1009型抓棉机电气 1
FA022 型多仓混棉机电气控制
FA022型多仓混棉机电气控制FA022型多仓混棉机适用于各种原棉、棉型化纤和中长化纤的混合,它是利用多个棉仓,以棉流不同时喂入而同时并列输出达到混合目的。
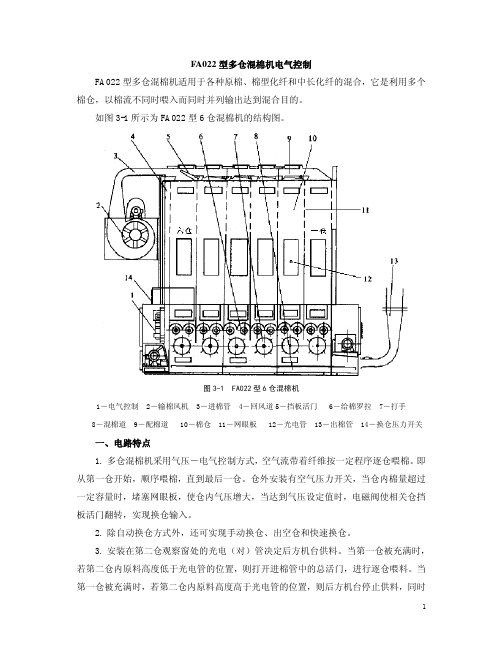
如图3-1所示为FA022型6仓混棉机的结构图。
图3-1 FA022型6仓混棉机1-电气控制2-输棉风机3-进棉管4-回风道5-挡板活门6-给棉罗拉7-打手8-混棉道9-配棉道10-棉仓11-网眼板12-光电管13-出棉管14-换仓压力开关一、电路特点1. 多仓混棉机采用气压-电气控制方式,空气流带着纤维按一定程序逐仓喂棉。
即从第一仓开始,顺序喂棉,直到最后一仓。
仓外安装有空气压力开关,当仓内棉量超过一定容量时,堵塞网眼板,使仓内气压增大,当达到气压设定值时,电磁阀使相关仓挡板活门翻转,实现换仓输入。
2. 除自动换仓方式外,还可实现手动换仓、出空仓和快速换仓。
3. 安装在第二仓观察窗处的光电(对)管决定后方机台供料。
当第一仓被充满时,若第二仓内原料高度低于光电管的位置,则打开进棉管中的总活门,进行逐仓喂料。
当第一仓被充满时,若第二仓内原料高度高于光电管的位置,则后方机台停止供料,同时关闭进棉管中的总活门。
各仓储棉的高度始终保持如图3-2所示的阶梯状分布。
图3-2 各仓储棉高度二、主电路图3-3 FA022多仓混棉机主电路主电路如图3-3所示。
主电路有5台电动机,M1是输棉风机电动机,M2、M3是打手一、二电动机,M4、M5是给棉罗拉一、二电动机。
各电动机均有过载和短路保护。
变压器T1输出220V供PLC控制电路用,输出12V供故障指示灯电路用。
三、PLC控制电路图3-4 FA022多仓混棉机PLC控制电路PLC控制电路如图3-4所示。
FA022多仓混棉机PLC型号为SR-21(无锡光阳)。
工作电压为AC220V,输出类型为继电器。
16路输入模块定义号为:000~007、102~107共16个点;8路输入模块定义号为:010~017共8个点;8路输出模块定义号为:020~027共8个点。
电气控制及调整在清梳联系统中的重要作用

电气控制及调整在清梳联系统中的重要作用李旭【摘要】文章介绍清梳联电气控制体系的构成,各控制单元的工作原理、应用实践、应用效果以及清梳联生产线参数的调整对指标的影响.【期刊名称】《山东纺织科技》【年(卷),期】2013(054)003【总页数】3页(P20-22)【关键词】连续给棉;可编程控制器;压力控制;PID控制【作者】李旭【作者单位】青岛宏大纺织机械有限责任公司,山东青岛266101【正文语种】中文【中图分类】TS103.7清梳联是一个系统,各机台之间相互联锁、相互控制,往往一个比较简单的电气故障,若不能及时解决,就会导致全线停产,造成较大的能耗浪费,且对生条和成纱质量指标稳定极为不利。
青岛宏大通过多年对国内外客户的调试和走访工作,总结出了在现代可编程控制器的控制下对清梳联的电气部分调整以达到系统稳定的方法,可完成指标优化,减少机台的故障率,提高设备的运转效率。
青岛宏大清梳联采用智能化、模块化、传感器、信息化及变频调速等先进科技,工艺流程短,单机台产量高,配备数量少。
其常规流程如下:JWF1009→FT245→FT214A→AMP3000→FA125→JWF1107→JWF1029→JWF 1115→FA156→119A Ⅱ→FT202A →(JWF1171+JWF1203+FT025B)×n(n为梳棉机台数)。
系统互联示意图见图1。
图1 清梳联互联线示意图1 清花设备的电气控制以及调整清花设备的主要功能是开松并且均匀混合原料,去除原料里面的金属和杂质,将原料均匀地送到梳棉机并供其使用。
每台清花设备自身都有一套符合设备使用要求的电气自动控制系统,各单元的全部设计动作、功能主要由这部分系统来控制完成,清花设备之间通过连锁互相控制。
往复式抓棉机是清梳联电气控制最复杂的设备,采用西门子的PLC和人机界面,施耐德的变频器控制。
虽然控制复杂,但是操作简单,主要是调整好抓取深度和行走速度,保证供棉充分,保证机器的运转效率。
CP690 棉花收获机维护保养清洁指南说明书

CP690 Cotton Picker Maintenance and Cleaning Guide2Introduction............................................................Table of Contents.................................................................................................................................. ................................................... .............................................................................................................................................. ....................................................................................At John Deere, we understand that every minute in the field is valuable during the harvest season. This guide is intended to providea quick-reference overview of key adjustments, cleaning, maintenance, and operation of the cotton harvester.IMPORTANT: Regular and thorough cleaning of machine combinedwith routine maintenance procedures listed in the Operator’s Manual greatly decreases the risk of fire, reduces downtime, and improvesproductivity. Perform cleaning procedures listed in the Lubrication and Maintenance Section of the Operators Manual at the recommended 6 and 12 hour intervals or more often as required. Always follow allsafety procedures posted on the machine and in the Operator’s Manual.12Recommended hour interval indicatorQuick Response CodeB.Clean behind cab, tanks,ducts, and front of accumulator.D. Clean speed and position sensorsand tone wheels (6 used).E.Clean under the accumulatorand under feeder belt.C.Remove cover and cleanhydraulic valves.A.Clean top of baler, accumulator,screens, and finger grates.Harvest ConfigurationNote:Clean machine from top to bottom6124Transport Configuration Accumulator RaisedD. Clean belts, pulleys, and wrap floor.C. Clean platform and RMB latches.A. Clean front of RMB including brush and guides.B. Check guard rollers for freedom of movement.1212TRANSPORT MODEA = ---B = ---C = AutofoldD = AutoUnfoldRMB Service Configuration:Gate in CradleA. With rockshaft raised, clean and check belts and rollers inside RMB.C. Clean and check wrap feed rods.D. Lower rockshaft and operate B. Clean gate latch sensor area.12132RMB SERVICERear Axle and Cooling PackageA.Clean and check handler positionsensor.C.Clean diesel exhaust fluid (DEF)tank and pump (if equipped).D. Clean cooling module. Opendoors to access cooling cores.B.Clean rear axle joints, motor,and hoses.12Engine CompartmentIMPORTANT: Open panels under machine to allow debris to fall to ground.B. Clean front side of engine and cotton fans. A. Clean transmission, hydraulic valve block, and front axle area.C. Clean alternators and check engine belts and pulleys.D. Clean battery area, rear of engine, exhaust manifold, and turbo.Exhaust BellowsE. Thoroughly clean around hydraulic pumps and exhaust components includingturbochargers, bellows, and after-treatment devices.12Wrap Load Procedure Button Sequence8. Repeat until magazine(four Rolls) is full; place wrap hoist in center position.1. Raise wrap hoist 2. Lower handler 3. Place arms in loadposition on handler4. Remove load handles fromstorage compartment 6. Raise handler7. Lower wrap hoist 5. Place roll in wrap armswith tag to the left side8Empty Wrap Roll Replacement NOTE: Power Module Tether is disabled by interlock when ladder is down 1.Make sure that hoist is fully raised.2. Place handler in horizontal position.3.Release handler ladder from storage position and fold down.4. Remove empty roll from rollers.5.Press down on wrap hoist switch (A) to lower new wrap roll into position on rubberized wrap rollers.6.Press up on wrap hoist switch to raise hoist until motion stops.7. Remove tape retaining leading edge of wrap to roll.8.Rotate wrap roll to feed out approximately 1–1.2 m (3–4 ft.) of wrap.9.Feed the first portion of wrap (B) around feed rollers (C) as shown in wrap routing diagram. 10.G uide wrap into position between lower feed roller and wrap belts.11. W rap must be distributed evenly across wrap belts and roller.13. P ress wrap feed switch (F) to feed wrap into position. Leading edge of wrap must be within area indicated on decal (D) above wrap floor.12.ress down on wrap hoist switch (A) to lower hoist until cylinder pin (E) is aligned with location shown on decal.Replacing empty wrap rolls Feed Wrap Lower wrap hoistButton Sequence ECDBAFStart of Day Procedure 1. Cleaning and Maintenance• Clean machine as shown on pages 3-7.• Complete maintenance items listedon page 16.• Inspect machine for leaks or damage;repair as needed.2. Start Engine• Place multi-function lever in neutral andmake sure fan and row units switches arein off position.• Sound horn to alert others to stay clear ofmachine.• Turn key to start position and release onceengine starts. Do not operate starter formore than 30 seconds at a time. If enginedoes not start, wait at least 2 minutesbefore trying again.3. Warm-up Machine• Allow engine to warm up at low idle for2–4 minutes.• Warm up hydraulic oil and componentsby engaging the fan and row units.Increase engine speed to fast speedand press floor switch to operate cottonhandling system for 5 minutes.4. Driving Machine• Be sure that all people and objects aresafely away from the machine beforedriving.• Select desired speed by using road-fieldbutton (B) and transmission range 1 or 2button.NOTE:The maximum speed for field range1 and2 may be adjusted by pressing andholding the range 1 and 2 buttons on thearmrest. Use the selection dial to programdesired speed (C). Units are synchronizedup to 4.4 mph.• Press park brake button (light will startflashing).• Move multi-function lever forward for for-ward travel or rearward for reverse travel.5. Harvesting• With engine at low idle, engage fanswitch followed by row units switch.Increase engine speed to high idle.• Align machine with rows to be harvestedand lower units to desired position.• Slowly drive machine forward into cropand press auto button (A) to engageAuto Mode.• Engage row guidance as shown onpage 14.• Once a module has been formed andwrapped, a “ready to eject” notificationwill be displayed. Verify that there are notany overhead power lines or obstructionsbefore pressing and releasing the autobutton to eject module.ACMax Ground Speed Low Range4.4mphOKB10Unloading Cotton from MachineEngine at high speed.Step 1: Empty the accumulator by pressingfloor switch.Step 2: Wrap module by pressing wrap request button on armrest for 3 seconds followed by auto button on multi-function lever.Step 3: Eject the module by pressingand holding auto button.Remember to drive forward whileIn Case of Fire End of Day Procedure 11. Disengage fan.2 2. Immediately point machine intowind.33. STOP engine.4 4. Extinguish all flames and hot spotsusing appropriate fire extinguisheror auxiliary water hose.55. Restart engine.66. Unload cotton from machine.3 S 1 S30 SAUTO AUTOI I3. While rotating doffer column back and forth, turn adjusting screw clockwise to lower doffer until a slight drag between spindles and pads is felt.Do not allow doffers to bind against spindles. Operating with doffer column adjusted too low results in excessive doffer pad, spindle bushing, and barb wear.12Doffer Height Adjustment Doffer Height Adjustment 1. Align one row of spindles with slot on bottom of unit frame (A).2. Turn adjuster screw counterclockwise to raise the doffer column until it rotates freely.Note: 1 Click = 0.191mm (0.0075 in.)1. Check pressure plate clearance by rotating units slowly using the remote tether switch.6Pressure Plate Clearance Adjustment2. Loosen nuts (A or B) until spindle tips contact plate. Tighten nuts evenly until contact between spindles and plates is eliminated and clearance is 3-6mm (0.12-25 in.).1. Use wrench (A) to turn shaft counter-clockwise to overcome spring tension and remove cap screw (B).Relieve spring tension. Rotate shaft counter-clockwise until springs touch pressure plate and one hole (C) is aligned with bracket.Continue rotating shaft until the second hole (D) is aligned with the bracket, then install cap screw. Install screw in third hole (E) on rear plate.NOTE: If too much cotton is left on plant, tighten rear pressure plate first. Tighten front pressure plate only if necessary.Pressure Plate Spring Tension Adjustment Pressure Plate Clearance Adjustment (cont)Pressure Plate Spring Tension AdjustmentBC D EAAB14Unit Height Adjustments 1. Always raise row units (A) before going into reverse to avoid damage to height sensors.2. Adjust lift frame turnbuckles so front drum is 19 mm (3/4 in.)(B) lower than rear (C) in actual field conditions.Header Height Setup3. Set initial EHHC Rate (C). A higher value will result in fasterElectronic Header Height Control (EHHC) controls how quickly row units raise or lower in response to ground conditions. The initial EHHC rate adjustment allows a different rate for a preset time after row units are first lowered to begin picking.1. Select button (A) to access setup screen.2. Select header height setup icon (B) from menu.response rate.4. Set initial EHHC duration (D) in seconds.Unit Height Adjustments CDBAHeader Height SetupInitial EHHC Rate (%)Initial EHHC Duration (s)Reset to DefaultEHHC Rate (%)35550BACOperating Row Guidance System 1. Press guidance system enable button (A) on control console. Indicator light (B) illuminates to indicate that system is enabled.2. Engage guidance system by pressing engage button (C) on multi-functionlever while machine is harvesting. Audible alarm sounds once to confirm that system is engaged.3. Offset adjustment dial (D) is used when necessary to make minor adjustments to keep the machine centered in the rows.Calibrating Guidance System1. Position machine on a level concrete surface.2. Select diagnostics and calibration tab on home screen.3. From Active Alarms screen, select calibration icon (A).CommandCenter Screen Colors Row Guidance Icon Color Yellow System Enabled GreenManual Row Sense™Orange AutoTrac™ RowSense™ (if equipped)GraySystem Not Enabled 4. Select drop-down box (B).5. Use down arrow to scroll through listed items until Row Guidance Steering is visible.6. Select Row Guidance Steering.7. Follow on screen directions.8. Repeat steps for Row Guidance CropSensor calibration.Row Guidance Operation CABDABCotton Harvester - Diagnostics Information CalibrationsPerform calibration when control unit SSU, steering encoder, valve or wheel angle sensor are replaced/adjusted.Picker on level ground. Engine running at low idleRow Guidance SteeringHVAC Temperature Door Transmission Rear Motor Prodrive Transmission Transmission Steer AngleRow Guidance Steering Row Guidance Crop SensorCotton Harvester - Diagnostics InformationCalibrations16AutoTrac™ RowSense™ Requirements Setting Guidance ModeAutoTrac™ RowSense™ Operation1. StarFire™ Receiver with SF1, SF2, or RTK Activation.2. Greenstar™ 3 Display (GS) with AutoTrac™ SF1 or SF2 activation and AutoTrac™ RowSense™ activation.To access RowSense™ settings: Menu>GS3>Guidance(A)>Guidance Settings(B)>RowSense™Settings(C).2. Use button (E) to toggle between manual and AutoTrac™ RowSense™.Prior to engaging AutoTrac™ RowSense™, select a tracking mode appropriate for the field configuration.Set a guidance Line.Toggle between Manual and AutoTrac™ RowSense™ by pressing engage button on multi-function lever.Advanced AutoTrac™ SettingsAccess advanced AutoTrac™ (D) settings through the Guidance Settings tab (B).Fine-tune system by making smalladjustments to one value at a time.3. See Row Guidance System section of the Operator’s Manual for additional details regarding settings.AutoTrac™ RowSense™ Settings DCBE5:28 pmARowSense SettingsSystem StatusSystem Mode Manual RowSenseSensor OffsetEnabledAccept12Every 12 Hours• Check solution level.• Check auxiliary water system operation.• Check fire extinguishers.• Inspect tire and check pressures.• Lubricate guide axle king pins.• Check engine oil level.• Check coolant level.• Check hydraulic oil level.• Check pump drive gearbox oil level.• Check transmission oil level.• Lubricate unit lift rockshaft bearings.• Lubricate unit drive shaft covers.• Check grease tank level.• Check row unit gearbox oil level.• Check solution strainer and nozzles.50Every 50 Hours• Lubricate RMB gate link pivot bushings.• Lubricate RMB rockshaft pivots.• Check feeder belt tracking.• Clean cab air filter and inlet screens.• Lubricate doffer bearings.• Lubricate unit lift pivot pins and cylinders.• Check fuel strainer.100Every 100 Hours• Lubricate final drive axle couplers.• Lubricate final drive axle bearings.• Lubricate guide axle pivot and guide axle tie rod ends.• Check torque of drive and guide wheel bolts.• Check wrap floor belt tension.• Check laydown roller chain tension and lubricate.• Lubricate unit drive shafts and joints.Maintenance ChartBreak in Service1After 1 Hour•Torque Wheel Hardware5After 5 Hours Check Belts forAlignment and Tension•Feeder Belt •Cotton Fan Drive Belt •Wrap Floor Belts •Rotary Screen Drive Belts10After 10 Hours•Torque Wheel Hardware •Check Feeder Belt Tracking20After 20 Hours•Check laydown roller drive •Check Fan Belt Tensionchain tension50After 50 Hours•Change row unit gear case oil Reacting to a Plugged Row UnitUse the following procedure to clear a plugged row unit, which is usually indicated by the sound of a drum clutch slipping or a message on the display. To avoid damage to row unit, do not attempt to resolve a plug by reversing the row units without first inspecting and clearing the unit.1.Stop machine by moving multi-function lever to neutral position.2.Raise row units and turn off fan and row unit switches.3.Make sure path is clear of modules and obstructions and backmachine up approximately 2 meters.4.Shut off engine and remove key.5.Lower unit lift cylinder safety stops.6.Inspect units and remove obstruction. If necessary, relieve tensionon pressure plate. Reinstall and adjust any parts removed during this process.7.Restart engine and turn on fan and row unit switches.Slowly operate units with park brake engaged to verify plugis resolved. If clutch continues to slip, check for obstruction,bent picker bars, or misaligned doffer.Reacting to a Plugged Row UnitBreak-In Service181. Stop machine and disengage auto mo de.2. Disengage fan and row unit switches.3. Set park brake and inspect machine for plug. Remove shield (A) and check for cotton on top of feeder belt through inspection window (B).4. Place machine in Feeder Cleanout Service Mode accessed through the RMB Service Modes Icon in the CommandCenter™ Display. Engine must be at high speed.5. Press “B” button on the tether to operate the metering rollers while pulling outward on meter roller reversing valve (C) located on the platform hydraulic valve block. Operate meter rollers in reverse for 15 sec -onds and release tether button and valve.6. Press “D” button on tether to operate cotton handling system. Watch meter rolls, beater rolls, and feeder belt for rotation. If components operate normally and cotton is feeding into RMB, continue to press “D” until accumulator is empty.7. If system is still plugged, repeat steps 5 and 6.8. If plug cannot be cleared by reversing meter rollers, it can be necessary to place machine in transport configuration and manually clear cotton plug from feeding system. Shut off engine and remove key before manual ly unplugging machine.A cotton handling system plug can occur when the meter rollers, beater rollers, or feeder belt speed is too low or if hydraulic motor stalls. If this condition exits, a low speed alarm is typically shown on the display. Use the following procedure to verify and resolve a plug in the cotton handling system:Clearing a Cotton HandlingSystem PlugCABCopyright © 2014 Deere & Company. All Rights Reserved. THIS MATERIAL IS THE PROPERTY OF DEERE & COMPANY. ALL USE AND OR REPRODUCTION NOT SPECIFICALLY AUTHORIZED BY DEERE & COMPANY IS PROHIBITED.All information, illustrations, and specifications in this manual are based on the latest information available at the time of publication. The right is reserved to make changes at any time without notice.KK11529_Delta (16MAY14)Module Staging GuideCommandCenter™VideosCotton HarvestingWebsiteParts CatalogOperator’s Manual Tama RMW™Access links and content at Reference Information。
棉花机械化采收—采棉机电气系统故障处理

空调系统
迪尔9970采棉机的空调系统,由进气系统、制冷系统、加热系统和操作装置等部分构 成。进气系统在驾驶室顶部,两台空调加压风机A通过驾驶室顶部两侧的进气口B将外部新 鲜空气吸进来,经外部空气过滤器C进入第一气室D。驾驶室内的空气通过循环过滤器E也被 吸出,使其与外部过滤器的空气混合。混合后的空气通过蒸发器-加热器芯F被吸入第二气 室G,在这个气室中,加压风机将空气通过驾驶室顶内的通风口吹入驾驶室内。因此,在打 开加热器或空调系统前,必须首先起动空调加压风机。
06
采棉机电气系统故障处理
电气系统学习目标:
1、掌握迪尔9970采棉机电气系统的组成和各开关作用 2、掌握采棉机电气系统一般故障处理方法
学习内容:
一、电气系统的组成 迪尔9970采棉机的电气系统是采棉机的能量储备和指令传 导系统,它与液压系统配合完成采棉机行走、作业等所有功能。 电器系统采用12V电路,2个12V电瓶并联完成电能的储存和输 出;发动机的启动、驾驶室内监控设施和空调的运作、采棉机 的照明和运行信号的传输等等,都要依靠电气系统去完成。
学习内容:
三、方向盘及脚踏开关
A-转向指示灯 B-转向开关 C-“驻车”制动器 D-驻车制动器释放杆 E-喇叭按钮 F-制动踏板锁定板 G-制动踏板 H-压实机开关 I-方向盘支座斜度调整踏板 J-棉箱灯开关 K-大水冲洗开关
学习内容: 四、控制盘/各控制单元的位置和功能
A-水压调节开关 B-润滑开关
C-风机开关
D-变速杆
E-采棉头控制杆 F-手油门
G-钥匙开关
H-棉箱倾倒开关
I-棉箱升降开关 J-助起动开关
K-灯开关
L-无级变速手柄
学习内容:
五、驾驶室上部控制系统
采棉机电气、液压工作原理介绍PPT幻灯片课件
采 棉 头 仿 左行 侧传 分感 合器 器, 内位 于 采 棉 头
57
采 棉 头 仿 右行 侧传 分感 合器 器, 内位 于 采 棉 头
58
采 棉 头头 前线 部控 上开 方关 小, 门位 打于 开号 采 棉
59
3
1/3
棉
箱
充
部
满 传
处 ( 右 侧 )
感 器 , 位 于 棉
箱
内
上
60
1/3
42
风 机 速 度 传 感 体器 上, 位 于 传 动 轴 壳
43
变
液
压
油
温
端 侧 边
度 开 关 ,
位
于
油
箱
前
44
Hale Waihona Puke 燃 油 液 位 传 感 器 , 位 于 油 箱 上 部
45
清
洗
液
液
位
传
部
感 器
,
位
于
箱
体
上
46
清 洗 液 左压 侧力 水传 系感 统器 管, 路位 中于 采 棉 机
47
滚 筒 转 速 传 感 器 , 位 于 采 棉 头
棉
箱
充
部
满 传
处 ( 左 侧 )
感 器 , 位 于 棉
箱
内
上
61
棉
箱
门
门 后 端 ( 后 部 )
打 开 碰 撞 开 关 , 位
于
棉
箱
62
棉
箱
门
门 前 端 ( 前 部 )
打 开 碰 撞 开 关 , 位
于
棉
箱
63
电气系统
第五章 纺织设备电气控制2
1KM
2KM
3KM
1SB2
2Q 2R
SQ 3FR 2KM 2HL 3KM
1FR
1FR
2FR
3FR
L2
A036B型豪猪开锦机的电气原理图
1KM
HL
1HL
2FR
R
1R
1.拖动特点:该机由三台电动机拖动。其中.1M为凝棉 器电动机,2M为打手电动机,3M为给棉电动机,并都作 单方向运转。 2.控制过程 (1)开车:先合上控制电源开关1Q,然后按动2SB2则 打手工作;按动1SB2使凝棉器开始工作;2Q合上时给棉 投入工作;如果2Q预先合上,则打手起动后,给棉随即 运转。 (2)停车:按动lSB1,则凝棉器停止工作;按动2SB1则 打手和给棉同时停车。给棉也可以由2Q单独停车。 (3)联锁与保护:打手起动后,给棉方可工作;给棉过 厚时,压动SQ,使给棉停止工作;控制电路中还具有短 路、失压、欠压和过载保护。
(2)停车:当前级不需供棉时,KA释放、2KM1释 放,小车停止正转;当打手下降到底时,1SQ动 作,其下降自动停止;当按动1SB时,1KM线圈 断电,打手电动机1M停止转动。
(3)调整操作:2SB为小车反转点动按钮,3SB为打 手下降点动按钮;4SB2和4SB1分别为打手上升的 起动和停止按钮,2SQ为打手上升的限位开关。
控制过程
• 1. 起动运转 : • 风机起动 钢领板上升: • 电源开关QA拨“通”——按“钢领板复位,风 机启动”按钮1QA——吸风接触器1C通电自 锁——吸风电动机M2启动;钢领板复位继电器 1J线圈通电自锁——电动机M1启动——钢领板 上升。 • 钢领板上升停止: • 钢领板复位时——触动行程开关1CK1断开—— 1J线圈断电——M1停转——钢领板上升停止。 • 1CK1接通主轴低速启动接触器线路——为主轴 电动机通电作好准备。
FA002型抓棉机电气控制线路安装与调试

-Km1
-El
-Sb2
-Km1
-Km2
-Km3
-Kt
-Km4
-Kt
-Km3
-Km4
-Kt
-Km5
-Km5
N
N
电路分析
主电路分析
M1为冷却泵电机,拖动冷却泵输出冷却液;M2为主轴电机,拖动 主轴和工件旋转,并通过进给机构实现车床的进给运动。QF1为电源 开关;接触器KM1控制M1的启动和停止,接触器KM2~KM5用于控制 主轴电机正反转Y-△降压启动;热继电器FR1、熔断器FU1分别实现 对M1电机进行过载、短路保护;断路器QF2可对主轴电机实现过载
过程留影
通过对纺织设备电气安装与调试这门课程的学习,我们首先 对CW6140型车床、FA002型抓棉机、FA502细纱机的理论知 识有了足够的学习,然后进一步的通过了小组动手实践的过 程有了更加深切的理解。在学习过程中我们小组同学认真听 讲,并积极讨论学习,每次的动手实践我们都能很好的完成 各项工作任务。希望在以后的学习章程中,大家都能够积极 的共同讨论分析完成本小组的工作任务。
常见故障分析不处理fa002型抓棉机工作原理打手抓棉在视窗玻璃关好的情况下按下sb2km1线圈得电打手抓棉电机启动打手运转指示灯hl1亮随着电机转速上升速度继电器ks常开触点闭合为小车正向回转做好准备
11纺机电 小组成员:
总结 末 期 试 调
与 路安装与调试 FA002型抓棉机电气控制线路安装与调试 FA502细纱机电气控制线路安装与调试 我们的收获及对老师的建议
目录
CW6140型车床电气原理图
L1 L2 L3 N
-FU1
-Qf1
L2 L3
-Qf2
-Km1 -Fr -M1 M 0V 3
FAB型往复抓棉机中文电气说明书样本

资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。
FA008B型往复抓棉机电气说明书资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。
目录1. 总论 (1)2. 安全 (1)3. 机身电气元器件概述 (2)4. 抓棉机调试 (3)5. 操作说明 (7)6. 附 (27)一、总论FA008B型抓棉机是以ASFA008A为基础, 经过吸收国外同类产品和国内实际情况自行研制开发, 具有以下优点:1、先进的自动控制系统: 设备由可编程控制器程序控制; 部分驱动采用特殊电机和大转矩带矢量变频器; 使用具有良好优能的人机可视界面。
2、人性化的操作界面: 简单的按键让您在实际熟练操作中体会操作的简单, 方便, 可靠。
大量的参数, 实时的故障显示等将及时提供给您参照。
3、完善的功能: 拥有手动设置平包、 &自动寻找棉包、 &自动定位或者&自动平包等功能。
能够向两种品种供棉。
4、通讯功能: 具有强大的通讯能力, 方便连接到其它采用相同通讯协议的设备, 实现联机控制。
同时能够经过通讯电缆直接连接到公司内部数据通讯网络中, 使您在办公室经过电脑监视设备实时运行状态。
二、安全1、在一些有潜在危险的设备部件上会安装安全开关, 一但安全开关动作将直接关闭机器电机的电源。
这些安全开关必须经常定期检修, 保证其工作正常。
安全机构出现故障, 不允许启动机器。
2、机器运行中, 严禁在机器或其部件的表面上行走, 禁止在机器或其部件的表面、上方、下方工作。
机器停止时, 如确有必要在机器表面上行走, 或在机器及其部件表面、上方、下方工作的, 因提前作好安全保障工作。
禁在机器运行时或在有潜在危险的情况下对设备进行操作。
3、所有控制柜都装着可锁的门, 这些门要时刻可靠地锁闭, 钥匙必须由负责人管。
只有经过培训的, 熟悉本电气设备, 并了解其危险性的人员能够接触控制柜。
只有具有技术资质的人员才能够使用和维修控制柜和电气设备。
清梳联集中控制及网络控制
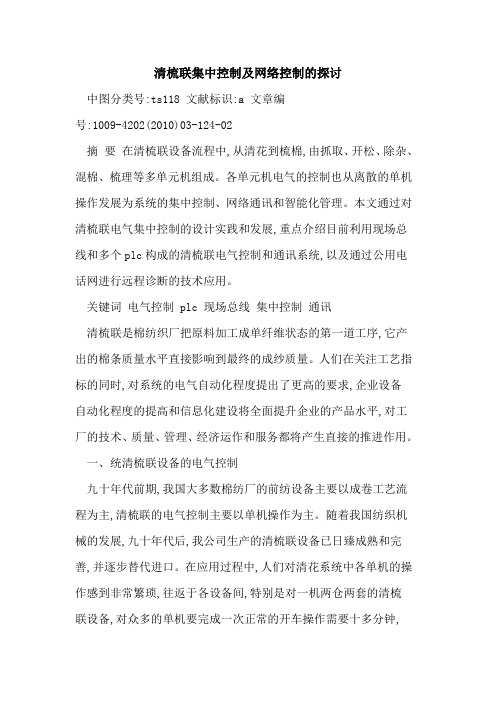
清梳联集中控制及网络控制的探讨中图分类号:ts118 文献标识:a 文章编号:1009-4202(2010)03-124-02摘要在清梳联设备流程中,从清花到梳棉,由抓取、开松、除杂、混棉、梳理等多单元机组成。
各单元机电气的控制也从离散的单机操作发展为系统的集中控制、网络通讯和智能化管理。
本文通过对清梳联电气集中控制的设计实践和发展,重点介绍目前利用现场总线和多个plc构成的清梳联电气控制和通讯系统,以及通过公用电话网进行远程诊断的技术应用。
关键词电气控制 plc 现场总线集中控制通讯清梳联是棉纺织厂把原料加工成单纤维状态的第一道工序,它产出的棉条质量水平直接影响到最终的成纱质量。
人们在关注工艺指标的同时,对系统的电气自动化程度提出了更高的要求,企业设备自动化程度的提高和信息化建设将全面提升企业的产品水平,对工厂的技术、质量、管理、经济运作和服务都将产生直接的推进作用。
一、统清梳联设备的电气控制九十年代前期,我国大多数棉纺厂的前纺设备主要以成卷工艺流程为主,清梳联的电气控制主要以单机操作为主。
随着我国纺织机械的发展,九十年代后,我公司生产的清梳联设备已日臻成熟和完善,并逐步替代进口。
在应用过程中,人们对清花系统中各单机的操作感到非常繁琐,往返于各设备间,特别是对一机两仓两套的清梳联设备,对众多的单机要完成一次正常的开车操作需要十多分钟,工作效率低且在单机出现故障后不易查找,影响了系统的稳定性和生产的连续性,因此人们对清梳联系统的集中控制提出了设计要求。
初期的集中控制系统以plc为核心,控制各单机的顺序启动和停止,由plc根据工艺流程的要求控制前后级的供棉,并通过集中控制系统对各单机进行电气的连锁控制,从电气上保证供棉管道的通畅,保证延棉的连续稳定。
为形象直观地显示当前系统的运行状态和故障信息,在操作面板上用流程图及指示灯的形式给出了标示。
清花设备采用集中控制,大大简化了操作程序,提高了劳动效率,保证了系统的连续稳定运行。
1009型抓棉机电气 1
jw f1009型抓棉机电气操作说明书1、控制操作说明jwf1009自动往复抓棉机是在开清棉工序中的第一道工序、用于抓取原棉和76毫米以下的纤维、被抓取的小棉束经输棉管道送到下-步开清设备作进一步处里。
采用profibus网络进行远程控制,人机界面为mp277一8彩色显示触摸屏完成人机对话。
Cpu315一2dp及部分I/O点位于塔身内,通过Profi bus 网络连接远程I/o及功能模块其本机有五个驱动电机,分别完成行走,旋转,升降,抓取和卷绕,其中行走,旋转和升降是减速电机。
行走和旋转采用一台变频器控制,抓取电机単独控制,行走速度和抓取速度都可以根据工艺要求进行调整。
开停车等操作甴按钮完成,通过人机界面输入和校正各个工艺参数,机器的运行状态也可以通过人机界面显示。
另外设备运行过程中发生的故障通过人机界面也可以显示出来,通过帮助信息能查询到如何处理故障并重新开车。
本机的安全防护措施和运行监控有多处。
抓包机工作过程中有倾斜控制,过载控制,高包停车,金属探测,抓棉过多报警,卷帘监视以及导轨始末端保护。
其中四个行程开关为抓臂升降的起,停和快慢转换定位。
三个行程开关为A,B侧及旋转中快慢转换定位。
抓包行程的起始位置和终端位置分别有行程开关限位U型槽覆盖带的卷绕有一只接近开关实时监控,防止损坏覆盖带。
塔身底座前后左右部分分别有罒个行程开关用于检测在小车轨道上是否有障碍物。
A,B两侧各有两个工作区可以纺两种不同的原料。
棉包区的划分在各棉包参数设定画面内设定起始位置,A,B两侧的两个接近开关用于纠正在长期运行过程中产生的误差。
2.电气元件的安装及调整 2.1行程开关 2.1.1起始位置开关sA2。
开关安装于抓包机底座背面靠近操作台一侧,其挡板位于输棉的不锈钢U形槽上,移动挡板的位置就可以确定抓包机行走的起始位置。
2.1.2终端位置限位开关SA3。
终端位置开关与起始位罝开关相邻安装,其撞杆朝向导轨终端方向,其挡板位于U形槽的另-端,用以确定抓包机行走的终端位置。
JWF1203清梳联加工长绒棉的工艺优化实践

JWF1203清梳联加工长绒棉的工艺优化实践陆振挺;陈玉峰;王子峰【摘要】介绍了JWF1203清梳联机组工艺的主要特点,研究和优化了长绒棉加工工艺,验证了开清工艺以多除杂,少损伤纤维,梳棉合理针布选型和工艺优化,能够有效排除短绒,降低短绒增长,提高棉结清除率,发挥清梳联的优势,满足长绒棉梳理的需要。
%The features of JWF1203 blowing-carding unit were introduced. The processing technology of long-staple cotton with the unit was studied and improved. The technological parameters of JWF1203 were optimized according to the property of long-staple cotton. By soft opening, early dropping waste, properly carding and trans-ferring, fairly considering removing neps, impurities and short fibers and stabilizing the airflow volume and pres-sure, the advantages of the unit was brought into play so that the short fiber and neps were effectively removed. The number of short fibers was also reduced.【期刊名称】《辽东学院学报(自然科学版)》【年(卷),期】2016(023)004【总页数】6页(P236-241)【关键词】清梳联;长绒棉;开棉;清棉;工艺;针布【作者】陆振挺;陈玉峰;王子峰【作者单位】项城市纺织有限公司,河南项城 466200;光山白鲨针布有限公司,河南光山 465450;项城市纺织有限公司,河南项城 466200【正文语种】中文【中图分类】TS103.22清梳联多采用“一抓一开一混一清一除一梳”短流程配置。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
jw f1009型抓棉机电气操作说明书1、控制操作说明jwf1009自动往复抓棉机是在开清棉工序中的第一道工序、用于抓取原棉和76毫米以下的纤维、被抓取的小棉束经输棉管道送到下-步开清设备作进一步处里。
采用profibus网络进行远程控制,人机界面为mp277一8彩色显示触摸屏完成人机对话。
Cpu315一2dp及部分I/O点位于塔身内,通过Profi bus 网络连接远程I/o及功能模块其本机有五个驱动电机,分别完成行走,旋转,升降,抓取和卷绕,其中行走,旋转和升降是减速电机。
行走和旋转采用一台变频器控制,抓取电机単独控制,行走速度和抓取速度都可以根据工艺要求进行调整。
开停车等操作甴按钮完成,通过人机界面输入和校正各个工艺参数,机器的运行状态也可以通过人机界面显示。
另外设备运行过程中发生的故障通过人机界面也可以显示出来,通过帮助信息能查询到如何处理故障并重新开车。
本机的安全防护措施和运行监控有多处。
抓包机工作过程中有倾斜控制,过载控制,高包停车,金属探测,抓棉过多报警,卷帘监视以及导轨始末端保护。
其中四个行程开关为抓臂升降的起,停和快慢转换定位。
三个行程开关为A,B侧及旋转中快慢转换定位。
抓包行程的起始位置和终端位置分别有行程开关限位U型槽覆盖带的卷绕有一只接近开关实时监控,防止损坏覆盖带。
塔身底座前后左右部分分别有罒个行程开关用于检测在小车轨道上是否有障碍物。
A,B两侧各有两个工作区可以纺两种不同的原料。
棉包区的划分在各棉包参数设定画面内设定起始位置,A,B两侧的两个接近开关用于纠正在长期运行过程中产生的误差。
2.电气元件的安装及调整 2.1行程开关 2.1.1起始位置开关sA2。
开关安装于抓包机底座背面靠近操作台一侧,其挡板位于输棉的不锈钢U形槽上,移动挡板的位置就可以确定抓包机行走的起始位置。
2.1.2终端位置限位开关SA3。
终端位置开关与起始位罝开关相邻安装,其撞杆朝向导轨终端方向,其挡板位于U形槽的另-端,用以确定抓包机行走的终端位置。
说明:开车前必须首先调整sA2和SA3两个开关和它们的撞杆,确保抓包机的起始位置和终端位罝能有效限位,以防发生事故。
2.1.3旋转行珵开关sA8,SA9,sA10。
SA8是抓臂旋转到A侧的限位,SA9是旋转到B侧的限位,sA10是旋转时快慢转换开关。
这三个开关位于抓包机底座正面水平分布。
说明:开车前先在手动开车方式左右旋转,调整三个开关的位置和撞杆,保证开车时限位有效。
2.1.4抓臂升降位置开关sA4,SA5,SA11,SA12。
这罒个开关安装在塔身一角的立柱上,SA4和SA5分另别为抓臂升降的顶端和底端限位,SA10和sA11分别是顶部和底部的快慢转换开关。
根据棉包的最大高度,安装前确定顶部的开关位置。
根据现场的地面状況调整底部限位,使抓臂在不会碰到地面的前提下,尽可能抓光。
说明:开车前必须检查这四个开关的安装,并检查开关的撞杆,保证在开车时有效限位。
因此,两个检测件中,其中一个必须安装于一,四棉包区域内,另一个必须安装于二,五棉包区内。
这样抓包机在抓取一,罒棉包区的棉花时,每个来回必须甴S7接近开关探测到一个检测件。
同样,抓包机在抓取二,五棉包区的棉包时|每个来回必须由S8接近开关探测到另一个检测件!从而避免了由于长时间的工作而造成的积累误差。
2.3网络线的连接 2.3.1网络线必须正确连接,否则抓包机不能正常开车。
连接如下:通讯线的红绿线分别接塔身CPU的网络插头B1,A1,网络插头的拨码开关在ON位置,通讯线的另一端接控制台ET2oo网络插头的B1,A1,再一根通讯线从控制台ET2oo网络插头的B2,A2引出,分别接显示屏网络插头的B1,A1。
控制台ET200网络插头的拨码开关在OFF位置,显示屏网络插头的拨码开关在oN位置, 3操作说明 3.1上电,显示开机画面,如图一,任触摸画面一点进入主画面,如图二, 3.1.1按:参数:按钮,进入参数设定子菜单,该菜单共有两屏,如下图三和图囚右上角有一按钮用来选择参数一或参数二(注:修改参数时,密码锁必须在开的位置)参数菜单中各参数必须在开车前准确设定,正常开车时不能{参数)菜单的设定必须由工艺管理人员设定。
3.1.1.1操作方式:字符条位置有一隐含按钮,按动此键,共有以下三种选择:A边正常抓包,抓包机只能在A边工作。
B边正常抓包,抓包机只能在B边工作。
A+B正常抓包,抓包机A边,B边可以自动转换工作。
3.1.2原料控制字符条位置有一隐含键,按此键可循环显示三种原料控制方式:无原料控{-种原料,一台抓包机只供应一台混棉机。
}一种原料[两台混棉机,一种原料,一台抓包机供应两台混棉机。
两种原料,{两台混棉机,两种原料,一台抓包机供应两台混棉机3.1.1.3分配阀形式:字符条位置有一隐含键,按此键可循环显示三种分配阀形式:无分配阀,管道中无分配阀,Y型分配阀,管道中为Y型分配阀,T型分配阀:管道中为T型分配阀。
3.1.1.4换区补偿高度:棉包换区时考虑到棉包具有弹性,对下区的棉包高度补偿参数,下区的实际抓取高度为下区棉包高度加换区补偿高度之和。
3.1.1,5棉包上方快转慢:抓臂下降时,在棉包上方一定高度时,由快速下降转为慢速下降,这个高度由面板设定。
3.1.1.6工作区设定长度:从原位开始到导轨最末端的长度。
在设定棉包区区域的时候,包区长度必须小于这个数据。
3.1.1.7重物分离器闭合时间:系统的重物分离器的摇板每隔这么长时间打开一次。
{注意:即使没重物分离器也要设定一个几十秒的时间) 3.1.1.8重物分离器断开时间:重物分离器每打开-次持续-段时间后再次关闭<注意:既使无重物分离器也要设定一个几+秒的时间> 3.1.1.9T型分配阀转换延时:当有一种原料两个多仓时,为防止原料在两个分配阀同时关闭时留在管道中,分配阀延时动作,保证管道里的原料跑空。
3.1.1.9Y型分配阀转换延时:当有两种原料时,为防止两种原料混合,分配阀延时动作,保证管道里的原料跑空。
每-个棉包区有一触摸键,按此键进入该区的运行数据设定菜单,将菜单上的数据依此设定好,按:运行数据键:回到上一级菜单,依次设定好四个数据区的运行数据。
说明:导轨同一侧不同的包区放置不同的原料,同时两侧位置相同的包区,如一区和四区,二区和五区必须放置相同的原料。
由于市场极少有同时抓取三种原料的情况,所以抓棉机同时抓取三种原料的功能暂未开发,确认后回到主菜单。
3.2.1棉包高度,设定当前棉包的高度。
范围为50一|1500mm。
注:棉包高度设定完毕之后,必须按原位键,才能使棉包高度设定有效。
3.2.2抓取深度:设定抓臂每次下降的深度。
范围为0.1-20mm。
3.2.3抓包速度:设定抓包机塔身行走的速度。
范围为1-20米\分 3.2.4包区起始位置:设定本包区的开始位置,单位mm,设定完毕之后并按确认键,一区和四区的开始位置距离抓包机的起始位置必须大于300mm。
二区和五区的开始位罝距离一区和四区的终止位置必须大于300mm 3.2.5 包区终止位置丶设定本包区的终止位置,单位mm,设定完毕之后并按确认键。
包区的终止位置距离本包区的起始位置必须大于500mm。
3.2.6 塔身位置,实时显示抓棉机塔身实际所处的位置。
四个棉包区运行数据按工艺要求依次设定好,就可以开车。
3.3 参数设定完成后即可进入《手动》菜单,进行空车试验。
在主菜单按《手动方式》键.进入手动操作屏,各个符号含义如下:↑.手动前进,塔身远离操作台方向行走A←手动转旋到A边工作^手动慢速上升︽手动快速上升↓手动返回,塔身向操作台方向行走→B手动旋转到B边工作ˇ手动慢速下降︾手动快速下降每一项手动动作都要一直按住触摸键,放开则停止。
说明;关于校准位置的设定操作如下,按前行键,直至导轨的最末端,此时塔身位置处就显示当前的导轨总长度,将这个数据输入到工作区长度一栏中,在设定棉包包区域的时候,包区长度必须小于这个数据。
按<后退键>将抓包机回到起始位置,将-,四区校准螺栓安装到-区棉包(U型槽左侧>的中间,将二,五区的校准螺栓安装到五区棉包的中间。
手动前行抓包机,当抓包机的s7接近开关<在U型槽左侧)探测到-,四区校准螺栓时,在实际基准位置l处就会显示当前的校准螺栓位置。
按旁边的确认键,就会在设定基准位置l显示同-数据,即当前校准螺栓位置,然后按校准位置l按钮,使按钮由校准位置1转换为允许校准位置l。
通过上述操作,抓包机在自动抓棉过程,每次经过校准螺栓时,就会将确认基准位置l的数据送据当前的塔身位置上,从而避免了由于长时间的运转而造成的累计误差。
对于二,五区的校准螺栓操作相同。
3.4状态菜单。
参数殶定完毕,手动试车确定电机转向正确后,才可自动开车。
在主菜单中按《状态》键进入自动开车画面。
《启动》和《停止》按钮用来进行开停车操作。
《复位按键》。
毎次上电后和开车前以及发生故障时,都必须先按过此键方可开车。
《原位按钮》。
每次停止生产前要求抓包机必须停在初始位置,按此键即可使塔身回到初始位置。
3.4.1工作边A.开车前,屏幕左上角信息条处会提示“请选择工作边”这时必须选择工作边。
工作边选中之后。
所选的工作边就会由白色变为绿色。
3.4.2 工作边B同上 3.4.3 工作边A十B同上 3.4.4 按〈运行数据〉键,进入棉包区的数据设定画面。
3.4.5 按<主菜单>返回主菜单画面。
选择工作边后按启动按钮抓包机可以自动开车。
3.5 在主菜单中按<故障记录键.>,就可以查询故障记录,按<服务>键,就可以显示服务菜单,在此菜单中,首选输入故障编码,按<故障文字编号>处的隐含键,可以查询故障帮助信息,帮助排除故障。
4.常见故障及处理: 4.1 运行驱动过载:PLC输入点I1.2无输入,断路器QF5跳开戓相关线路断开。
检查断路器设定值.行走电机线圈.刹车盘以及行走部分的机械故障。
4.2 卷取驱动过载:PLc输入点I1.0无输入,断路器QF2跳开戓相关线路断开。
同上 4.3 行走过热:PLC输入点I1.3无输入,断路器QF6跳开或相关线路断开。
同上 4.4 升降驱动过载:PLC输入点I1.6无输入,断路器QF3跳开戓相关线路断开。
同上 4.5 抓取辊过载:PLc输入点I2,0无输入,断路器QF1跳开或相关线路断开。
同上 4.6 火警探测<暂无>4.7 平衡控制:PLC输入点I6.0戓I6.1无输入,检查接近开关S5及S6是否有故障。
抓包机塔身是否失去平衡。
4.8 原料吸取压力太低:PLc输入点I6.4无输入,输棉管道压力低于设定值,检査管道中是否有棉花堵塞,导致管道不畅,戓压力开关设定值及相关线路故障。
4.9 急停:PLC输入点I4,6无输入,有人在控制台按下了急停按钮开关。