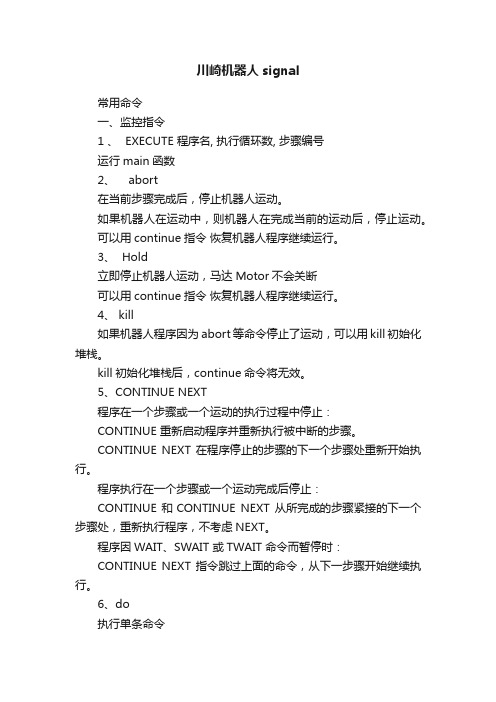
川崎机器人常用指令表
川崎机器人signal
川崎机器人signal常用命令一、监控指令1 、 EXECUTE 程序名, 执行循环数, 步骤编号运行main函数2、 abort在当前步骤完成后,停止机器人运动。
如果机器人在运动中,则机器人在完成当前的运动后,停止运动。
可以用continue指令恢复机器人程序继续运行。
3、 Hold立即停止机器人运动,马达Motor不会关断可以用continue指令恢复机器人程序继续运行。
4、 kill如果机器人程序因为 abort等命令停止了运动,可以用kill初始化堆栈。
kill初始化堆栈后,continue命令将无效。
5、CONTINUE NEXT程序在一个步骤或一个运动的执行过程中停止:CONTINUE 重新启动程序并重新执行被中断的步骤。
CONTINUE NEXT 在程序停止的步骤的下一个步骤处重新开始执行。
程序执行在一个步骤或一个运动完成后停止:CONTINUE 和CONTINUE NEXT 从所完成的步骤紧接的下一个步骤处,重新执行程序,不考虑NEXT。
程序因WAIT、SWAIT 或TWAIT 命令而暂停时:CONTINUE NEXT 指令跳过上面的命令,从下一步骤开始继续执行。
6、do执行单条命令例如>DO JMOVE safe ↵机器人以关节插补动作移动到位姿“safe”。
>DO HOME ↵机器人以关节插补动作移动到原点位置(HOME 位置)。
7、here用当前的位姿,来指定一个位姿变量>HERE #pick 定义机器人的当前位姿为“#pick”(关节位移值) >HERE place 定义机器人的当前位姿为“place” (变换值)HERE plate+object 定义机器人的当前位姿为“object ”,此位姿变量相对于位姿“plate”(复合变换值)。
如果“plate”未定义则出错。
8、Point>POINT pick1=pick 将“pick”的变换值赋值给“pick1”的变换值,并显示此值以供修改。
川崎机器人高级功能开关一览表

1:机器人网络
8
2:协调动作 3:使用1TP板协调运动控制
9 1:EDI,EXE简写输入不允许
1:圆弧插补 10 2:辅助一体型程序手腕均分动作
1:对于夏普PLC
11
2:继电器板 3:不使用操作面板的功能
1:主机通信1 2:通用现场总线IO 12 3:KLogic 4:空白
协调控制
CC-LINK 梯形图
3:实时挠度补偿功能
3
4:传送装置同步 5:同步模式:跟踪
6:开始延迟
7:程序队列
1:人机界面功能
2:专用信号使用内部信号允许
3:多功能OX/WX
4:作业空间输出功能
4
5:马达OFF错误 6:暂停时OX信号输出保持
7:数据保存功能
8:OX/WX信号数扩展
9:路径中信号输出功能
1:块速度指定 2:速度直接指定 3:加减速固定 4:多功能速度指定 5:速度指定解除 5 6:姿势角速度控制功能 7:速度示教类型2 8:精度类型2 9:快速检查模式 10:检查进给功能
1:冲突检测功能
2:手臂ID
3:电流饱和报警功能
4:运转信息显示
6
5:故障预知功能 6:维护支持功能
功能详解 对应R码
同步跟踪
接口面板
509
碰撞检测
510
6
7:空白 8:Deviation alarm 9:制动装置检查功能
1:程序逆复制 2:FN命令示教 3:福特澳大利亚规格 7 4:KI命令示教 5:Teaching by Cursor Key 6:Aichi Visible
川崎机器人E控系列高级维护开关一览表
编组 功能 1:镜像变换 2:偏移功能 3:数据变换
川崎机器人常用指令表

川崎常用指令表川崎常用指令表1.运动指令1.1 直线运动指令1.1.1 LIN 命令说明:该指令用于让执行直线运动,并可指定目标点、速度和加速度等参数。
语法:LIN X,Y,Z,A,B,C,V,ACC示例:LIN 1000,500,300,0,0,0,100,1000参数说明:- X, Y, Z:目标点在 X、Y、Z 轴上的坐标值;- A, B, C:目标点的姿态(欧拉角);- V:运动速度;- ACC:加速度。
1.1.2 PTPL 命令说明:该指令用于让执行直线运动,并可指定目标点、速度和加速度等参数,但姿态保持不变。
语法:PTPL X,Y,Z,V,ACC示例:PTPL 1000,500,300,100,1000参数说明:- X, Y, Z:目标点在 X、Y、Z 轴上的坐标值;- V:运动速度;- ACC:加速度。
1.2 旋转运动指令1.2.1 CIR 命令说明:该指令用于让按照圆弧路径执行旋转运动,并可指定圆心坐标、目标点坐标、速度和加速度等参数。
语法:CIR Xc,Yc,Zc,Xe,Ye,Ze,V,ACC示例:CIR 1000,500,300,2000,1000,500,100,1000参数说明:- Xc, Yc, Zc:圆心坐标;- Xe, Ye, Ze:目标点坐标;- V:运动速度;- ACC:加速度。
1.2.2 PTPR 命令说明:该指令用于让按照旋转角度执行旋转运动,并可指定旋转轴、旋转角度、速度和加速度等参数。
语法:PTPR A,VR,ACC示例:PTPR 90,100,1000参数说明:- A:旋转角度;- VR:旋转速度;- ACC:加速度。
2.控制指令2.1 停止指令2.1.1 STOP 命令说明:该指令用于让停止当前运动。
语法:STOP示例:STOP2.1.2 HALT 命令说明:该指令用于紧急停止,立即停止当前运动,并关闭系统。
语法:HALT示例:HALT2.2 IO 控制指令2.2.1 DO 命令说明:该指令用于控制数字输出口,可设置开关状态为开或关。
川崎机器人常用指令表

川崎常用指令表川崎常用指令表一、基本指令1、START:启动的运行。
2、STOP:停止的运行。
3、RESET:重置的状态。
4、PAUSE:暂停的运行。
5、RESUME:恢复的运行。
二、坐标系设置1、BASE:设置的基坐标系。
2、TOOL:设置的工具坐标系。
3、USER:设置的用户坐标系。
三、运动指令1、MOVJ:关节运动指令,以关节角度为运动参数。
2、MOVL:直线运动指令,以目标位置坐标为运动参数。
3、MOVC:圆弧运动指令,以目标位置坐标和插补半径为运动参数。
4、MOVT:工具坐标系下的运动指令,以工具坐标系的目标位置坐标为运动参数。
5、MOVLINC:增量直线运动指令,以增量位置坐标为运动参数。
6、MOVCINC:增量圆弧运动指令,以增量位置坐标和插补半径为运动参数。
7、MOVTINC:工具坐标系下的增量运动指令,以增量位置坐标为运动参数。
四、速度控制指令1、SPEED:设置的运动速度。
2、ACCEL:设置的加速度。
3、DECEL:设置的减速度。
五、力控制指令1、FORCE:设置的力控制模式及参数。
2、NOFORCE:取消的力控制模式。
六、输入输出指令1、DI:读取数字输入信号的状态。
2、DO:控制数字输出信号的状态。
3、:读取模拟输入信号的数值。
4、AO:控制模拟输出信号的数值。
七、数据传输指令1、WT:等待指定条件满足。
2、SIGNAL:发送信号。
3、RECEIVE:接收信号。
八、其他指令1、MESSAGE:显示提示信息。
2、CALL:调用子程序。
3、RET:返回主程序。
4、COMMENT:添加注释。
5、JUMP:无条件跳转到指定位置。
6、IF:条件判断语句。
附件:此处可以添加川崎常用指令的实际示例。
法律名词及注释:1、:根据国家法律法规和标准,指能自动执行工作的多自由度机械装置,具有感知、决策和执行功能。
2、关节角度:各个关节的转动角度。
3、目标位置坐标:执行运动的目标位置的坐标值。
川崎工业机器人操作课件

(总电源、变压器箱电源、控制器电源、机器人气泵)。 注:机器人气泵电源在S7-200PLC 安装板上
⑵ 【A】+【运行】 右上角[RUN]灯亮 按【暂停】, [RUN] -> [HOLD]灯亮 。
⑶ 【A】+【马达开】 右上角[MOTOR]灯亮。
⑷ 按【手动速度】选择2或3。 速度1-2-3-4-5-1切换。
川崎工业机器人操作
川崎工业机器人
⑺ 修改延时时间:面板上键入延时序号(0-9)
川崎工业机器人操作
川崎工业机器人
⑺ 修改延时时间:【菜单】-【键盘】-【辅助功能】
川崎工业机器人操作
川崎工业机器人
⑺ 修改延时时间:选择【简易示教设定】
川崎工业机器人操作
川崎工业机器人
⑺ 修改延时时间:选择【计时器】
川崎工业机器人操作
川崎工业机器人
• ⑸ 坐标系选择 关节/基坐标/工具:JOINT/BASE/TOOL/ 分别试验3个坐标,并记录运行方式。
⑹ 握杆轻握 听到“咔”声响,表示握杆成功。
• ⑺ 机器人移动 X-/X+、Y-/Y+ 、Z-/Z+ 、 RX-/RX+、RY-/RY+ 、RZ-/RZ+ 坐标系变换,再执行上述操作 共18种操作,笔记本记录运行情况。
注:C1MOVE:圆弧插补移动,运动到中间点
⑹ 按[文字输入],输入#C2,按两次“↙”键
#号开头,表示是变量,后续还需要进行位置示教
⑺ 按[动作辅助],选择[C2MOVE]
注:C2MOVE:圆弧插补移动,运动到第3点
川崎工业机器人操作
川崎工业机器人
• ⑻ 按[文字输入],输入#C3,按两次“↙”键 ⑼ 按【I】键,选择[位置示教画面] ⑽ 再选择[位置直接示教] 注:通过【↑】【↓】键选择 ⑾ 选择[变量],回车 注:通过【→】键选择 ⑿ 输入 #C2,回车 ⒀ 手动示教第2个位置C2,然后按【记录】
机器人现场编程-川崎机器人示教-综合命令

综合命令
一 、综合命令示教
一 、综合命令示教
• 综合命令示教(又称一体化示教)编程,程序由“综合命令”来编辑。
程序行
命令要素显示行
命令要素参数 显示行
二、 综合命令的要素
• 综合命令由在机器人的各应用领域(焊接、 搬运等应用)需要的命令要素组成。
二、 综合命令组成要素参数的设定-插补
• 插补是工业机器人运动方式的控制指令;
• 设定插补类型的方法:A+插补
二 、综合命令组成要素参数的设定-速度
• 速度参数用以设定从前一步到当前步骤运动过程需运动速度等级;
• 按示教器“A+速度”键显示如下画面。按数字键,输入速度编号(0-9), 按 ↵ 确定输入的编号。
二 、综合命令组成要素参数的设定-精度
• 精度参数用以设定在当前步骤中需要的,到达示教点轴一致状态的精度值;
• 按示教器“A+精度”键显示如下的画面。用数字键,输入精度编号(04),按 ↵ 确定输入的精度编号。
二、综合命令组成要素参数的设定-计时
• 计时参数用以设定在当前步骤示教点轴一致后要等待的时间;
• 按示教器“A+计时”键显示如下的画面。按数字键,输入记时器编号(09),按 ↵ 确定输入的计时编号。
二 、综合命令组成要素参数的设定-夹紧
• 夹紧参数用“A+夹紧1”键,在参数显示行夹紧参数值显示区域的显示变化 过程为:夹紧命令编号1→无显示→夹紧命令编号1。
三、 课程预告
• 工业机器人综合命令-运动插补指令。
川崎机器人常用指令表
DRIVE DRIVE 关节编号,角度值,速度
DRAW DRAW X平移量,Y平移量,Z平移量,O旋转量,A旋转量,T旋转量
ALIGN ALIGN
HMOVE HMOVE 位姿
C1MOVE C1MOVE 位姿
C2MOVE C2MOVE 位姿
SPEED SPEED 数值
监控指令
ACCURACY BREAK
川崎机器人常用指令表
类型 指令 格式
JMOVE JMOVE 位姿
LMOVE LMOVE 位姿
DELAY DELAY 时间
JAPPRO JAPPRO 位姿,移动量
LAPPRO LAPPRO 位姿,移动量
JDEPART JDEPART 移动量
运动指令
LDEPART HOME
LDEPART 移动量 HOME
作用 各轴移动 直线移动 停止运动制定时长 各轴移动到目标上方/下方 直线移动到目标上方/下方 各轴移动离开当前位置 直线移动离开当前位置 各轴移动到原点 单根轴旋转指定的角度和速度 沿基础坐标系平移运动 将工具和基础坐标对齐 混合移动
圆弧运动
定义运动速度 定义精度 中断程序运行直到到达目标位置 停止当前运动并向下一点运动 打开夹紧信号 关闭夹紧信号 跳转到指定标签位置 判断条件并跳转 调用执行子程序 返回主程序 等待条件满足 停止程序执行指定的时间 关闭所有输出信号 打开/关闭指定的输出信号 输出指定时长的脉冲信号 等待指定的信号条件满足 保存当前位置数据 将等号后面的位置数据保存到前面的位姿
ACCURACY BREAK
数值
BRAKE BRAKE
夹具指令
OPENI CLOSEI
OPENI 夹具编号(可省略) CLOSEI 夹具编号(可省略)
川崎机器人程序编辑与运行

相关知识
3)按面板上“连续”功能键,将检查运动方式设置到“单步检查”模式上,如下图
相关知识
4)按住示教器背面握杆触发开关,同时按下面板上前进“GO”键,如下图
5)程序每次运行完一步运动指令步骤,机器人停止运行
相关知识
6.顺序单步执行
1)重复上一章节1~3步骤,将检查运动方式设置到“连续检查”模式上,如下图
完全按到底至其第三档位置或完全释放时,马达电源将被切断,机器人停止运动。
相关知识
8.常用指令
1)各功能指令对应字母 M: 监控指令 P: 程序命令 F: 函数 O: 运算符 K: 其它关键字
2)功能指令表(表3-3-1)
相关知识
相关知识
相关知识
相关知识
相关知识
任务实施
一.点动控制机器人
相关知识
2.移动光标选中要复制的程序名
相关知识
3.按ENTER键,出现Input copy program name画面,在屏幕出现的软键盘上输入 复制的程序名称,例如“P10.pg”,点击软键盘上的ENTER键,程序完成复制
相关知识
七.编辑指令 1.输入运动指令
1)选择程序进入编辑界面 2)将机器人控制柜及示教器打到示教状态
相关知识
3.选择程序“Program”-程序选择“PRG SEL”
相关知识
4.点击1#程序选项进入程序列表,选择需要保存的程序
第1项中自动出现刚 才选择的程序名
2~5项可以分别保存 另外需要备份的程序, 每次最多保存5个文 件
相关知识
在程序列表中点击选 择需要保存的程序
相关知识
5.页面自动返回至上一级页面,按回车“ENTER”确认
机器人现场编程-川崎机器人示教-运动插补指令

3
二 、插补类型-各轴
各轴 9 3 1 1
结束点
起始点
• 说明:机器人TCP点以各轴插补类型,速度9、精度3、计时1、工具1的运 动参数从起始点运动到结束点,过程不考虑路径,以运动时间优先,一般情 况下为非直线运动。
4
二 、插补类型-直线
直线 7 3 1 1
结束点
起始点
• 说明:机器人TCP点以直线插补类型,速度7、精度3、计时1、工具1的运 动参数从起始点以直线轨迹运动到结束点。
5
二、插补类型-圆弧1/圆弧2
圆弧1 7 3 1 1 圆弧2 7 3 1 1
起始点
中间点
结束点
• 说明:机器人TCP点以圆弧插补类型,速度7、精度3、计时1、工具1的运 动参数从起始点开始,经过中间点,以圆弧轨迹运动到结束点。
6
三、 课程预告
• 工业机器人综合命令示教的操作方法。
7
大家好
川崎工业机器人示教
运动插补指令
一、 综合命令要素-插补
• 川崎工业机器人的通用插补类型如下表所示。
插补类型
说明
各 轴 当在两点之间,不考虑机器人的运动路径而以时间优先时,选择此类型。
直线 圆弧 1 圆弧 2
TCP 在两个示教点沿直线路径移动到目标点。
当 TCP 指定的 3 点以圆弧路径移动时,并要指定机器人在两点(开始和结 束点)之间的中间点的位姿时,选择此模式。 当 TCP 指定的 3 点以圆弧路径移动时,并要指定机器人在结束点的位姿 时,选择此模式。
川崎机器人程序

.PROGRAM dousar() #0
;右侧动作程序
70
IF SIG(1015,1023)==TRUE THEN
CALL dousac3;判断托盘和料斗信号
IF cc<41 THEN
cc=cc+1
ELSE
cc=0
END
GOTO 70
END
.END
.PROGRAM pointsoa() #0
;位置a偶数层位置计算
POINT pica2 = SHIFT(picao_t BY 0,0,0)
CASE d OF
VALUE 0:
POINT pica[ca] = SHIFT(pica2 BY 0,0,z)
POINT picaw[ca] = SHIFT(pica[ca] BY 80,0,150)
END
IF SIG(1015,1024)==TRUE THEN
CALL dousac4
IF cc<41 THEN
cc=cc+1
ELSE
cc=0
END
GOTO 70
END
80
IF SIG(1016,1023)==TRUE THEN
CALL dousad3
CASE z0 OF
VALUE 0:
z=0
VALUE 1:
z=-
VALUE 2:
z=-
VALUE 3:
z=-
VALUE 4:
z=-
VALUE 5:
z=-
VALUE 6:
z=-
END
.END
川崎机器人程序示例
川崎程序示例川崎程序示例1、简介1.1 概述1.2 适用范围1.3 目标读者2、环境准备2.1 工作站设置2.2 工具软件安装2.3 通信配置3、常用指令3.1 运动指令3.1.1 直线运动指令3.1.2 圆弧运动指令3.2 IO控制指令3.3 变量操作指令3.4 条件判断指令3.5 循环指令4、程序编写与调试4.1 新建程序4.2 编写程序4.3 编译程序4.4 程序调试5、高级功能5.1 异常处理5.2 线程控制5.3 自定义函数5.4 资源管理6、附件附件1:示例程序代码附件2:通信配置文件附注:1、本文所涉及的法律名词及注释:- 川崎:川崎重工的工业产品线,包括各种类型和规格的机械臂。
- 程序编写:利用专门的编程语言,编写控制程序,实现各种操作和功能。
- 运动指令:控制进行各种方式的运动,如直线运动、圆弧运动等。
- IO控制指令:控制的输入输出接口,实现与外部设备的通信和控制。
- 变量操作指令:对程序中使用的变量进行操作,包括存储、读取、修改等。
- 条件判断指令:根据条件的成立与否,决定程序的执行分支。
- 循环指令:重复执行特定的程序段,实现循环控制功能。
- 异常处理:处理程序运行过程中发生的异常情况,保证程序的可靠性和稳定性。
- 线程控制:控制程序的多线程执行,实现并发和同步的需求。
- 自定义函数:根据需求,自行定义函数,提高程序的模块化和可复用性。
- 资源管理:管理程序中所使用的资源,如变量、IO接口等。
2、本文档涉及附件:- 附件1:示例程序代码,包含常见功能和应用示例,方便读者理解和参考。
- 附件2:通信配置文件,包含设置川崎与工作站的通信参数,用于确保正确的数据传输。
川崎机器人常用指令表

川 崎 机 器 OVE LMOVE DELAY JAPPRO LAPPRO JDEPART LDEPART 运动指令 HOME DRIVE DRAW ALIGN HMOVE C1MOVE C2MOVE SPEED ACCURACY 监控指令 BREAK BRAKE OPENI 夹具指令 CLOSEI GOTO IF CALL RETURN WAIT TWAIT RESET SIGNAL PULSE SWAIT HERE POINT 格式 JMOVE 位姿 LMOVE 位姿 DELAY 时间 JAPPRO 位姿,移动量 LAPPRO 位姿,移动量 JDEPART 移动量 LDEPART 移动量 HOME DRIVE 关节编号,角度值,速度 DRAW X平移量,Y平移量,Z平移量,O旋转量,A旋转量,T旋转量 ALIGN HMOVE 位姿 C1MOVE 位姿 C2MOVE 位姿 SPEED 数值 ACCURACY 数值 BREAK BRAKE OPENI 夹具编号(可省略) CLOSEI 夹具编号(可省略) GOTO 编号 IF 条件 GOTO 编号 CALL 程序名 RETURN WAIT 条件 TWAIT 时间 RESET SIGNAL 信号状态编号,信号状态编号 PULSE 信号编号,时间 SWAIT 信号编号 HERE 位姿 POINT 位姿B=位姿A(或者计算公式等) 示例 JMOVE p1 LMOVE p1 DELAY 2 JAPPRO p1,20 LAPPRO p1,20 JDEPART 200 LDEPART 200 HOME DRIVE 3,50,80 DRAW 10,-5,,20,10,5 ALIGN HMOVE p1 两个指令配合使用 SPEED 50 ACCURACY 100 BREAK BRAKE OPENI CLOSEI GOTO 10 IF SIG(1002) GOTO 10 CALL pg1 RETURN WAIT num=5 TWAIT 2 RESET SIGNAL 10,-13,2010 PULSE 9,2 SWAIT 1002,-1014 HERE p1 POINT p2=p1 作用 各轴移动 直线移动 停止运动制定时长 各轴移动到目标上方/下方 直线移动到目标上方/下方 各轴移动离开当前位置 直线移动离开当前位置 各轴移动到原点 单根轴旋转指定的角度和速度 沿基础坐标系平移运动 将工具和基础坐标对齐 混合移动 圆弧运动 定义运动速度 定义精度 中断程序运行直到到达目标位置 停止当前运动并向下一点运动 打开夹紧信号 关闭夹紧信号 跳转到指定标签位置 判断条件并跳转 调用执行子程序 返回主程序 等待条件满足 停止程序执行指定的时间 关闭所有输出信号 打开/关闭指定的输出信号 输出指定时长的脉冲信号 等待指定的信号条件满足 保存当前位置数据 将等号后面的位置数据保存到前面的位姿
川崎机器人编程

POINT #pickb = SHIFT(pickpointb BY 0,200*(rb-1),0)
LMOVE #pickb
TWAIT 1
SIGNAL 1
SPEED 20
LAPPRO #pickb,500
LMOVE pointb3
SPEED 40
LMOVE #pickfront;抓件上方点
SPEED 10
POINT #picka = SHIFT(pickpoint BY 0,200*(ra-1),0) ;抓件点计算公式
LMOVE #picka;抓件点
TWAIT 1
SIGNAL 1
TWAIT 1
SIGNAL 1
SWAIT 1001,1002,1003
LMOVE point9
LMOVE point10
LMOVE point12
LMOVE point14
.END
.PROGRAM home()#0
HOME
.END
.PROGRAM main()#0
SPEED 20
LMOVE p1acepoint
TWAIT 1
SWAIT 1004
SIGNAL -1
LMOVE point06
LMOVE point6
SPEED 40
LMOVE point7
SPEED 80
LMOVE point8
LMOVE #pick2
SPEED 20
LAPPRO #picka,500 ;抓件后上升位
LMOVE point3
SPEED 40
LMOVE point4
机器人现场编程-川崎机器人示教-运动插补指令
二、插补类型-圆弧1/圆弧2
圆弧1 圆弧2
起始点
7311 7311
中点
结束点
• 说明:机器人TCP点以圆弧插补类型,速度7、精度3、计时1、工具1的运 动参数从起始点开始,经过中间点,以圆弧轨迹运动到结束点。
三、 课程预告
• 工业机器人综合命令示教的操作方法。
二 、插补类型-各轴
各轴
9311
结束点
起始点
• 说明:机器人TCP点以各轴插补类型,速度9、精度3、计时1、工具1的运 动参数从起始点运动到结束点,过程不考虑路径,以运动时间优先,一般 情况下为非直线运动。
二 、插补类型-直线
直线
7311
结束点
起始点
• 说明:机器人TCP点以直线插补类型,速度7、精度3、计时1、工具1的运 动参数从起始点以直线轨迹运动到结束点。
川崎工业机器人示教
运动插补指令
一、 综合命令要素-插补
• 川崎工业机器人的通用插补类型如下表所示。
插补类型 各 轴 直 线 圆弧 1 圆弧 2 说 明
当在两点之间,不考虑机器人的运动路径而以时间优先时,选择此类型。 TCP 在两个示教点沿直线路径移动到目标点。 当 TCP 指定的 3 点以圆弧路径移动时,并要指定机器人在两点(开始和结 束点)之间的中间点的位姿时,选择此模式。 当 TCP 指定的 3 点以圆弧路径移动时,并要指定机器人在结束点的位姿 时,选择此模式。
第二章川崎工业机器人操作-2018
#号开头,表示是变量,后续还需要进行位置示教
⑺ 按[动作辅助],选择[LMOVE]
注:LMOVE:直线插补移动,两点间移动距离最短
31
川崎工业机器人
• ⑻ 按[文字输入],输入#P2,按两次“↙”键 同理定义第3点#P3
⑼ 按【I】键,选择[位置示教画面] ⑽ 再选择[位置直接示教]
⑺ 修改延时时间:选择【简易示教设定】
26
川崎工业机器人
⑺ 修改延时时间:选择【计时器】
27
川崎工业机器人
⑺ 修改延时时间:延时序号(0-9)对应延时设置
28
川崎工业机器人
⑻ 修改延时时间:按确认键[ ],计时时间将设置
29
川崎工业机器人
⑼ 修改夹紧/松开:1-夹紧、2-松开 同“计时”参数修改
川崎工业机器人
• ⑹ 运行模式选择 步骤连续/步骤单步,再现连续/再现一次
• ⑺ 再现结束 按【暂停】或“紧急停止”按钮或开关打到示教
17
川崎工业机器人
机器人手动操作(三): 程序的修改
⑴ 按面板上【I】键
18
川崎工业机器人
⑵ 选择程序编辑画面
19
川崎工业机器人
⑶ 选择程序
20
川崎工业机器人
11
川崎工业机器人
手动操作记录表
X- X+ Y- Y+ Z- Z+ RX- RX+ RY- RY+ RZ- RZ+
JOINT BASE TOOL
沿沿沿沿沿沿沿沿沿沿沿沿
JT1 JT1 JT2 JT2 JT3 JT3 JT4 JT4 JT5 JT5 JT6 JT6
第二章 川崎工业机器人操作-2018

川崎工业机器人
机器人手动操作(四): AS语言编程和再现
⑴ 开机、示教准备
参见手动操作(1)
⑵ 【A】+【程序】,输入文件名,如:2018 ⑶ 示教第一个点P1,按【记录】键,记录位置1 ⑷ 按【I】键,选择[AS语言示教画面] ⑸ 按[动作辅助],选择[JMOVE]
注:JMOVE:关节插补移动,两点间移动时间最短
参见手动操作(1)
⑵ 【A】+【程序】,输入文件名,如:3161 ⑶ 示教一个点,按【记录】键,记录位置1
同理再记录位置2、位置3 ⑷ 将示教开关打到【REPEAT】
注:控制器和示教器上均要打到[REPEAT] ⑸ 再现运行
【A】+【马打开】,【A】+【运转】, 【A】+【循环启动】(指示灯判断)
16
注:通过【↑】【↓】键选择 ⑾ 选择[变量],回车
注:通过【→】键选择 ⑿ 输入 #P1,回车 ⒀ 手动示教第2个位置P2,然后按【记录】
同样重复⑾ ~ ⒀示教P3、P4并记录
⒁ 再进行再现操作 再现操作参前节
32
川崎工业机器人
机器人手动操作(五): 圆弧编程
⑴ 开机、示教准备 ⑵ 新建文件 ⑶ 示教第一点C1,并记录 ⑷ 按【I】键,选择[AS语言示教画面] ⑸ 按[动作辅助],选择[C1MOVE]
⑹ 按[文字输入],输入#P1,按两次“↙”键
#号开头,表示是变量,后续还需要进行位置示教
⑺ 按[动作辅助],选择[LMOVE]
注:LMOVE:直线插补移动,两点间移动距离最短
31
川崎工业机器人
• ⑻ 按[文字输入],输入#P2,按两次“↙”键 同理定义第3点#P3
⑼ 按【I】键,选择[位置示教画面] ⑽ 再选择[位置直接示教]
川崎机器人编程指令【大全】
一、各坐标系下的手动操作⑴打开电源、气源(总电源、变压器箱电源、控制器电源、机器人气泵)。
⑵【A】+【运行】右上角[RUN]灯亮按【暂停】,[RUN] -> [HOLD]灯亮。
⑶【A】+【马达开】右上角[MOTOR]灯亮。
⑷手动速度选择:按【手动速度】选择2或3(速度1-2-3-4-5-1循环切换)。
⑸坐标系选择:关节坐标(JOINT)/基坐标(BASE)/工具坐标(TOOL)可循环切换,首先选择关节坐标(亦称各轴坐标)。
⑹握杆握下:握杆轻握,听到“咔”声响,表示握杆成功。
⑺机器人移动:按下X-/X+、Y-/Y+ 、Z-/Z+ 、RX-/RX+、RY-/RY+ 、RZ-/RZ+ ,机器人将分别移动各个轴;⑻坐标系变换为基坐标(BASE)和工具坐标(TOOL),再分别执行上述⑺的操作,同时记录下各运行动作状态。
记录表格:二、三点位置示教和再现⑴开机、示教准备(参见各坐标系下的手动操作)⑵【A】+【程序】,输入文件名,如:20151111 。
⑶示教一个点,按【记录】键,记录位置1 同理再记录位置2、位置3 。
⑷将示教开关打到【REPEAT】注:控制器和示教器上均要打到[REPEAT]⑸再现。
运行【A】+【马打开】,【A】+【运转】,【A】+【循环启动】(指示灯判断)。
⑹运行模式选择步骤连续/步骤单步,再现连续/再现一次。
⑺再现结束按【暂停】或“紧急停止”按钮或开关打到示教。
三、再现模式下动作命令的执行机器人可以执行各种单个的动作,各种命令在软键盘输入画面上输入,在命令前加"DO”命令标识,按[ENTER]软键盘(参见下图)执行。
下面列举常见的动作命令:①对齐命令-ALIGN⑴打到再现模式、马达开、运转⑵【菜单】-[键盘]⑶> DO ALIGN 回车⑷再回到示教模式,准备下一步操作技巧:输入命令历史记录[CTRL+L] 键切换②存储当前位置到P1点中-HERE⑴打开一个文件⑵【菜单】-[键盘]⑶> here p1 回车,会显示X、Y、Z、O、A、T各轴的坐标位置值,提示:变更吗?(放弃请按RETURN键)再回车,即保存了当前位置到P1位置中,在程序中就可以直接使用P1了。
川崎机器人案例码垛程序说明
码垛程序一般常见语言说明●SPEED/SP 速度ALWAYS指定下一条动作命令的运动速度,若追加ALWAYS则此命令指定的速度值将持续到执行下一条SPEED命令为止。
程序速度通常以百分比(0.01%~100%)指定,也可以通过指定速度单位MM/S(毫米/秒)或MM/MIN(毫米/分)来指定绝对速度。
示例:SPEED 50 将下一条运动的速度指定为最大速度的50%SPEED 100 将下一条运动的速度指定为最大速度SPEED 200 将下一条运动的速度指定为最大速度(速度超过100%时被看作为100%)SPEED 20MM/S ALWAYS 工具坐标系原点的速度被指定为20MM/S,直到它被另一SPEED命令改变。
SPEED 6000MM/MIN 将下一条运动中工具坐标系原点的速度被指定为6000MM/MINSPEED 5S 设定下一条机器人运动的速度,使其在5S中到达SPEED 100MM/S,50 指定下一条运动的速度。
到达目标位姿所需时间长者优先●ACCURACY/ACCU 距离ALWAYS指定下一条动作命令中判断机器人位姿时的精度,若追加ALWAYS则此命令指定的精度值将持续到执行下一条ACCURACY命令为止。
其中参数距离的单位为毫米。
示例:ACCURACY 50 ALWAYS 将所有后继运动命令的精度范围设定为50毫米。
●BREAK/BRE暂停程序中的下一步骤的执行,直到当前机器人运动完成后再继续。
示例:……LMOVE aBREAKSIGNAL 9……上述命令当机器人移动到a点时,输出外部信号9为ON。
如果去掉BREAK命令,则有可能机器人在向a点运动的过程中(未达到a点时),提前输出外部信号9。
●JMOVE/JM 位姿变量LMOVE/LM 位姿变量移动机器人到指定位姿JMOVE:机器人以关节插补动作移动LMOVE:机器人以直线插补动作移动示例:JMOVE #pick 以关节插补移动到关节位移值“#pick”描述的位姿。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
DRAW
DRAW X平移量,Y平移量,Z平移量,O旋 转量,A旋转量,T旋转量
ALIGN
ALIGN
HMOVE
HMOVE 位姿
C1MOVE
C1MOVE 位姿
C2MOVED 数值
监控指令
ACCURACY BREAK
ACCURACY 数值 BREAK
BRAKE
BRAKE
夹具指令
OPEN1 CLOSE1
OPEN1 夹具编号 CLOSE1 夹具编号
GOTO
GOTO 编号
IF
IF 条件 GOTO 编号
CALL
CALL 程序名
RETURN
RETURN
WAIT
WAIT 条件
程序指令
TWAIT RESET
TWAIT 时间 RESET
SIGNAL SIGNAL 信号状态信号,信号状态编号
PULSE
PULSE 信号编号,时间
SWAIT
SWAIT 信号编号
HERE
HERE 位姿
POINT
POINT 位姿B=位姿A
WHILE
WHILE ...DO... END
示例 JMOVE p1 LMOVE p1 DELAY 2 JAPPRO p1,20 LAPPRO p1,20 JDEPART 200 LDEPART 200
等号后面的位置数据保存到前面的位姿 当被指定条件时,程序被执行。当指定条
件不成立时,WHILE语句自动跳过。
HOME DRIVE 3 ,50 ,80
DRAW 10,-5 ,20,10,5
ALIGN HMOVE p1
两个指令配合使用
SPEED 50 ACCURACY 100
BREAK BRAKE OPEN1 CLOSE1 GOTO 10 IF SIG(1002) GOTO 10 CALL pg1 RETURN WAIT num=5 TWAIT 2 RESET SIGNAL 10,-13,2010 PULSE 9,2 SWAIT 1001,-1014 HERE p1 POINT p2=p1 WHILE SIGNAL 10 DO OPEN1 END
表
作用 各轴移动 直线移动 停止运动等待时长 各轴移动到目标上方/下方 直线移动到目标上方/下方 各轴移动离开当前位置 直线移动离开当前位置 各轴移动到原点 单轴旋转指定的角度和速度
沿基础坐标系平移移动
将工具和基础坐标对齐 混合移动
圆弧移动
定义运动速度 定义精度
暂停下一步骤执行,直到当前动作完成 停止当前运动并向下一点运动 打开夹紧信号 关闭夹紧信号 跳转到指定标签位置 判断条件并跳转 调用执行子程序 返回主程序 等待条件满足 停止程序执行指定的时间 关闭所有输出信号 打开/关闭指定的输出信号 输出指定时长的脉冲信号 等待指定的信号条件满足 保存当前位置数据
川崎机器人常用指令表
类型 指令
格式
JMOVE
JMOVE位姿
LMOVE
LMOVE位姿
DELAY
DELAY时间
JAPPRO
JAPPRO 位姿,移动量
LAPPRO
LAPPRO 位姿,移动量
JDEPART
JDEPART 移动量
LDEPART
LDEPART 移动量
运动指令 HOME
HOME
DRIVE
DRIVE 关节编号,角度值,速度