high reliability, energy efficiency, seal, secure, and easy maintenance. Its use is superior to screw conveyor, buried scraper conveyor, and other transportation equipment, is an ideal new type of transportation equipment. Since the development of products are well received by domestic and foreign customers welcome, has been widely used in building materials, construction, chemical industry, food processing, thermal power, mining, machinery, smelting, transport, ports and transport industries. The main topics to design are: 1. Fu zipper machine design calculations.2. Head (including drives), the middle section, the tail of a set ofdrawings3. Not less than ten thousand-word dissertation 1.Keywords: Fu zipper machine; output materials; material bulk density; head and tail wheel center distance; nose; the middle section; tail; Drive; chain speed; transmission capacity目录中文摘要 (I)英文摘要 (II)1 绪论 (1)1.1前言 (1)1.2 FU链式输送机特点 (1)1.3 工作原理 (1)2 FU链式输送机主要技术参数 (2)2.1技术参数 (2)2.2 输送链接 (3)2.3 输送不同磨琢性物料时所推荐的链 (3)3 FU链式输送机输送形式和设备选用 (4)3.1 设备选用 (4)3.2 倾斜输送时的折扣系数 (4)3.3 输出形式 (5)4 FU型链式输送机结构及驱动装置图 (6)5 输送机驱动装置及最大输送长度选择表 (7)6 FU型链式输送机平面图 (12)7 拉链机外形平面总图 (13)8 FU拉链机计算书 (14)8.1工艺提供参数 (14)8.2拉链机简图 (14)8.3设计过程:(计算过程) (14)8.3.1输送能力计算 (14)8.4采用逐点法计算张力和功率 (15)8.4.1决定牵引构件得最小张力点 (15)8.4.2 计算2点的张力 (15)8.4.3 计算点4的张力 (15)8.5计算圆周力 (16)8.6计算功率 (16)8.7电机选择 (16)8.8计算链轮 (16)8.8.1 计算链轮转速 (16)8.8.2计算速比 (17)8.9减速机选择 (17)8.10校核产量 (17)8.11计算扭矩 (17)8.12联轴节和液力偶合器的选择 (17)8.12.1联轴节 (17)8.13.2液力偶合器 (17)致谢 (18)文献参考 (19)1 绪论1.1前言FU链式输送机,是引进国外先进技术,并进行了独创性的改进设计后制造出来的一种用于水平(或倾斜≤15°)输送粉状、粒状物料的机械新产品,其使用性能明显优于螺旋输送机,埋刮板输送机和其它输送设备,广泛用于建材、建筑、化工、矿山、机械、冶炼、粮饲加工等行业,是一种理想的新型输送设备。
直进式拉丝机电气传动控制系统设计

1.2 直进式拉丝机介绍
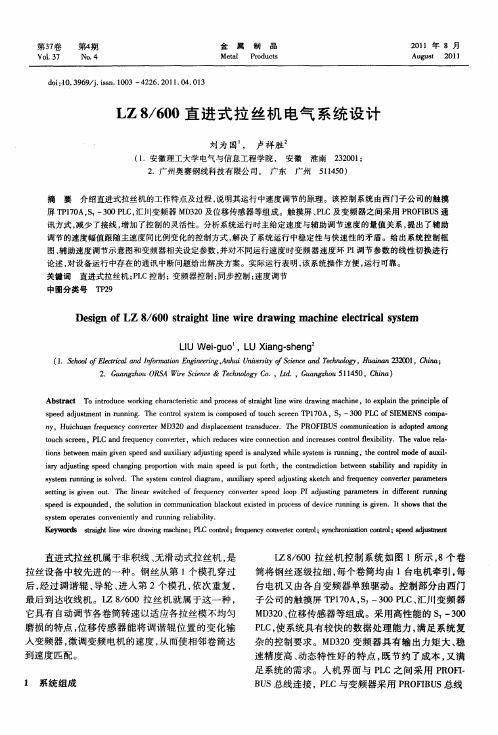
图 1-1: 直进式拉丝机实例图 Fig.1-1: photo of direct forward drawing machine
直进式拉丝机应用于金属制品行业中前道工艺里对粗口径的钢丝(直径大 于 3mm)进行直接多道次的拉拔处理成细口径的钢丝(直径小于 3mm)的拉
第2页
第1页
上海交通大学工程硕士学位论文
绪论
随着这些年金属制品行业突飞猛进的发展,各个金属制品细分行业对直进 式拉丝机有着巨大的需求,市场增长非常快。在引进国外的直进式拉丝机设备 后,国内的金属制品设备企业对其进行了艰苦的国产化过程,经过十多年的技 术发展,对直进式拉丝机的机械和电控已经完全消化,现在国产的直进式拉丝 机完全达到了进口的各项工艺数据,完全实现了进口替代,现在在这个行业中, 已经很少再进口国外的直进式拉丝机设备。同时,也出现了大量专注于直进式 拉丝机的企业如无锡常欣、杭州汉邦等,也出现了对金属制品行业前后道设备 都具备制作能力的企业如贵州贵阳南海机电、江苏泰兴金泰隆、江苏江阴南菁 等。
1.4 本论文的工作
直进式拉丝机是一种控制精度高、多机构高速精密协调工作的机电一体化 设备,控制算法原理比较复杂,调试精度要求较高,涉及到 PLC、现场总线通 讯、交流传动等现代工业自动化中先进的技术应用。在做论文的前几年,作者 到了许多金属制品设备应用现场对直进式拉丝机设备做了大量的学习,同时与 许多设备厂家的工程师做了详细的沟通交流,较为完整系统的掌握了该设备的 工艺原理和电气核心控制算法。
线材拉伸机毕业设计

线材拉伸机毕业设计线材拉伸机毕业设计在工程领域中,毕业设计是学生们展示自己所学知识和技能的重要环节。
而作为机械工程专业的学生,我选择了线材拉伸机作为我的毕业设计课题。
线材拉伸机是一种用于测试和评估金属线材强度和延展性的设备。
它在工业生产中具有广泛的应用,因此对其进行进一步的研究和改进具有重要意义。
1. 研究背景线材拉伸机是一种用于测试金属线材的拉伸性能的设备。
通过施加力量并测量其对应的应变,可以得到线材的强度和延展性等参数。
这些参数对于工程设计和材料选择非常重要。
然而,传统的线材拉伸机存在一些问题,如测试过程复杂、结果不准确等。
因此,对线材拉伸机进行改进和优化具有重要意义。
2. 设计目标在我的毕业设计中,我希望设计一种新型的线材拉伸机,以解决传统设备存在的问题,并提高测试的准确性和效率。
具体而言,我希望实现以下设计目标:- 简化测试过程,减少操作难度;- 提高测试结果的准确性和稳定性;- 增加测试的自动化程度,减少人工干预。
3. 设计方案为了实现上述设计目标,我将采取以下设计方案:- 引入先进的传感器技术,用于测量力量和应变;- 使用微控制器和电子设备,实现测试过程的自动化;- 设计合适的夹具和样品固定装置,以确保测试的稳定性和准确性;- 优化数据处理算法,提高测试结果的可靠性。
4. 设计过程在设计过程中,我首先进行了相关文献的调研,了解了目前线材拉伸机的发展状况和存在的问题。
然后,我进行了初步的设计草图和方案选择。
接下来,我开始进行具体的设计和制造。
我使用CAD软件进行了三维模型的设计,并进行了仿真分析。
然后,我使用数控机床进行了零部件的加工和制造。
最后,我进行了系统的组装和调试。
5. 实验结果与分析经过一系列的实验测试,我得到了线材拉伸机的性能参数和测试结果。
与传统设备相比,我的设计在测试准确性和稳定性方面有了显著的提高。
同时,测试过程也更加简化和自动化,减少了人工干预的需求。
这些结果表明,我的设计方案是成功的。
直进式拉丝机技术方案
直进式拉丝机技术方案直进式拉丝机技术方案一、项目背景拉丝工艺是一种常见的材料加工工艺,广泛应用于机械、家电、汽车制造、建筑装修等领域。
目前市场上主要使用的拉丝机有两种类型:直线式拉丝机和盘式拉丝机。
但这两种机型在生产中都存在一定的缺陷,比如拉丝速度较慢,生产效率低下,能耗大等问题。
因此,我们基于市场需求和技术创新,设计开发一种新型的拉扯式直进式拉丝机,旨在提高生产效率、降低生产成本,为广大制造企业提供更高效、稳定、可靠的拉丝加工设备。
二、设计原理该直进式拉丝机由传动系统、钢丝缆绳、电机、轮胎轮轴组成,原理如下:1. 钢丝缆绳通过两个滑轮,一边连接后置机构,另一边通过电机带动前置机构。
2. 电机通过主动轮,传动到被拉伸材料上,然后被拉伸材料就会跟随主动轮转动,缆绳就会把被拉伸材料往前拉。
3. 缆绳传动的同时,前置机构又将被拉伸材料向上送,以便使缆绳可以继续向前传动。
4. 待被拉伸材料到达所需长度后,缆绳紧绷并将材料拉出。
5. 再将拉出来的材料通过机械手操作进行自动裁剪和卷取,完成整个加工过程。
三、技术方案1. 主要零部件的选型(1)传动系统:选用国内顶尖的变频控制器,根据实际需求进行调整,可调速范围广、精度高、响应速度快。
(2)电机:选择功率较小但转速较高的三相异步电机,以达到高效耗能的目的。
(3)滑轮:采用优质低摩擦材料制成,确保传动效率和耐磨程度。
(4)轮胎轮轴:选用经过优化设计的高强度钢材,保证机器能够承受各种恶劣的工作环境。
(5)机械手:采用国内领先的自动卷取机器人,能够自动裁剪拉出的材料,并且快速、准确地进行卷取。
2. 具体实现方案(1)控制系统:采用PLC控制系统,实现全自动化生产。
通过变频控制,可调节拉丝速度,从而适应不同材质的加工需求。
同时,系统还具有故障报警和安全保护功能,确保设备稳定运行。
(2)传动系统:通过减速机传动,保证工作时的转速稳定,缩短加工时间。
(3)安全保护:设备上设置安全门和安全开关,一旦有异常情况发生就会立刻切断电源,保障操作人员安全。
蚕学专业毕业设计论文:蚕丝纺丝机械的自动化设计与研发
蚕学专业毕业设计论文:蚕丝纺丝机械的自动化设计与研发蚕丝纺丝是一项古老且重要的纺织工艺,它是将蚕茧中的蚕丝进行加工和纺织成丝线的过程。
随着工业技术的发展,传统的手工纺丝逐渐无法满足大规模生产的需求。
因此,自动化设计和研发蚕丝纺丝机械成为提高生产效率和质量的重要途径。
本篇论文旨在探讨蚕丝纺丝机械的自动化设计与研发,主要包括机械系统设计、控制系统设计以及性能优化三个方面。
首先,机械系统设计是蚕丝纺丝机械自动化的核心。
机械系统设计需要考虑到蚕丝纺丝的各个环节,从蚕茧的解丝、丝线的拉伸、丝线的捻合以及最终的丝线收绕。
设计师首先需要分析和了解传统的手工纺丝过程中的工艺和特点,然后根据机械化的需求,选择合适的机械元件和传动机构,提高纺丝的效率和质量。
例如,使用电机代替手工操作,通过精准的控制实现恒定的拉伸力和捻合力,以及自动调节捻度和纺纱速度等。
其次,控制系统设计是实现蚕丝纺丝机械自动化的关键。
自动控制系统是用来监测和控制纺丝过程的各个参数,如温度、湿度、张力、速度等。
控制系统需要根据生产需求,合理选择传感器和执行器,并建立相应的反馈控制系统。
此外,为了实现更高的自动化程度,可以使用现代化的控制技术,如模糊控制、PID控制、自适应控制等,进一步提高纺丝的精度和稳定性。
最后,性能优化是蚕丝纺丝机械自动化设计与研发的目标之一。
通过对机械系统和控制系统的优化,可以提高纺丝的生产效率、降低成本、增加产品品质。
例如,通过优化传动系统和减少装配误差,可以减少动力损耗和振动噪音,提高机械的工作效率和可靠性。
同时,通过改进控制系统的算法和参数调节,可以实现精确的控制和自适应调节,提高纺丝的稳定性和一致性。
总之,蚕丝纺丝机械的自动化设计与研发是提高蚕丝纺丝生产效率和质量的关键步骤。
通过机械系统设计、控制系统设计以及性能优化,可以实现蚕丝纺丝的自动化过程,并显著改善生产效率和产品质量。
未来随着科技的不断发展,蚕丝纺丝机械自动化设计与研发还将继续取得创新性的进展,为蚕丝纺丝工业的发展做出积极贡献。
LZ8560直进式拉丝机设计
第46卷 第5期金 属 制 品2020年10月 Vol 46 No 5MetalProductsOctober2020 doi:10.3969/j.issn.1003-4226.2020.05.012LZ8/560直进式拉丝机设计杨 程, 文 明, 蔡乾岭(贵州钢绳股份有限公司, 贵州 遵义 563000)摘要:随着成品钢丝产量的增加,现有半成品拉丝设备已不适应生产需要。
根据工艺要求:钢丝进线直径为5.5~6.5mm,出线直径为2.4~3.6mm,钢丝进线抗拉强度≤1350MPa。
设计LZ8/560直进式拉丝机1#~4#卷筒采用齿轮减速箱传动,5#~8#卷筒采用两级三角带传动,传动功率为45kW,成品钢丝采用象鼻子收线机收线,收线速度不大于600m/min。
卷筒冷却采用水冷和风冷2种方式,模盒润滑粉采用电机减速箱进行搅拌,模盒冷却采用循环水方式。
该拉丝机采用全封闭式防护系统,安全性好,噪声较低。
关键词:拉丝机;张力调谐;窄缝式;象鼻子收线;抗拉强度中图分类号:TG355.9 文献标识码:ADesignofLZ8/560straightwiredrawingmachineYangCheng,WenMing,CaiQianLing(GuizhouWireRopeIncorporatedCompany,Zunyi563000,China)Abstract:Withtheincreaseofoutputoffinishedsteelwire,existingsemi finishedwiredrawingmachinecannotmeetpro ductionrequirement.Accordingtoprocessrequirement,wirefeeddiameteris5.5~6.5mm,wireoutletdiameteris2.4~3.6mm,wirefeedtensilestrengthis≤1350MPa.DesignLZ8/560straightwiredrawingmachineNo.1~No.4capstainadoptsgearreducerdrive,No.5~No.8capstainadoptstwopoletrianglebeltdrive,drivingpoweris45kW,finishedsteelwireadoptselephanttrunktake up,take upspeedisnomorethan600m/min.Thecapstainiscooledbywaterandairtwomethods,dieboxlubricantisstirredbymotorspeedreducer,dieboxiscooledbycirculatingwater.Thewiredrawingma chineadoptsfull closedprotectionsystemwithgoodsafetyandlownoise.Keywords:wiredrawingmachine;tensiontuning;slittype;elephanttrunktake up;tensilestrength1 设计要求LZ8/560直进式拉丝机进线直径5.5~6.5mm,成品直径2.4~3.6mm,进线抗拉强度不大于1350MPa,最大收线速度为600m/min,拉丝机拉拔道次为8道次。
拉丝机传动装置设计毕业设计说明书
目录绪论 (1)1传动方案 (2)1.1参数选择 (2)1.2传动方案分析 (2)2电动机的选择 (4)2.1电动机类型选择 (4)2.2电动机功率 (4)2.2.1卷筒所需功率 (4)2.2.2电动机所需功率 (4)2.3确定电动机转速总传动比 (5)3 计算传动装置的运动参数和动力参数 (7)3.1各轴转速 (7)3.2各轴功率 (7)3.3各轴转矩 (7)4蜗轮、蜗杆的传动设计 (8)4.1选择材料、热处理方法 (8)4.2蜗轮蜗杆传动传动设计 (8)5蜗杆、蜗轮的基本尺寸设计 (9)5.1蜗杆基本尺寸设计 (9)5.1.1计算转矩 (9)6蜗轮轴的尺寸设计与校核 (10)6.1轴的直径与长度的确定 (10)6.1.1.轴的最小直径(外伸段的直径) (10)6.1.2计算转矩 (10)6.2轴的校核 (12)6.2.1轴的受力分析图 (12)6.2.2轴的校核计算 .................................... 错误!未定义书签。
7减速器箱体的结构设计 (12)8减速器其他零件的选择.................................... 错误!未定义书签。
9减速器附件.............................................. 错误!未定义书签。
10减速器的润滑. (12)设计总结 (13)参考文献 (14)绪论减速器在国内的状况国内的减速器多以齿轮传动、蜗杆传动为主,但普遍存在着功率与重量比小,或者传动比大而机械效率过低的问题。
另外,材料品质和工艺水平上还有许多弱点,特别是大型的减速器问题更突出,使用寿命不长。
在通用减速器的制造方面,国内目前生产厂家数目众多,如对各种类型的圆柱齿轮机圆锥——圆柱齿轮或者齿轮——蜗杆减速器系列产品,国内主要厂家有南京高精齿轮股份有限公司、宁波东力传动设备有限公司、江阴齿轮箱制造有限公司、江苏泰星减速器有限公司等。
毕业设计:钢绞线生产及工艺流程——拉丝机工作原理·模具设计

一、产品介绍1.1 预应力的概念:指为了改善结构或构件在各种使用条件下的工作性能和提高其强度而在使用前预先施加的永久性内应力。
1.2 预应力钢绞线是预应力混凝土结构配筋用钢绞线的简称。
它是把多根冷拉预应力钢丝成螺旋装绞合在一起,并经消除应力处理而得到的,大致可分为以下几类:1)按其结构分:1×2;1×3;1×7(1+6);1×19;1×37.2)按生产方法分:捻制+消除应力回火;捻制+稳定化处理;模拔成型。
3)按表面无镀层分:表面无镀锌的预应力钢绞线;镀锌预应力钢绞线;环氧涂层预应力钢绞线;锌、铝、稀土镀层预应力钢绞线。
4)按松弛级别分:普通松弛级(I级松弛)预应力钢绞线;低松弛级(II级松弛)预应力钢绞线。
1.3预应力混凝土构件的构造要求主要包括以下几个方面:1)截面形式和尺寸;2)预应力纵向钢筋及端部附加竖向钢筋的布置;3)非预应力纵向钢筋的布置;4)钢筋,钢丝,钢绞线净间距;5)预应力钢筋的预留孔道;6)锚具;7)端部混凝土的局部加强.二、通用规程:应符合YB\T146 预应力钢丝及钢绞线用热轧盘条的要求。
2.2.1 化学成分2.2.2、力学性能2.2.3、其他金相组织:盘条金相组织应主要为索氏组织,不应有马氏组织、网状渗碳体等对性能有害的组织存在。
表面质量:盘条应将头尾有缺陷的部分切除,表面光滑、不应有多头、折叠、耳子、结疤、分层及肉眼可见的裂纹、杂质等缺陷。
时效: 盘条直径在¢12mm一下,时效时间应大于20天,盘条直径在¢12mm以上,时效应大于30天,冬季生产盘条的时效相应延长10天。
冶炼方法:必须经过炉外精炼。
原料经常必须按照规格、产地码放。
2.3、辅料2.3.1 拉丝时用润滑剂(拉丝共九道工艺,前四道用粗润滑剂,后五道用细润滑剂)2.3.2 高速拉丝模具(如图3.1)(图3.1)1)硬质合金拉丝模坯(模心),硬质合金牌号为YG8.2)模套与模心的装配必须达到过盈配合。
拉丝机监控系统设计毕业设计

拉丝机监控系统设计毕业设计目录摘要................................................................................... 错误!未定义书签。
ABSTRACT .................................................................. 错误!未定义书签。
1绪论.. (5)1.1研究目的及意义 (5)1.2国内外发展情况 (2)1.3研究内容 (6)2方案选择及PID控制原理 (7)2.1基本工艺流程 (7)2.2方案一 (8)2.3方案二 (10)2.4恒定张力的PID控制原理 (11)3 拉丝机参数的运算 (12)3.1拉丝机算法的原理 (12)3.2各卷筒转速比的确定 (12)3.3拉拔力矩的计算 (14)4电控系统的硬件配置及连接 (17)4.1S7-200概述及结构、原理介绍 (17)4.2TD200概述及结构、原理介绍 (22)4.3MD320概述及结构原理介绍 (27)5电控系统的软件实现 (37)5.1电控系统主程序设计 (37)5.2子程序设计 (38)结论 (42)参考文献 (44)致谢 (44)附录 1 (46)附录 2 (60)1绪论1.1研究目的及意义随着国民经济的快速发展,国家建设对能源的需求日益加大,经济发展对能源的需求与我国目前的能源紧缺状况存在着巨大的矛盾,已成为制约我国现代化进程的主要因素。
人口、能源和环境的和谐发展,是我们全人类共同追求的目标,而在我们当今的能源领域,节能与环保则成为最热门的话题之一。
拉丝机作为拉丝行业的主要设备,其运行状况的优化也受到越来越多的重视,然而国内拉丝机自动控制系统普遍落后,虽然大部分拉丝机对关键运行工况参数进行了控制,但仅是满足工艺要求,没有考虑拉丝机的优化运行,与国外先进水平相比有不少的差距。
因此,对其运行工况进行优化,提高拉丝机的工作效率、降低电力能耗,对整个拉丝行业降低生产成本和节能降耗意义重大。
直进式拉丝机控制系统的设计与研究

直进式拉丝机控制系统的设计与研究发布时间:2023-04-27T01:55:35.797Z 来源:《新型城镇化》2023年7期作者:张召兵[导读] 在金属线材的生产中,拉丝机是最重要的一种机器,它又名拉线机、牵伸机。
简单描述:天津六0九电缆有限公司天津市 301700摘要:拉丝工艺是冶金生产中的重要环节之一,拉丝机是实现拉丝过程的主要设备。
传统的拉丝机控制方式通常采用直流调速与模拟量控制方式。
但是这种控制方式存在着抗干扰性差,动态性能不理想,多电机协调性不足等缺点,特别是当超调量过大的时候很难进行自我调节,从而导致丝线粗细不均,甚至断丝。
调谐辊式拉丝机是近代拉丝设备中较先进的一种,本文介绍了由人机界面、S7-400PLC、变频器构成的拉丝机控制系统的构成及设计,采用辅助给定限幅跟随实际需要限幅值同步变化的限幅方式,克服了系统运行的稳定性与自适应性相互矛盾的难题。
上位机与PLC及变频器之间采用PROFIBUS网通讯方式,减少了接线增加了灵活性。
实践证明,运用变频调速技术升级改造的拉丝机,操作更方便,自动化控制水平更高,可靠性更强。
关键词:调谐辊式拉丝机;S7-400PLC;变频器;PROFIBUS1拉丝机概述在金属线材的生产中,拉丝机是最重要的一种机器,它又名拉线机、牵伸机。
简单描述:将不同直径的原始金属盘条,如钢丝、不锈钢丝等通过拉丝模的层层逐步拉拔后,强制形变成直径较小的指定规格线材成品,然后将成品卷绕在特定工字轮上。
一般由送线部分、拉拔部分、接线部分构成^。
拉丝机由于特殊的工艺属性被广泛应用在金属网、工地建材、电缆电线等金属制品的生产加工过程中。
比如,单次拉丝机该种拉丝机主要用于拉制异型丝和粗丝,只经过一次拉拔过程,成本低廉,结构简单。
其设备结构主要分为立式、卧式两种。
目前立式单次拉丝机主要有以下几种类型:直立式单次拉丝机、直立式双层卷筒拉丝机、倒卷筒单次拉丝机、差动式双卷筒拉丝机等。
又如,滑轮式拉丝机滑轮式拉丝机,属于上文提到的非滑动式拉丝机,是目前国内使用最为广泛的一类拉丝设备。
毕业论文-大拉机的电气控制系统与故障维修.
1绪论拉丝机在金刚石聚晶拉丝模中的应用,目前采用的是高速拉线和润环润滑,并且期望在保证铜线表面光滑的前提下铜线表面的油膜最薄,为了满足上述条件和目的,除了润滑液的配方和循环润滑系统要考虑外,在选择模具材料、模具孔型和配模时,也要保证边界润环状态处于拉线润滑的主导地位,碳化钨模具价格便宜,并且有着很好的表面特征,被普遍用于铜线的拉伸,但磨损较快,铜线尺寸精度差,不适宜高速拉丝出口模。
采用人造金刚石微粉制造的聚晶模,铜线直径变化不大,铜线表面有着很好的表面质量,适宜做铜线出口模使用。
在模具孔型及模具抛光上摸索出一些经验,选用国产聚晶料,节省成本,特别适宜高速铜大拉机;在一些电缆厂、漆包线受到他们的一致好评。
在使用全套聚晶模的时候,应注意一下几个方面的内容: 1.根据当地的水质选用适宜的拉丝油,配液应选用软水或自来水,使用中应控制润滑液的浓度,并能定时补充和定期更换拉丝油。
乳化液控制的浓度范围是大拉机的:11%-15%,润滑油的温度控制在450℃内,不要与其他厂家产品混用,ph值控制在7-9范围内。
2.采用PLC程序控制。
保证收线张力均匀,提高铜线质量。
3.定期保养。
全套聚晶拉丝模在连续使用满600小时后,及时将模具卸下来进行抛光修理,清除压缩区的环沟,增加模具的使用寿命,如果连续使用而不适时进行模具抛光修理,这将大大减少模具的使用寿命,有的大规格模具甚至拉裂无法正常使用,另外对于第一道进线模,为了避免放线架进第一道聚晶模对模具产生撞击抖动而影响聚晶模内孔聚晶的撞击,一般在穿第一道进线模时在此模具前增加一块钨钢模,其目的是为了将铜材进入聚晶模是平稳的进入的。
1.1研究背景我国金属制品行业拉丝机使用现状我国的金属制品行业分别从属于冶金、轻工、石油、煤炭、化工、林业、渔业等部门。
改革开放以来,随着国民经济的高速发展,金属制品行业在设备、工艺技术水平、产品质量、产量和品种等方面,有了较大的进步目前,全国金属制品企业超过了600家,生产能力超过了300万吨/年;其中能生产中、高碳钢丝、钢绳的企业有l 50多家;金属制品的品种约有80种。
LH9-900拉丝机卷筒机构设计
优秀设计摘要LH9/900拉丝机共有9套卷筒机构,进丝方向第一套承受转矩最大,为了减少设计计算量,只取第一套卷筒机构进行设计计算。
每一卷筒机构均有一独立的电机作为儿立动力源。
本文对该卷筒机构的传动方案设计,动力电机的选择,卷筒机构中的蜗杆传动及几何参数的计算,主轴的几何参数计算,轴承承载能力和寿命的校核计算,以及冷却系统的选取和布置均作了详细的说明介绍。
关键词:LH9/900拉丝机,卷筒机构,拉丝强度,拉丝速度AbstractThe LH9/900 drawing machine altogether has 9 sets of a reelsorganizations, enters the silk direction first set of withstandingtorque to be biggest, in order to reduce the design calculationquantity, only takes the first set of a reel organization to carry onthe design calculation. Each a reel organization has an independentelectrical machinery to set up the power supply as the son.This article to this a reel organization transmission plan design,power electrical machinery choice, in a reel organization worm driveand geometry parameter computation, main axle geometry parametercomputation, bearing bearing capacity and life examinationcomputation,The main axle geometry parameter computation, the bearing bearingcapacity and the life examination computation, as well as the coolingsystem selection and the arrangement has made the detailed showingintroduction.Key word:LH9/900 drawing machine, a reel organization, wiredrawingintensity, wiredrawing speed前言LH9/900拉丝机是目前国内较先进的拉丝设备,钢丝经多次拉拔成型。
基于PLC的拉丝机控制系统设计
2.1 基本工艺流程 .................................................................................................. 5 2.2 卷筒速度控制 .................................................................................................. 6 2.3 直进式拉丝机各卷筒转速比的确定.................................................................. 9 2.4 力矩的计算 .................................................................................................... 11
3 关于设备型号选择 ............................................ 14
3.1 设备选型原则介绍.......................................................................................... 14 3.2 可编程逻辑控制器选择................................................................................... 15
Signature: Date
山东科技大学工程硕士学位论文
LZ8/600直进式拉丝机电气系统设计
i yajsn edc ag gpootnwt m n sedi p to h h ot d t nbtens b i n aii a dut gs e hni rpro i a pe u r ,t cnr i i e e t it adrp t i r i p n i h i s f t e a co w a ly d yn
ss m rnigi sl d T ess m cn o darm, u ia pe d s n ec n eunycne e aa ee yt nn o e . h t ot l i a axi ysedaj t gs t ad ̄ qe c ov ̄ r rm t s e u s v ye r g lr ui k h p r
sedajs n n i . h ot l yt o psdo uhsre P7 A, 7 30P Co SE E Scm a pe d t tnr nn T ecnr s m i cm oe foc enT 10 S — 0 L f I M N o p- u me i u g os e s t c
Dein o / 0 tag tl ewied a n a h n lcrc l y tm s f g LZ 8 6 0 sr ih n r r wi gm c i eee tia se i s
LU W e・ u U Xin -h n I i o ,L a g s e g g
第3 卷 7
V0. 7 13
第4 期
No 4 .
金
属 制 品
Prdu t o Biblioteka s2 1 年 8 月 01
Au u t g s 2 1 01
M ea t[
d i 0 3 6 / . s . 0 3— 2 6 2 1 .4 0 3 o : . 9 9 ji n 1 0 4 2 . 0 0 . 1 4 s 1
钢丝绳拉力试验机设计资料

毕业设计题目钢丝绳拉力试验机设计学院机械工程学院专业机械工程及自动化班级机自1002学生杨毓贤学号20100421466指导教师李国平二〇一四年五月廿六日摘要钢丝绳是近代工业及工程中应用非常广泛的挠性构件,其拥有高强度、弹性好、自重轻、承受载荷能力强且工作稳定可靠等优点。
现广泛用于建筑、冶金、矿产、旅游、交通等主要的部门和行业。
钢丝绳性能的好坏直接关系人民群众生命财产安全和切身利益,故人们一直在探索如何检测钢丝绳各种性能的试验方法。
防止因钢丝绳断裂而造成安全事故。
本文以检测钢丝绳的机械性能为出发点,提出了研制钢丝绳拉力试验机的设计方案。
钢丝绳拉力试验机的组成主要有机械部分、液压部分、数据采集部分以及数据处理部分等几方面。
本文首先介绍了钢丝绳拉力试验机的机械结构特点,对钢丝绳拉力试验机的功能进行系统的分析,然后设计试验机。
之后进行液压缸的设计,液压缸作为动力系统,能更好的提高系统实验的稳定和精确。
在钢丝绳拉力机械性能的检测过程中,系统采用了压力传感器,使采集信号响应快,分辨率高,线性度好。
在钢丝绳变形量的测量中采用光电编码器,结构简单,测量精确。
最后系统的核心部分采用单片机技术,通过单片机采集钢丝绳的载荷,变形及运动小车的移动位移,并且控制液压系统驱动运动小车在机架上运动。
同时单片机将采数据传送到计算机,计算机分析、处理,绘制曲线,并接受计算机指令,由单片机控制,驱动电机运动等。
本文的研究成果很大程度上促进了钢丝绳性能检测技术的发展,对钢丝绳机械性能检测以及相关设备的研制具有很大的研究价值。
关键词:钢丝绳;拉力试验机;数据采集;单片机ABSTRACTWire ropes are flexible members that are widely used in many industries and sectors now It has high strength, good elasticity, light weight, strong load bearing capacity and stable and reliable work, etc. And it is now widely used in construction, metallurgy, mining, tourism, traffic and so on. The stand or fall of wire rope performance has great effects on people benefits life and properties. So people have been exploring all kinds of wire rope detection performance test methods in order to avoid accidents caused by failure of wire ropes.Based on the detection of wire rope machinery for the starting point, proposed the design scheme in the development of the wire rope tension tester.Tensile test machine is made of machinery, data-acquisition,data-disposition, servo control and other system.This paper first introduces the mechanical structure characteristic of wire rope tension tester and the systematic analysis to the function of wire rope tension tester, then designs the tensile testing machine, then designs the hydraulic cylinder. Hydraulic cylinder is a dynamic system, which can better improve the system stability and precision of experiment. In the wire rope tension performance measurement, System uses a pressure sensor, which can make the acquisition signal fast response, high resolution, good linearity. Photoelectric encoder are used in wire rope deformation measurement, and it is simple structure, measurement precision. In the electrical control part.The system emphasis is single chip technology, Single chip microcomputer collect a load of steel wire rope, the car movement displacement deformation and movement, and control the hydraulic system to drive the sports car movement on the rack. The collected data transmitted to a computer by the single chip technology is deal with, and drawing curves. And it accepts computer instruction, single chip microcomputer control to drive the motor movement.The research achievements of this paper largely promoted the development of the wire rope detection technology. It has great research value on the performance of wire rope testing equipment development.Key words:Wire ropes; Tensile test machine;Ata-acquisition;Single chip.目录摘要 (1)ABSTRACT (2)1 绪论 (4)1.1课题的研究背景 (4)1.2 钢丝绳拉力试验机的发展状况 (4)1.3 课题的研究意义 (5)1.4课题研究内容 (5)2 钢丝绳绳拉力试验机械整体设计 (7)2.1 机械部分设计 (7)2.2 液压缸的设计 (8)3 力与位移测量系统 (10)3.1 载荷测量 (10)3.2 位移测量 (11)4 控制系统设计 (13)4.1 CPU电路设计 (13)4.1.1 8031芯片引脚及功能 (13)4.1.2 芯片的存储器结构及地址分配 (13)4.2 存储器扩展电路设计 (14)4.3 I/O接口电路设计 (15)4.4 D/A转换电路设计 (16)4.5 A/D转换电路设计 (17)4.6 外部电路及通讯接口电路设计 (18)5 结论 (21)参考文献 (22)致谢 (23)1 绪论1.1课题的研究背景钢丝绳广泛的应用是因为其强度高、弹性好、自重轻、承受载荷能力强、工作平稳可靠以及可在高速环境下工作且无噪音等优点。
拉丝机的毕业设计

1前言1.1选题背景和意义拉丝机在机械加工中有着广泛的应用,拉丝机按其用途可分为金属拉丝机准件和塑料拉丝机以及竹木拉丝机等。
我国拉丝机的发展可追溯到五六十年代,由于发展时间短暂,在机器性能,产品质量等方面较发达国家有很大的差距。
在七八十年代有不少企业引进的先进的拉丝设备,然而多数的拉丝机还是普通的滑轮式拉丝机为主,仍然达不到性能先进的要求。
二十世纪末,我国的拉丝机设备有了很大的发展,拉丝机的性能有了很大的提高。
大部分都能满足国的基本需求,但仍很难跟上市场的快速扩大和国民经济的发展。
与工业发达国家相比,在工艺技术、机器性能、产品质量方面仍有较大差距。
而且金属线材在机械制造行业中占有很重要的的地位,覆盖了生产生活的很多方面,目前我国的拉丝机行业虽然有一定的规模而且发展迅速,但和一些工业发达国家相比还有一定的差距,因此做此方面的设计,有助于加深对金属线材制造行业的认识和最新发展情况,了解拉丝机实在际生产生活中的作用,增加自己的实践知识正确认识国外的差距所在等方面有着许多重要的意义1. 2设计中的拉丝机概述此次毕业设计的对象具体属于水箱式拉丝机,水箱拉丝机采用液体降温、润滑,相比于干丝拉丝机总压缩率高,生产效率高,拉拔钢丝时冷却条件好,没有时效脆化现象,而且水箱拉丝机价格便宜,维修方便,费用少,在金属制品行业细丝拉拔工序应用广泛。
以在毕业实习中的所接触到的水箱拉丝机位设计原型(如图1所示),并参考JCJX-B24水箱拉丝机(如图2所示)的结构性能,来进行水箱拉丝机的设计。
设计的主要容为拉丝机的主体设计,包括拉丝机传动机构拉丝机构,进线机构和收线机构进行描述性的设计,而考虑到自身的专业,拉丝机的电器控制部分不再毕业设计的围。
图1实习工厂的拉丝机图2 JCJX-B24型水箱拉丝机2拉丝机方案的确定2.1水箱拉丝机的主要设计要求最大进线直径:2. Omm最小出线直径:0. 8min最大线速600m/min机械减面率12.27%主机功率7.5KW拉丝道次为142. 2拉丝机的功能和结构分析1.拉丝机的功能分析经整体分析拉丝机的主要功能可分为:送线功能、拉拔功能、收线功能。
拉丝机传动装置设计.
摘要国内机械行业可以为制造业提供几乎所有的装备,但毋庸讳言,国内的拉丝行业的水平和实力在国际市场上还不算是强者。
拉丝机行业在制造业中的地位,既取决于技术进步和结构调整,也取决于为制造业的发展战略与市场前景。
而拉丝机的发展,使得减速机的传动精度越来越来高。
减速器在拉丝机应用中有非常重要的位置,而拉丝机重要部件电机和滚桶也得到了发展。
这为拉丝机选择中提高了不少的难度,但随着减速机等的发展,拉丝机也得到了更好的发展。
拉伸也称模具拉伸、拉丝、拔丝、伸拉等,是指在常温下通过拉伸模具对金属材料进行压力加工的一种工艺方法,通过拉丝拉伸可以将圆铜杆加工成为所需要的各种规格的圆铜(铝、铜包铝、铜包钢、不锈钢等)单线。
拉丝机由拉丝部和卷取部构成,拉丝部由拉丝轮和模具固定架、模具组成,线材穿过模具后,在拉丝轮上绕卷,当拉丝轮和卷取轮运转时,卷取轮运转提供线材的牵引张力,在牵引张力作用下,线材通过拉丝轮卷绕使线材通过拉丝模具,使线材不断从粗到细,从而得到不同线规的线材。
关键词:拉丝机;减速机;电机AbstractDomestic machinery industry can provide almost all of the equipment for manufacturing, but needless to say, the level of domestic wire drawing industry and strength in the international market also is not the strong. Wire drawing machine in the position in manufacturing industry, depends on technological progress and structural adjustment, also depends on the development strategy and the market prospects for manufacturing.And the development of wire drawing machine, make high transmission precision of the speed reducer is more and more. Reducer in the applications of wire drawing machine has a very important position, important parts and wire drawing machine motor and roller, also obtained the development. For the increase in wire drawing machine to choose a lot of difficulty, but with the development of the reducer, such as, wire drawing machine also get better development.Stretching also calls the mould drawing, wire drawing, wire drawing, stretch, and so on, refers to the normal temperature through tensile mold, pressure of the metal material processing of a kind of process method, through wire drawing tension can be round copper rod processing as required for all kinds of round copper, aluminum, copper clad aluminum, copper clad steel, stainless steel, etc.) single line. Wire drawing machine is composed of wire drawing and winding, wire drawing department is composed of wire drawing wheel and mold fixed shelf, mold, wire through the mold after coiling on wire drawing wheel, when wire drawing wheel and winding wheel running, coiling wheel operation to provide the drawing of the wire tension, under the effect of traction tension, the wire, through the wire winding wire by wire drawing die, the wire from coarse to fine, so as to get a different gauge wire.Key words: wire drawing machine; Reducer; The motor第一章绪论金属制品是冶金工业中的重要一环,但在我国该行业却是一个薄弱环节,机械、电气设备陈旧,阻碍了行业的发展。
选题表-拉丝机的自动控制系统

青岛理工大学
本科生毕业设计(论文)选题、审题表
选题学生姓名:孙光德班级:07自升学号:200628344
注:题目类型: A工程设计 B 应用研究 C理论研究
题目来源: A科研、工程实际题目 B有科研、工程实际背景的题目 C自拟题目
填表说明
1、该表的填写只针对1名学生做毕业设计(论文)时选择使用,如同一课题由2名及2名
以上同学选择,应在申报课题的名称上加以区别(加副标题),并且在“设计(论文)要求”一栏中加以体现。
2、“题目类型”一栏:
A 工程设计
B 应用研究
C 理论研究
3、“题目来源”一栏:
A科研、工程实际题目
B有科研、工程实际背景的题目
C自拟题目
4、“设计(论文)要求(包括应具备的条件)”一栏:
“要求”主要指本课题技术方面的要求,而“条件”指从事该课题必须应具备的基本条件(如文献、仪器设备、材料、预做、工作地点及学生须具备的技能)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1前言1.1选题背景和意义拉丝机在机械加工中有着广泛的应用,拉丝机按其用途可分为金属拉丝机准件和塑料拉丝机以及竹木拉丝机等。
我国拉丝机的发展可追溯到五六十年代,由于发展时间短暂,在机器性能,产品质量等方面较发达国家有很大的差距。
在七八十年代有不少企业引进的先进的拉丝设备,然而多数的拉丝机还是普通的滑轮式拉丝机为主,仍然达不到性能先进的要求。
二十世纪末,我国的拉丝机设备有了很大的发展,拉丝机的性能有了很大的提高。
大部分都能满足国的基本需求,但仍很难跟上市场的快速扩大和国民经济的发展。
与工业发达国家相比,在工艺技术、机器性能、产品质量方面仍有较大差距。
而且金属线材在机械制造行业中占有很重要的的地位,覆盖了生产生活的很多方面,目前我国的拉丝机行业虽然有一定的规模而且发展迅速,但和一些工业发达国家相比还有一定的差距,因此做此方面的设计,有助于加深对金属线材制造行业的认识和最新发展情况,了解拉丝机实在际生产生活中的作用,增加自己的实践知识正确认识国外的差距所在等方面有着许多重要的意义1.2设计中的拉丝机概述此次毕业设计的对象具体属于水箱式拉丝机,水箱拉丝机采用液体降温、润滑,相比于干丝拉丝机总压缩率高,生产效率高,拉拔钢丝时冷却条件好,没有时效脆化现象,而且水箱拉丝机价格便宜,维修方便,费用少,在金属制品行业细丝拉拔工序应用广泛。
以在毕业实习中的所接触到的水箱拉丝机位设计原型(如图1所示),并参考JCJX—B24水箱拉丝机(如图2所示)的结构性能,来进行水箱拉丝机的设计。
设计的主要容为拉丝机的主体设计,包括拉丝机传动机构拉丝机构,进线机构和收线机构进行描述性的设计,而考虑到自身的专业,拉丝机的电器控制部分不再毕业设计的围。
图1 实习工厂的拉丝机图2 JCJX—B24型水箱拉丝机2 拉丝机方案的确定2.1水箱拉丝机的主要设计要求最大进线直径:2.0mm最小出线直径:0.8mm最大线速 600m/min机械减面率 12.27%主机功率 7.5KW拉丝道次为142.2拉丝机的功能和结构分析1.拉丝机的功能分析经整体分析拉丝机的主要功能可分为:送线功能、拉拔功能、收线功能。
其中送线功能里面还包括一个矫直功能用来矫直即将进入拉拔模的钢丝。
拉拔功能里面还包括对拉拔模的润滑、降温功能。
收线空能里又包括一个排线功能,使经拉拔后的钢丝均匀的缠绕在收线卷筒上。
功能分解图如图3所示:图3 拉丝机功能分解图2.拉丝机的结构分析及确定所设计的拉丝机为水箱式拉丝机,起拉拔作用的有拉拔模、拉丝塔伦,起传动作用的是电动机,电动机通过皮带传动,将动力传动到主传动轴,然后主传动轴通过齿轮传动,分别传递给主动拉丝塔轮,主动拉丝塔轮则再经过带传动传递给被动拉丝塔伦,在主被动拉丝塔轮的配合下,将钢丝拉过个拉拔模,完成整个拉丝过程。
所以该拉丝机的主要结构有:送线机构、模盒、拉丝机支架(箱体)、拉丝卷筒、主体减速箱、排线机构、收线机构等。
2.3 拉丝机拉拔部分的设计2.3.1拉丝机工作原理为了更好的理解拉丝机工作原理,有必要了解一些基本的概念.首先了解拉模,如图一所示,拉模的结构!形状尺寸.表面质量和材质,对制品的质量,产量,能耗以及成本等有很大的影响。
模孔分成下面几个入口区。
模孔最宽截面大的部分,通过入口区,坯料易于进入模孔,润滑剂易于送入工作区润滑区和工作区一被拉金属实现变形的部分,即实现塑性变形的主要部分,并获得所需形状和尺寸定径区一被拉金属得到精确的最终尺寸和形状的部分倒圆锥区,防止了线材,棒材,管材表面上形成划道和擦伤,出口区,防止被拉金属出模子时被损伤,擦伤,划伤的模孔部分。
在拉拔过程中,拉模受到较大的摩擦,特别在拉线时,由于拉拔速度很高,工具的磨损很快;因此,拉模的材料要求具有高硬度,高抗磨性和足够的强度,常用的模具材料有金刚石,硬质合金,钢,铸铁和刚玉瓷。
最后是拉拔力。
坯料尖端受到拉拔作用后,其部产生了应力,施加到坯料尖端上引导坯料进入模孔的力叫做拉拔力,与制品在模子出口处的横截面之比称为拉拔应力"拉拔应力不能超过钢丝的强度极限,否则就要断丝。
2.3.2拉拔路线的确定钢丝生产,从线材到成品,要经过数次的拉拔,每次拉拔都需要一只拉丝模,并按拉拔顺序排好。
这些模子的配置路线,就叫拉丝模路线(简称拉模路线)。
制订拉模路线,要根据总压缩率!部分压缩率和拉拔道次。
2.3.3总压缩率的确定总压缩率是指从毛坯到成品,总的压缩百分比,Q表示为钢丝拉拔前、后的截面面积缩小的绝对量压缩量与拉拔前钢丝的截面面积之比,见公式(2-1)。
由于截面压缩量总是小于拉拔前钢丝的截面积,因此压缩率总是小于1,故压缩率的数值常用百分比表示。
(2-1)上述公式可以简化为下述公式,即(2-2)式中 Q —总压缩率D —进线直径 d —出线直径2.3.2部分压缩率的确定部分压缩率及道次压缩率,是指在总压缩不变的情况下,拉拔的道次和压缩量的大小。
也就是上下相邻的两只模子直径压缩的百分比。
通常以q1,q2,q3…qn 来表示,计算公式与总压缩率相似。
(2-3)式中 qn —第n 道次的部分压缩率dn-1第n-1道次的直径222D d()-()22Q 100%D ()2πππ=⨯222D -dQ 100%D=⨯22n-1n n 2n-1d -d q 100%d =⨯dn第n道次的直径部分压缩率的大小对产量!断头率和钢丝的性能等,都有影响。
一般中、高碳钢丝的部分压缩率围为10~30%。
具体确定,要考虑以下一些因素:(1)线材的含碳量"这是最主要的因素,含碳量越高,变形越困难,因此其部分压缩率应偏小。
(2)制品的机械性能"部分压缩率的大小,对高强度钢遨则影响很大。
部分压缩率过大,会加速钢丝的硬化,而使其塑性下降,变形不均匀,尤其在扭转试验时容易产生裂纹"因此拉拔高强度钢丝时,一般均采用偏低的部分压缩率。
(3)拉拔速度。
为了使低碳钢丝高速拉拔时减少断头,应选择偏小的部分压缩率。
(4)金属的硬化。
钢丝经过拉拔逐渐硬化,塑性不断下降,因此其部分压缩率不能平均地配置。
应该开始时偏大,以后逐渐递减。
(5)拉拔道次。
第一道次拉拔,因线材有直径超公差和不圆正等因素,并为了形成较厚的润滑膜,故应选择偏小的压缩率,以保证顺利拉拔。
因此在具体分配部分压缩率时,一般第一模应该偏小,第二模最大,然后再逐步减小。
(6)其它因素。
线材夹杂多,扎制质量差,部分及总压缩率应偏小,以减少断头。
钢丝的润滑和冷却条件不良时,部分压缩率亦应偏小。
2.3.3拉拔路线的确定以压缩率为依据进行计算根据总压缩率!部分压缩率和拉拔道次三者的关系可得到下式:(1-q 平)2=1-Q (2.4)式中 q 平—平均部分压缩率Q —总压缩率 n —拉拔道次从公式(2-4)推导下面各式 求拉拔道次: n=)平q Q g --1lg()1(l(2.5) 求总压缩率:Q=1-(1-q 平)n (2.6)求平均压缩率:q 平=1-n Q -1 (2.7)根据上述部分压缩率的确定方法第一模小,第二模最大,以后逐模递减将已求出的平按道次酌情增减,并令增减值的代数和等于零,然后按下式验证左右两边是否相等,如有出入略为调整即可。
1-Q=(1-q 1)(1-q 2)(1-q 3)…… (2.8)根据设计任务的要求,水箱拉丝机进线直径为2mm ,出线直径为0.8mm ,拉丝道次为14,由式(2-2)计算总压缩率为:(2.9)根据式(2-7),求平均部分压缩率为:根据第一模小,第二模最大,以后逐模递减将已求出的平按道次酌情增减的原则,拉模路线入下表所示:q 12.27%===平222222D -d 2-0.8Q 100%100%84%D 2=⨯=⨯=根据式(2-8)验算拉模路线:右边等于:左边等于: 1-84%=0.16两边近似相等,拉模路线适合。
2.4拉拔力、转速及负载力矩的确定在进行滑轮式拉丝机设计之前,除了有必要确定拉模路线之外,还要计算出拉拔力、转速及其负载力矩。
精确地确定钢丝的拉拔力,对设计和改进滑轮式拉丝机提供必要的设计参数,为下面的设计工作提供依据。
2.4.1拉拔力的确定计算拉拔力的方法和公式较多,由于很多公式考虑的因素和条件不同,计算出来的数据差别较大,所以要确定拉拔力为了计算拉拔力,国外学者提出了很多公式,主要是因为影响拉拔力的因素很多而且复杂,又为了简化计算,只能把某些影响因素假设为不变,故而提出了很多公式来计算拉拔力。
计算拉拔力的理论公式都是从按塑性度形理论按变形区静力平衡条件或按断面变化的功能条件导出。
123n 1-Q (1-q )(1-q )(1-q )(1-q )…12314(1-q )(1-q )(1-q )(1-q )=(1-15%)(1-14.6%)(1-9%)=0.1602…(1-10%)…在通常的设计中,经常忽略一些影响因数,而采用较为简便的经验公式进行设计!计算,例如,拉拔力的计算可用克拉西里希柯夫公式计算,或用一个简易公式进行估算: F n =0.6d 21-n 21221---n nn d d d ×平b σ (2.10)Fn=0.6Sn平b σ(2.11)式中 Fn —第道次拉拔力(N )σb 平—线材的平均抗拉强度(N/mm2) 改进后表达式为: F n =d 21-n 21221---n nn d d d nb σK (2.12)对于圆形碳素钢丝σb 可由的屠林科夫公式计算:5.01)1()(nn b n nb d d --=σσ(2.13)查钢丝强度手册,2mm 钢丝强度为1470MPa 。
根据(2-12)和(2-13),其中K 取经验值0.7,计算出各直径钢丝强度和拉拔力表:2.4.2拉拔速度的确定根据拉拔过程中,通过各道次的金属秒流量必须相等的关系,有(2-14) 式中n-1S —第n-1道次被拉金属出模处截面积(mm2)n-1ν—第n-1道次被拉金属出模速度(m/s )nS —第n 道次被拉金属出模处截面积(mm2) nν—第n 道次被拉金属出模速度(m/s )由此可以计算出各道次的出模的基本速度 2.4.2负载力矩的确定传动装置的输出端必需能够克服负载力矩,否则将带动不了机器的n n n-1n-1S S νν⨯=⨯正常工作状态"所以有必要求出克服负载力矩的值来。
(2-15)式中nM —第n 道次克服负载力矩"nF —第n 道次拉拔力r —卷筒半径由此可以计算出各道次需要克服的负载力矩。
2.4.3确定拉拔功率。
计算公式为:(2-16)式中:P —传动电机的有效功率(千瓦)xP —空载功率,通常为拉丝机有效(计算)功率的10%,或用电表面,工仪表测出(千瓦)。
F —所需要的拉拔力(公斤)ν—拉拔速度米分η—拉丝机传动机构与电动机的功率,根据拉丝机结构不同而异,约在0.8-0.92之间。