CQI-15-焊接系统评审
CQI-15-特殊过程:焊接系统评估_20191118
CQI-15-特殊过程:焊接系统评估_20191118Section 6 - Job Audit第6部分- 工作审核Job Identity: 工作类别:Customer: 客户:Shop Order Number: 车间定单编号:Part Number: 零件号:Part Description: 零件描述:Base Metal Specifications: 金属基底规范:Filler Metal Specification (if required): 填充金属规范(如果需要): W elding Process(es): 焊接流程:Question #问题编号Job Audit Question工作审核问题Customer or InternalRequirement客户或内部要求Job (Shop) Order orReferenceDocumentationRequirem ent工单(车间定单)或参考文件要求Actual Condition(Objective Evidence) 实际情况(客观证据)Pass / Fail/N/A通过/未通过/不适用6.1Has the welding operation identified the processcontrol equipment necessary to monitor, control andprovide feedback on all essential process variablesas listed in the applicable Process Tables? 焊接操作是否确定了必要的过程控制设备,以根据适用的流程表的规定对主要的工艺变量进行监测、控制并提供反馈?内部要求客户图纸,CP SOP,参数表Pass6.2Has the logic been established to effectively identifyand address process or equipment faults? 是否建立了日志,以有效地确定并解决过程或设备故障?内部要求设备维护记录 1.建立设备模具履历表,完善设备维护记录2.停线通知单Fail6.3Are over rides or resets logs maintained? 是否保持了覆写或重置日志?N/A6.4Are weld faults audible, visible and does the lineshut down? 焊接故障是否发出声音、可视?生产线是否关闭内部要求SOP外观检查可视,故障报警停线通知单Pass6.5If the weld cycle is interrupted, is the part controlledor contained until dispositioned by appropriatepersonnel? 如果焊接过程发生中断,是否由适当的人员将其移走,并对零件进行了控制或存放?内部要求SOP由工程人员处理,SOPPass6.6Are the meters and feed back controlscalibrated perestablished frequencies? 是否按照规定的频率对仪表和反馈控制进行了校准?内部要求设备维护指引设备维护指引定义校准要求Pass6.7If applicable, is there an inter-locking of the previousoperation and has the quality of parts been verified?如适用,是否对之前的操作进行了互锁,是否对零件的质量进行了验证?N/A6.8Are there secure backups of all programs andprocedures (electronic preferred)? 是否对所有方案和程序都建立了安全备份(最好是电子备份)?内部要求/本机备份Pass6.9Are high/low limit alarm s established by actualdata. 是否根据实际的数据建立了高/低限报警?。
IATF16949 CQI 15 特殊过程 焊接系统评估
的,以及顾客所引用的标准和规范。并且确保这些标准及规范为最新的,这些标 准和规范包括但不限于由SAE,AIAG,ASTM,ASME,AWS,ISO,通用汽车,本田,福 特,丰田以及克莱斯勒等发布的相关文件材料,组织必须有一个过程来确保所有 来自顾客的或行业的技术标准/规范能得到及时的评审,分发和实施,并且能根据 顾客所要求的计划进行更改,评审应尽快执行,且不得超过两个工作周,同时, 组织必须将评审,实施的过程文件化,应明确顾客和行业文件是如何获得,在组 织内部如何维护,当前的状态如何建立,有关信息如何在两周内被传递到生产现
质量经理或得到授权的人是否 1.17 对隔离状态材料的处理进行了 质量经理或得到授权的人负责批准对被隔离材料的处理记录。
批准?
1.18
包括在焊接过程中的焊接人员必须得到程序或作业指导书,这些程序或作业指导 定义在焊接过程中的焊接员是 书必须包含对潜在紧急情况(例如停电)的处理方法,设备重启,设备关闭,产品 否可获得程序或作业指导书? 隔离(见2.8),产品检验,产品安全性,清洁整理以及一般操作程序,同时,这
可疑产品或不符合的产品应被严格控制,以预防粗心大意的错发运或批次的混
2.4
是否有程序足以阻止不符合的 淆,必须有适当的程序用于阻止不符合的产品进入生产系统,在解决适宜的排列
产品进入生产系统?
布置,产品标识,所掌控区域内材料进出的跟踪中,都必须有适当的程序,不符
合产品所占有的区域必须明确地指定,以维护这些材料的隔离。
个特殊过程编制。在任何情况下,控制过程必须覆盖从零件接收到零件发运的所
1.8
焊接过程控制计划是否得到更 新,以反映当前的过程状态?
有过程步骤,并识别所有使用的设备以及由相关过程表所定义的,所有重要的焊 接过程参数以及由供应商与顾客认可的非重要参数,控制计划必须由一个包含生 产操作者在内的多功能小组来开发,控制计划必须与所有相关联的文件材料,诸
CQI-15新版焊接工艺系统评估标准

新版焊接工艺系统评估标准(CQI-15)变化点详解!焊接作为一个特殊工艺过程,由于其材料特性的差异性、工艺参数的复杂性和过程控制不确定性,长期以来一直视为汽车零部件制造业的薄弱环节,直接导致整车产品质量下降和召回的风险。
AIAG焊接工作组于2010年3月发布了焊接工艺系统评估标准,即CQI-15标准。
CQI-15标准颁布后,一方面成为很多企业的执行标准,另一方面更是顾客对焊接过程认可的重要参考标准,受到汽车行业的普遍认可。
但是在应用过程中也碰到一些问题,如要求过于笼统,不利于理解与执行;审核过程中,焊接审核要求与现场工艺过程对应性不够;新的工艺在过程表中没有对应的要求等。
因此AIAG焊接工艺组针对过去9年标准应用的反馈,修改了CQI-15的标准,第二版于2020年1月份正式颁布。
以下将由TPP技术团队根据新版的内容,介绍一下新版的主要变化的内容。
1、AIAG焊接工作组成员的变化小组成员由原来的主机厂为主,转变为以供应链企业为主。
小组成员中,主机厂中只有通用、福特、FCA(克莱斯勒)没有变化,丰田和本田退出工作组;供应链企业中,只有德尔福和耐世特没有变化,林肯电气(焊接设备商)退出工作组,新增4个成员,分别是:安道拓(ADIENT)、德纳(DANA)、海斯坦普(GESTAMP)、麦格纳(MAGNA)。
小组成员的变化影响着整个CQI-15的标准的风格,由原来的以系统要求为主的“学院风格”,转变为以应用为主的“技术风格”。
2、CQI-15标准结构的变化新版保留了第一版的系统要求的部分,但是对于第一版作业审核及过程表的内容进行了合并,即按不同过程如电弧焊、激光焊等选择相应的作业审核表,明确相关过程的工艺控制要求。
3、CQI-15系统要求部分的变化新版CQI-15将第一版的所有条款进行了重新梳理,不再以5M1E的模块化条款,而是按现场实施和评审的思路重新的编排了条款,虽然同样也是五部分的内容,却将第一版1-5部分的条款,分散到第二版1-4部分,新版第5部分-返工或报废为新增加的内容。
CQI-15-焊接系统评审
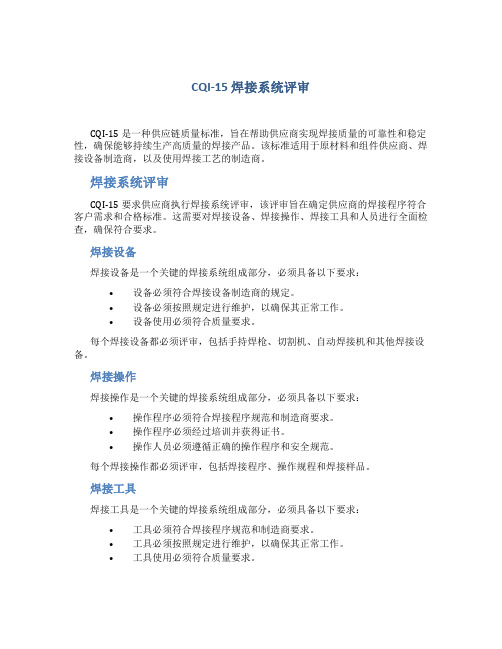
CQI-15 焊接系统评审CQI-15 是一种供应链质量标准,旨在帮助供应商实现焊接质量的可靠性和稳定性,确保能够持续生产高质量的焊接产品。
该标准适用于原材料和组件供应商、焊接设备制造商,以及使用焊接工艺的制造商。
焊接系统评审CQI-15 要求供应商执行焊接系统评审,该评审旨在确定供应商的焊接程序符合客户需求和合格标准。
这需要对焊接设备、焊接操作、焊接工具和人员进行全面检查,确保符合要求。
焊接设备焊接设备是一个关键的焊接系统组成部分,必须具备以下要求:•设备必须符合焊接设备制造商的规定。
•设备必须按照规定进行维护,以确保其正常工作。
•设备使用必须符合质量要求。
每个焊接设备都必须评审,包括手持焊枪、切割机、自动焊接机和其他焊接设备。
焊接操作焊接操作是一个关键的焊接系统组成部分,必须具备以下要求:•操作程序必须符合焊接程序规范和制造商要求。
•操作程序必须经过培训并获得证书。
•操作人员必须遵循正确的操作程序和安全规范。
每个焊接操作都必须评审,包括焊接程序、操作规程和焊接样品。
焊接工具焊接工具是一个关键的焊接系统组成部分,必须具备以下要求:•工具必须符合焊接程序规范和制造商要求。
•工具必须按照规定进行维护,以确保其正常工作。
•工具使用必须符合质量要求。
每个焊接工具都必须评审,包括焊接钳、笔形式、喷枪、气体调节器、电缆和支架。
焊接人员焊接人员是一个关键的焊接系统组成部分,必须具备以下要求:•焊接人员必须获得焊接操作和安全培训。
•焊接人员必须持有符合要求的证书。
•焊接人员必须了解客户需求和焊接标准。
每个焊接人员都必须评审,包括其培训记录、证书和焊接历史记录。
执行 CQI-15 焊接系统评审可以帮助供应商实现焊接质量的可靠性和稳定性,确保能够持续生产高质量的焊接产品。
在评审焊接设备、焊接操作、焊接工具和人员时,需要严格按照要求进行检查,以确保符合客户需求和合格标准。
IATF16949-2016完整版本CQI-15特殊过程-全套焊接系统评估检查表中英文
6.4
Are weld faults audible, visible and does the line shut down?焊接故障是否发出声音、可视?生产线是否关闭
5.1.3
6.5
If the weld cycle is interrupted, is the part controlled or contained until dispositioned by appropriate personnel?如果焊接过程发生中断,是否由适当的人员将其移走,并对零件进行了控制或存放?
6.20.1
Test Type:测试类型:
Test Method:测试方法:
Test Frequency and Quantity:测试频率和质量:
Specification:规格:
6.20.2
Test Type:测试类型:
Test Method:测试方法:
Test Frequency and Quantity:测试频率和质量:
1.65.41.221.16
6.19
Are In-Process and Final Tests performed at established frequencies?流程中/最终测试频率是否按照控制计划中规定的频率执行?
1.85.5
6.20
Are weld quality requirements clearly defined per customer specifications?焊接质量要求是否按照客户的规范清楚地界定?
Dashes below indicate "not applicable".下面的虚线表示“不适用”。
X indicates an essential variable which shall be documented and controlled. X表示一个必须文件记录并加以控制的重要变量。
CQI-15 特殊过程:焊接系统评估 检查表(全套)
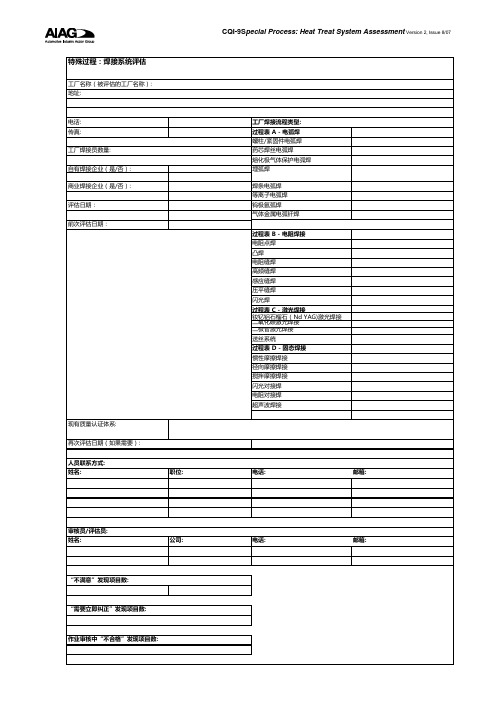
工厂焊接流程类型: 过程表 A - 电弧焊 螺柱/紧固件电弧焊 药芯焊丝电弧焊 熔化极气体保护电弧焊 埋弧焊 焊条电弧焊 等离子电弧焊 钨极氩弧焊 气体金属电弧钎焊 过程表 B - 电阻焊接 电阻点焊 凸焊 电阻缝焊 高频缝焊 感应缝焊 压平缝焊 闪光焊 过程表 C - 激光焊接 钕钇铝石榴石(Nd YAG)激光焊接 二氧化碳激光焊接 二极管激光焊接 送丝系统 过程表 D - 固态焊接 惯性摩擦焊接 径向摩擦焊接 搅拌摩擦焊接 闪光对接焊 电阻对接焊 超声波焊接
CQI-9Special Process: Heat Treat System Assessment Version 2, Issue 8/07
特殊过程:焊接系统评估
工厂名称(被评估的工厂名称): 地址:
电话: 传真: 工厂焊接员数量: 自有焊接企业(是/否): 商业焊接企业(是/否): 评估日期: 前次评估日期:
现有质量认证体系: 再次评估日期(如果需要): 人员联系方式:/评估员: 姓名: 公司: 电话: 邮箱:
“不满意”发现项目数:
“需要立即纠正”发现项目数:
作业审核中“不合格”发现项目数:
CQI-15-焊接系统评审(解读及现场证据)
CQI-15焊接过程评审程序
1. 从AIAG获取最新的《CQI-15 特殊过程:焊接系统评估》。 2. 确认《CQI-15 特殊过程:焊接系统评估》所使用的焊接流程。将这
些流程记录在WSA第一页上。 3. 完成WSA,确定符合度。每次评估必须至少由一名工作审核员(第六
部分)进行。 4. 分析每一个“不理想”的环节,并确定正确的行动方案,包括分析
管理层和客户应规定每项职能的资质要求,还应 列出现行或后续的培训。
26
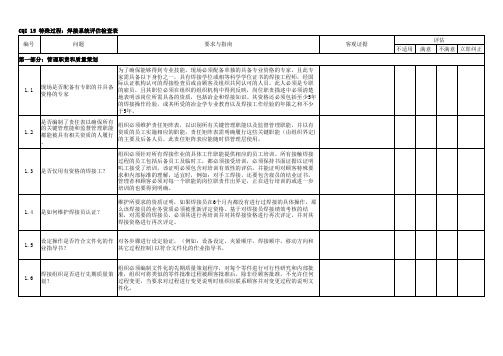
一、管理责任和质量策划
现场证据:
1. 供应商是否具有培训管理程序? 2. 焊接培训需求是怎样获得并归纳分析的? 3. 焊接培训计划是否涵盖到所有的操作者包括备选
和临时焊接操作员工? 4. 焊接培训纪录是否保存?焊接培训后怎样进行培
3
CQI-15焊接体系需求
特殊需求
CQI-15特殊过程:焊接体系评审: 评审范围:所有的焊接过程都要得到评估,包括
所有列在CQI-15的如电弧焊、电阻焊、激光焊和 固态焊接等过程; 当CQI-15中的焊接评审项目被识别为“不理想” 或“需要立即改进”,组织必须在行动计划中找 到根本原因并整改,并保留相关记录,证明已达 到WSA标准。
5
CQI-15焊接体系需求
评估过程及步骤
评估必须使用ISO/TS 16949规定的流程步骤来审 核/评估。
WSA支持ISO/TS 16949中描述的汽车流程步骤。 建立通用的汽车行业质量管理体系标准,满足不
同客户的要求;改善产品和过程质量;减少变异 和提高效益;增加全球采购的信心;对供应商的 开发有共同的质量体系;减少第二方审核。
18
一、管理责任和质量策划
要素1: 现场是否有专门的,具有相关资 格的焊接人员?
CQI-15-特殊过程:焊接系统评估t
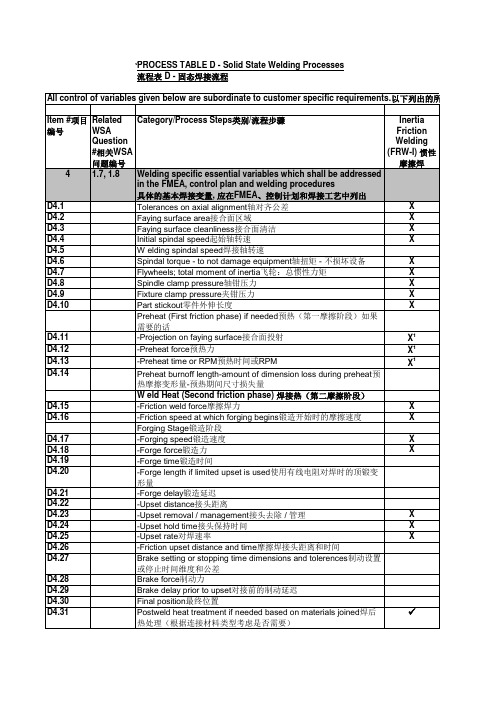
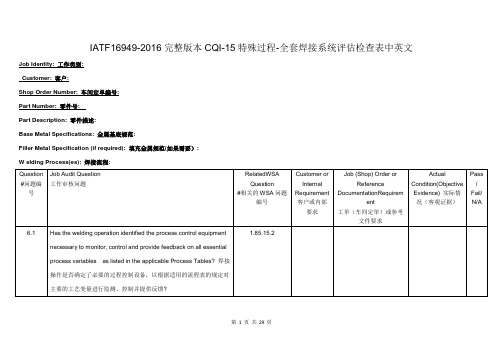
PROCESS TABLE D - Solid State Welding Processes 流程表 D - 固态焊接流程Item #项目编号RelatedWSAQuestion#相关WSA问题编号Category/Process Steps类别/流程步骤InertiaFrictionWelding(FRW-I) 惯性摩擦焊4 1.7, 1.8Welding specific essential variables which shall be addressedin the FMEA, control plan and welding procedures具体的基本焊接变量, 应在FMEA、控制计划和焊接工艺中列出D4.1Tolerances on axial alignment轴对齐公差X D4.2Faying surface area接合面区域X D4.3Faying surface cleanliness接合面清洁X D4.4Initial spindal speed起始轴转速X D4.5W elding spindal speed焊接轴转速D4.6Spindal torque - to not damage equipment轴扭矩 - 不损坏设备X D4.7Flywheels; total moment of inertia飞轮:总惯性力矩X D4.8Spindle clamp pressure轴钳压力X D4.9Fixture clamp pressure夹钳压力X D4.10Part stickout零件外伸长度X Preheat (First friction phase) if needed预热(第一摩擦阶段)如果需要的话D4.11-Projection on faying surface接合面投射X1 D4.12-Preheat force预热力X1 D4.13-Preheat time or RPM预热时间或RPM X1 D4.14Preheat burnoff length-amount of dimension loss during preheat预热摩擦变形量-预热期间尺寸损失量W eld Heat (Second friction phase) 焊接热(第二摩擦阶段)D4.15-Friction weld force摩擦焊力X D4.16-Friction speed at which forging begins锻造开始时的摩擦速度X Forging Stage锻造阶段D4.17-Forging speed锻造速度X D4.18-Forge force锻造力X D4.19-Forge time锻造时间D4.20-Forge length if limited upset is used使用有线电阻对焊时的顶锻变形量D4.21-Forge delay锻造延迟D4.22-Upset distance接头距离D4.23-Upset removal / management接头去除 / 管理X D4.24-Upset hold time接头保持时间X D4.25-Upset rate对焊速率X D4.26-Friction upset distance and time摩擦焊接头距离和时间D4.27Brake setting or stopping time dimensions and tolerences制动设置或停止时间维度和公差D4.28Brake force制动力D4.29Brake delay prior to upset对接前的制动延迟D4.30Final position最终位置D4.31Postweld heat treatment if needed based on materials joined焊后热处理(根据连接材料类型考虑是否需要)All control of variables given below are subordinate to customer specific requirements.以下列出的所有控制变量均要如果需要达到热平衡。
CQI-15焊接系统评估第二版2020版测试题目

CQI-15 特殊过程:焊接系统评估(2020第二版)测试题一、填空题(共27题,每题3分,共81分)1.焊接符号必须包含焊接形式、焊缝识别号、、、总焊接长度。
2.在DFMEA中,每个焊缝号必须按分级。
3.焊接特殊特性标识:按照设计记录/ DFMEA/PFMEA,焊缝以在控制计划中加以标识。
4.控制计划中未列出或者出现变化的事件,必须根据处理。
5.供应商必须对参与焊缝检验的人员进行,并对其进行充分的焊缝缺陷识别和测量技术的正式培训。
6.焊缝的特性测量值,根据焊接规范,包括焊脚尺寸,根部熔深,焊透深度,,,间隙。
7.熔化极气体保护焊中金相测量值的可变量检具,由实验室人员校准。
必须校准设备。
8.焊缝必须依据进行跟踪记录。
9.返修资格条件记录,必须采用焊接工艺规程(WPS)、和焊工资格审定记录(WQR)。
10.焊接缺陷和显示可接受的返修情况用的视觉辅具,必须按分析布置。
11.废料必须按照中列出的失效模式代码进行跟踪。
12.受控文件(WPS)必须包含所有焊接关键工艺输入变量,并在上提交。
13.熔化极气体保护焊,关键工艺输入变量:,,。
14.规格范围内的所有参数更改必须形成文件,超出范围的更改必须遵循更改规程。
15.制定预防性保养焊接设备计划,其中必须包括。
16.焊炬内衬必须在失效之前,根据规定的更换。
17.导电嘴必须在失效之前,根据时间/ 更换。
18.焊接可持续性:必须已在证明,或者可以通过顾客要求证明各个建造班次均符合焊接规范,未做调整。
19.封盖透镜必须按更换。
20.必须按照建议检查实际光束质量。
21.激光焊零件接触细节,定位销,夹具定位器和工装配合表面不准有和。
22.必须用测量实际二次电流量并记录在焊接参数表中。
23.电阻焊零件接触细节,定位销,夹具定位器和工装配合表面不准有和。
24.电阻焊焊条更换频率、焊条操作、优化几何结构以及设置高度。
焊条更换必须采用,确保所有都已更换。
25.紧固件凸焊设备必须确保电极在整个投影崩溃过程中,膜片、或伺服机构等保持力量。
CQI-15_特殊过程:焊接系统评估t
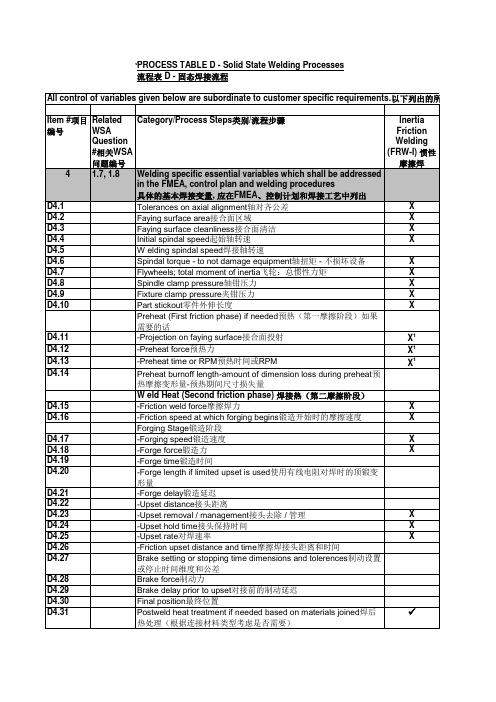
PROCESS TABLE D - Solid State Welding Processes 流程表 D - 固态焊接流程Item #项目编号RelatedWSAQuestion#相关WSA问题编号Category/Process Steps类别/流程步骤InertiaFrictionWelding(FRW-I) 惯性摩擦焊4 1.7, 1.8Welding specific essential variables which shall be addressedin the FMEA, control plan and welding procedures具体的基本焊接变量, 应在FMEA、控制计划和焊接工艺中列出D4.1Tolerances on axial alignment轴对齐公差X D4.2Faying surface area接合面区域X D4.3Faying surface cleanliness接合面清洁X D4.4Initial spindal speed起始轴转速X D4.5W elding spindal speed焊接轴转速D4.6Spindal torque - to not damage equipment轴扭矩 - 不损坏设备X D4.7Flywheels; total moment of inertia飞轮:总惯性力矩X D4.8Spindle clamp pressure轴钳压力X D4.9Fixture clamp pressure夹钳压力X D4.10Part stickout零件外伸长度X Preheat (First friction phase) if needed预热(第一摩擦阶段)如果需要的话D4.11-Projection on faying surface接合面投射X1 D4.12-Preheat force预热力X1 D4.13-Preheat time or RPM预热时间或RPM X1 D4.14Preheat burnoff length-amount of dimension loss during preheat预热摩擦变形量-预热期间尺寸损失量W eld Heat (Second friction phase) 焊接热(第二摩擦阶段)D4.15-Friction weld force摩擦焊力X D4.16-Friction speed at which forging begins锻造开始时的摩擦速度X Forging Stage锻造阶段D4.17-Forging speed锻造速度X D4.18-Forge force锻造力X D4.19-Forge time锻造时间D4.20-Forge length if limited upset is used使用有线电阻对焊时的顶锻变形量D4.21-Forge delay锻造延迟D4.22-Upset distance接头距离D4.23-Upset removal / management接头去除 / 管理X D4.24-Upset hold time接头保持时间X D4.25-Upset rate对焊速率X D4.26-Friction upset distance and time摩擦焊接头距离和时间D4.27Brake setting or stopping time dimensions and tolerences制动设置或停止时间维度和公差D4.28Brake force制动力D4.29Brake delay prior to upset对接前的制动延迟D4.30Final position最终位置D4.31Postweld heat treatment if needed based on materials joined焊后热处理(根据连接材料类型考虑是否需要)✓All control of variables given below are subordinate to customer specific requirements.以下列出的所有控制变量均要x1: If required to achieve heat balance. Example thin part to thick part or various hardnesse s.如果需要达到热平衡。
新版焊接工艺系统评估标准(CQI-15)变化点详解
终于改版!新版焊接工艺系统评估标准(CQI-15)变化点详解!焊接作为一个特殊工艺过程,由于其材料特性的差异性、工艺参数的复杂性和过程控制不确定性,长期以来一直视为汽车零部件制造业的薄弱环节,直接导致整车产品质量下降和召回的风险。
AIAG焊接工作组于2010年3月发布了焊接工艺系统评估标准,即CQI-15标准。
CQI-15标准颁布后,一方面成为很多企业的执行标准,另一方面更是顾客对焊接过程认可的重要参考标准,受到汽车行业的普遍认可。
但是在应用过程中也碰到一些问题,如要求过于笼统,不利于理解与执行;审核过程中,焊接审核要求与现场工艺过程对应性不够;新的工艺在过程表中没有对应的要求等。
因此AIAG焊接工艺组针对过去9年标准应用的反馈,修改了CQI-15的标准,第二版于2020年1月份正式颁布。
以下将由TPP技术团队根据新版的内容,介绍一下新版的主要变化的内容。
1、AIAG焊接工作组成员的变化小组成员由原来的主机厂为主,转变为以供应链企业为主。
小组成员中,主机厂中只有通用、福特、FCA(克莱斯勒)没有变化,丰田和本田退出工作组;供应链企业中,只有德尔福和耐世特没有变化,林肯电气(焊接设备商)退出工作组,新增4个成员,分别是:安道拓(ADIENT)、德纳(DANA)、海斯坦普(GESTAMP)、麦格纳(MAGNA)。
小组成员的变化影响着整个CQI-15的标准的风格,由原来的以系统要求为主的“学院风格”,转变为以应用为主的“技术风格”。
2、CQI-15标准结构的变化新版保留了第一版的系统要求的部分,但是对于第一版作业审核及过程表的内容进行了合并,即按不同过程如电弧焊、激光焊等选择相应的作业审核表,明确相关过程的工艺控制要求。
3、CQI-15系统要求部分的变化新版CQI-15将第一版的所有条款进行了重新梳理,不再以5M1E的模块化条款,而是按现场实施和评审的思路重新的编排了条款,虽然同样也是五部分的内容,却将第一版1-5部分的条款,分散到第二版1-4部分,新版第5部分-返工或报废为新增加的内容。
CQI-15特殊工艺焊接系统评估2020第二版培训讲义
对CQI-15第二版2次印刷的修改
➢ 3、电阻焊作业审核表第7.3和7.5项重复,将合并为7.3一项 7.3项涉及各种零件、定位销、夹具定位器和工装啮合面——检查所有零件是否松动,所有非 固定零件扭矩和匹配标记 7.5项涉及各种零件、定位销、夹具定位器和工装啮合面——所有啮合面不准有凸起和残渣。 改为: 7.3项涉及各种零件、定位销、夹具定位器和工装啮合面——检查所有零件是否松动,所有非 固定零件扭矩和匹配标记。 所有啮合面不准有凸起和残渣。 删除7.5项。
CQI-15特殊过程:焊接系统评估
评估过程
除非顾客没有特别要求,否则必须对WSA的符合程度进行年度的持续 审核。每次评估必须使WSA对组织体系进行审核。后续的作业审核的 抽样必须采集要求符合WSA标准的汽配制造商的零件。
评估必须使用IATF16949要求的过程方法。
CQI-15特殊过程:焊接系统评估
统程控制、测量系统分析、生产件批准、潜在失效模式及后果分析以及先期质 量策划。
注:如果需要多名审核员方可满足上述要求,那么满足#1要求的审核员为组长。
CQI-15特殊过程:焊接系统评估
其他要求
组织必须保留符合WSA的证据和记录,同时针对“不符合项”必须具有相应的行 动计划。这些文件必须随时准备妥当,以供对此评估有要求的顾客进行评审。
3、如果观察到的证据与问题不符,审核员必须在“证据/差距识别”栏标注出不符合的证据, 并在“初次评审结果”一栏中选择“黄色”或“红色”。如果这是对此过程的第一次/初次评审,“目 前状况”一栏将自动生成。 ➢ “黄色”项不满足要求。过程评审指出对不合格品采取了足够的遏制措施。 ➢ “红色”项不满足要求。过程评审表明存在不合格品的风险,需要立即采取措施。 针对“黄色”和“红色”项目,确定整改措施,包括根本原因分析和落实相应的整改措施。整改 措施必须在90天内落实。必须保留整改措施,以及检验验证记录。 如果不是这一过程的第一次/初次评估,请在“初次评分”栏中保留原评分(绿色、黄色或红 色),并且只在“目前状况”栏中选择相应的评分(绿色、黄色或红色),帮助组织监视业绩。
cqi焊接标准

CQI-15 是由汽车工业Action Group(AIAG)制定的焊接质量管理标准。
其主要内容包括焊接过程控制、焊接评估和焊接人员的培训和认证等方面。
具体来说,CQI-15 标准主要包括以下几个方面:
1.焊接过程控制:要求企业建立焊接过程控制计划(WPCP),并对焊接过程进行记录
和分析。
WPCP 应该包括焊接设备维护、焊接参数的控制和校验、焊接作业环境的控制等方面。
2.焊接评估:要求对焊接质量进行定量评估,并根据评估结果采取相应的纠正和预防
措施。
具体评估方法包括焊缝外观评估、焊缝尺寸评估、焊接强度测试等。
3.培训和认证:要求企业对焊接人员进行培训和认证,确保他们具有足够的技能和知
识来执行焊接作业。
培训和认证内容包括焊接基本知识、WPCP 的编制和执行、焊接质量控制等方面。
CQI-15 标准的实施,可以帮助企业确保焊接质量和一致性,降低焊接成本和缺陷率,提高生产效率和客户满意度。
IATF16949完整版本CQI-15_特殊过程:焊接系统评估检查表单

及焊接工作经验的年限之和不少于5年。
是否编制了责任表以确保所有的关键管理 组织必须维护责任矩阵表,以识别所有关键管理职能以及监督管理职能,并
1.2
能和监督管理职能都能被具有相关资质的 以有资质的员工实施相应的职能。责任矩阵表需明确履行这些关键职能(由
人履行?
组织界定)的主要及后备人员。此责任矩阵表应能随时供管理层使用.
4
CQI-9Special Process: Heat Treat System Assessment Version 3, Issue 10/11
特殊过程ห้องสมุดไป่ตู้焊接系统评估
问题编号
问题
工厂是否能确保输入接收系统
2.1
的数据与顾客发运文件上的
信息是一致的?
2.2
在整个焊接制造过程中产品 是否被明确地标识和存放?
组织必须编制和使用文件化的控制计划程序,并确保这些控制计划得到更 新,以反映当前的控制。控制计划必须按每个零件或零件族编制或针对特殊 过程,为每个特殊过程编制。在任何情况下,控制过程必须覆盖从零件接收 到零件发运的所有过程步骤,并识别所有使用的设备以及由相关过程表所定 义的、所有重要的焊接过程参数以及由供应商与顾客认可的非重要参数。控 制计划必须由一个包含生产操作者在内的多功能小组来开发。控制计划必须 与所有相关联的文件材料。诸如作业指导书、流转卡以及FEMA记录保持一 致。所有由组织和顾客定义的特殊特性都必须在控制计划中得到识别、定义 和处理。用以评估过程以及产品特性的样本规模和抽样频次必须与过程表中 所列明的最低要求保持一致.
焊接组织必须对所有现行过程、返修过程都建立书面的过程规范,在规范中 识别包含相关操作参数在内的所有过程步骤,例如被相关过程表所规定了的 操作参数。同时,组织不应仅仅只定义这些参数,还必须定义其操作公差以 维护过程控制。这些过程规范可以采用作业指导书、作业卡、参数设定表单 或其他类似的文件.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CQI-15焊接体系需求
焊接系统评估(WSA)目标
WSA的目标是对焊接管理系统的发展,以提供持续 的完善,强调对供应链中差错的预防,减少波动 和浪费。 WSA配合国际公认的质量管理系统和使用的客户特 定要求,详细说明了对焊接管理系统的基本要求。 WSA旨在为汽车生产件和售后服务件公司提供一个 共同的焊接管理系统方法。
2
CQI-15焊接体系需求
特殊需求
CQI-15特殊过程:焊接体系评审:
从2010年3月生效,在每个供应商和组织制造现场 的所有焊接过程都必须进行年度评审,可以通过 AIAG,/获取CQI-15“特殊
过程:热处理系统评审”(WSA);
对任何焊接过程和/或焊接设备变更都进行评审。
14
CQI-15焊接过程评审-封面表格
15
CQI-15焊接过程评审-封面表格
封面表单填写说明
1.工厂名称:被评估厂点的名称。 每个厂点须有一张表格。厂点会由几幢大楼或在同 一个通用区域内的几个不同地点组成。如果存在各 自独立的管理团队或不同的管理体系,则这些地区 应被看做不同的厂点。。 2.地址:被评估厂点的街道地址,可能会另外被要求 提供邮编号码。 3.电话号码:工厂的电话号码。 如果工厂没有总机,则必须使用营运经理或质量经 理的电话号码。
5
CQI-15焊接体系需求
评估过程及步骤
评估必须使用ISO/TS 16949规定的流程步骤来审 核/评估。 WSA支持ISO/TS 16949中描述的汽车流程步骤。 建立通用的汽车行业质量管理体系标准,满足不 同客户的要求;改善产品和过程质量;减少变异 和提高效益;增加全球采购的信心;对供应商的 开发有共同的质量体系;减少第二方审核。
8Leabharlann CQI-15焊接体系需求WSA的使用
WSA所有的标准都是普遍使用的,适用于所有企业 进行的焊接操作,不论型号、大小和产品的区别。 编写了四张流程表(电弧焊、电阻焊、激光焊及 固态焊),相应的表格可在评估过程中做参考用。 流程表规定了过程参数的范围和检验过程控制参 数的频率。WSA表格中的要求与指南将提示审核员 何时应参考流程表。
16
CQI-15焊接过程评审-封面表格
11
CQI-15焊接过程评审程序
1. 从AIAG获取最新版本的《CQI-15 特殊过程:焊接系统评估》。 2. 识别《CQI-15 特殊过程:焊接系统评估》中所适用的所有焊接流程 (见CQI-15,1.2),并在WSA中对这些流程进行记录。 3. 完成WSA,并确定其符合度。每次评估现场必须至少有一名职业审核 员(第六部分)。 4. 分析每一个“不满意”项目,并确定正确的改进方案,包括分析问题 根源,并实施相应的改进措施。改进措施必须在90天内被执行。改进 措施,包括现场验证,必须记录在案。 5. “需要立即纠正”指必须立即保留问题产品。处理每一项“需要立即 纠正”项目,并确定正确的改进方案,包括分析问题根源,并实施相 应的改进措施。改进措施必须在90天内被执行。改进措施,包括现场 验证,必须记录在案。 6. 除非客户另有要求,评估必须每年被进行一次。
3
CQI-15焊接体系需求
特殊需求
CQI-15特殊过程:焊接体系评审:
评审范围:所有的焊接过程都要得到评估,包括 所有列在CQI-15的如电弧焊、电阻焊、激光焊和 固态焊接等过程; 当CQI-15中的焊接评审项目被识别为“不理想” 或“需要立即改进”,组织必须在行动计划中找 到根本原因并整改,并保留相关记录,证明已达 到WSA标准。
9
CQI-15焊接体系需求
四大流程表包含的要求
1. 管理责任和质量策划(23要素) 2. 工厂与物料处理责任(10要素)
3. 设备/设施/控制(6要素)
4. 工装/夹具(5要素) 5. 过程控制和批准(6要素) 6. 工作审核(20要素)
10
CQI-15焊接体系需求
相关知识 有关焊接工艺基础和焊接生产过程的知识 TS16949质量管理体系及其核心工具 焊接过程流程、工艺规范及控制
CQI-15特殊过程:焊接系统评审
2013年3月
CQI-15焊接体系需求
特殊过程定义
当过程的结果不能通过其后产品的检验和试验完 全证实时,如加工缺陷仅在使用后才能暴露出来, 这些过程应由具备资格的操作者完成和 /或要求进 行连续的过程参数监视和控制,以确保满足规定 要求。这些要求预先鉴定过程能力的过程,通常 称为是“特殊过程”。 特殊过程举例?热处理、涂装、焊接等
6
CQI-15焊接体系需求
TS16949
产品质量先期策划和控制计划 (APQP&CP)
潜在失效模式和后果分析参考手册 (FMEA)
重要的顾客手册 -AIAG
测量系统分析参考手册 (MSA) 统计过程控制参考手册 (SPC)
生产件批准程序 (PPAP)
7
CQI-15焊接体系需求
WSA审核员资格
资深的质量管理系统内部审核员(比如:ISO/TS 16949、ISO 9001的最新版)。 审核员必须具有焊接专业知识,包括至少5年的焊 接和表面精加工的经验,或接受过正规焊接教育 和焊接工作经验的总年限不少于5年。 审核员必须具有包括统计过程控制、测量系统分 析、零件认可、失效模式和后果分析,以及先期 质量策划等汽车质量核心工具的相关知识,并能 熟练运用。
12
CQI-15焊接过程评审
封面表格(填写说明,表格) 第一部分: 管理责任和质量策划 第二部分: 现场与材料处理责任 第三部分: 设备/设施/控制装置 第四部分: 工装/夹具 第五部分: 过程控制和批准 第六部分: 作业审核
13
CQI-15焊接过程评审
附录A-流程表(共四张表) ① 电弧螺柱/紧固件焊接、药芯焊丝电弧焊、气 体保护金属极弧焊、埋弧焊、手工电弧焊、等 离子电弧焊、钨电极惰性气体保护焊和熔化极 气体保护电弧钎焊 ② 电阻点焊、凸焊、电阻缝焊、高频电阻缝焊、 感应电阻缝焊和闪光焊 ③ YAG、二氧化碳、二极管和填丝焊 ④ 惯性摩擦焊、径向摩擦焊、搅拌摩擦焊、闪光 对焊和超声波焊接