【生产企业】生产线进度跟踪表
产能提升计划与进度跟踪表

6
工厂放假后 开机管控
产前准备
分光站:分光机系统可自动打标签后,每10~15台机, 申请一套备用BIN筒,避免因收料导致的停机等待;
工厂放假后开班:各站干部、调机与物流人员需提前1小 时到厂做好产能准备工作,减少产能损失,并形成制度 化:
10月1日
5/31开 始启动
10月10 日(提出 需求单)
11月1日 ######
产能提升计划与进度跟踪表
序号
项目
内容
详细行动计划展开
改善小组成员
预计完 成时间
实际完
完成进度
成时间 25% 50% 75% ####
效果确认
总结说明
开机岗位: 作业员层级 与作业内容 重新规划与 调整
三级作业员:只做上下料、外观自检、处置机台简单异 常报警等;
二级作业员:结合目前正在进行的各站高级作业员选 拔,考核通过者设为专门换单调机专员,不脱岗作业;
工参与生产进度的跟踪来;
SMD/灯丝 物流模块化:物料配送与收料,界定每一员物流人员的 现场模块化 管辖机台与行动路线,且必须执行互相给对班备料的制
管理 度;
设备停机模块化:所有设备工站,清机与换单需做错开
的规划,避免同时停机,机台需先后开起而导致的产能
损失;
过站系统模块化:界定好的每一个区域配置一个过站系
一级作业员:已考核通过二级作业员并参与现场管理 者,半脱岗作业;
10月1日
5/31开 始启动
SMD各开机 岗位高级作 业员选拔已 完成;其他 产品线6月份 完成选拔;
1
快速切换工 单
管理人员模块化:界定各小组长管辖范围,建议分管范 围控制在50台机/ 10名作业员以内;
生产计划模块化:看板管理,生产计划透明化,并让员
APQP进度跟踪表(2012.6.20)

暂未完事项——有相同项目参照N/A 无此项任务风险评估开发数量(套)制造计划完成时间制造实际完成时间工装确认时间工装确认结果工装确认结果资料风险状态G/Y/R 风险评估光胚件确认皮纹周期皮纹认可时间风险状态G/Y/R 设计方案计划完成时间A表认可时间制造计划完成时间检具测量完成时间B表认可时间风险状态G/Y/R 计划交样时间实际交样时间交样结果强检零件制造计划时间强检零件确认状态靠背骨架柳州双英2012.5.222012.5.20Y 2012.4.102012.5.25R 2012.6.5坐垫骨架柳州双英2012.5.222012.5.20Y 2012.4.102012.5.25R 2012.6.5滑轨浙江龙生汽车部件股份有限公司(桐庐)苏州忠明祥和精工有限102012.5.202012.5.22OK 尺寸检测报告Y 2012.4.202012.5.20R 2012.5.252012.5.25OK 2012.6.30调角器苏州忠明祥和精工有限公司102012.5.202012.5.22OK 尺寸检测报告Y 2012.4.202012.5.20R 2012.5.252012.5.25OK 2012.6.30塑料件重庆双英2海绵重庆恒通总成装配重庆双英靠背骨架柳州双英2012.5.222012.5.20Y 2012.4.102012.5.25R 2012.6.5坐垫骨架柳州双英2012.5.222012.5.20Y 2012.4.102012.5.25R 2012.6.5调角器苏州忠明祥和精工有限公司102012.5.202012.5.22OK 尺寸检测报告Y 2012.4.202012.5.20R 2012.5.252012.5.25OK 2012.6.30塑料件重庆双英2海绵重庆恒通总成装配重庆双英主座靠背骨架柳州双英2012.5.222012.5.20Y 2012.4.102012.5.25R 2012.6.5主座坐垫骨架柳州双英2012.5.222012.5.20Y 2012.4.102012.5.25R 2012.6.5副座靠背骨架柳州双英2012.5.222012.5.20Y 2012.4.102012.5.25R 2012.6.5副座坐垫骨架柳州双英2012.5.222012.5.20Y 2012.4.102012.5.25R 2012.6.5翻转支架柳州双英2012.5.222012.5.20Y 塑料件重庆双英海绵重庆恒通总成装配重庆双英靠背骨架柳州双英2012.5.222012.5.20Y 2012.4.102012.5.25R 2012.6.2皮纹件开发工装(模具、焊具、生产线)开发QSA评审检具制造零部件强检软工装零件交样关键零件名称附简图供应商APQ P启动会时间左前座组件右前座组件中排带副座座椅总成中排双人座椅总附简图总成件名称更新时间坐垫骨架柳州双英2012.5.222012.5.20Y 2012.4.102012.5.25R 2012.6.2塑料件重庆双英海绵重庆恒通总成装配重庆双英靠背骨架柳州双英2012.5.222012.5.20Y 2012.4.102012.5.25R 2012.6.2坐垫骨架柳州双英2012.5.222012.5.20Y 2012.4.102012.5.25R 2012.6.2塑料件重庆双英海绵重庆恒通总成装配重庆双英中排双人座椅总成第三排座椅总成S.10.25。
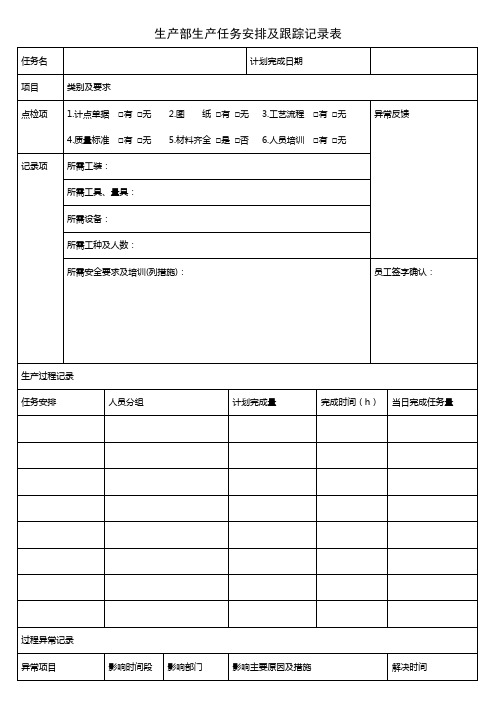
生产部生产任务安排及跟踪记录表
工位长:车间主管审核计划员/信息员确认:
生产过程记录
任务安排
人员分组
计划完成量
完成时间(h)
当日完成任务量
过程异常记录
异常项目
影响时间段
影响部门ห้องสมุดไป่ตู้
影响主要原因及措施
解决时间
注:1.所有生产任务必须附《生产部生产任务安排及跟踪记录表》,在录入试制计点时进行确认才可录点。
2.工位长负责记录此表,将生产试制过程中出现的所有问题进行记录,未记录按5次/考核,不予录入系统。
生产部生产任务安排及跟踪记录表
任务名
计划完成日期
项目
类别及要求
点检项
1.计点单据□有□无 2.图纸□有 □无3.工艺流程□有 □无
4.质量标准□有 □无5.材料齐全 □是□否 6.人员培训□有 □无
异常反馈
记录项
所需工装:
所需工具、量具:
所需设备:
所需工种及人数:
所需安全要求及培训(列措施):
员工签字确认:
订单执行生产进度跟踪表

订单执行生产进度跟踪表
参考号: 工厂: 收件人: 合同号: 填表人:
填表日期
款号
款式名称
订单数量
尺码
合同交期
开裁日期
今日裁剪数量
已送片数量
至今印/绣回厂数
第几生产小组
今日投产数
今日缝制成品
成品合计
今日次品数
今日整理数
包装数
合计
备注:
该报表,每个款式一张,QC每天填写。周一,周四传回公司同组执行。表中填写所有数量为当日,在合计数量中合计到目前为止的合计数量。
工厂里简单好用的进度跟踪(带扫码),ERP走开

⼯⼚⾥简单好⽤的进度跟踪(带扫码),ERP⾛开本⽂专门针对⼯⼚的进度跟踪表,如果要更多财务⽅⾯的功能,还是⽤ERP和MES系统⽐较好。
材料准备Excel扫码枪条形码打印机或者普通的A4打印机电视机(可选,⽤于做看板)先做⼀份表格做⼀份⽣产管理表,Excel格式的。
同步⽣产计划统计汇总表.png根据⾃⾝的要求做好。
注意,这是⼀份结构化的表格,有表头。
⼯序和⽣产部门的列,可以根据实际需要,记录产量,不良,操作⼈,设备,时间等关键信息。
简单易懂即可。
另外,这是⽣产进度跟踪,我们只需要考虑车间和业务跟单的需要即可,不必把其它要素牵扯进来。
有时候,我们还需要体现原材料和物流,可以把它们看成⼀个⼯序,加⼊表格即可。
分⼯协作既然是进度跟踪,最好让全员参与。
以前,可能有个跟单的⽂员去盯进度,记录进度什么的。
现在我们需要让更多的⼈参与进来,⼀是减少跟单的⼯作量(减⼈),⼆是让员⼯有⾃主意识。
还是根据这份Excel表格,不同的列由不同职能的⼈来管理。
从左到右,分别是业务(下单),审核和计划,⼯序1,⼯序2,...。
车间可以根据实际需要让主管或者⽂员,甚⾄员⼯参与进来填表。
共享填表⼀张表让不同的⼈来做。
这种表格操作很频繁,你懂的,每个⼈⼏乎都开着录⼊,⽤Excel⾃带的共享表格显然很⿇烦,也不容易追溯录⼊错误。
这⾥我们⽤MoreExcel插件插件。
安装好了之后,点击开启同步。
然后把⽂件分给别⼈。
这样就不需要考虑对⽅是不是在编辑。
编辑即可把内容同步给别⼈。
这样⽅便多了。
newtop.PNG加⼊扫码功能重点来了。
如果让车间⼯⼚⽤脏兮兮的⼿去打电脑,实在不合适。
所以咱们⽤扫码。
现在有两种选择:⽤⼿持式的PDA/⼿机+APP电脑+USB扫码枪前⾯那种⽐较复杂,我们讲后⾯那种。
在车间放⼀台电脑,配⼀个扫码枪。
按这个步骤:1. 确保在Excel上有⼀列代表条形码,⽤⼯单号,流程单号等唯⼀的编号来⽣成⽐较好。
2. ⽤条形码打印机来打印出标签。
生产过程跟踪表

成品数量:
签字:
工作纪律及效率
模具调试及时□模具维修及时□
服从安排
质量问题格率:□生产部长:是否按计划完成:□工作表现:□
总经理签字
本表为合同评审表的附属表,一式两份,一份随工序流转签字确认,另一份由统计员保管以备跟踪,每周进行一次汇总,漏签及数据不实者将追究责任
生产任务跟踪单NO。
产品名称:
图号/料号:
材质要求
表面要求
订单号:
计划生产数量
计划
完成日期
调整完成
日期
下单日期
实际
生产数量
实际
完成日期
调整原因
需要原材料
申请日期
到料日期
库存原材料
过程负责人
工序操作人员
领料数量
库管员
日期
理论产品数量
记工员
日期
模具领用时间
模具归还时间及确认
外协产品送出时间
外协产品返回时间
首件合格及确认
入库抽检结果及确认
生产线产品进度安排格
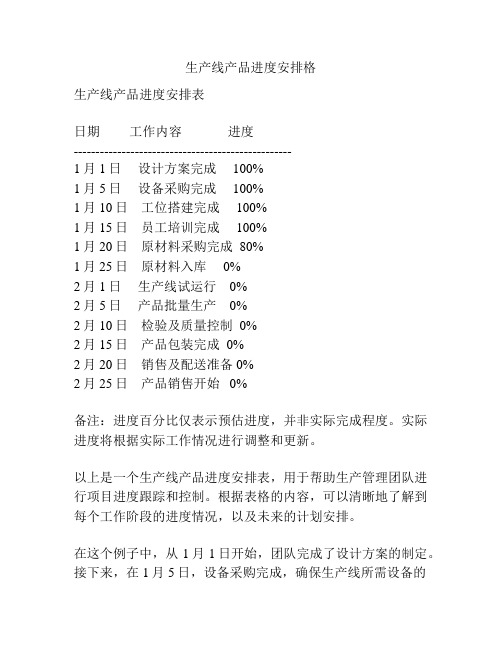
生产线产品进度安排格生产线产品进度安排表日期工作内容进度--------------------------------------------------1月1日设计方案完成 100%1月5日设备采购完成 100%1月10日工位搭建完成 100%1月15日员工培训完成 100%1月20日原材料采购完成 80%1月25日原材料入库 0%2月1日生产线试运行 0%2月5日产品批量生产 0%2月10日检验及质量控制 0%2月15日产品包装完成 0%2月20日销售及配送准备 0%2月25日产品销售开始 0%备注:进度百分比仅表示预估进度,并非实际完成程度。
实际进度将根据实际工作情况进行调整和更新。
以上是一个生产线产品进度安排表,用于帮助生产管理团队进行项目进度跟踪和控制。
根据表格的内容,可以清晰地了解到每个工作阶段的进度情况,以及未来的计划安排。
在这个例子中,从1月1日开始,团队完成了设计方案的制定。
接下来,在1月5日,设备采购完成,确保生产线所需设备的到位。
然后,在1月10日,工位的搭建完成,为后续的生产做好准备。
同时,也要对员工进行必要的培训,以确保他们熟悉并掌握生产线操作。
在1月15日,员工培训任务完成。
接下来的工作是原材料的采购。
在1月20日,已经完成了80%的原材料采购任务,剩余部分将在稍后的日期内完成并入库。
2月1日开始,将进行生产线的试运行,以确保设备的正常运转。
接下来,从2月5日开始,将进入产品的批量生产阶段。
紧接着是检验及质量控制,确保产品的质量符合标准。
在2月15日,产品包装任务完成,准备开始销售和配送的准备工作。
最后,在2月25日,产品销售正式开始。
需要注意的是,以上进度仅为预估值,并不代表实际完成情况。
在实际工作过程中,可能会出现各种意外情况导致进度的延迟或提前,因此需要在实际工作中及时进行跟踪和调整,确保最终项目能够按时完成。
生产线产品进度安排在上文所述的生产线产品进度安排表中,我们对整个生产过程进行了初步的计划和安排。
工业企业生产进度安排各类表格大全

停工报告单
本表由生管部门发出经现场主管填妥后现场主管生产室
呈厂长批示后存生管室
产品生产量计算表
产品生产前检查表
页次
待料通知单
各批次生产状况记录表批号时间
机器工作负荷图表(二)
机器工作负荷图表(一)
月日至月日 1页
机器生产计划安装表
交货期变更通知单
通知单位
制造号码产品名称规格生产数量年月日
主管:经办:
设备安装计算表
生产故障分析表
部门别年月 NO
通知单位
制造号码产品名称规格生产数量年月日
主管:经办
生产管理安排核对表
第页
生产进度安排表(一)
拟定日期
核准拟订
生产进度安排跟踪表
第六节进度安排
生产进度安排检查表制造号码
生产进度安排控制表
生产进度表(二)
生产进度表(三)
月份修正数1
生产进度表(一)
核准拟订
生产进度管理表(二)
编号
月日
科长填表
生产进度管理表(一)
制造单号月日编号_________________
生产进度计划表(二)部门:
生产进度计划表部门:
生产进度控制表(二)
生产进度控制表(一)
生产进度平衡图表
生产数量统计表计单号码:
产品名称:数量:页次
生产线进度安排表(二)
拟定日期
核准拟订
生产线进度跟踪表
生产状况分析表。
生产进度计划表模板
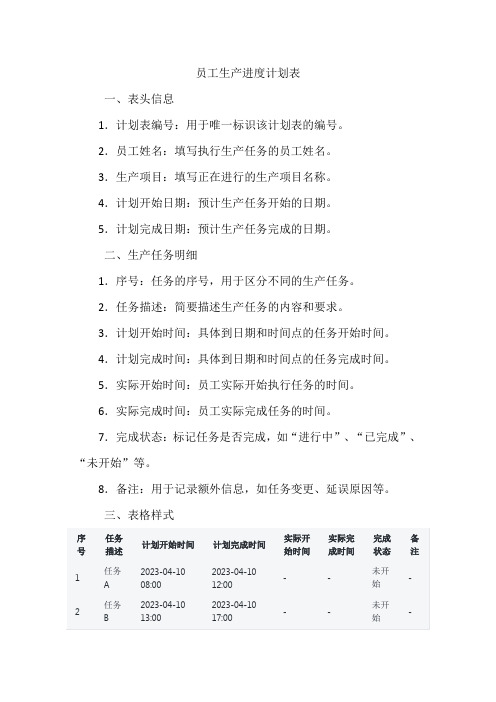
员工生产进度计划表一、表头信息1.计划表编号:用于唯一标识该计划表的编号。
2.员工姓名:填写执行生产任务的员工姓名。
3.生产项目:填写正在进行的生产项目名称。
4.计划开始日期:预计生产任务开始的日期。
5.计划完成日期:预计生产任务完成的日期。
二、生产任务明细1.序号:任务的序号,用于区分不同的生产任务。
2.任务描述:简要描述生产任务的内容和要求。
3.计划开始时间:具体到日期和时间点的任务开始时间。
4.计划完成时间:具体到日期和时间点的任务完成时间。
5.实际开始时间:员工实际开始执行任务的时间。
6.实际完成时间:员工实际完成任务的时间。
7.完成状态:标记任务是否完成,如“进行中”、“已完成”、“未开始”等。
8.备注:用于记录额外信息,如任务变更、延误原因等。
三、表格样式序号任务描述计划开始时间计划完成时间实际开始时间实际完成时间完成状态备注1 任务A 2023-04-1008:002023-04-1012:00- - 未开始-2 任务B 2023-04-1013:002023-04-1017:00- - 未开始-序号任务描述计划开始时间计划完成时间实际开始时间实际完成时间完成状态备注3 任务C 2023-04-1108:002023-04-1116:00- - 未开始-1. 填写计划表:在项目开始之前,根据生产任务的具体情况填写计划表中的相关信息。
2. 更新进度:员工在完成每项任务后,应及时更新实际开始时间和实际完成时间,并标记完成状态。
3. 监控进度:管理者可以定期检查计划表,了解生产进度,并与员工进行沟通,确保任务按计划进行。
4. 处理延误:如果任务未能按计划完成,应记录延误原因,并与相关人员协商调整计划。
5. 优化流程:根据实际生产过程中的经验和反馈,不断优化生产流程和计划表设计。
新产品生产跟踪流程表

流 程
责任部门 ①责任部门 ②第一步:
(设计部: )(技术部: )第二步:(技术部: )(生产部跟单员:) 第三步: (技术部: )(生产部跟单员:) 第四步:(设计部: )(技术部: )(生产部跟单员:)(品管部: ) 第五步:(设计部: )(技术部: )(品管部: )(生产部跟单员:)第六步:(技术部: )(生产部跟单员:)第七步:( 技术部: )(品管部: )(生产部跟单员:) (设计部: )第八步:(生产部跟单员:)第九步:(生产部跟单员:)(品管部: )第十步:(生产部跟单员:)(品管部: )(生产部跟单员:)(品管部: )(生产部跟单员:)(物流部: )
注:
年月 日 新款或新供方 ①
老款或老供方 ②新产品生产跟踪流程表
款 号 产品品名生产单位。
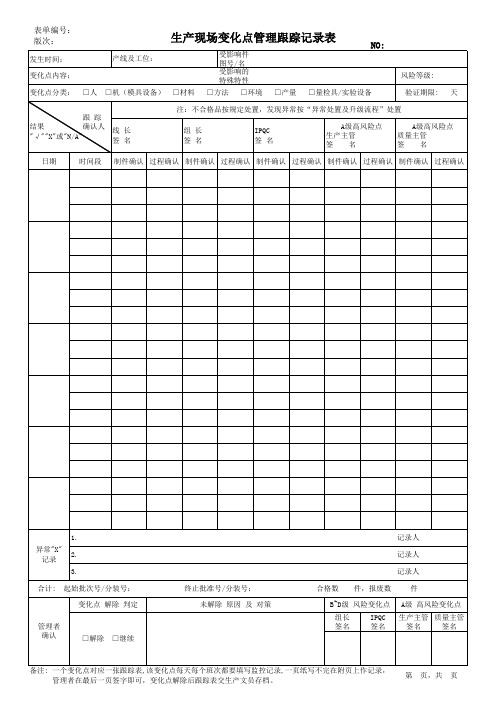
生产现场变化点管理跟踪记录表
记录人
记录人
记录人
合格数 件,报废数 件
B~D级 风险变化点
组长 签名
IPQC 签名
A级 高风险变化点
生产主管 质量主管
签名
签名
备注: 一个变化点对应一张跟踪表,该变化点每天每个班次都要填写监控记录,一页纸写不完在附页上作记录, 管理者在最后一页签字即可,变化点解除后跟踪表交生产文员存档。
第 页,共 页
表单编号: 版次:
生产现场变化点管理跟踪记录表
NO:
发生时间:
产线及工位:
受影响件 图号/名
变化点内容:
受影响的 特殊特性
变化点分类: □人 □机(模具设备) □材料 □方法 □环境 □产量 □量检具/实验设备
风险等级: 验证期限: 天
跟踪
结果
确认人 线 长
"√"X"或"N/A"
签名
注:不合格品按规定处置,发现异常按“异常处置及升级流程”处置
组长 签名
IPQC 签名
A级高风险点 生产主管 签名
A级高风险点 质量主管 签名
日期
时间段 制件确认 过程确认 制件确认 过程确认 制件确认 过程确认 制件确认 过程确认 制件确认 过程确认
1.
异常"X" 记录
2.
3.
合计: 起始批次号/分装号:
变化点 解除 判定
管理者 确认
□解除 □继续
终止批准号/分装号: 未解除 原因 及 对策