X80管线钢屈服强度测量影
X80钢级Ф1422 mm×38.5 mm大壁厚直缝埋弧焊管的开发及性能研究
焊管WELDED PIPE AND TUBE第44卷第1期2021年1月Vol.44 No.1Jan. 2021X80钢级囟1 422 mmx38・5 mm 大壁厚 直缝埋弧焊管的开发及性能研究*刘 斌V ,韦 奉V,赵 勇",牛 辉V ,王 琴3(1.宝鸡石油钢管有限责任公司 钢管研究院,陕西宝鸡721008;*基金项目:国家重点研发计划项目野特宽幅X80低温管线钢钢板制造技术”(项目编号2017YFB0304902)。
2.国家石油天然气管材工程技术研究中心,陕西宝鸡721008;3.中国石油西部管道公司,乌鲁木齐830000)摘 要:针对大壁厚直缝焊管的技术要求,通过对焊接、扩径等制造工艺的研究,开发出了 X80钢 级椎1 422 mmx38.5 mm 直缝埋弧焊管,并掌握了 “钢板-钢管”的性能变化规律。
对焊管进行性能 检验,结果表明,焊管管体屈服强度平均值为619~643 MPa ,抗拉强度平均值为692~701 MPa ,屈 强比平均值为0.89~0.92,-22益时DWTT 剪切面积平均值为90%~94%; -10益时管体冲击功平均值为401 J ,焊缝冲击功平均值为165 J ,热影响区冲击功平均值为294J 。
其各项性能均满足Q/SY XG0120.4—2019《西气东输四线天然气管道工程用X80级直缝埋弧焊管技术条件》和《D1 422 mmx 38.5 mm 管材单炉试制程序及要求》的要求。
这将为该焊管产品后续工业化生产提供技术支撑。
关键词:X80;大壁厚;大直径;直缝埋弧焊管中图分类号:TG445文献标识码:A DOI : 10.19291/ki.1001-3938.2021.01.001Development and Performance Study ofX80 椎1 422 mmx38.5 mm Thick Wall SAWL PipeLIU Bin 1 2, WEI Feng 1 2, ZHAO Yong 1 2, NIU Hui 1 2, WANG Qin 3(1. Steel Pipe Research Institute, Baoji Petroleum Steel Pipe Co., Ltd., Baoji 721008, Shaanxi , China; 2. Chinese NationalEngineering Research Center for Petroleum and Natural Gas Tubular Goods, Baoji 721008, Shaanxi, China;3. Petrochina West Pipeline Company, Urumchi 830000, China )Abstract: According to the technical requirements of thick wall submerged arc welded longitudinal (SAWL) pipe , the X80 椎1 422 mm x38.5 mm SAWL pipe was developed through the research on the welding, expansion and other manufacturingprocesses. Moreover, changing rules of mechanical performance of plate -pipe have been mastered. Through the performance test ofwelding pipe , results showed that the average yield strength of welded pipe is between 619~643 MPa, the average tensile strengthis between 692~701 MPa, the average yield ratio is between 0.89~0.92, and the average DWTT shear area is between 90%~94% at-22 益.The average impact energy of welded pipe is 401 J at -10 益,the average impact energy of weld is 165 J, and the average impact energy of HAZ is 294 J. Various performance indicators can meet requirements of Q/SY XG 0120.4——2019 TechnicalSpecifications for X80 SAWL Line Pipes Used in Fourth West-east Gas Pipeline Project and Single Furnace Trial ProductionProcedures and Requirements of D1 422 mmx38.5 mm Line Pipe . It can provide technical support for the subsequent industrialproduction of the welded pipe.Key words: X80; thick wall ; large diameter ; SAWL pipeHAN GUAN・1焊管2021年第44卷0前言我国天然气产业目前已进入快速发展阶段,市场需求也迈入快速增长阶段,预计2025年天然气消费量将达到4500亿m3/a,需要输送的天然气流量越来越大。
API X70和X80管线钢管屈服强度的双循环模拟试验分析和估算
API X70和X80管线钢管屈服强度的双循环模拟试验分析和估算方伟;吕华;徐婷;许晓锋【摘要】为了准确估算API X70和X80管线钢管的屈服强度,分别对API X70和X80管线钢板和钢管进行了制管和压平过程的双循环模拟试验,并将包申格应力参数和Swift方程相结合来估算钢管的屈服强度.试验和估算结果表明,包申格应力参数和Swift方程相结合的估算方法中已经包含了显微组织和制管过程的影响因子,因而能较为准确地估算钢管的屈服强度.因拉压强度差效应较小且和反向流动曲线可用一条曲线表示,因此利用展平钢板的拉伸/压缩性能可有效估算制管前后屈服强度的变化,该估算方法对控制显微组织和制造工艺参数进而控制管线钢板的屈服强度有着重要的作用.%In order to accurately estimate the yield strengths of API X70 and X80 linepipe steel pipes,a double-cycle simulation test for the piping and flattening processes was respectively conducted to estimate the yield strength.The simulation test results indicated that the yield strengths of the outer or inner wall of the pipe could be estimated by combination of Swift's equation and the Bauschinger stress parameter,and that these estimated yield strengths were well matched within a small error range with the measured yield strengths.Thus,the variations in yield strength before and after the piping could be effectively estimated using the tension/compression properties of the leveled sheets because the strength differential effect was small and the reverse flow curves were expressed by a single curve.These findings suggested that the present estimation method played an important role in controlling microstructuraland manufacturing process parameters to minimize the reduction in yield strength of the linepipe steel sheets.【期刊名称】《焊管》【年(卷),期】2017(040)001【总页数】10页(P59-68)【关键词】焊管;冷加工;力学性能;包申格效应;双循环模拟试验【作者】方伟;吕华;徐婷;许晓锋【作者单位】中国石油集团石油管工程技术研究院,西安710077;中国石油集团石油管工程技术研究院,西安710077;中国石油集团石油管工程技术研究院,西安710077;中国石油集团石油管工程技术研究院,西安710077【正文语种】中文【中图分类】TG142.1Abstract:In order to accurately estimate the yield strengths of API X70 and X80 linepipe steel pipes,a double-cycle simulation test for the piping and flattening processes was respectively conducted to estimate the yield strength.The simulation test results indicated that the yield strengths of the outer or inner wall of the pipe could be estimated by combination of Swift’s equation and the Bauschinger stress parameter,and that these estimated yield strengths were well matched within a small error range with the measured yield strengths.Thus,the variations in yield strength before and after the piping could be effectively estimated using thetension/compression properties of the leveled sheets because the strength differential effect was small and the reverse flow curves were expressed by a single curve.These findings suggested that the present estimation method played an important role in controlling microstructural and manufacturing process parameters to minimize the reduction in yield strength of the linepipe steel sheets.Key words:welded pipe;cold working;mechanical properties;Bauschinger effect;double-cycle simulation test管线钢管用于长距离输送原油或天然气,通常需要具有较高强度以承受输送介质的高压。
材料强度设计X80级管线钢设计

材料强度设计题目:X80级管线钢设计性能要求:1)Rp0.2≥650MPa Rm≥800MPa Ak(-20℃)≥200J Tc=-50℃2)良好的焊接性能Ceq≤0.5 Pcm≤0.23)良好的抗H2S腐蚀性能设计要求:撰写格式1、任务书2、前言(表述该钢的作用和发展状况)3、化学成分设计(碳及各个合金元素的作用)4、自己查找文献的经验公式,计算Ac1、Ac3、Bs、Ms等参数。
5、工序设计(该钢的生产流程图及流程图工序说明)6、强度设计(进行各种强化方法的强度贡献)7、其它性能计算与说明(如焊接性能、耐候性能等)8、文献总结(每个学生独立查阅与该类钢相关的五篇以上文献总结)9、参考文献2.前言管线钢的简介:管线用钢(steelforpipeline)是制造石油、自然气集输和长输管或煤炭、建材浆体输送管等用的中厚板和带卷钢。
管线钢在使用过程中,除要求具有较高的耐压强度外,还要求具有较高的低温韧性和优良的焊接性能,一般采用中厚板制成厚壁直缝焊管,而板卷用于生产直缝电阻焊管或埋弧螺旋焊管。
现代管线钢属于低碳或超低碳的微合金化钢,是高技术含量和高附加值的产品,管线钢生产几乎应用了冶金领域近20多年来的一切工艺技术新成就。
管线工程的发展趋势是大管径、高压富气输送、高冷和腐蚀的服役环境、海底管线的厚壁化。
因此,现代管线钢应当具有高强度、低包申格效应、高韧性和抗脆断、低焊接碳素量和良好焊接性、以及抗HIC和抗H2S腐蚀。
油气管道特别是天然气管道发展的一个重要趋势是采用大口径高压输送及选用高钢级管材。
采用高压输送和高强度管材,可大幅度节约管道建设成本国外如德国、加拿大、日本和意大利等国在X80及更高钢级管线钢的研究应用方面已经有很多实践。
世界著名的大石油公司积极开展X80及以上钢级管线钢的开发和应用研究。
我国管道工业的发展经历了三个高潮期。
1958年开始建设长距离原油输送管道,1965年开始建设长距离天然气输送管道,在20世纪60年代中期至70年代初形成了第一个发展高潮,在此期间建成的主要管道有四川天然气管网和东北输油管道等。
国内某钢厂管线钢X80的生产浅析
管理及其他M anagement and other国内某钢厂管线钢X80的生产浅析尹小鹏,訾绍学(南京钢铁股份有限公司,江苏 南京 210000)摘 要:利用TMCP工艺生产出管线钢X80,得到的试验钢其屈服强度为577MPa~662 MPa,抗拉强度为719MPa~782MPa,断裂延伸率为23%~29%,-20℃冲击功为182J~204J,均满足GB/T9711-2017的要求。
关键词:TMCP工艺;管线钢;力学性能中图分类号:TE973.3 文献标识码:A 文章编号:11-5004(2018)06-0186-2开发绿色钢铁工艺技术已经成为钢铁工业发展的主流,其对降低资源和能源消耗、减少排放、改善环境、提高钢材性能、降低成本发挥了重要的作用[1]。
新一代TMCP[2-4]技术是轧制工艺发展的最重要领域之一,在钢铁工业绿色化方面作用突出,近年受到了国家和政府部门高度重视,得到了大力支持。
以超快冷为特征的新一代TMCP技术已经成为获取效益、改善环境、优化生产过程的强力手段,节能减排、降低成本的空间极为广阔,是目前钢铁工业科学发展、转变生产发展方式的重要领域。
随着石油天然气消耗量的不断增加,为保证管道安全及稳定性,对管线钢要求也越来越高,X80管线钢作为目前国内外广泛使用的油气输送管道用钢,失效问题严重,安全事故比例增加并附带较大经济的损失[5]。
为此,对于高质量的X80管线钢的生产仍是行业内的重点研究问题。
1 技术要求与成分设计为了保证X80管线钢良好的焊接性与强韧性,X80管线钢成分设计如表1所示。
采用超低碳及Nb、Mo微合金化的成分设计,配合TMCP控制轧制与控制冷却工艺。
获得以针状铁素体为主的显微组织结构。
超低碳的成分设计可提高钢的塑性、韧性及焊接性能,同时降低冶炼过程中的成分偏析。
但强度方面牺牲较大。
为此,通过合理的微合金化成分设计,产生固溶强化、析出强化可对强度性能进行改善。
其中Mo元素的添加,可促进针状铁素体及M-A岛组织的形成,提高钢的屈服强度及抗拉强度。
TSE550级_X80_大口径管线钢的现状_开发和认证
C
Mn
Nb
90
1990
40
Ti
CE
20
430
轧制状态
℃
△℃
板坯加热
1170
型控轧开始坯的厚度 (mm )
100
终轧温度
772
快冷开始温度
760
终冷温度
560
冷却速度 ℃ s
15
±10
±8 ±10 ±11
钢 管 直 径 为 1 2 2 0mm , 壁 厚 为 1 8. 3~ 19. 4mm。欧洲管道有限责任公司于 1992 年供应
Large- d iam eter P ipel ines
L u Yuezhang and Zhou Yuhong
(W uyang Iron and Steel Co. L td)
为了寻求达到天燃气输送系统的安全、可靠 和成本低、效益好的目标, 管线设计是一个需慎重 考虑的问题。
对天然气增长的需求导致了采用大口径 (在 法国为 5 914mm ) 钢管, 同时壁厚也适合工作压 力, 这类钢管有 T SE 480 (X 70) 级钢板制造。
子的冷成形可按两种不同的工艺进行: 1)U O E 工艺 (米尔海姆和敦克尔格钢管厂,
为 18m 管子生产线)。 2) 三辊弯管工艺 (米尔海姆和 Panam a 市的
伯格钢管厂为 12m 管子生产线)。 借助于弹性变形, 为了校准口径进行了机械
扩管, 以便管子最大程度满足对直径和椭圆公差 的要求:
图 1 测量屈服强度图解
钢板是按照热机械轧制工艺 (控轧控冷) 分几 步生产出来了。 每一步都对应了特定的压下量限
·42·
定的温度和轧制速度。再结晶、变形和沉淀机理的 结合运用使得明显对立的性能优化了, 例如强度 和抗撕裂性能。
日本第一条X80高强度管线钢管的设计制造与现场施工

焊管WELDED PIPE AND TUBE第44卷第1期2021年1月Vol.44 No.1Jan. 2021日本第一条X80高强度管线钢管的设计制造与现场施工刘炜辰打李嘉良2,蒋浩泽3编译(1.中国石油测井公司国际事业部,北京102206;2.成都索贝数码科技股份有限公司,成都610041;3.中国石油测井公司,西安710089)摘 要:为了全面了解日本第一条X80钢级高压输气管道工程的建设情况,从管道设计思路、管材 制造、环缝焊接工艺及施工等方面进行了总结和分析。
由于该管线安装在城市地区,设计要求具有 极高的安全性和抗震性能。
为了保证管道安全,将最大工作压力下的许用环向应力限制在222 MPa 以下;工程用板材成分设计中严格控制Ti/N 比,轧制采用了动态加速冷却技术,保证大批量高效生产的钢板满足钢管技术规范的要求;钢管采用了 160益的低温外涂层工艺,各项力学性能均超过了API 标准的基本要求;环缝焊接采用与母材完全高强匹配的焊接材料,研发了性能和无损检测质量 优良的机械GMAW 焊接工艺。
该管道各项技术可为高强度管道的建设提供借鉴。
关键词:X80管线钢;管道设计;管线钢管;环缝焊接中图分类号:TG444.7文献标识码:B DOI : 10.19291/ki.1001-3938.2021.01.009Design Manufacture and Construction of the First X80 High Strength Steel Pipe in JapanTranslated by LIU Weichen 1, LI Jialiang 2, JIANG Haoze 3(1. International Business Department, China Petroleum Logging Co., Ltd., Beijing 102206, China;2. Chengdu SOBEY Digital Technology Co., Ltd., Chengdu 610041, China;3. China Petroleum Logging Co., Ltd., Xi 'an 710089, China )Abstract: In order to fully understand the construction situation of the first X80 steel grade high pressure gas transmissionpipeline project in Japan, the pipeline design ideas, pipe material manufacturing, girth welding process and construction andother aspects are summarized and analyzed. It is found that the pipeline is installed in urban areas and the design requireshigh safety and seismic performance. In order to ensure pipeline safety, the allowable circumferential stress under the maximum working pressure should be limited below 222 MPa; Ti/N ratio is strictly controlled in the composition design ofsheet metal used in engineering. New dynamic accelerated cooling is adopted in rolling to ensure that the steel plate producedin large quantities and efficiently meets the requirements of steel tube technical specifications. The steel pipe adopts thelow -temperature external coating process at 160。
高Nb X80管线钢的应变时效研究
St dy o r i Ag n fX8 pei e lwih g Nb u n St a n i g o 0 Pi l ne St e t Hi h
LU Z e — e ,G O H i,S A G C e g i I h nw i U u H N h n- a j
困难 , 再受力时需要更大的力才能使 位错移动 , 宏观 上表现 出强度 升高 , 变形性能 降低 。随着管线 钢 性 能 等级 的提升 ,管 线钢 的屈服 强度 和抗 拉强度 都有 不 同程 度 的提高 ,且屈 服强 度增 加较 快 ,屈 强 比呈 明显 升高 趋势 。高 的屈强 比表 明钢 的应 变 硬化 能力 降低 ,管线 钢 的应 变 硬化能 力受 到地 质 不稳 定 、 连续 以及地 震带 等恶 劣环境 影 响很 大。 不
l .2 % %和 3 %预 变 形 ,然 后 在 10q 回 火 5 i, 8 C n a r 1 a n 1 i .2 a n和 3 a n 0r . 5 n 0r i a r i 0r ,应 力 一 变 曲 i 应 线 如 图 3 a所示 。 ()
由试验结 果 可 以得 出下列 结论 :原 始 试样应 力一 应变 曲线表 现 为弧 形 。 当预变 形 量 为 1 %时 ,
量为 4 %左 右 ,但 是 有些 钢 管 敷设 在 地 质变 化 比
较大地区 ( 比如 地震 多 发地 带 ) ,这 就 要考 虑 在
位 置 .然 后 沿 着 虚 线 直 至 拉 断 ,使 得 屈 服 点 升
高 ,对 应应 变硬 化值 为 △ 。如果 预 变形 试样 在
(. ot C i er em Sel ieC .Ldo B hi q im n nfcui o,t.Qnxa 66 0 H b iC ia 1N r hn P t lu t p o,t f oa E u e t uatr gC . d, i i 0 2 5 , e e,hn h a o eP p Ma n L g n
X80管线钢的失效分析
目录1.引言 (1)1.1 X80管线钢发展背景 (1)1.2 X80管线钢的研究现状 (2)1.2.1 X80管线钢的发展历史 (2)1.2.2 X80管线钢的成分、组织性能 (4)1.2.3 X80管线钢的焊接技术 (5)1.2.4 X80管线钢焊接热影响区组织 (6)2. X80管线钢的应力腐蚀断裂 (7)2.1 管线钢应力腐蚀破裂的特点 (7)2.2 管线钢应力腐蚀破裂的机理 (9)2.2.1 硫化氢应力腐蚀开裂机理 (9)2.2.2 IGSCC 破裂机理 (12)2.2.3 TGSCC 破裂机理 (13)3. X80 管线钢焊接接头的低温断裂 (14)3.1 管线钢的低温脆断韧性 (14)3.2 低温脆断韧性研究 (14)4.西气东输二线X80管线钢焊接失效性分析 (15)4.1 X80管线钢在西气东输二线中的应用 (15)4.2 X80管线钢焊接失效的原因分析 (15)4.2.1 宏观观察 (15)4.2.2 微观组织观察 (16)4.2.3 能谱分析 (16)4.2.4 扫描电镜分析 (17)4.2.5 金相显微组织观察 (18)4.2.6 综合分析 (19)5.总结 (19)1.引言1.1 X80管线钢发展背景随着全球能源结构的优化调整,石油天然气的需求增加,极大地促进了管线工程的发展,同时也推动了X80 管线钢的开发步伐,2002 年8 月,国家经贸委、中国石油天然气集团公司、中国钢铁协会等单位组织召开了“十五”国家重大技术装备研制和国产化会议,与会专家一致通过“大口径输气管线用X80 板材国产化及评价”课题的可行性论证,并报国家经贸委批准,正式列入“十五”国家重大技术装备研制和国产化项目。
2005 年 3 月26 日,宝钢应用高强度高韧性X80管线钢制成的管径为1016mm,壁厚为15.3mm 的螺旋缝埋弧焊钢管,在河北景县成功对接,首条X80 输气管线应用工程正式开工建设,标志着我国长输管线向高强度、高压力、大口径方向发展。
基于正交试验的X80管线钢MIG焊工艺优化

Tab 3 Thermal and physical properties of X80 pipeline steel
温度 T /℃
20 100 200 400 800 1 200
比热容 c/(J·kg−1℃−1)
423 476 536 662 914 1 160
密度 ρ/(g·cm−3)
7.81 7.79 7.77 7.72 7.61 7.50
弹性模量 E/GP度 σ/MPa
641 623 597 550 100 15
热导率 λ/(W·m−1℃−1)
54.42 54.01 52.75 47.71 27.55
40
1.4 焊接热源及边界条件 焊接热源采用双椭球型热源,使用“生死单元”的方法加载到焊缝,热源在焊缝的移动通过时间步的增加
侯 阳1 ,李雪芝1 ,周建平1 ,王恪典1,2 †
(1. 新疆大学 机械工程学院,新疆 乌鲁木齐 830047;2. 西安交通大学 机械工程学院,陕西 西安 710049)
摘 要 :为优化X80管线钢MIG焊的工艺参数,对MIG焊过程中的电弧电压、焊接电流、焊接速度、坡口间隙四个工艺 参数进行了正交试验,以焊接接头应力峰值为评价指标,使用极差分析方法,获得了最优的工艺参数.借助ANSYS软件 对最优的工艺参数进行模拟计算,得到了应力峰值在接头处的分布情况.结果表明:极差分析法能有效获得最优工艺参 数,且焊接速度是接头处应力峰值的主要影响因素,其次为电弧电压、焊接电流、坡口间隙.研究结果为优化X80管线 钢焊接工艺、有效减小焊后应力峰值提供了参考. 关键词 : 正交试验;应力峰值;极差分析;数值模拟 DOI :10.13568/ki.651094.651316. 2020.04.23.0001 中图分类号:TG42 文献标识码:A 文章编号:2096-7675(2021)04-0507-06 引文格式:侯阳, 李雪芝, 周建平, 等.基于正交试验的X80管线钢MIG焊工艺优化[J]. 新疆大学学报(自然科学版) (中英文), 2021, 38(4): 507-512. 英文引文格式:HOU Y, LI X Z, ZHOU J P, et al.MIG welding process optimization of X80 pipeline steel based on orthogonal test[J].Journal of Xinjiang University(Natural Science Edition in Chinese and English), 2021, 38(4): 507-512.
X80~X120高钢级管线钢的最新进展
方伟编译:X80~X120高钢级管线钢的最新进展
X80一X120高钢级管线钢的最新进展
方 伟 编译,李为卫 校对
(中国石油集团石油管工程技术研究院,西安710065)
摘 要:介绍了高强度管线钢的制造技术概况,分析和讨论了X80,X100和x120级钢板、钢管
的显微组织和力学性能;通过UOE模拟装置,对从钢板到钢管成型后力学性能的变化进行了评
5 908 5 808
图2所示为B1和B2试验的力矩一压缩应变
关系。B类试样试验的第2个力矩相当大,足以
影响临界屈曲应变值。试验过程中两种情况的轴
向力基本为9 MN。从图2可以看出,第2个力
矩近乎为第1个力矩的1/2.第2个力矩不仅使
总力矩发生了变化,而且改变了最大力矩的位
置.其应变值为临界屈曲应变。
X100管线管的夏比V形缺口冲击功(.20℃) 为220J,其DW丌剪切面积(.20℃)为100%。从 钢板和钢管在不同试验温度下冲击功的变化可发 现,相同温度下,钢管的夏比冲击值比钢板的略 低,但是冲击值均很高,如在一40℃温度下为 200 J。试验钢管的DWrr性能非常好,85%.s。 韧脆转变温度低于一40℃.这意味着试验钢管甚 至可应用于条件苛刻的北极管线项目。
472曩≯誊耋穆
一70
14.3叠j蠹=_-_;—-_——————————————岬—■,晶———————————_————一
、蠹:。i酾∥
282
蠢;}u{一穆—60
慝糠糕鬻磐:…
。>85
看出,1单相轧制方法适用于提高钢板的低温韧 性,1+仅双相轧制方法有利于提高钢板的强度。
3 X80钢管的力学性能
2 X80钢板的显微组织和力学性能
X80管线钢在高压大流量输气管道上的应用与发展前景

X80管线钢在高压大流量输气管道上的应用与发展前景黄志潜中国石油物资装备(集团)总公司摘要本文概述了X80级管线钢在国外输气管道上的应用和国内业界在应用X80级管线钢方面存在的困惑。
介绍了澳大利亚业界的分析和观点以及国外在应用X80级管线钢方面的标志性进展。
总结了在此基础上召开的《2004北京X80级管线钢及钢管国际研讨会》的主要结论。
对国内应用X80级管线钢的前景作了分析与建议。
关键词输气管道X80级管线钢设计制造施工运行应用前景1 概述国外X80级管线钢的开发已经有20多年,生产与使用也有了15年以上的历史。
在X80级管线钢的管道设计、冶炼与轧制、钢管制造、现场焊接工艺、管道防腐保护与运营维护等方面已积累了丰富的经验。
目前国外普遍认为X80级管线钢的工业应用在技术上已经不存在问题。
2 国内的困惑尽管国外高压输气管道使用X80级管线钢已有15年以上的历史,但是为什么至今全世界使用并不广泛,总量也不过1600 km左右。
是因为还有什么关键技术问题没有解决,还是因为没有经济效益?这个问题近几年来一直困扰着国内管道工业界,在一定程度上影响着对应用X80级管线钢的认识和规划。
3澳大利亚管道工业协会(APIA)的分析澳大利亚的输气管道管径多在500mm以下,但广泛使用很高的输气压力,通常为15Mpa。
我们的澳大利亚同行也具有相似的困惑,即在X80已经可以供货15年之后,澳大利亚的高压输气管道的管材为什么仍以X70为主,X80只是在少量管道上使用?使用X80可以带来什么好处,同时又具有什么风险?为了解决这些问题,澳大利亚管道工业协会在于2002年10月召开了一次X80管线钢应用专题研讨会,邀请澳大利亚国内外与输气管道有关的各领域的专家一起进行分析。
形成了以下主要结论[1]:(1)采用X80肯定可以带来经济效益。
同一项目用X80代替X70,管材费用可以节省8~12%,项目总费用可以节省3~5%。
(2)在同一条输气管道上用X80代替X70,并没有什么重大技术问题需要解决,也不会因此带来什么附加的风险。
高应变时效抗力X80管线钢的显微组织和力学性能
的钢 的光 学 显微 照 片 ,可见其 基本显 微组织 同样
试 验钢 管 的夏 比冲击 和落 锤撕 裂试 验 结果 见
表 2 由表 2可 见 ,所 有 试验 钢 管 均具 有 良好 的 。
表 2 2 . 54mm 厚 X8 O钢 管 的夏 比冲 击 和 落锤 撕 裂试 验 结 果
由针 状铁素体 和多边形 铁 素体 组成 。但 ^ 仅双 相 y +
r ssa c fX80 se 1 e it n eo te .
K e o ds y w r :pi ln t e ;X8 pei e se l 0;sr i ig r ssa c tan agn e it n e;mir tucur c osr t e
0 前 言
埋 地 管 线 常 常 会 遭 遇 多种 负 荷 ,包 括 输 送 流 体 造 成 的 内部 压 力 、热 效 应 产 生 的轴 向 力 以 及 土 壤 运 动 造 成 的 弯 曲 等 。最 近 ,在 埋 地 管 线 的设 计 和 评 价 中将 土 壤 运 动 作 为 关 注 的重 点 。 当埋 地 管 线 承 受 由 于 地 质 运 动 引 起 的不 断 加 剧 的 压 力 而 弯 曲 时 ,最 终 可 能 会 发 生 局 部 屈 曲 。 因 此 ,在 管 线 设 计 时 要 求 管 线 对 局 部 屈 曲 具 有
表 1 54m m 厚 X8 钢 管 的 拉 伸 性 能 2 . 0
X80钢弯曲的力学性能测试
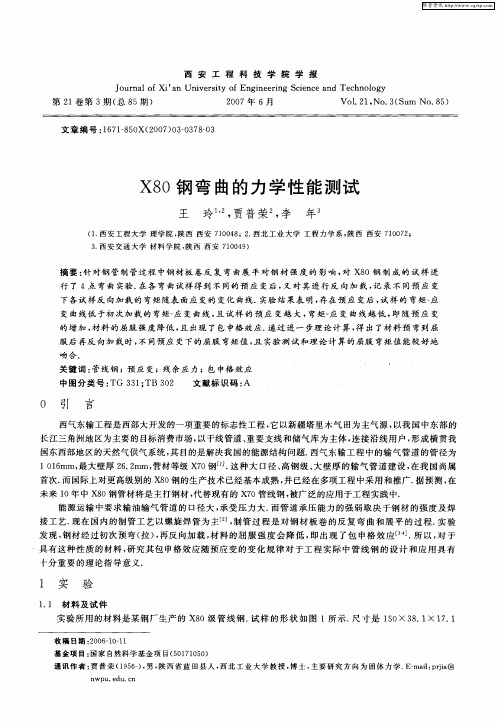
下各试 样反 向加 载的 弯矩 随表 面应 变的 变化 曲线. 实验 结果表 明 , 在预 应 变后 , 样 的 弯矩~ 存 试 应
变 曲 线 低 于初 次加 载 的 弯 矩 ~ 变 曲 线 , 试 样 的 预 应 变 越 大 , 矩 一 变 曲 线 越 低 , 随 预 应 变 应 且 弯 应 即
记 录其 表面 的应 变 .
1 2 实 验 结 果 .
r 取 出一个试 件进 行 4点弯 曲 实验 , 录加 载 过 程 的弯 记 矩一 应变 曲线 . 再取 出 一组 试 件 , 各 个 试 件进 行 预 弯 , 对 使 得 它们 的最 大 预应 变 ( 表 面 的 预应 变 ) 别 为 : . , 即 分 05
首次. 国际上对更 高级别 的 X o 的生产技术 已经基本成 熟 , 已经在多项工 程 中采用 和 推广. 预测 , 而 8钢 并 据 在
未来 1 0年 中 X o钢管 材将 是主打钢材 , 8 代替现有 的 X 0管线钢 , 7 被广 泛的应 用于工程 实践 中.
能源运输 中要 求输 油输气 管道 的 口径大 , 承受压 力大 . 管道 承压能 力的 强弱取 决 于钢材 的强 度及 焊 而
国东西部地 区的天然气供气 系统 , 目的是解决我 国的能源结构 问题. 气东输工 程 中的输气 管道 的管径为 其 西 10 6 1mm, 最大壁厚 2 .mm, 62 管材等级 X o ]这 种 大 口径 、 7 钢口 . 高钢 级 、 壁厚 的输气 管道 建设 , 我 国 尚属 大 在
接工 艺. 现在 国 内的制 管工艺 以螺旋 焊 管为主I , 2 制管 过 程是 对 钢材 板 卷 的反 复 弯 曲和 展平 的过 程. 验 ] 实
发现, 钢材经 过初 次预 弯 ( ) 再反 向加 载 , 拉 , 材料 的屈 服 强 度 会 降低 , 出 现 了包 申格 效 应 . 以 , 于 即 所 对 具有 这种 性质 的材料 , 研究 其包 申格效 应 随预应 变 的变 化 规 律对 于工 程 实 际 中管线 钢 的设 计 和应 用具 有
x80钢本构参数
x80钢本构参数
X80钢是一种高强度管线钢,其最小屈服值(MPa)为555。
此外,X80钢的性能要求还包括抗拉强度、屈强比、焊缝和热影响区的最小平均冲击韧性以及落锤撕裂试验剪切面积百分数等。
在材料科学中,钢的性能与其化学成分密切相关。
X80管线钢的典型化学成分包括碳(C)和合金元素,其中C的含量应不超过0.2%,合金元素的含量应在3~5%的范围内。
除了化学成分,X80管线钢的性能还受到制造工艺的影响,如控轧控冷工艺,它可以通过定量、预定程序地控制热轧钢的形变参数、终轧温度以及冷却时的轧制工艺,从而获得最佳的细化晶粒和第二相均匀分布的组织状态,有效地改善钢的性能。
以上是关于X80钢本构参数的一些基本信息,具体参数可能会因生产工艺和具体应用而有所不同。
如果您需要更详细的信息,建议直接咨询相关的材料科学家或工程师。
— — 1 —1 —。
X80管线钢管的屈强比对其失效评估曲线的影响

X80管线钢管的屈强比对其失效评估曲线的影响王海涛;李鹤;李洋;吉玲康;黄呈帅;熊庆人;张伟卫【摘要】X80及以上级别管线钢管的高屈强比是工程应用中的一个突出问题,失效评估曲线是其安全评定的重要依据.文中通过单轴拉伸和断裂韧性试验建立了高屈强比X80管线钢管的特征失效评估图及拟合方程.结果表明:随着钢管屈强比升高,失效评估曲线的截至线(最大载荷比)降低;高、低屈强比钢管的评估曲线在载荷比大于某一临界值时发生分离,且高屈强比钢管的评估曲线处于低屈强比钢管的评估曲线之下;高屈强比钢管的选择3评估曲线比选择1和选择2曲线更偏于安全.【期刊名称】《管道技术与设备》【年(卷),期】2012(000)005【总页数】4页(P6-9)【关键词】X80管线钢;屈强比;失效评估;断裂韧性【作者】王海涛;李鹤;李洋;吉玲康;黄呈帅;熊庆人;张伟卫【作者单位】中国石油集团石油管工程技术研究院,陕西西安710065;中国石油集团石油管工程技术研究院,陕西西安710065;中国石油集团石油管工程技术研究院,陕西西安710065;中国石油集团石油管工程技术研究院,陕西西安710065;中国石油集团石油管工程技术研究院,陕西西安710065;中国石油集团石油管工程技术研究院,陕西西安710065;中国石油集团石油管工程技术研究院,陕西西安710065【正文语种】中文【中图分类】TE8高强度管线钢管是油气输送管线技术发展的重要方向。
X80是目前世界上大规模应用的最高级别管线钢管,其相关问题的研究涉及当前管线的安全运行,同时对更高级别管线钢管X90/X100的研究和应用具有重要意义[1]。
屈强比是管线钢管的重要材料技术指标。
屈强比是屈服强度和抗拉强度的比值,表征材料从屈服到断裂这一过程中所能承受过载的裕度,是为了方便工程应用对材料塑性变形能力和形变硬化能力所做的简化指标[2]。
API SPEC 5L《管线钢管规范》中将X80及以下级别钢管的屈强比都限定在0.93以内[3],但X80钢管实际屈强比要明显高于X70及以下级别钢管,并且高屈强比的问题在X80以上级别管线钢管的应用中会更加突出[4]。
邯钢厚规格X80管线钢的研发与应用
dnmit r g e omac n e u ly f h lrldci st l T e o pe es e e o ne f, 1 m x y a ce i r r ne d h at w o l l a e h m rhni r r c , 1 9 i a n pf a t q io e o e o s b . c i v pf ma o / 2 n
另 外 ,Mn在 钢 中与 C和 P元 素一 样 易形 成偏 析 带 而造 成 钢 的组织 和 硬度 的不均 匀 性 ,对抗 H S
完 全 再 结 晶温 度 以 上 进行 粗 轧 3 5道 次 轧 制 变 +
形一 再结 晶 ,可使 晶粒充 分破碎 ,精 轧 阶段 保
证在 未再 结 晶 区有足 够 的道 次变形率 和累积变
贾改风等: 邯钢厚规格 X 0 8 管线钢的研发与应用
・ 5・ 2
1 设 计 .
氏体 。 当 钢 中 C含 量 很 低 时 。在 轧 后 冷 却 过 程 中可避 免形 成 马氏体 ,形成 微细 结构 的贝 氏体 和 针状铁 素体 ,从 而保证 钢 的 良好 延性 。
p o p o u n w s l r i h c n rlic u in s a e a d TMCP tc n l g . h e u t o n l s h w d t a e h s h r sa d l u f c o to l so h p n o u wh n e h o o y T e r s l fa ay i s o e t h s s h t X8 ie i e se li wi d r t te g h e c l n o tmp r t r o g n s ,o d w l a i t n e i a c o 0 p p l t e s t mo e a e sr n t ,x el tlw—e e au e t u h e s g o e d b l y a d r ss n e t n h e i t
基于0.8管道设计系数的X80焊管性能研究

基于0.8管道设计系数的X80焊管性能研究毕宗岳;张万鹏;牛辉;祝少华;赵红波;牛爱军【摘要】介绍了我国管道0.72与0.8设计系数用埋弧焊管技术条件的差异,并对两种设计系数所生产的螺旋埋弧焊管性能进行了对比研究.结果表明,0.8和0.72设计系数用板卷组织均以粒状贝氏体为主,含有不同量的多边形铁素体,其中0.8设计系数板卷头、中、尾3个位置多边形铁素体含量少,晶粒尺寸小,组织更加均匀一致,力学性能差异较小,头、中、尾屈服强度最大差值为14 MPa,比0.72设计系数用卷板减小约50 MPa,同时冲击韧性与0.72设计系数板卷相比提高25%.水压检验结果表明,采用0.8设计系数的焊管在100%屈服强度下进行静水压试验均未发生管体变形和泄露.目前国内冶金制管水平可完全满足0.8设计系数用焊管技术要求.【期刊名称】《焊管》【年(卷),期】2014(037)001【总页数】7页(P11-17)【关键词】焊管;设计系数;力学性能;静水压【作者】毕宗岳;张万鹏;牛辉;祝少华;赵红波;牛爱军【作者单位】国家石油天然气管材工程技术研究中心,陕西宝鸡721008;宝鸡石油钢管有限责任公司,陕西宝鸡721008;国家石油天然气管材工程技术研究中心,陕西宝鸡721008;宝鸡石油钢管有限责任公司,陕西宝鸡721008;国家石油天然气管材工程技术研究中心,陕西宝鸡721008;宝鸡石油钢管有限责任公司,陕西宝鸡721008;国家石油天然气管材工程技术研究中心,陕西宝鸡721008;宝鸡石油钢管有限责任公司,陕西宝鸡721008;国家石油天然气管材工程技术研究中心,陕西宝鸡721008;宝鸡石油钢管有限责任公司,陕西宝鸡721008;国家石油天然气管材工程技术研究中心,陕西宝鸡721008;宝鸡石油钢管有限责任公司,陕西宝鸡721008【正文语种】中文【中图分类】TE973.10 前言随着大型长距离输气管道的建设,管道所经地域越来越复杂,如何根据地域特征合理确定设计系数、保证管道安全可靠,并能节省钢材与投资费用,是输气管道线路设计面临的新问题。
中俄东线X80钢级Φ1422mm直缝埋弧焊管理化性能研究

近年来我国 X80 管道发生了较多的质量安全 问题袁 相关失效分析结果表明袁 X80 管道主要失效 形式为环焊缝失效袁 其主要原因包括环焊缝韧性尧 焊接缺陷尧 不等壁厚及错边等引起的应力集中袁
以及环焊缝相对于钢管的低强匹配等[4-7]遥 这些失效 反映出来的管材质量问题包括院 管材成分要求范围 宽袁 实物一致性差袁 导致管材可焊性差曰 管材强度 要求宽泛袁 实物水平接近标准上限袁 造成焊缝与管 体低强匹配曰 管材几何尺寸要求偏低袁 现场组对困 难袁 出现强力组对以及应力问题等遥 围绕这些问 题袁 在中俄东线建设前袁 从管材自身质量改进的角 度袁 在中俄东线钢管技术条件以及数据单补充技术 要求中袁 对相关技术指标及控制范围均进行了更为 严格的要求遥 其中袁 涉及理化性能方面主要包括化 学成分尧 拉伸性能和 DWTT 等指标遥 1.1 化学成分
2 中俄东线 X80 钢级 椎1 422 mm 直缝 埋弧焊管的实物性能
图 2 弯曲试验表现出来的焊接热影响区软化
另一方面袁 近年来备受关注的环焊缝失效事 故与环焊缝尧 管体的强度匹配问题袁 国内外比较 一致的观点认为袁 环焊缝的高强匹配对于避免环 焊缝失效至关重要[5,9-10]遥 高强匹配能够有效避免 环焊缝处的应力集中袁 从而避免环焊缝失效遥 由 于环焊缝与管体的匹配程度显然与管体自身的强 度相关袁 较低的管体强度使等强甚至高强匹配变 得更容易实现袁 因此压缩强度上限也成为促进环
焊缝合理强度匹配的重要方向遥 为了给现场环焊缝焊接创造更好的条件袁
以更好满足等强甚至高强匹配的要求袁 技术条 件中钢管拉伸性能区间进一步缩小遥 中俄东线 技术条件中将屈服强度上限由 API SPEC 5L 要 求的 705 MPa 压缩至 690 MPa袁 在后续的数据单 中进一步压缩至 675 MPa袁 区间范围由 150 MPa 缩窄为 120 MPa曰 抗拉强度上限由 825 MPa 压 缩至 780 MPa袁 在后续数据单中进一步压缩至 765 MPa袁 区 间 由 200 MPa 缩 窄 为 140 MPa遥 强度区间的缩窄给制造工艺的稳定性带来了极 大的挑战袁 也需要制管厂和钢厂密切配合袁 寻 求最佳的钢板强度控制区间袁 以确保钢管强度 区间满足要求遥 1.3 DWTT 性能
API5L(第43版)《管线钢管规范》

API5L(第43版)《管线钢管规范》1 适用范围 1)本标准适用于输送石油及天然气工业输送气、水、油;2)产品规范水平:PLS1和PLS2(其区别见文本附录J);3)钢级:PLS1钢管 A25~X70 , PLS2钢管 B~X80;4)交货尺寸范围: PLS1钢管 0.405~80,PLS2钢管41/2~80。
PLS1钢管钢级及钢类C(Max)a Mn(Max)a P(Max)S(Max)Ti(Max) 其它 A25,Ⅰ类 0.21 0.60 0.030 0.030- -A25,Ⅱ类 0.21 0.60 0.045~0.0800.030- -A 0.22 0.90 0.030 0.030- -B 0.28 1.20 0.030 0.0300.04 b,C,dX42 0.28 1.30 0.030 0.0300.04 c,d X46,X52,X56 0.28 1.40 0.030 0.0300.04 c,d X60f0.28 1.40 0.030 0.0300.04 c,d X65 f,X70f0.28 1.40 0.030 0.0300.06 c,dPLS2钢管钢级 C(Max)a Mn(Max)a P(Max) S(Max)Ti(Max) 其它B 0.24 1.20 0.025 0.015 0.04 d,eX42 0.24 1.30 0.025 0.015 0.04 c,d X46,X52,X56, X60f0.24 1.40 0.025 0.015 0.04 C,d X65f,X70 f,X80 f0.24 1.40 0.025 0.015 0.06 C,d2 化学成份(%)注:a 、碳含量比规定最大碳含量降低0.01%,锰含量则允许比规定最大锰含量提高0.05%,但对X42~X52钢级,最高锰含量不允许超过1.50%;对高于X52但低于X70的钢级, 最高锰含量不允许超过1.65%;对X70及以上钢级,最高锰含量不允许超过2.00% 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
X80管线钢屈服强度测量影响因素的分析
二00九年山东威海
主要内容
•
•
•
前言•
•前言
•前言
1.材料各向异性导致强度差异•
•材料各向异性导致强度差异
•材料各向异性导致强度差异
2.试验设备的影响•
•试验设备的影响
•试验设备的影响
•试验设备的影响
3.试样形式导致强度差异•
•试样形式导致强度差异
试样形式导致强度差异
4.静水压试验前后强度差异•
静水压试验前后强度差异
5.时效现象导致强度差异•
•时效现象导致强度差异
6. 包申格效应的影响•
•包申格效应的影响
•包申格效应的影响
7.试验方法的选择
•
•
•试验方法的选择
•试验方法的选择
试验方法的选择
••试验方法的选择
•试验方法的选择
•试验方法的选择
•试验方法的选择
结束语
谢谢观看!。