注塑模具之冷却水路与排气
模具螺旋冷却水路
模具螺旋冷却水路
摘要:
1.模具螺旋冷却水路的概念和原理
2.模具螺旋冷却水路的设计要点
3.模具螺旋冷却水路的优势和应用
4.模具螺旋冷却水路的维护和改进
正文:
一、模具螺旋冷却水路的概念和原理
模具螺旋冷却水路是一种应用于模具冷却系统的技术,其主要原理是通过螺旋状的水流将热量快速带走,以达到高效冷却模具的目的。
这种冷却方式能够在保证模具正常工作的同时,提高生产效率和延长模具使用寿命。
二、模具螺旋冷却水路的设计要点
在设计模具螺旋冷却水路时,应考虑以下几个方面:
1.水路设计:需要根据模具的形状和结构,设计出合适的螺旋水路,以确保冷却效果均匀。
2.冷却水流速:水流速度过快或过慢都会影响冷却效果,因此需要合理控制水流速度。
3.冷却水进出口:设计合理的冷却水进出口,能够有效避免水流对模具产生冲击,保护模具。
三、模具螺旋冷却水路的优势和应用
模具螺旋冷却水路具有以下优势:
1.冷却效果佳:螺旋状的水流能够快速将热量带走,提高冷却效果。
2.节省能源:相较于传统冷却方式,模具螺旋冷却水路能够降低能耗,节约成本。
3.延长模具寿命:通过有效的冷却,能够降低模具的工作温度,延长模具使用寿命。
因此,模具螺旋冷却水路广泛应用于各类模具的冷却系统中,如注塑模具、压铸模具等。
四、模具螺旋冷却水路的维护和改进
为了确保模具螺旋冷却水路的正常工作和延长使用寿命,需要进行定期的维护和检查。
注塑模冷却系统设计原则及结构形式
注塑模冷却系统设计原则及结构形式⼀、模具冷却系统设计原则为了提⾼⽣产率,保证制品质量,模具冷却系统设计以保证塑件均匀冷却为基本原则。
具体设计时注意以下⼏点:①冷却⽔孔数量尽量多、尺⼨尽量⼤型腔表⾯的温度与冷却⽔孔的⼤⼩、疏密关系密切。
冷却⽔孔孔径⼤、孔间距⼩,型腔表⾯温度均匀,如图3-9-3所⽰。
②冷却⽔孔⾄型腔表⾯距离要适宜孔壁离型腔的距离要适宜,⼀般⼤于10mm,常⽤12~15mm。
太近,型腔表⾯温度不均匀,参见图3-9-3d ;太远,热阻⼤,冷却效率低。
当塑件壁厚均匀时,各处冷却⽔孔与型腔表⾯的距离最好相同,如图3-9-4,a⽐b好。
当塑件壁厚不均匀时,厚壁处冷却⽔通道要适当靠近型腔,如图3-9-4,c⽐d好。
③⽔料并⾏,强化浇⼝处的冷却成型时⾼温的塑料熔体由浇⼝充⼊型腔,浇⼝附近模温较⾼、料流末端温度较低。
将冷却⽔⼊⼝设在浇⼝附近,使冷却⽔总体流向与型腔内物料流向趋于相同(⽔料并⾏),冷却⽐较均匀。
④⼊⽔与出⽔的温差不可过⼤如果⼊⽔温度和出⽔温度差别太⼤,会使模具的温度分布不均。
为取得整个制品⼤致相同的冷却速度,需合理设置冷却⽔通道的排列形式,减⼩⼊出⽔温差。
如图3-9-6,a形式会使⼊⽔与出⽔的温差⼤,b形式相对较好。
⑤冷却⽔孔布置要合理冷却⽔通道尽可能按照型腔形状布置,塑件的形状不同,冷却⽔道位置也不同,例如:图3-9-9:扁平塑件,侧⾯进浇。
动定模均距型腔等距离钻孔。
图3-9-10 :浅壳类塑件定模钻孔、动模组合型芯铣槽。
图3-9-11:中等深度壳类塑件。
凹模距型腔等距离钻孔,凸模钻斜孔得到和塑件形状类似的回路。
图3.9 1:深腔制品。
凸凹模均采⽤组合式,车螺旋槽冷却,从中⼼进⽔,在端⾯(浇⼝处)冷却后沿环绕成型零件的螺旋形⽔道顺序流出模具。
⑥冷却⽔道要便于加⼯装配冷却⽔道结构设计必须注意其加⼯⼯艺性,要易于加⼯制造,尽量采⽤钻孔等简单加⼯⼯艺。
对于镶装组合式冷却⽔道还要注意⽔路密封,防⽌冷却⽔漏⼊型腔造成型腔锈蚀。
注塑模具基础知识

注塑模具介绍—排气系统
排气系统:各个零件之间的配合间隙就是模具的排气系统, 当这些间隙不能满足要求时,就需要额外加排气槽排气,如 上图所示排气槽。有时,需要在模具的特殊位置用烧结金属 (蜂窝煤式金属合金)制作排气入子。
模具加工工艺
热处理:模具中常用的热处理方式有: 调质、淬火、回火、表面渗碳、表面渗 氮等。
表面处理:主要是对应与产品表面的咬 花处理。活動零部件的表面塗層處理。
抛光:模具上的抛光主要应用与产品表 面要求的抛光位置;深肋位,产品脫模 不顺的地方等。
磨床:主要有圆磨床和平面磨床。一般加工精度在 0.005mm。
圆磨床加工导柱、销钉、顶针、圆型芯等圓形零件。
平面磨床主要進形零件的平面加工,也可利用治具加工零 件外圓。
模具加工工艺—钻床
钻床:钻床加工精度一般都只要求在0.1mm。主要 加工水路、顶针过孔、螺丝过孔等。
模具加工工艺—CNC
热流道的优点: 1、热流道集合了两板模和三板模
的优点,并拥有很多不可比拟的 优点。 2、热流道模具可以做到没有流道, 节省流道消耗物料,不需要冷却 流道,不需要等待塑料计量,大 大节省成型周期。 热流道的缺点:热流道结构复杂, 维修困难;需要成型机外接设备 (如温控箱、外接气管);成品 高;只适用于大批量生产。
模具加工工艺
塑胶模具常用加工及处理方法: 车、镗、铣、磨、钻、CNC、电火花、 线切割、热处理、表面处理、抛光等。
模具加工工艺—车床
车床:加工精度一般0.02mm。加工圓 形零件及零件上的圓形結構。
塑胶模具冷却系统
• 8.6 水孔的设计形式
• 8.6 水孔的设计形式
• 8.6 水孔的设计形式
• 8.6 水孔的设计形式
• 8.6 水孔的设计形式源自• 8.6 水孔的基本格式
8.3 型芯冷却水道置 对于一模多腔的模具,其型芯的冷却方式可分为 串联冷却和并联冷却两种. 1. 串联冷却水路具有流动有力的优点,但存在随着型 芯数目增加,温度变化大的缺点. 2. 并联冷却水路随温度梯度变化不大,但流动不够有 力,其结果会导致对不同型芯冷却效果不均匀. 因此两种冷却水路的排列方式仅适用型芯数目不多 的模具对于一模多腔模具,上述两种冷却方式最好能和建 立两个以上独立回路的方法一起使用.许多模具中一些形 状特殊尺寸较薄且偏长的型芯,在成型过程中需对其进行 温度控制,众所周知,直径较小(通常水于6mm)且尺寸较长 的芯子由于表面较小,使得热传导非常困难.
8.5 冷却管与模具的连接 模具冷却水道的水嘴(出入水口)在模具中的正确 位置: 1. 模具安装在注射机上后其冷却水道的水嘴(进 出口)有能正对道注射机的拉杆以免水管安装困难. 2. 冷却水道的水嘴最好装在注射机的背后(即:注 射机操作的另一例)以免影响操作. 3. 细模水路的水嘴不能靠的太近以免使的安装与 固定水管困难.
82模板冷却水道的设置不少小型模具的型腔是直接在模板上加工而成的这类模具可以直接在模板上设置冷却水道在模板上设置冷却水道同样应遵循冷却系统的设计原则使冷却水道尽量靠近型腔表面和尽量围绕型腔使成品在成型过程中冷却均匀
八:
8.1 概述一
塑模冷卻系统设计
模具冷却系统包括:冷却水道,模具溫度控制器及加 热组件等: 冷却系统目的: (1) 防止塑件在脫模时发生变形. (2) 缩短成型周期. (3) 提高塑件质量,控制模溫. 冷却水道在模具中的位置: 冷却水道位置取决于成品的形狀的不同的壁厚,原则 上冷却水道设置在塑料自模具热傳导困难的地方,根据 冷却系统的设计原则,冷却水道应围绕模具的成型的成 品,且尽量排列均勻一致.
典型注塑模设计-项目1-模块三

1.排气系统
大多数情况下可利用模具分型面或模具零件间的配合间隙自然地排气 ,其间隙值通常为0.01~0.03mm,以不产生溢料为限。
排气与引气系统的设计
相关理论知识
2.引气系统的设计 大型深壳形制品包紧型芯形成真空,难以脱模,需要引气装置。 镶拼式侧隙引气 气阀式引气 相关理论知识
能合理地设计浇注系统
能合理地进行成型零件设计
能正确地绘制模具装配图和零件工作图
1.能设计合理的冷却系统 2.能设计合理的排气系统 3.能绘制合理的冷却水道布置图
学习目标
工作任务
根据图示的塑件零件图以及已确定的总体结构方案,设计本模具的冷却系统和排气系统,并绘制冷却水道布置图。
冷却系统设计
低粘度-低模温
单击此处添加正文,文字是您思想的提炼,为了演示发布的良好效果,请言简意赅地阐述您的观点。您的内容已经简明扼要,字字珠玑,但信息却千丝万缕、错综复杂,需要用更多的文字来表述;但请您尽可能提炼思想的精髓,否则容易造成观者的阅读压力,适得其反。正如我们都希望改变世界,希望给别人带去光明,但更多时候我们只需要播下一颗种子,自然有微风吹拂,雨露滋养。恰如其分地表达观点,往往事半功倍。当您的内容到达这个限度时,或许已经不纯粹作用于演示,极大可能运用于阅读领域;无论是传播观点、知识分享还是汇报工作,内容的详尽固然重要,但请一定注意信息框架的清晰,这样才能使内容层次分明,页面简洁易读。如果您的内容确实非常重要又难以精简,也请使用分段处理,对内容进行简单的梳理和提炼,这样会使逻辑框架相对清晰。
根据图示的塑件零件图以及已确定的总体结构方案,设计本模具的冷却系统和排气系统并绘制冷却水道布置图。
练习
高粘度-高模温
注塑模冷却系统设计

注塑模冷却系统设计一、冷却系统原理冷却系统的设计原则包括以下几点:1.均匀冷却:冷却通道应布置得均匀,确保注塑模腔内的温度分布均匀,避免产生缺陷。
2.高效冷却:冷却通道应尽可能靠近模具表面,并减小冷却通道的截面积,以增加冷却介质对模具的冷却效果,提高生产效率。
3.多角度冷却:在模具中设置多个冷却通道,使冷却介质能够从不同的角度覆盖模具表面,提高冷却效果。
4.控制温度:通过合理设置冷却通道的长度、截面积和数量等参数,控制注塑模的冷却速度,确保产品达到理想的尺寸和性能。
二、冷却系统设计流程1.模具结构分析:根据产品的形状和尺寸,对模具进行结构分析,确定冷却通道的位置和数量。
2.冷却通道设计:根据模具结构,设计冷却通道的形状、截面积和长度等参数。
一般来说,冷却通道应尽量靠近模具表面,避免过于接近模腔导致冷却效果不佳。
3.冷却通道布置:根据模具结构和产品的需求,合理布置冷却通道的位置和数量。
通常情况下,冷却通道应均匀分布在模具的各个部位,并且覆盖整个模具表面。
4.冷却介质选型:选择合适的冷却介质,通常是冷水。
冷却介质的选择应考虑到模具材料的热导率、流动性以及生产环境等因素。
5.防止冷却死角:在冷却系统设计中,应尽量避免冷却死角的产生。
冷却死角是指冷却介质在注塑模内积聚,无法很好地冷却模具的局部区域。
为了避免冷却死角,可以设置细小的冷却通道或者采用多角度冷却。
三、冷却系统优化方面为了进一步提高冷却系统的效果,可以从以下几个方面进行优化:1.模腔温度分析:利用模具流动分析软件,对模腔的温度分布进行分析,找出温度较高或较低的区域,并针对性地调整冷却通道的布置。
2.冷却介质控制:通过对冷却介质的输送速度、温度和压力等参数进行控制,进一步提高冷却效果。
3.冷却材料选择:选择具有较好导热性能的冷却材料,如铜合金等,以提高冷却效果。
4.模具表面处理:在模具表面进行特殊处理,如磨削、喷砂等,增加表面的热传导性,提高冷却效果。
塑胶模具冷却系统设计
塑胶模具冷却系统设计一、背景介绍塑胶模具冷却系统是塑胶加工过程中非常重要的一部分,它直接影响到产品的质量和生产效率。
冷却系统的设计需要考虑多个因素,例如冷却介质的选择、冷却管道的布局、冷却器的尺寸和数量等。
本文将详细介绍塑胶模具冷却系统的设计原则和注意事项。
二、设计原则和注意事项1.冷却介质的选择:冷却介质常用的有水、油和空气等。
水是最常用的冷却介质,因为其传热效果好且成本低廉。
同时,水的导热性好,容易控制温度。
油和空气则适用于一些特殊的加工需求,如高温或高速冷却。
2.冷却管道的布局:冷却管道的布局应尽可能均匀地分布在模具的各个部位,确保每个产品的冷却效果一致。
同时,冷却管道的直径也需要根据冷却介质的流量和速度来确定。
3.冷却器的尺寸和数量:冷却器的尺寸和数量应根据模具的尺寸和冷却需求来确定。
一般来说,冷却器的数量越多,冷却效果越好。
另外,冷却器的尺寸也需要考虑冷却介质的流量和温度。
4.管道和冷却器的材质选择:管道和冷却器的材质应具有良好的导热性和抗腐蚀性。
常用的材质有铜、铝和不锈钢等。
同时,材质的选择也需要考虑成本和耐用性等方面。
5.控制冷却温度:冷却温度的控制对产品的成型质量有直接影响。
应根据具体产品的要求来确定冷却温度。
一般来说,温度过低会导致产品收缩过大,而温度过高则会导致产品变形。
6.检测和维护:冷却系统应配备温度传感器和压力传感器等装置,对冷却效果进行实时监测。
同时,冷却系统还需要进行定期的清洗和维护,确保其正常运行和延长使用寿命。
三、冷却系统设计实例以注塑模具为例,冷却系统的设计可以按照以下步骤进行:1.确定冷却介质的选择:一般使用水作为冷却介质,因为其成本低廉且传热效果好。
2.根据模具的尺寸和形状设计冷却管道的布局:确保冷却管道能够均匀地覆盖整个模具,并避免冷却死角。
3.根据冷却需求选择冷却器的尺寸和数量:根据模具的尺寸和冷却需求,选择合适的冷却器尺寸和数量。
4.选择合适的管道和冷却器材质:选择具有良好导热性和抗腐蚀性的材质,如不锈钢。
注塑模具异形冷却水道Moldflow优化设计

注塑模具异形冷却水道Moldflow优化设计注塑模具冷却水道受加工方法的限制,塑件在冷却过程中易产生热点,使产品冷却不均匀而引变形和表面质量问题。
采用3D打印技术制造的模具,其内部异形冷却水道更靠近模具的冷却表面,从而提高了热量转移到冷却水的效率。
基于Moldflow模拟软件对传统的冷却水道设计和随形冷却水道设计进行了模具和产品温度场、冷却时间的对比,从而为冷却水道的优化设计提供依据。
标签:异形冷却水道;Moldflow;随形冷却;3D打印Abstract:The cooling water channel of injection mould is limited by the processing method,and the plastic parts are apt to produce hot spots in the cooling process,which makes the product cooling uneven and causes deformation and surface quality problems. The mold made by 3D printing technology,whose internal special cooling channel is closer to the cooling surface of the mould,improves the efficiency of heat transfer to cooling water. Based on Moldflow simulation software,the design of traditional cooling channel and the design of conformal cooling channel are compared in terms of the mold and product temperature field and cooling time,thus providing the basis for the optimization design of cooling channel.Keywords:special cooling channel;Moldflow;conformal cooling channel (CCC);3D printing1 概述随着中国制造业的快速发展和全球经济竞争的加剧,对模具工业提出了越来越高的要求。
注塑模具冷却水路设计
入,所以浇口部位是模具上温度最高的部位,为了达到模
温均衡,冷却水道应首先通过浇口部位,冷却水道应从模 温高的区域向模温低的区域流动。
2012-6-13
• 冷却系统应防止漏水,因此当冷却水道必须通过模板接缝 部位时应设置良好的密封措施。 • 在循环的冷却水道中,其冷却介质的冷却路线应相等。 • 进出水口应设在不影响操作的方位 • 充分考虑地域差别,结合当地气候状况,设计出符合地域
热水,热油等介质。
模具温度 (ºC)
2012-6-13
90~110
设:单位时间内注入模具中的塑料熔体的总质量 G
• 塑件的体积 V= 9.13972 cm3
• 塑件的质量
m=Vρ=9.13972cm3×1.2g/cm3=10.96766g=0.01096766kg
• 查表得,当塑件壁厚为3mm时,得t冷=25.5s。 • 设注射时间:t注=5s;脱模时间: t脱=10s, 则注射周期:t=t注+t冷+t脱=(5+25.5+10)s=40.5s 由此得每小时注射次数:N=(3600/40.5)次=88次 • 单位时间内注入模具中的塑料熔体的总质量: •2012-6-13 G=Nm=88×0.01096766kg/h=0.965kg/h
计算冷却水的体积流量
qv
• 设冷却水道入水口的水温为θ2=22°C,出水口的水温θ1=25°C, 根据公式1(p283)得:
• q v =GΔi/(60ρC(θ1-θ2)
=0.965×2.9/(60×1000×4.187×(2522)m3/min=0.005m3/min
2012-6-13
确定冷却水孔的直径d
2012-6-13
冷却水道的数量x: • 设每条水道的长度为l=407mm, 则冷却水道的条数: • x=L/l=815.4/407条≈2
注塑模具冷却水路【完整版文档】
Z方向收缩不均勻,变形 方向如图所示,最大变 形为8.9mm,变形量较 大。
1.9 mm
冷却水进口温度如图所 示,蓝色表示进水温度 为40°,红色表示进水 温度为60°。
动模侧温度分布与之前 相似,但浇口附近温度 较之前高,有利于控制 变形。
静模侧温度如图所示, 动静模面温差分布均 大部分区域温度较均匀, 匀局部温差较大。 浇口附近温度较高。
有加强纤维
适用于部品面积大、模仁厚度小、模仁不是整体的模具(布置水井麻烦)
成品体积收缩大部分均匀约为4%, 四周较厚区域体积收缩稍大。
对生产周期的影响:一个成型周期主要分为以下部分。
冷却系统水孔径间距与型腔之间的关系
静模侧温度不均匀,浇口周围温度较高,温度分布在51-71范围内。
MISUMI模板水路连接标准件 优点:适用于入子周围冷却;
二、冷却水路样式
1. 水井冷却 a. 喷泉
前者模具加工加工简单 后者可以实现水流方向变更
模具加工加工简单 可以实现水流方向变更
并联水路特点 优点:适用于入子周围冷却;低压下可达高流速。 缺点:各分支流速不一、各分支冷却效果不一、
易淤积堵塞。
多型芯喷泉并联
二、冷却水路样式
b. 隔板
多隔板串联
串联水路特点 优点:流速均匀;传热均匀。 缺点:压降大。
四、模具加热设备简介
1.水温加热:模具温度要求80°以下适用;
大部分塑胶原料(除高温料)要求模具成型温度为:20°~ 90°,如果部品表面光洁 度要求较高,或模具结构导致成型困难时,必须使用水温机加热。
长型芯滑块 喷水管冷却
水路长度不能太长:冷却液从水管进口到出口的温度变化应该在5°以内;
缺点:各分支流速不一、各分支冷却效果不一、
注塑模具冷却水路
0.59mm
0.3mm 静模侧温度 较之前均匀。 动模侧温度分布 还是不够均匀
动静模面温差分布
均匀。温差约10°。
Z方向收缩较之前改善较大,变形如图。 右边为放大10倍的变形,绿色框为变形前形状。
四、模具加热设备简介
1.水温加热:模具温度要求80°以下适用;
大部分塑胶原料(除高温料)要求模具成型温度为:20°~ 90°,如果部品表面光洁 度要求较高,或模具结构导致成型困难时,必须使用水温机加热。
2)圣度水路通道标准:两侧直通,单侧回路不可。
OUT OUT
分水器
IN
IN
注:1.水路长度不能太长:冷却液从水管进口到出口的温度变化应该在5°以内;较精密 的产品应该控制在3°以内。 2.大型模具水路较多应注明 IN OUT 最好做分水器。
二、冷却水路样式
1. 水井冷却
a. 喷泉
多型芯喷泉并联 前者模具加工加工简单 后者可以实现水流方向变更 模具加工加工简单 可以实现水流方向变更
二、冷却水路样式
4.不同镶件的水路连接
适用于部品面积大、模仁厚度小、模仁不是整体的模具(布置水井麻烦)
模板水路连接设计1
水路连接块 水路连接块
模板水路连接设计2
MISUMI模板水路连接标准件
延长接头
二、冷却水路样式
5.斜顶冷却
斜顶
顶针板
一体式斜顶冷却水路
斜顶头冷却水路 连接器
斜顶较大时,冷却水路是不可忽略的。没有冷却水 路会延长注塑周期,或造成斜顶成型形象在脱模时 变形。
1.9 mm
冷却水进口温度如图所 示,蓝色表示进水温度 为 40°,红色表示进水 温度为60°。
动模侧温度分布与之前 相似,但浇口附近温度 较之前高,有利于控制 变形。
注塑模具 冷却水路
四、模具加热设备简介
5.加热设备 综合应用
油
温
温
控
机
箱
加热棒、热电偶 的使用 加热棒
加热棒
热 电 偶
热 电 偶
检测温度 设置温度
四、模具加热设备简介
4.隔热板:防止模具热量过度散发以确保型腔温度恒定,从而保证成型产品品质稳定。 尼龙、PBT、PET等结晶性树脂,模具型腔表面温度变化对部品的结晶度、尺寸、外观
品质影响很大,需要安装隔热板。
注:1. 隔热板加工时要使用集尘器吸粉尘(含玻纤,会刺激 皮肤致瘙痒;粘附到机械上会影响精度);
顶 针 板
一体式斜顶
斜顶头冷却
冷斜顶却较水大时路,冷却水路是不可水忽路略的。没有冷却水
路会延长注塑周期,或造成斜顶成型形象在脱模时 变形。
斜 顶
连 接 器 设
二、冷却水路样式
6.滑块冷却
长型芯滑块 喷水管 冷却
不仅滑块上需要冷却水路,必要时滑块镶件上必须 设置冷却水路
二、冷却水路样式
7.冷却回路的特殊样式
0.3mm
Z方向收缩较之前改善较大,变形如图。 右边为放大10倍的变形,绿色框为变形前形状。
四、模具加热设备简介
1.水温加热:模具温度要求80°以下适用; 大部分塑胶原料(除高温料)要求模具成型温度为:20°~ 90°,如果部品表面光洁度
要求较高,或模具结构导致成型困难时,必须使用水温机加热。
PA 尼龙
成品体积收缩大部分均 匀约为4%, 四周较厚区 域体积收缩稍大。
Z方向收缩不均勻,变形 方向如图所示,最大变 形为8.9mm,变形量较 大。
1.9 mm
冷却水进口温度如图所 示,蓝色表示进水温度 为40°,红色表示进水 温度为60°。
注塑模具水路设计指南

注塑模具水路设计指南注塑模具水路设计指南注塑模具水路设计指南是在注塑模具制造过程中非常重要的一环。
水路设计的好坏直接影响着注塑模具的冷却效果,进而影响着产品质量和生产效率。
因此,合理的水路设计对于提高注塑模具的生产效率、降低能耗和延长模具使用寿命具有重要意义。
首先,注塑模具的水路设计应考虑到冷却水的流动性和均匀性。
冷却水应能够以均匀的速度流过模具的每个部位,确保模具的温度分布均匀。
通常情况下,水路设计应遵循“先热后冷”的原则,即首先保证模具的热流向冷却系统,然后再将冷却水排出。
这样可以最大程度地提高冷却效果,加快产品的冷却速度。
其次,注塑模具的水路设计还应考虑到冷却水的温度控制。
冷却水的温度对于注塑过程中的产品质量和生产效率有着直接的影响。
设计时应充分考虑冷却水的温度变化,选择合适的冷却水温度和冷却时间,以确保产品在注塑过程中的冷却速度和质量。
此外,注塑模具的水路设计还应注意冷却水的流量和压力。
流量和压力的大小直接影响着冷却水的流动速度和冷却效果。
设计时应根据注塑模具的具体情况,合理确定冷却水的流量和压力,以达到最佳的冷却效果。
最后,注塑模具的水路设计还应考虑到冷却水的循环方式。
常见的循环方式有直接冷却循环和间接冷却循环。
直接冷却循环是将冷却水直接流过模具,然后将冷却水排出;间接冷却循环是通过换热器将冷却水与模具分开,以免污染模具。
设计时应根据注塑模具的具体情况和要求选择合适的冷却水循环方式。
总之,注塑模具水路设计指南是注塑模具制造过程中的重要参考依据。
合理的水路设计可以提高模具的冷却效果,提高生产效率,降低能耗,延长模具的使用寿命。
因此,在注塑模具制造过程中,我们必须充分重视水路设计的重要性,并根据具体情况和要求进行科学合理的设计。
这样才能生产出高质量的注塑产品,提高企业竞争力。
模具设计指南-(九)浇注系统及排气设计
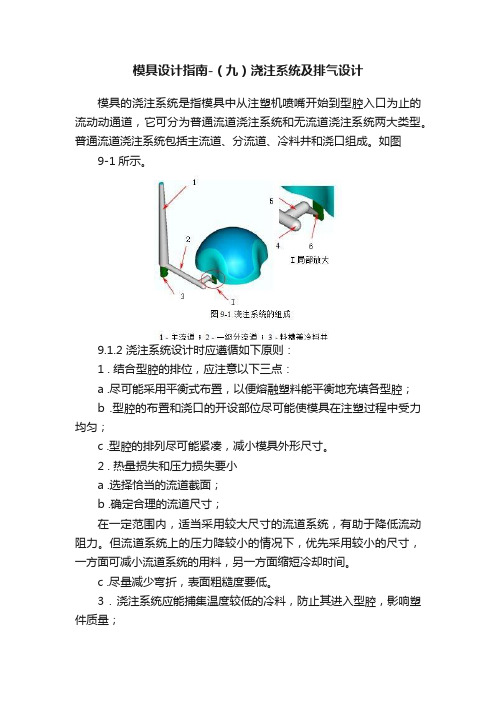
模具设计指南-(九)浇注系统及排气设计模具的浇注系统是指模具中从注塑机喷嘴开始到型腔入口为止的流动动通道,它可分为普通流道浇注系统和无流道浇注系统两大类型。
普通流道浇注系统包括主流道、分流道、冷料井和浇口组成。
如图9-1所示。
9.1.2 浇注系统设计时应遵循如下原则:1 . 结合型腔的排位,应注意以下三点:a .尽可能采用平衡式布置,以便熔融塑料能平衡地充填各型腔;b .型腔的布置和浇口的开设部位尽可能使模具在注塑过程中受力均匀;c .型腔的排列尽可能紧凑,减小模具外形尺寸。
2 . 热量损失和压力损失要小a .选择恰当的流道截面;b .确定合理的流道尺寸;在一定范围内,适当采用较大尺寸的流道系统,有助于降低流动阻力。
但流道系统上的压力降较小的情况下,优先采用较小的尺寸,一方面可减小流道系统的用料,另一方面缩短冷却时间。
c .尽量减少弯折,表面粗糙度要低。
3 . 浇注系统应能捕集温度较低的冷料,防止其进入型腔,影响塑件质量;4 . 注系统应能顺利地引导熔融塑料充满型腔各个角落,使型腔内气体能顺利排出;5 . 防止制品出现缺陷;避免出现充填不足、缩痕、飞边、熔接痕位置不理想、残余应力、翘曲变形、收缩不匀等缺陷。
6 . 浇口的设置力求获得最好的制品外观质量浇口的设置应避免在制品外观形成烘印、蛇纹、缩孔等缺陷。
7 . 口应设置在较隐蔽的位置,且方便去除,确保浇口位置不影响外观及与周围零件发生干涉。
8 . 考虑在注塑时是否能自动操作9 .考虑制品的后续工序,如在加工、装配及管理上的需求,须将多个制品通过流道连成一体。
9.2 流道设计9.2.1 主流道的设计(1) 定义:主流道是指紧接注塑机喷嘴到分流道为止的那一段流道,熔融塑料进入模具时首先经过它。
一般地,要求主流道进口处的位置应尽量与模具中心重合。
(2) 设计原则:热塑性塑料的主流道,一般由浇口套构成,它可分为两类:两板模浇口套和三板模浇口套。
参照图9-2,无论是哪一种浇口套,为了保证主流道内的凝料可顺利脱出,应满足:D = d + (0.5 ~ 1) mm (1)R1= R2 + (1 ~ 2) mm (2)其它相关尺寸详见第十六章第四节。
模具螺旋冷却水路

模具螺旋冷却水路今天想和大家聊聊关于模具的冷却系统。
从字面上看就是帮助模具冷却的?其实也不全是,主要作用是帮助零件冷却。
高温活跃的流态塑料粒子、熔融状态的金属,在模具中,需要额外介质进行冷却,帮助提高产品成型效率。
模具冷却系统的定义及其组成模具的冷却系统说的是,冷却液通过温控及泵送设备,集中输送给模具供应集水模块,再分别泵送至模具内部各冷却管路进水端后,从出水端流出后返回模具出水集水模块,再返回至温控及泵送设备,进而构成完整的冷却回路。
冷却系统的组成就是由水穴、水嘴、水管、水路、集水块、水堵组成。
模具冷却系统的设计原则良好的冷却系统的设计可以帮助零件成型产品品质的提升,也能帮助减少冷却时间,提高生产效率。
水路基本设计原则1°冷却水路布置尽可能多,紧密、均匀;2°各水管直径尽量一致;3°冷却水管直径:水管至型面的距离: 水管中心距= 1 : 2.5 : 54°冷却水管直径6-15mm,水穴直径不小于水管直接的2倍;5°冷却水管至型面的距离应尽量保持一致,一般在15-25mm;6°水路循环长度不长于1.4m;7°水管中心距一般为20-80mm;8°冷却水应从模温高的区域流向模温低的区域;9°冷却水进出水口应设计在非操作面;水路基本形式尽量采用直通式水路,直通式水路采用钻头直接钻出,分型面比较复杂的一般采用多组对接,分并联和串联两种布置方式,尽可能采用并联方式,以减少直接作用长度;水路设计特殊形式1°隔热板式水穴:无法安排直通式水路时采用,属于点冷却2°铍铜导热:在水路、水穴无法排布的区域可以采用铍铜冷却,铍铜也需要通上冷却水3°喷水井:细长型的零件,又不能采用铍铜冷却的4°螺旋式:异型冷却系统以上就是今天想和大家分享的内容,希望有所帮助。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Baffle(檔板)
TM002P07
冷卻系統設計要點-5
冷卻系統類型
串聯水路 優點 – 流速均勻 – 排熱均勻 缺點 – 壓降高 並聯水路
Series Circuit
–串聯和并聯
ies cuit
優點 – 適用于入子四周 – 底壓下可達高流速 Parallel Circuit 缺點 – 各分支流速不一樣 – 各分支冷卻效果不佳 – 易產生污垢
;如果充填和保壓過程都是最佳化的﹐改善冷卻行為可以顯著地減少冷卻時間 ;因為冷卻時間通常包括 80% 的循環時間﹐所以減少冷卻時間會顯著減少循環 時間和生產成本。
注射時間 保壓時間 冷卻時間 開模時間
相關時間
根據產品的用途﹐在均勻冷卻以保証產品的品質和快速冷卻以減 少產品的成本之間取一個折中。
影響冷卻系統行為的因素
熱量在射出成型中的傳遞
熱輻射 熱對流
熱量傳遞到模板 A
熱量由塑料帶入
熱量從冷卻水管傳入或傳出
冷卻系統設計目標
冷卻系統的設計經常受到模穴的幾何形狀、分模線、滑 塊和頂針的限制﹐因此不能僵硬地給出理想分布的設計指 南。 模具設計者的目標應該是設計一個冷卻系統﹐它會: 均勻地冷卻產品 減少循環時間
兩點進澆壓力太大﹐而且塑 膠流動路徑過長 ( 如上圖 ) ﹐因此 不採用。經過內部分析檢討﹐我 們決定採用四點進澆(如右兩圖)。 但哪一種四點進澆位置使產品的 翹曲變形較小呢 ? 還得使用MPI進 一步分析比較。
兩種方案均采用潛伏式澆口﹐從扁銷上進澆。我們采用相同 的水路設計﹐設定相同的冷卻條件進行分析比較。
B
In Out
C
In
Out
In
Out
冷卻系統設計要點-4
尺寸及排放位置
在一個冷卻管道內任何冷卻液的方向改變會 增加紊亂度﹐因此在轉彎后熱傳導的能力會增 加。擋板和噴泉都會增大紊亂度﹐是由于在流 動系統中固有轉彎和它們的几何形狀能夠在受 限制區進行冷卻﹐因此加強了冷卻效果。
–特殊特征
•擋板
•噴泉
Bubbler(噴泉)
–結晶度:半結晶材料成型過程中呈現的結晶度受熔體冷卻的影響,產品冷卻過程
中結晶度的不同會影響體積收縮﹐要保持所需要的尺寸公差是困難的;不同區域體 積收縮的顯著變化通常是產品翹曲的一個原因。
–熱彎曲:如果模具的上表面和下表面的溫度不同﹐一旦產品從模具中頂出﹐由于
在上下表面之間不同的熱收縮速率﹐產品會彎曲。
面光潔度﹐如果某些區域與另一些區域的模穴溫度不同﹐那麼在成品表面就會看到 不同的表面光澤。
–殘餘應力:殘餘應力是在充填或保壓過程中由剪切應力產生的結果,除了流動導
致應力外﹐由于產品表面溫度不同﹐各個部分以不同的速率冷卻時也會產生殘餘應 力。這些殘餘應力可能是造成產品在使用過程中過早損壞或是產品翹曲和扭曲的原 因;為了減小這些應力﹐就需要均勻的冷卻。
生產成本
–頂出溫度:產品從模具中頂出的溫度會受很多因素的影響。產品的強度必
須足夠大以抵抗由於體積收縮的變化和殘餘應力而產生的翹曲和頂出系統對產 品施加的局部應力。頂出力受產品的幾何形狀、模具的表面光潔度和在充填與 保壓過程中模穴的填充度的影響。
–循環時間:通常循環時間是產品的溫度降到能安全頂出的溫度所花的時間
TM002
熱量集聚
母模 公模 熱量集聚在這個部分
熔融塑料 凝固塑料
熱量 (冷卻凝固時這一部分縮水,引起翹曲) 增加水路
TM002P03
冷卻與翹曲變形
T=50℃ T=50℃
T=50℃
T=40℃
A
A B
B
BACK
個案設計
對這種方框形產品 , 最 大的品質問題應該是翹曲 變形 , 而進澆位置與冷卻水 路設計對產品品質有著較 大的影響。
下面以手機框為例說明進澆位置與冷卻水路設計對產品品質的影響。
25
314
最 大 外 型 尺 寸
132
塑膠材料:
平均肉厚為 1.6 mm
ABS/PC CYCOLOY C2950 GE USA
在 2D 同仁進行模具設計的同時﹐我們 CAE 工程課也進行 相應ห้องสมุดไป่ตู้模流分析。首先﹐我們使用快速充填分析尋找最佳進 澆位置。
冷卻系統設計要點-1
冷卻水路設置要使冷卻效果均勻
–靠近熱量較多處 –遠離熱量較少處
冷卻系統設計要點-2
尺寸及排放位置
–水管中心與模穴表面的距離 –相鄰水管的距離
冷卻系統設計要點-3
尺寸及排放位置
A
In Out
–冷卻水管的長度
增加一條冷卻水管的長度會 增加熱傳導的面積。在這個原 則上圖B 會比圖A好﹐然而長的 水路可能產生一些問題﹐例如 壓力降增加﹐沿長度方向溫度 升高過多。為了避免這些問題 和進口溫度與出口溫度之差大 于 2C ﹐很長的水路應該分成 兩條或更多短的水路﹐如圖C所 示。
–從模穴到冷卻水管的熱傳導: 冷卻系統行為也受從模具材料到冷卻介質
熱傳導的影響﹐熱傳導受冷卻液流經模具材料時的紊亂程度、冷卻液進口溫度 、冷卻液的性質及冷卻液的流速的影響。冷卻液紊亂時混合作用的影響﹐從水 管外壁到冷卻液的熱傳導比層流有效得多。過大的紊亂會浪費泵功率﹐而且沒 有獲得更大的熱傳導能力。在考慮冷卻介質時﹐要確保成型廠有能力提供足夠 多的冷卻液體積﹐在足夠的壓力下達到所需的流速﹐并在一個溫度和所需的速 率下釋放熱。
影響冷卻系統的因素
–從塑料到模穴壁的熱傳導:冷卻系統的行為是從塑料中移走的熱量和轉移
到模穴表面溫度的影響。它會受到材料性質、熔體溫度和模具表面溫度的差異 以及冷卻中的塑料和模具材料之間接觸好壞的影響。
–通過模穴壁的熱傳導:冷卻系統行為也受通過模具材料到達冷卻水管的熱
傳導的影響。模具材料的性質﹐包括熱傳導率、冷卻水管和塑料表面的距離﹐ 和塑料熔體與冷卻水管內部溫度之差﹐也影響冷卻系統行為。水管距離模穴越 近﹐熱量移走得越快﹐然而﹐把它們放置得離模穴過近﹐會產生模穴表面溫度 的局部變化﹐除非增加額外的水管減小相鄰水管的距離。因此﹐最優化的水管 放置是均勻冷卻與快速冷卻的折中。
開 始 語
我們知道﹐幾乎每一個射出成型模具中都有冷卻水路系統 ﹐而模具設計幾乎每天都涉及到冷卻水路設計。但冷卻的 重要性何在呢?又該如何設計冷卻水路呢?
冷卻的重要性
冷卻速率和均勻度會影響產品最后的成型。這些影響包 括兩個主要方面﹕品質 和 成本。
產品品質
–表面光潔度: 許多材料需要相對高的模具表面溫度﹐在生產中以獲得良好的表