绣花机资料
绣花机操作及注意事项

绣花机使用及注意事项前言为了让大家更进一步了解绣花的种类和对绣花的操作过程有个初步的了解及更合理的使用本实验室的机器及避免不必要的麻烦而造成机器的损坏,特整理以下资料,供大家参考。
(以下资料以山龙V6型电控、展艺绣花机为例)第一部分电脑绣花机简介电脑绣花机是随着计算机应用推广而发展起来的自动化、高效率的工业设备,是利用电脑进行全过程控制的现代化、智能化、高技术的刺绣设备。
它的主要优点:速度快,刺绣花型准确,生产效率高,产量大,质量稳定、一致性好,操作简单,使用方便,应用广泛,适合服装、鞋、帽、袜抽纱工艺品等行业使用。
绣花机又分为好几类机器,就现在的绣花行业里,最为常见使用的机器有“平绣机、金片机、特种机”等绣花机。
■平绣机:是只能刺绣普通绣花的平绣机,它不能进行“金片绣和特种绣”的操作。
■金片机:是以平绣机为基础,加以金片头的绣花机,它可以进行“平绣和金片绣”的操作。
■(3合1)特种机:是以平绣机为基础,加以特种机头和金片机头,它可以进行“平绣、金片绣、特种绣”操作。
第二部分绣花种类介绍及操作步骤随着服装绣花的普及,绣花的种类也越来越多,绣花机制造商为了绣花行业的需求,逐渐改善绣花机的功能,使其一些需要手工或其它机器来完成的绣花也能在绣花机上完成。
下面就最为常见的绣花种类介绍及相关的操作说明。
2.1平绣■简介平绣是绣花里最为基本也是最为常见的一种绣种,它是在织物上以绣线、针法为元素,按设计的花样,在织物上刺缀运针,以绣线构成纹样或文字。
■基本操作绣花数据软盘→开绣花机→读取软盘数据→选取绣花→设置针杆和设置相关参数→在绣框限位范围内设好起绣点→检查绣花的大小→上好绣线和底线→上好衬纸和织物→打开刺绣所需机头开关→拉杆刺绣→绣品■绣花机电控方面的操作读碟→选花→刺绣准备状态→进行花样设置(变换、反复、换色、针杆)→定起绣点→设其它参数(刺绣参数、断线参数、机器参数)→限位检查→拉杆刺绣以上的电控操作环节的具体操作方式请查阅《山龙刺绣机电控(SL-V6)操作说明书》2.2贴布绣■简介贴布绣也称补花绣,是一种将其他布料剪贴绣缝在服饰上的刺绣形式。
田岛绣花机说明书_0

田岛绣花机说明书篇一:2004年的田岛数字机使用说明田岛数字机使用说明0设定偏移原点3设定回原点1设定回停绣点剪线:按↓↑←→到D组6坐标,1设定剪底面线,3设定剪底线。
空走:按↓↑←→到D组10坐标,选择键切换→设定,‘口’表示空走状态,‘—’表示正常刺绣。
1设定:空走进针到下一个颜色;2设定→右显示器显示输入进针针数→设定键完成。
后退一个色:10坐标状态‘—’下→1设定。
即后退一个色。
读带:按↓↑←→到A组1坐标,按5→设定,开始读USB 花带。
用↓↑或+-键选择所需要的花带名,设定键读带,机器会默认一条内存编号,按设定即可,机器会提示是否更改花带名,不修改按设定键继续读花。
按↓↑←→到A组1坐标。
继续读带,或按恢复键退出。
换码:按↓↑←→到A组1坐标,4(内存花样)--设定,选几号花(同时右显示器会显示花带名和花样基本数据)--设定;方向P—设定;XY100%--设定;1设定。
如果要回刺绣起始状态重复上面一直按-设定键-即可。
换色:按↓↑←→到B组1坐标,口为自动换色,—为手动换色,选择键切换,设定键设定。
3坐(参数)显示1:第一次色序。
设定-设定-选择针杆-设定-+键切换到下一个颜色。
选完后-设定键设定-光标到10坐8设定为自动启动。
选择-设定为手动拉杆启动。
设贴布绣:按↓↑←→到E 组1坐标2设定,输入内存花样编号:8(2345坐P- -8)按1设定,输入转色号的针数(这一点田岛电控麻烦)按设定键-进入修改针位代码,设定-设定-将SP选择成OF设定后退出。
针位代码:JP 跳跃;SP停止码AT剪线OF出框到另外起点。
设置反复刺绣:→到E组1坐标1设定~设定- -X优先-设定-x或y反复次数- -设定- -输入反复距离(选择键切换+-数据)-设定完成。
2坐反复选择:0设定:水平反复;1是左右正反反复;2是上下正反反复;3是180度反复。
删除内存花样:按↓↑←→到A组2坐标,花样名闪动→按花样删除键→选择键→设定。
绣花机开位操作(大豪工控)资料
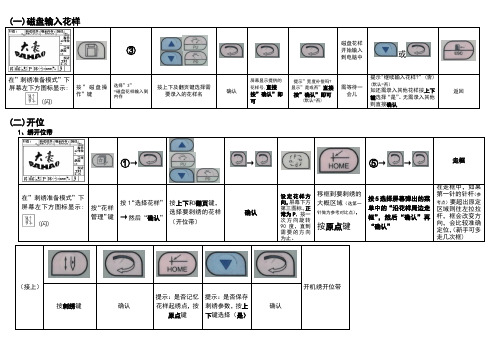
(一)磁盘输入花样③磁盘花样开始输入到电脑中或在”刺绣准备模式”下屏幕左下方图标显示:(闪) 按”磁盘操作”键选择”3”=磁盘花样输入到内存按上下及翻页键选择需要录入的花样名确认屏幕显示提供的花样号,直接按”确认”即可提示”宽度补偿吗?显示”是或否”直接按”确认”即可(默认=否)需等待一会儿提示"继续输入花样?” (否)(默认=否)如还需录入其他花样按上下键选择“是”。
无需录入其他则直接确认返回(二)开位1、绣开位带①→→⑤→→走框在”刺绣准备模式”下屏幕左下方图标显示: (闪)按“花样管理”键按1“选择花样”→然后“确认”按上下和翻页键,选择要刺绣的花样(开位带)确认设定花样方向,屏幕下方第三图标,正常为P,按一次方向旋转90度,直到需要的方向为止。
移框到要刺绣的大概区域(选第一针做为参考对比点),按原点键按5选择屏幕弹出的菜单中的“沿花样周边走框”,然后“确认”再“确认”在走框中,如果第一针的针杆(参考点)要超出原定区域则往左拉拉杆,框会改变方向,会比较准确定位,(新手可多走几次框)(接上)开机绣开位带按刺绣键确认提示:是否记忆花样起绣点,按原点键提示:是否保存刺绣参数,按上下键选择(是)确认2、设置刺绣花样(在绣完开位带后不要移动框,如有移动,请重新选择开位带,恢复原点)→①→→→按刺绣键,确认,解除刺绣(刺绣准备模式)按“花样管理”键按1“选择花样”→然后“确认”按上下和翻页键,选择要刺绣的花样(正式刺绣的花样带)确认按刺绣键,确认,确认刺绣提示:是否记忆花样起绣点,按原点键提示:是否保存刺绣参数,按上下键选择(是)确认(接上)④开机绣花(另外起点同时也是贴补绣时出框的基准) 按“辅助管理”键按数字键”4”=另外起点确认按方向键(上下左右键),把绣框移到另处起点的位置移到合适的位置后,确认(三)换色1、自动、手动换色2、换色顺序图标说明:自动换色,自动起动自动换色,手动起动手动换色,手动起动反复按”自动换色”键,直至屏幕左下方第二个图标出现图标自动换色,自动起动设置完毕.提示:1. 输入并反复2. 修改3. 转换换色针位选择“1”,并按”确认键”(举例)①→②→③→按”换色”键. 按1,确定输入换色顺序“1-2-3-确认”(举例)则等于“1-2-3-1-2-3-1-2-3...”(四)贴布绣→⑤按上下、翻页键选择需要增加贴布绣的花样会在每一个换色都提示是否出框,在需要出框的换色码选择是,不出框则选择否,确认确认后,提示:出框Y长度(+10),这个数值一般不用改,会以另外起点为出框基点。
电脑绣花机

电脑绣花机搜盈服装设备有限公司(苏州分部)电脑绣花机是当代最先进的绣花机械,它能使传统的手工绣花得到高速度、高效率的实现,并且还能实现手工绣花无法达到的"多层次、多功能、统一性和完美性"的要求。
它是一种体现多种高新科技的机电产品。
目前世界上著名的电脑绣花机品牌有日本田岛(TAJIMA)公司TMEF-H620型、日本百灵达(BARUDAN)公司BEMRH-YS-20型、日本兄弟(brother)公司BAS-423型、德国蔡斯克(ZSK)公司174-12型、德国百福(PFAFF)公司的KSM221、12/260型等。
电脑绣花机产品规模我国国产的电脑绣花机主要是高中档的机型,与上述的国际品牌相比,还存在一定的差距,主要是工艺技术和用材上,国产机还不能与这些高端的品牌相比,表现为使用寿命、断线率、绣制精度等差别。
但由于国产电脑绣花机的价格相对较低,所以近几年的发展速度很快,占据了大部分的市场份额,主要出口到印度、巴基斯坦、巴西、埃及等发展中国家,其中印度为主要的出口方向,占总出口数量的80%以上。
目前,全球大概60%的电脑绣花机产自中国,而中国的60%的电脑绣花机来自浙江诸暨浣东街道这个省级电脑绣花机高新技术产业区。
浣东的电脑绣花机已经形成了一个产品集群,从零配件生产、机架制作到整机组装等已完成产业化的生产流程,现有产、电脑绣花机及零配件生产企业大100多家,其中销售在1000万元/年以上的有30多家,龙头企业如浙江乐佳机电有限公司、浙江越隆缝制设备有限公司、盛名机电有限公司等年出口均在2000万美元以上。
国内电脑绣花机的电控系统主要采用大豪电脑,占目前市场份额的80%以上。
电脑绣花机的品种分类电脑绣花机品种繁多,规格各异。
按绣制功能分一般按绣制功能可分为:普通平绣机、金片绣(分单金、双金、叠金、四金)、毛巾绣、缠绕绣(绳绣)、激光绣、植绒绣、帽绣成衣绣、高速机等,同时有多种功能混合的高档机型,如三合一(平绣+金片绣+缠绕绣)、四合一(平绣+金片绣+简易缠绕绣+毛巾绣)等。
田岛绣花机说明书_0
田岛绣花机说明书篇一:2004年的田岛数字机使用说明田岛数字机使用说明0设定偏移原点3设定回原点1设定回停绣点剪线:按↓↑←→到D组6坐标,1设定剪底面线,3设定剪底线。
空走:按↓↑←→到D组10坐标,选择键切换→设定,‘口’表示空走状态,‘—’表示正常刺绣。
1设定:空走进针到下一个颜色;2设定→右显示器显示输入进针针数→设定键完成。
后退一个色:10坐标状态‘—’下→1设定。
即后退一个色。
读带:按↓↑←→到A组1坐标,按5→设定,开始读USB 花带。
用↓↑或+-键选择所需要的花带名,设定键读带,机器会默认一条内存编号,按设定即可,机器会提示是否更改花带名,不修改按设定键继续读花。
按↓↑←→到A组1坐标。
继续读带,或按恢复键退出。
换码:按↓↑←→到A组1坐标,4(内存花样)--设定,选几号花(同时右显示器会显示花带名和花样基本数据)--设定;方向P—设定;XY100%--设定;1设定。
如果要回刺绣起始状态重复上面一直按-设定键-即可。
换色:按↓↑←→到B组1坐标,口为自动换色,—为手动换色,选择键切换,设定键设定。
3坐(参数)显示1:第一次色序。
设定-设定-选择针杆-设定-+键切换到下一个颜色。
选完后-设定键设定-光标到10坐8设定为自动启动。
选择-设定为手动拉杆启动。
设贴布绣:按↓↑←→到E 组1坐标2设定,输入内存花样编号:8(2345坐P- -8)按1设定,输入转色号的针数(这一点田岛电控麻烦)按设定键-进入修改针位代码,设定-设定-将SP选择成OF设定后退出。
针位代码:JP 跳跃;SP停止码AT剪线OF出框到另外起点。
设置反复刺绣:→到E组1坐标1设定~设定- -X优先-设定-x或y反复次数- -设定- -输入反复距离(选择键切换+-数据)-设定完成。
2坐反复选择:0设定:水平反复;1是左右正反反复;2是上下正反反复;3是180度反复。
删除内存花样:按↓↑←→到A组2坐标,花样名闪动→按花样删除键→选择键→设定。
绣花机维修资料
1、主轴电机异常2、无锁头脉冲3、走位4、换色超时5、剪刀不回位6、驱动电源故障7、处理器异常8、针位错误9、停车不到位 10、个别机头落杆 11、全部头落杆 12、部分钩刀不出刀 13、钩刀全不出刀 13、钩刀全不出刀 14、断线全部不检测 15、个别头报底线误检 16、个别头断线不检测 17、操作箱显示白屏 18、剪线后掉线或剪不断线 19、亮片电机全不升降 20、个别头不升降 21、个别头不出片或出两片 22、个别头绣做时掉片 23、断线原因及相应处理方法 24、断针原因及相应处理方法 25、跳针原因及相应处理方法 26、线迹松动原因及相应处理方法*1、主轴电机异常检查主板拨码开关是否与电机符合(即分为:滑差、伺服、变频)检查操作箱参数是否与主轴电机参数一致;伺服驱动器参数控制模式分子分母是否正确;检查针杆箱是否有机械卡死点。
检查外部输入电压是否正常,有无缺相,接线端是否松动;W、U、V是否接反;检查编码器:测量A相、B相、Z相对地测量信号是否正常;C4板故障主板故障*2、无锁头脉冲测量C8板上有无24V电源,没有检查F1(20V/10A或15A保险),如损坏更换;更换后继续损坏则检查C8板是否有短路现象;如果没有损坏则检查整流桥及其AC20V;检查从C4到C1板的扁平线插头是否松动;C4板故障;主板故障。
*3、走位检查驱动器110V—220V电压是否正常;检查步进电机线是否松动;推动绣框看X、Y向是否有机械卡死点;检查绣框是否有磨损,附属绣框轮是否有松动;检查步进电机锁紧母顶丝是否松动。
*4、换色超时检查电源线220V与正反转信号线是否反接;C4B板故障导致换色过冲、不到位或向一个方向运转直到卡死;电机开路或对地短路;针杆箱有机械卡死点;换色凸轮槽未安装在规定槽沟里,装配不当引起。
*5、剪刀不回位进系统测试剪刀能否开刀合刀;检查剪刀有无卡滞,电机扭距是否正常;检查有无信号输入输出。
*6、驱动电源故障查看驱动器里3A保险管是否击穿,电源输入稳压管是否短路;测量输入电压220V是否正常,正常值的10%左右,检查输入电压是否缺相、松动。
电脑绣花机分类及功能特点详解
电脑绣花机分类及功能特点详解瑞珂玛电脑绣花机是一种采用先进网络技术的机电产品。
电脑绣花机能使传统的手工绣花得到高速度、高效率的实现,并且还能实现手工绣花无法达到的"多层次、多功能、统一性和完美性"的要求。
现今,市场上的电脑绣花机品种繁多,规格各异。
电脑绣花机分类可以按机头、针数、绣制功能等进行分类。
一、其中多数是以机头、针数来分:1.以机头的多少来分,可分为单头与多头机;2.以每一头所含机针的多少来分,可分为单针与多针;由于每一机型都有机头多少、机针多少问题,将这些进行组合排列、细化分类,绣花机型式将是一个很大的数字,因而它能满足不同层次、上同规模、不同要求的客户需要。
二、按绣制功能分类:一般按绣制功能可分为:普通平绣机、金片绣、毛巾绣、激光绣、帽绣成衣绣等,同时有多种功能混合的高档机型,如瑞珂玛销售的八合一电脑绣花机就是一款性价比较高的刺绣机型,将普通平绣、绳绣、金片绣、毛巾绣等多种刺绣融为一体,实现环绣、多色平绣、金片绣、绳绣等完美组合,绣品典雅、时尚、立体感强,广泛用于服装、窗帘、床上用品、工艺品等的刺绣工艺,应用前景十分广阔。
Ricoma牌电脑绣花机功能特点:1、高清真彩液晶显示屏:采用高分辨率彩色大屏幕液晶显示,刺绣过程中可动态数码跟踪显示花样,操作简单方便。
2、花样格式及贮存容量:可读写瑞珂玛、二进制、三进制多种磁盘格式文件,储存文件高达2000万针。
3、花样的编辑与组合功能:对内存中的花样可以进行编辑修改,也可以把数个不同的花样、不同的方向、倍数、距离组合成一个新花样,使用灵活方便。
4、最大转数:单头1200转/分钟两头1000转/分钟。
5、针迹补偿功能:对指定花样自动进行平包针搜寻,并按要求对其展宽,生成新的花样。
6、补锈功能:在刺绣中,由于断线等原因,个别机头会发生漏绣,这时可以回退到漏绣点,在绣普通花样时会退针数不受限制,在绣组合花样时,可退到当前普通花样的起点。
2010多功能家用电脑绣花机使用说明书(中文)
多功能家用电脑绣花机使用说明书感谢你选择我们的电脑绣花机你的机器是一部先进的家用电脑绣花机。
为充分享用机器的全部功能,建议你学习本书。
机器功能:1)简单的梭芯绕线梭芯可以快速、轻松地绕线。
2)自动穿线可以自动穿线。
3)绣花及编辑花样你可以绣内置的绣花花样、字母、以及U盘中的花样,并对花样进行编辑保存。
4)系统设置和升级你可以选择系统语言、系统升级和测试。
安全操作1.使用后、清洁时或进行本说明书中提到的用户维护调整操作时,或者机器无人看管时,请务必从电源插座中拔出机器的电源线插头。
(为了加降低触电的危险)2.当电源线或插头破损时、机器不能正常工作、发生过跌落或损坏或溅上水时,切勿继续使用。
请将机器送到最近的授权经销商或维修服务中心,请专业人员对其进行检修,或进行电气或机械调整。
3.请务必保持工作区域的整洁:●操作机器时切勿堵塞任何通风口。
要确保机器的通风口中不要堆积任何飞绒、灰尘或碎布。
●请勿使用拖线板接插电源。
请务必将电源线插头插入直接插入电源插座。
●切勿让任何物体掉进开口或将物体插入开口。
●请勿在使用喷雾剂或存放氧气的场所使用本机。
4.绣花时要特别小心:●请务必注意针。
请勿使用弯曲或损坏的针。
●请勿用手指触碰任何运动部件。
在绣花针附近要特别小心。
●请勿使用损坏的或不正确的针板,否则会导致断针。
●绣花时请勿推拉布料。
5.请勿将本机作为玩具使用:●当儿童使用本机或使用机器时附近有儿童时,请务必悉心看护。
●请勿在室外使用。
6.刺绣过程中,不要靠近飞轮、跳线部分、针及其它转动部件。
7.在下列情况中,应关闭电源并从插座拔下插头。
(1)加工完成(2)换针或其它零件(3)使用中电压不稳(4)维修机器(5)机器无人管理时8.直接把机器电源线插到插座,不要中间加其它连接线。
延长使用寿命1.放置机器应避免日光直晒或高湿度的地方,不要放在加热器、熨斗或其它热源附近。
2.只能用中性肥皂或洗涤剂,绝不能用苯、香蕉水或去污粉擦壳,否则会造成损害。
绣花机操作及注意事项
绣花机使用及注意事项前言为了让大家更进一步了解绣花的种类和对绣花的操作过程有个初步的了解及更合理的使用本实验室的机器及避免不必要的麻烦而造成机器的损坏,特整理以下资料,供大家参考。
(以下资料以山龙V6型电控、展艺绣花机为例)第一部分电脑绣花机简介电脑绣花机是随着计算机应用推广而发展起来的自动化、高效率的工业设备,是利用电脑进行全过程控制的现代化、智能化、高技术的刺绣设备。
它的主要优点:速度快,刺绣花型准确,生产效率高,产量大,质量稳定、一致性好,操作简单,使用方便,应用广泛,适合服装、鞋、帽、袜抽纱工艺品等行业使用。
绣花机又分为好几类机器,就现在的绣花行业里,最为常见使用的机器有“平绣机、金片机、特种机”等绣花机。
■平绣机:是只能刺绣普通绣花的平绣机,它不能进行“金片绣和特种绣”的操作。
■金片机:是以平绣机为基础,加以金片头的绣花机,它可以进行“平绣和金片绣”的操作。
■(3合1)特种机:是以平绣机为基础,加以特种机头和金片机头,它可以进行“平绣、金片绣、特种绣”操作。
第二部分绣花种类介绍及操作步骤随着服装绣花的普及,绣花的种类也越来越多,绣花机制造商为了绣花行业的需求,逐渐改善绣花机的功能,使其一些需要手工或其它机器来完成的绣花也能在绣花机上完成。
下面就最为常见的绣花种类介绍及相关的操作说明。
2.1平绣■简介平绣是绣花里最为基本也是最为常见的一种绣种,它是在织物上以绣线、针法为元素,按设计的花样,在织物上刺缀运针,以绣线构成纹样或文字。
■基本操作绣花数据软盘→开绣花机→读取软盘数据→选取绣花→设置针杆和设置相关参数→在绣框限位范围内设好起绣点→检查绣花的大小→上好绣线和底线→上好衬纸和织物→打开刺绣所需机头开关→拉杆刺绣→绣品■绣花机电控方面的操作读碟→选花→刺绣准备状态→进行花样设置(变换、反复、换色、针杆)→定起绣点→设其它参数(刺绣参数、断线参数、机器参数)→限位检查→拉杆刺绣以上的电控操作环节的具体操作方式请查阅《山龙刺绣机电控(SL-V6)操作说明书》2.2贴布绣■简介贴布绣也称补花绣,是一种将其他布料剪贴绣缝在服饰上的刺绣形式。
电脑绣花机构成和工作原理介绍
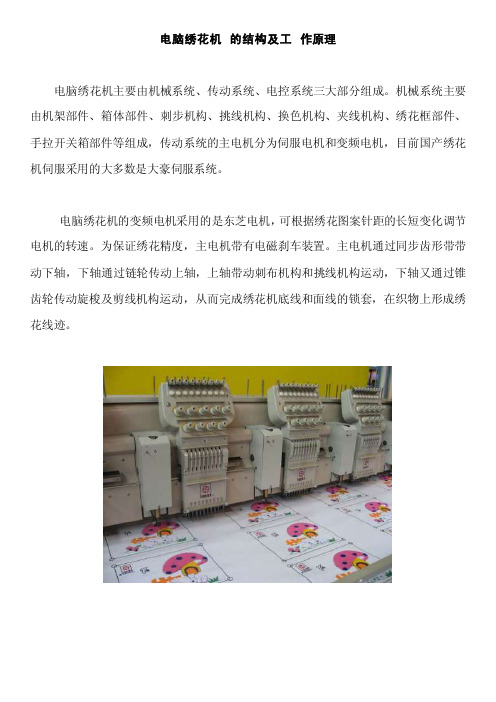
电脑绣花机的结构及工作原理电脑绣花机主要由机械系统、传动系统、电控系统三大部分组成。
机械系统主要由机架部件、箱体部件、刺步机构、挑线机构、换色机构、夹线机构、绣花框部件、手拉开关箱部件等组成,传动系统的主电机分为伺服电机和变频电机,目前国产绣花机伺服采用的大多数是大豪伺服系统。
电脑绣花机的变频电机采用的是东芝电机,可根据绣花图案针距的长短变化调节电机的转速。
为保证绣花精度,主电机带有电磁刹车装置。
主电机通过同步齿形带带动下轴,下轴通过链轮传动上轴,上轴带动刺布机构和挑线机构运动,下轴又通过锥齿轮传动旋梭及剪线机构运动,从而完成绣花机底线和面线的锁套,在织物上形成绣花线迹。
绣花机的具体工作原理先用刺绣CA D制版,生成样版后,将载有刺绣程序及花样的盘片先后分别放入电脑磁盘驱动器中,在程序控制下,电脑将花样坐标值换成与绷框X、Y方向位移量量相当之电信号,送到X、Y、Z单片机系统进行电机升降速处理后,输出三相六拍号,线电机的功放箱进行功率放大,红色支X、Y步进电机,带动绷框完成X、Y间的进给运动;同时驱动Z步进电机,带动机针作上下运动,从而使刺绣连续地进行下去。
Z步进电机通过同步齿形带等驱动机头传动机构旋转,机头的特定机构使引线机构和机针带头着面线作出、下运动,穿刺面料;钩线机构中的旋梭旋转,使面线绕过藏有底线梭壳;挑线机构运动,输送面线,收紧线迹,准备下一个线迹的面线线段。
X、Y步进电机通过同步齿形带等机构带动绸框和面料作平面运动。
将面料上每个待绣线迹点送往机针刺绣,机针上下运动的速度与绷框移动的方向、移动量以及移动速度的协调配合运动,使面线和底线绞合,在面料上作出双线锁式线迹。
当刺绣连续地进行下去,完成花样的电脑刺绣。
电脑特种绣花机分类方法及功能特点
电脑特种绣花机分类方法及功能特点电脑特种绣花机是一种体现多种高新科技的机电产品。
电脑特种绣花机能使传统的手工绣花得到高速度、高效率的实现,并且还能实现手工绣花无法达到的"多层次、多功能、统一性和完美性"的要求。
电脑特种绣花机品种繁多,规格各异。
电脑绣花机分类可以按机头、针数、绣制功能等进行分类。
一、按机头、针数来、针迹来分:1.以机头的多少来分,可分为单头与多头机(2-24头);2.以每一头所含机针的多少来分,可分为单针与多针(3-12针);3.以送料绷架形式可分为板式与筒式;4.以绣花所用线迹形式分为锁式线迹(301线迹)与链式线迹(101线迹).。
由于每一机型都有机头多少、机针多少、绷架形式以及线迹形式问题,将这些进行组合排列、细化分类,绣花机型式将是一个很大的数字,因而它能满足不同层次、上同规模、不同要求的客户需要。
二、按绣制功能分类一般按绣制功能可分为:普通平绣机、金片绣(分单金、双金、叠金、四金)、毛巾绣、缠绕绣(绳绣)、激光绣、植绒绣、帽绣成衣绣、高速机等,同时有多种功能混合的高档机型,如三合一(平绣+金片绣+缠绕绣)、四合一(平绣+金片绣+简易缠绕绣+毛巾绣)等。
如杭州搜盈服装设备有限公司经销的四合一混合刺绣电脑特种绣花机为一款性价比较高的特种刺绣机型,将普通平绣、绳绣、金片绣、毛巾绣等特种刺绣融为一体,实现6色环绣、多色平绣、金片绣、绳绣等完美组合,绣品典雅、时尚、立体感强,广泛用于服装、窗帘、床上用品、工艺品等的刺绣工艺,应用前景十分广阔。
电脑特种绣花机平绣系列功能特点:1、液晶显示:采用高分辨率彩色大屏幕液晶显示,刺绣过程中可动态数码跟踪显示花样,可根据需要进行中英文切换,操作简单方便。
2、花样格式及贮存容量:可读写田岛、百灵达、ZSK 、二进制、三进制多种磁盘格式文件,储存容量高达100 万针,99 个花样。
3、花样的旋转及缩放功能:花样可在0-360 度花围内任意旋转,也可以左右反转。
最新绣花机日常维护和维修资料
绣花机日常维护和维修电脑绣花机是高效率的机械设备,需连续进行工作。
因此对其日常保养、维护是保证刺绣机正常运行和延长使用寿命的重要因素。
故本厂根据多年的维护经验,为用户提供一些日常维护、保养、机械、电控方面常见故障维修的小常识,供用户参考使用,并诚请用户提出宝贵的意见。
日常维护点滴对机器及时的清洁决不仅仅是为了机器的美观,更重要的是为了保证机器良好的工作状态,以达到精美的刺绣效果。
日常保养点滴定时保养、规律保养是您的机器得以保持良好工作状态,以达到延长机器使用寿命的关键。
常见故障排除方法我们与您分享的这些经验可能无法排除您正遇到的问题,但多了解一些排除问题的方法,相信可以减少您在使用机器过程中的许多烦恼。
日常维护点滴清理部件清理部位间隔时间清理方法(1)勾线机构旋梭、梭壳、梭芯天用毛刷清理,除杂物、线头、勿用尖硬工具清除(2)挑线机构挑线杆、线道、毛毡处天清除杂物、线头(3)Y轴送布机构前后四对导轨(615型)天同上(4)X轴送布机构导轨二条天同上(5)夹线机构夹线片、旋转轮、挑线、簧、线道经常清理杂物,擦(6)工作台面表面天清理杂物(7)电脑表面表面和排风扇经常擦、打开后盖(8)电源箱、驱动箱表面和通风经常同上SD 日常保养点滴保养部件润滑部位油类间隔时间方法(1)主轴变速箱链轮链条黄油月打开盖板轴承黄油月打开盖板(2)勾线机构旋梭、梭壳、轴白油天针板孔锥形步齿轮黄油月打开针板(3)换色机构凸轮槽黄油月打开面板啮合齿轮黄油半年打开面板(4)刺布引线竖轴、挑线杆白油天将针位移至6针位从油槽上注油连杆白油天上盖板油孔轴轴承黄油半年打开上盖板(5)挑线机构挑线轴、针杆白油天用针头在导向板上竖槽中注油(6)Y轴送布机构前后导轨黄油月-(7)X轴送布机构导轨黄油月-(8)夹线机构齿轮黄油- 打开盖板(9)绣框导轨黄油半年取下绣框常见故障排除方法故障现象检查、调整与判断方法故障排除方法错误显示:……主轴电机超时检查电源进线端是否电源缺相,如果缺相用电压表测量进线电源电压并检修。
数码绣花机的发展历程

绣花机的操作视频
1\按机头的多少,分为单头机和多头机。
2、按每一机头所含机针的多少,分为单针和多针。 3、绣花机的头距有很多种,在家纺绣花产品中一般分为30CM和40CM
谢谢
二
H1ky*
e 1 l ? ¥S
1 O
0t £t
E a
:
G 8
W 3 s ®约 Z
S 暨亶 ± § 皿
K 1■l ± £
>
S〈 豊
工业绣花机
工业绣花机主要用于大批量生产,可同时绣许多绣片,目前市面上的所有绣花成品都是 通 过工业绣花机生产出来的。
工业绣花机品种繁多,规格各异,目前尚无统一的分类方法,一般来说可以用一下分类 方 法。
1828年,在欧洲出现第一台手摇绣花机。 1864年,在瑞士发明了飞梭绣花机。 1890年,在纽约发明了自动机械飞梭绣花机。 20世纪20年代,在德国发明了读卡自动绣花机。 20世纪50年代,在美国出现多头机械式绣花机。 1964年,在日本发明田岛多头自动绣花机。1973年田岛推出具有换色功能的6头机。 1978年,,田岛推出第一台电脑多头绣花机,百灵达推出第一套电脑绣花打版系统, 1979年,澳大利亚开始出现威尔考公司,专门开发销售绣花打版系统。 1999年,中国深圳富怡开始从事绣花机制作,绣花制版系统的研发,建立了全国的销售 系 统。
绣花机的分类
绣花机大致可以分为家用电脑绣花机和工业电脑绣花机两大类。 家用绣花机
家用绣花机多用于成衣小面积刺绣,目前,很多数字化的图案可以在网络上下载,将网上 下 载的绣花文件导入家用绣花机,可以自己绣出喜欢的图案。
圣诞节主题花样:
f 豈± o箜¥
4 t 。 i M云
虫
1
看完这篇介绍,你就是电脑绣花高手了!

看完这篇介绍,你就是电脑绣花高手了!绣花机绣花机是近代科技进步的産物,可替代多数人工绣花,具有质量稳定,效率高,成本低,可批量生産等优点。
绣花机主要功能性能决定于:头数、头距、针数、绣框X、Y方向的最大行程、电控系统、厂家品牌等。
头数即爲刺绣时同时工作的机头数量,它决定了绣花机的效率;头距即爲相邻两个机头的间距,它决定了绣花机刺绣的单个绣品或循环的大小及成本;针数即绣花机每个头所装单针的数量,它决定了绣花机绣作时最大的换色数,绣品的顔色多少;绣框X、Y方向的最大行程,它决定了绣花机绣出的绣品的大小;电控系统,目前国内绣花机的电控操作系统主要有大豪电控、益达电控、富怡电控、山龙电控等。
不同的厂家品牌对应不同品质、服务、专业的绣花机器。
分类1.平绣平绣是绣花中应用最为广泛的刺绣,只要是可以绣花的物料便可做平绣刺绣。
2.立体绣立体绣(3D)是利用绣花线把EVA胶包在里面而形成的立体图案,普通平绣上便可生产。
(EVA胶有不同厚度,硬度及颜色)。
3.中空立体绣中空立体绣可使用普通的平绣上生产,是利用发泡胶类似立体绣的方法刺绣,刺绣完毕后用干洗机洗去发泡胶而形成中间空心。
(发泡胶表面平滑,通常厚度有1~5mm)4.贴布绣贴布绣是利用贴布代替针迹而节省绣花线令图案更生动,普通的平绣机便可生产。
5.粗线绣粗线绣是使用较粗(如603)的缝纫线作为绣线,配合大孔针或大号针,粗线旋梭以及3mm针板来完成刺绣,普通的平绣机便可生产。
6.雕孔绣雕孔绣可于普通的平绣机上生产,但需安装雕孔绣装置(目前只能安装于第 1针杆)。
是利用雕孔刀把布料雕穿,然后用绣花线包边而中间形成孔状。
7.扁金线绣扁金线可使用于普通的平绣机上生产,由于扁金线是扁形的绣线所以而需加装扁金线装置(可安装于任何一支针杆)。
8.珠片绣指定形状大小相同的珠片串连成一条绳状物料,然后在已经加上珠片绣装置的平绣机上进行刺绣。
注:需配珠片绣装置珠片绣装置可安装在指定的机型机头的第一针或最后一针,继而进行新颖的珠片绣.。
Embroidery 飞跃高速绣花机系列 说明书

飞跃高速绣花机系列EmbroideryComputer Embroidery Sewing Machine SeriesHigh speed high delicacy high reliabilityAdvanced mechanical structureAdvanced design thought, the most economical and reasonable price The exact stopping position Adjustable motorHigh exactitude Delicate appearance Delicate embroideryStable embroidering processesLess noise and shake Pretty exactAutomatism and manpower Beautiful embroideryAutomatic repeating functionPerfect integration of mechanism More delicacyReliable embroidery Powerful main-shaftMore powerful , stable, and smooth More stable, quite, reliable Perfect embroidery effectivelyFY0606M毛巾绣电脑绣花机CHENILLE EMBROIDERY MACHINE● 10.4寸大屏幕真彩液晶显示,操作界面为字符与图标相配合,简单易懂,操作快捷,并且在绣作的过程中可实时显示绣作花样,形象直观● 可根据客户需要在中英文间切换,消除语言限制、操作方便 ● 系统可存储200个花样,存储总针数高达200万针 ● 增加U盘接口,与普通软盘相比,U盘容量大,读写速度快,携带方便,寿命长 ● 10.4 inch color LCD screen, operation panel with characterand icon, easy to understand and operate, show the dynamicembroidery process.● Switch from English to Chinese or Chinese to English according to customerʼs demand, thus avoiding language limitation and ensuring convenient operation● The system can store up to 200 kinds of patterns and the max. capacity stitches is 2,000,000 stitches.● Add USB connection, USB pen driver has many advantages over normal fl oppy disk, such as bigger capacity, quick speed to read and write and longer life.● 能读取田岛、百灵达、ZSK格式的磁盘花样● 具有花样旋转、缩放、复制、删除、输出功能及花样编辑功能● 具有自动换色、自动启动、自动剪线、断线检测、自动补绣功能● Read Tajima、BARUDAN and ZSK format disk design.●Have functions of pattern revolve、zoom、delete、replication、output and pattern edit.●Have functions of automatic color-change, automatic start-up, automatic thread-trimmer, automatic check in case of thread broken and automatic return the repair embroidery.● 具有花样旋转、缩放、复制、删除、输出功能及花样编辑功能● 具有自动换色、自动启动、自动剪线、断线检测功能● 具有软件限位功能、方便成衣绣、帽绣等特种绣功能,客户可根据实际需要选择● With the functions of pattern rotation , zoom, copy, delete, outputand edit.● With the functions of auto-thread change, auto-setup, auto-thread trimming, thread-break detector.● With the function of setting the embroidery orientation by software, which simplifi es tubular embroidery and cap embroideryFY1501TC台式多功能电脑绣花机系列MULTI-FUNCTION COMPUTERIZED COMPACT SINGLE HEADEMBROIDERY MACHINE● 除用于普通刺绣外,还可以直接在成衣绣和帽上刺绣● 可根据客户需要在中英文间切换,消除语言限制、操作方便● 配置3.5英寸磁盘驱动、带USB接口可直接读取田岛、百灵达格式的磁盘花样● 系统内存达1000000针,可存储99个花样● Apply to tubular embroidery and cap embroidery as well ascommon fl at embroidery.● Switch between the language version of Chinese and English.● It provides 3.5 inch disk drive, USB port, which can read the pattern format of Tajima and Barudan directly.● The memory of system is 1 million needles, can save 99 patterns.FY1201TCJ台式多功能电脑绣花机系列MULTI-FUNCTION COMPUTERIZED COMPACT SINGLE HEADEMBROIDERY MACHINE一机多用,可以方便地实现平绣、帽绣、成衣绣、金片绣、雕孔绣之间的转换!Multifunction realize the conversion between fl at embroidery,cap embroidery, Tubular embroidery,sequin embroidery and bore-carve embroidery in one machine.FY0906C多头帽绣绣花机CAP EMBEROIDERY MACHINE绣品精致优美:绣花机绷架驱动,采用新型特殊的步进电机,绷架位移分步允许细密,借以绣成精致优美的绣品The beautiful embroidery: the tight structure-embroidering machine adopts the new special electrode, and the delicate displacement of the structure, which makes the beautiful embroidery be achieved.Automatic repeating function: This type of machine can embroider the patterns that have been done again and again under the instruction that given. It can repeat 81 times at most.自动反复绣:在一种花样绣完以后,按照所给予的指令自动地再在下一位置反复绣上这一花样 最多可以反复刺绣81次Storage function: 99 kinds of patterns and 1,000,000 stitches have been stored in the computer. Consumer can also confi gure additionally to fulfi ll their respective requirement.存储功能:计算机能存储99种花样、针数为100万针,用户需要可额外增加扩充配置,满足不同需要● 绣品精致优美:绣花机绷架驱动,采用新型特殊的步进电机,绷架位移分步允许细密,借以绣成精致优美的绣品● 存储功能:计算机能存储99种花样、针数为100万针,用户需要可额外增加扩充配置,满足不同需要● The beautiful embroidery: the tight structure-embroideringmachine adopts the new special electrode, and the delicate displacement of the structure, which makes the beautiful embroidery be achieved.● Storage function: 99 kinds of patterns and 1,000,000 stitches have been stored in the computer. Consumer can also confi gure additionally to fulfi ll their respective requirement.● 自动反复绣:在一种花样绣完以后,按照所给予的指令自动地再在下一位置反复绣上这一花样 最多可以反复刺绣81次 ● Automatic repeating function: This type of machine can embroider thepatterns that have been done again and again under the instruction that given. It can repeat 81 times at most.FY0901CJ成衣/帽绣绣花机(加金片装置)TUBULAR/CAP EMDROIDERY MACHINE(WITH SEQUIN DEVICE)FY0902C成衣/帽绣多头绣花机MULTI-HEAD TUBULAR /CAP EMBROIDERY MACHINEFY0901CMJ多功能绣花机MULTI-FUNCTION COMPUTER CONTROLLED EMBROIDERY MACHINE一机多功能,在普通平绣、成衣绣和帽绣的基础上增加了金片绣和毛巾绣功能,平绣和 特种绣机头之间可自动切换,或手动切换。
大豪绣花机BECS说明书
内部存贮器可存贮管理99个花样,存贮针数达24万针。
4.转速控制功能
在设定最高转速、 最低转速和降速针长后,主轴转速根据针码大小自动 调整。同时,当前主轴转速还受手动按键转速设置的控制。最高转速可设为650~800转/分。当前转速可在250转/分~最高转速间随时调整,并可在刺绣中实时显示。
N型操作头:
主轴转速
1.数码管显示区 显示工作方式、反复方式、累计针数、主轴转速、换色顺序等参数。
2.液晶显示区 显示剩余针数,反复距离,旋转缩放,绣框位移,刺绣针位,是否设有 另外起点、贴布绣、循环绣等参数,以及输入换色顺序、操作工作方式和辅 助方式等功能时的内容。
3.状态显示灯标明显示参数、机器参数及状态。
1.数码、液晶显示本机采用数码管及液晶复合显示,即具高亮度、满足多头机远距离观察 之要求,又有文字提示,使操作学习极其方便、快捷。
2.磁盘输入、输出
内装式软磁盘驱动器,可直接读取田岛格式盘上的二进制(.dsb)、三 进制(.dst)、Z进制(.dsz)磁盘花样及百灵达FDR格式盘文件上的二进 制、三进制、Z进制磁盘花样至内存,并可把内存花样以二进制格式输出到 田岛格式磁盘。
16.循环绣作功能 当设有循环绣作功能时,花样刺绣完毕,可自动返回原点,开始下一绣 作过程。该功能配合特殊打版或反复绣作,可使工作效率大大提高。该功能 的设置在辅助方式七绣作参数中的数据部分。
17.长针处理功能 可指定长针数据和自动跳跃针长数据, 以使机器在刺绣中对长针进行自
动分割,高速均匀运转。数据的设定在辅助方式七绣作参数中的数据部
9.高、低速空走功能在刺绣中配合使用高速空走、低速空走,使补绣更加方便。
10.定位高速空走 能按功能码(换色码、停止码)或指定针数使绣框快速前进或后退,使 补绣操作更加灵活、便捷。
绣花机行业资料

绣花机行业资料绣花机,作为一种现代化的刺绣装备,已经成为刺绣行业中的重要工具。
它的出现不仅提高了刺绣的效率和质量,还为刺绣工作者带来了更多的创作空间和机会。
本文将介绍一些关于绣花机行业的资料,从绣花机的历史背景、工作原理,到市场发展和前景等方面进行阐述。
一、绣花机的历史背景绣花作为一种传统的手工艺,已经有数千年的历史。
在古代,绣花工艺是由女性在家中进行的传统劳作,几乎没有使用任何机械设备。
然而,随着工业技术的发展,绣花工业也步入了现代化的发展道路。
20世纪80年代,计算机技术的迅速发展为绣花机的出现提供了可能。
绣花机的诞生标志着绣花行业的技术革命。
相比于传统的手工绣花,绣花机能够实现复杂图案的自动绣制,大大提高了生产效率,并且减少了人力成本。
二、绣花机的工作原理绣花机的工作原理可以简单概括为以下几个步骤:设计图案、导入电脑、设置参数、编程、开始绣制。
首先,设计师需要使用计算机软件设计出绣花图案,然后将其导入到绣花机的控制系统中。
接下来,操作员需要设置一些参数,例如线密度、色彩和绣制速度等。
继而,操作员通过编程控制绣花机对绣花图案进行绣制。
在整个工作过程中,绣花机会根据预先设定的参数和程序自动运行,将刺绣线按照设计的图案进行绣制。
三、绣花机行业的市场发展和前景随着时尚产业的不断崛起和人们对个性化产品的需求增加,绣花机行业得到了迅猛发展。
如今,绣花机不仅被广泛应用于服装、家居饰品等行业,还开始渗透到一些非传统领域,例如汽车内饰、舞台表演等。
绣花机行业也呈现出多元化的发展趋势。
除了传统的平面绣花机外,立体绣花机、多头绣花机等新技术也在逐渐崭露头角。
这些新技术的出现为绣花机行业提供了更多的发展空间和机会。
此外,随着人工智能和物联网技术的不断创新与应用,绣花机行业也迎来了新的机遇。
智能绣花机的出现,使绣花的设计、生产、销售等环节实现了更高的自动化和智能化水平。
未来,绣花机行业有望以更高的效率和更广泛的应用范围,进一步发展壮大。
混合毛巾绣花机与植绒绣花机基本参数

混合毛巾绣花机与植绒绣花机基本参数一、电脑混合毛巾绣花机(使用混合刺绣,简单易行)1、产品展示:2、主要特性与功能:∙自动换色:可自动或手动选择任意颜色(最多可设定99次)∙自动抬升功能:在花样刺绣完成时,针和压布杆自动上升27毫米,便于换框作业∙自动调整针高度:可根据花样,自动或手动调整合适的针高度∙混合绣功能:能自动转换毛巾绣或平绣,使混合刺绣简单易行∙针步:0.1-12.7mm∙RPED-MC系列=富怡高档混合毛巾绣:平绣+毛巾绣+(链式绣)∙RPED-CS系列=富怡高档纯毛巾绣系:毛巾绣+(链式绣)3、绣样展示:4、型号参数:5、选项配置:二、电脑植绒绣花机1、产品展示:2、主要特点:立体,清晰通过预留不同的切线长度,植绒绣花可以由设计师根据花版和产品需要创造出长度不同的三维造型,绣线根根直挺如丝,凸现清晰图案柔韧,质感植绒绣柔中带刚,质感坚挺,手感柔软细腻,富有弹性,耐水洗,耐揉压牢固,细致植绒绣由于有底线穿透织物紧勾固定,有无可比拟地牢固可靠性,不会脱落;可以在0.08毫米的范围内调整植线密度,细致准确地表达出的图案精髓.精美,轻灵通过不同绣线的色彩搭配,面,线,点三者的完美结合,以一种前所未有的轻灵,精美的效果表达设计师的意图,并可以灵活地应用到各种服装,家纺产品上.3、主要性能:采用富怡自行开发设计的先进电脑控制系统,10.4英寸液晶触摸屏,操作直观,简便,功能强大.采用先进的新齿轮设计,使结构更合理,最大程度上降低噪音,减轻机械磨损,延长机器寿命.4针&6针&9针&12针客户自由选择最高速度:700转/分,采用特殊设计机架,勾刀和剪线装置,使刺绣效果稳定,均匀,成品线绒平滑,整齐.4、绣样展示:5、型号参数:系列:RPED-TS系列规格:9针,12针电脑控制屏:10.4英寸液晶触摸屏主轴传动:伺服驱动绣框驱动:步进驱动最小头距:400毫米平绣最高速度:700转/分。
玻璃绣花机
玻璃绣花机简介璃璃绣花机英文释意: glass printer or flat printer multifunction printer汉译:能在玻璃表面上绣花下面是玻璃绣花机的特征:玻璃制品大多数都用印刷图案来装饰它的外表,对表面印刷要求很高。
针对玻璃制品特殊的材质,采用传统印刷方式需要制版且制版费用高,对人员及其熟练的经验依赖性很强。
尤其印刷后要放火炉中,以520~600℃的温度进行烧制,印刷到玻璃表面上的釉料才能固结在玻璃上,才能形成绚丽多彩的装饰图案。
玻璃绣花机是一种功能强大的设备,不受打印产品厚度及素材的限制,在水晶、金属板、瓷砖、陶瓷、塑料、木质、石膏石、纸板、证卡等渗透性及非渗透性素材上可以直接打印出高质量,永不褪色的照片。
玻璃绣花机的性能:★产品性能 1.操作简单方便:无需制版及重复套色流程,操作简单易维护; 2.打印速度快:投入成本低,高速印刷完全适用工业批量生产; 3.克服材料的界限:可打印规定厚度内的任意介质,完全克服了只能使用专用纸张和专用规格的传统打印方式,可以使用非常薄或非常厚的物件,其厚度可达到:0.01mm--200mm。
4.满足各种形状:平面、不规则物体。
只要不规则度不超过5MM机器都能保持打印效果。
5.高度调节及批量设定:可根据印刷物件调整高度,采用了水平移动式垂直喷射结构,可方便自由地使用各种原材料。
轻松放置后都能自动升降到合适的打印高度。
并可以随意设定批量化生产自动进料时间,省却了重复操作电脑的步骤。
6.不受物体材质的影响: 可以用丰富的色彩在原材料(金属、塑料、石材,皮革,木材,金属,玻璃、水晶、亚克力、铜版纸) 成品或半成品( 小部件整理箱,钱包,皮包,商标,牌匾等) 等软、硬质物体表面上进行图像的真彩图文印刷。
由于喷印时喷头与介质面是非接触性,不会因热量和压力发生变形等现象,因此也可以在容易变形柔软的原材料(如皮革及纺织品)上印刷。
7.高精度完美打印: 使用专用墨水,使输出的图象效果逼真,达到照片品质。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电脑绣花机的相关知识绣花中国网-绣花宝典页面更新日期:2012年4月12日电脑绣花机是当代最先进的绣花机械,它能使传统的手工绣花得到高速度、高效率的实现,并且还能实现手工绣花无法达到的"多层次、多功能、统一性和完美性"的要求。
它是一种体现多种高新科技的机电产品。
目前世界上著名的电脑绣花机品牌有日本田岛(TAJIMA)公司TMEF-H620型、日本百灵达(BARUDAN)公司BEMRH-YS-20型、日本兄弟(brother)公司BAS-423型、德国蔡斯克(ZSK)公司174-12型、德国百福(PFAFF)公司的KSM221、12/260型等。
我国已有国产的电脑绣花机,如诸暨市缝制设备有限公司、中国标准缝纫机公司、中国长城光学仪器厂、上海协昌缝纫机厂、青岛电脑刺绣机总厂、武汉美佳服装机械厂、苏州国营二六七厂等均有电脑绣花机生产。
我国生产的电脑绣花机在机械结构的用材上、在加工精度和工艺水平上、在控制系统上与国外同类机种相比尚有一定的差距。
电脑绣花机品种繁多,规格各异,目前尚未制定统一的分类方法,一般说来常用以下一些分类方法:1.以机头的多少来分,可分为单头与多头机(2-24头);2.以每一头所含机针的多少来分,可分为单针与多针(3-12针);3.以送料绷架形式可分为板式与筒式;4.以绣花所用线迹形式分为锁式线迹(301线迹)与链式线迹(101线迹)。
由于每一机型都有机头多少、机针多少、绷架形式以及线迹形式问题,将这些进行组合排列、细化分类,绣花机型式将是一个很大的数字,因而它能满足不同层次、上同规模、不同要求的客户需要单头断线率高的检查方法绣花中国网-绣花宝典页面更新日期:2012年4月12日单头断线率高的检查方法:按照常规的方法检查梭距,针杆的高低,针板有无毛刺,旋梭弧有无毛刺,梭床磨损状况等,这应该一般人都会的。
不能解决的话:1.按下一根针杆后(让黑驱动块挂住针杆),上下摇动针杆,如果已经有5MM已上距离,就要拆下机头检查黑驱动块间隙是否变大,三眼连杆、1号销、2号销、小连杆。
大连杆一般不会间隙太大,如果大了的话,嘿嘿,请你拆上轴吧,够你忙的了。
2.打开针板,按下一根针杆后(让黑驱动块挂住针杆),转动上轴(不要看刻度——重要)先查一下链条松紧,松开旋梭,仔细用眼看,确定针杆下死点后不要转动上轴。
这时调整旋梭,从自己向针后看过去让针对准旋梭上3棵小罗丝最右边那一棵右边的边缘(记住要正对针杆),固定旋梭,以下就再调整一下梭距、针杆就行了。
3.有时还要检查挑线杆的自由行程是否变大,机头是否晃动关于刺绣机剪机剪不断处理绣花中国网-绣花宝典页面更新日期:2012年4月12日关于刺绣机剪机剪不断处理(个人经验)在刺绣过程中,由于没有及时的清理机,有时出现剪线不断,上面勾线刀勾不断线,这样情况,最好就清机,拆开针面找出里面有线清理掉,再不行的话再把针松开长一点.电脑刺绣机维修常用方法绣花中国网-绣花宝典页面更新日期:2012年4月12日1拆框架,框架左右前共有8个六角螺母打松,即可把框架卸下.2 卸下机头各种防护板,把针下掉.3 拆机头,机头上有针位步进连杆,上有固定螺母4个,拆松,再把机头正面上部两粒六角螺母打松,机头上部调节平衡的两个小六角螺母打松,机头向左或向右移动即可以取下.4 卸下挑线杆,把旁边的固定螺母打松即可.5 检查挑线连杆,360度转动主轴,用手摇晃挑线连杆,看有无松位,可判断偏心轮黑胶的好坏.6 除去机头前的两个挡板.7 拆下针杆联动组件,固定架左侧下方一个小螺母打松,可拆下针杆联动组件.8 判断银臂的好坏,360度转动主轴,用手摇晃银臂,看有无松位,可判断偏心轮承轴的好坏.9 抽掉主轴,拆下偏心轮,隔一或隔二拆除,不可全拆,全拆主轴不好对位。
清洗换下的配件.10 换掉挑线杆,挑线连杆,针杆联动组件之磨损配件.11 清洗机头,支撑结构,面板等.12 拆皮带,检查轨道,飞蝶等有无松位.大豪-91机型常见故障及解决方法绣花中国网-绣花宝典页面更新日期:2012年4月12日故障现象检查,调整与判断方法故障排除方法错误显示:……E58……主轴电机超时:1、检查电源进线端是否电源缺相,如果缺相→用电压表测量进线电源电压并检修。
2、热继电器动作保护。
首先关机,然后检查电源进线是否缺相;查看电机是否负载过重,检查完毕再次上电。
3、主轴控制板上3A熔断器熔断。
更换熔断器。
4、检查主轴控制板上的连接器连接是否牢固,如有连接器插芯损坏→检修并更换连接器插芯。
5、主轴控制板有问题。
更换主轴控制板。
6、主轴电机故障。
检修主轴电机。
7、主控制板有问题。
更换主控制板。
设定主轴慢动80转,若不足80转。
顺时针调整主轴控制板上电位器VR2,达到80转为止。
设定主轴慢动80转,若超出80转。
逆时针调整主轴控制板上电位器VR2,达到80转为止。
设定最高转速700转,若不足700转。
顺时针调整主轴控制板上电位器VR2,达到700转为止。
设定最高转速700转,若超出700转。
逆时针调整主轴控制板上电位器VR2,达到700转为止。
注:主轴控制板上电位器VR3是在出厂前调试过程中的一个标准值,这个值在出厂前已确定好,因此VR3电位器禁止现场调整。
主轴电机爬车:1、逆时针调整主轴控制板上电位器VR1。
2、经过VR1的调整后仍爬车,检查主轴控制板上电容C6是否有问题?→更换电容(C6为2.2uF/35V钽电容)。
3、检查光电编码器与轴连接的顶丝是否松动?→对准零位后紧固顶丝。
4、检查机械传动部分是否正常?→调整皮带或链条。
5、主轴控制板本身存在问题。
→更换主轴控制板。
6、以上调整后还存在爬车现象,进一步检查滑差式电机刹车片是否损坏?若损坏→更换滑差式主轴电机刹车片。
主轴飞车:1、光电编码器没有连续脉冲。
2、与光电编码器的线缆或连接器有故障。
1、更换光电编码器。
2、检修电缆并使其可*连接。
错误显示:……E54…换色越限。
……E55…换色超时2秒。
……E56…换色半回转异常。
1、观察针位置检测板上半回转指示灯是否亮,如果不亮,测量直流12V开关电源,若无输出,则→更换开关电源。
2、检查针位置检测板上连接器连接是否牢固,如有插芯损坏。
→更换损坏插芯。
3、打开针位置检测板上机盖,看其机械部分是否正常,如果异常→调整机械部分。
4、用手柄转动换色电机及连杆机构,观察针位置显示灯是否随之变动,如不显示,或有的位置显示有的位置不显示,针位置检测板故障。
→更换针位置检测板。
5、更换针位置检测板后仍存在上述第3项所列问题,则主控制板有故障。
→更换主控制板。
6、检查针位置检测板供电12V电源是否正常,如果异常。
→修理或更换直流供电电源。
换色异常。
1、检查电源板上各连接器是否连接牢固,如有连接器插芯损坏。
→更换损坏连接器插芯。
2、检查电源板上熔断器是否熔断?(F1为6A,)更换熔断器。
顺时针换色,而逆时针不换色。
方法同上。
更换电源板。
注:新型电源板已去掉固态继电器改为分立元件。
逆时针换色,而顺时针不换色。
方法同上。
更换损坏器件。
注:新型电源板已去掉固态继电器改为分立元件。
顺、逆方向都可以换色,但每次换色后越限。
检查电源板上二极管(D1,D2)是否损坏?更换损坏器件。
注:新型电源板已去掉固态继电器改为分立元件。
所有刺绣机头均无断线检测功能。
1、检查各个断线检测板连接器是否连接固?2、检查DIP开关是否设置在断线检测位置上?3、查看断线启动指示灯(D30),线夹信号指示灯(D29),判断有无断线启动信号和线夹信号?4、控制板故障正确设置或更换损坏的器件和有故障的线路板。
5、用电压表测量断线检测板供电电源直流12V是否正常?如不正常→更换电源。
无规则断线检测。
(即在某一针位不检测而其他针位误检测,造成机器运转不正常。
)1. 检查直流12V电源电压是否正常?2. 线路板上连接器是否连接牢固?3. 断线译码板损坏。
更换损坏器件或断线译码板。
某一机头断线,所有检测灯亮。
1. 检查供电电源直流12V是否正常?2. 检查电子译码板和断线检测板之间连线是否有短路现象?检修损坏器件或供电电源。
某一机头断线后,本身断线检测指示灯不亮,而另外机头断线检测指示灯亮。
1. 检查断线译码板是否有故障?2. 检查针位置检测板是否有故障?3. 检查断线译码板,针位置检测板和断线检测板之间的连接是否有故障?检修或更换有故障线路板某一机头锁不住。
1. 检查该机头电磁铁是否损坏?2. 检查该机头断线检测板机头电磁铁驱动部分三极管(TR7)是否损坏?3. 检查机头电磁铁与针杆驱动滑块间机械安装是否有故障?更换或维修损坏器件。
机头电磁铁全部锁不住。
检查直流24V电压是否正常?检修电源。
用电压表测量某一机头断线检测板电磁铁驱动部分中续流二极管(D13)两端的电压值。
在断线检测开关打在下位,锁住机头时,测量此电压值应为8V±5%,若低于或高于此值,则:检修或调整主控制板上电位器RV1。
系统报警错误:E53-步进故障或按移框键绣框不动。
1. 步进驱动器过流(过流指示灯亮)。
2. 步进驱动器电源故障,熔断器熔断。
3. 步进驱动器连线错误。
4. 主控制板故障。
5. 机械故障。
排除故障,更换器件。
移框时步进电机声响异常或步进驱动器丢步,绣作走位。
1. 步进驱动器和步进电机间连线错误。
2. 步进驱动器缺相。
3. 机械故障。
检修排除故障或更换步进驱动器。
开电后,磁盘驱动器指示灯长亮。
1. 磁盘驱动器信号电缆(扁平34线)插反。
2. 磁盘驱动器损坏。
检修排除故障或更换磁盘驱动器。
从磁盘读不进花样或读花样错误。
1. 磁盘花样格式与控制系统要求的格式不一致。
2. 磁盘兼容性差或磁盘损坏。
更换磁盘。
3. 磁盘驱动器和主控制板之间的信号电缆(34线)或电源线损坏。
检修或更换损坏电缆。
4、磁盘驱动器损坏。
更换磁盘驱动器。
5、主控制板故障。
更换主控制板。
关电后内存花样丢失。
1. 检测主控制板电池两端电压值不低于3.6V。
2. 主控制板电路故障几种故障原因及处理方法绣花中国网-绣花宝典页面更新日期:2012年4月12日故障原因处理方法断线线的质量不好换质量好的线线太粗或太细换合适的针或线,减少线的张力过线通道不畅替换和清洗通道上的零件穿线路径不当按正确的路径穿线针夹和弯针穿线孔口发毛抛光针夹及弯针穿线孔口机针弯曲和损坏更换机针针板孔太大换较小的针板孔针夹针孔过大换针孔较小的针夹机针方向或高度不对按正确的方法安装机针缝线张力过大减小缝线的张力缝料没有完全绷紧绷紧缝线跳线针杆高度不对调整针杆至合适高度机针方向不对调整机针至正确方向底线张力过小增加底线张力机针弯曲或损坏换机针弯针位置不对调整机针至正确位置本新闻共绣花机机针及相关位置的确定绣花中国网-绣花宝典页面更新日期:2012年4月12日机针与各相关位置,在机器出厂前均已确定。