MAZAK SMART系列报警代码一览表
法拉克系统报警表
法拉克系统报警表1000 X LIMIT EMG.STOP X轴硬限位急停1001 Y LIMIT EMG.STOP Y轴硬限位急停1002 Z LIMIT EMG.STOP Z轴硬限位急停1003 OP.PANET EMG.HAS BEEN PUSHED 操作面板急停被按下1004 MPG.BOXEMG.HAS BEEN PUSHED 手轮急停被按下1005 MPG.PANEL.HAS BEEN PUSHED 刀库急停被按下1006 CHIP conv.emg.hasbeen PUSHED 排屑器急停被按下1007 A-P-OFF ENAB BY CABI.OR OPEN 自动断电,电柜门开1013 SP H/L SPEED FUNC=>K5.0 SET ERR 主轴高低速功能K5.0设定错误1014 CONFIRM.OF SPDL HEAD COVER. 主轴板合未盖好1015 POWER OFF->POWER ON 开机关机1100 ATC INVERTER OVERLOAD1104 PLEAS WARM UP FIRST!! 请先热机1106 Z NOT AT IST REF.POS Z不在第一参考点1107 PRESS 'NC-START' TO CONTINUE 按循环启动继续1108 NO CONFIRM.OF POT UP 刀套上升未确定1109 NO CONFIRM.OF POT DOWN 刀套下降未确定1110 POT UP&DOWN BOTH ON. 刀套上下均未检测到1117 NO CONFIRM.OF TOOL CLAMP 刀具夹紧未确认1118 NO CONFIRM.OF TOOL UNCLAMP 刀具松开未确认1119 TOOL CLAMP/UNCLAMP LS.BOTH ON 刀具松开加紧信号异常1120 TOOL BROKEN 道具破损1121 MAG.NOT INPOSITION 刀库位置异常1122 MAG.ROTATE TIME OUT 刀库旋转时间超时1124 during T CYCLE.POWER DROP DOWN T指令时断电1125 during M6 CYCLE.POWER DROP DOWN 换刀断电(请同时按下两个键:停止键和消除RESET键)1126 ILLEAGL T-CMP.T-CMD>MAX.T-NO 错误的T代码1127 SPDL NOT ORIENT主轴未定向1128 AXES NOT AT ATC POS 轴不在换刀位置1129 ARM SEN.DETECT ERR.PLS CHK.CIRCUIT.换刀臂位置检测出错1132 the TOOL IS NOT REGISTERED刀具未注册1133 NO FREE POCKET FOR SPDL TOOL没有空刀套1134 CLR TASK BY 'RST+FEED HD'=>2SEC按RST+FEED HD2秒清除1136 SP.TL-NO(DO)&TYPE(D50)NOT MATCH.未标明主轴刀具号合类型1137 ARM1&2DATA ERR.CHK D6&D8刀臂1号和2号资料错查D6和D81138 ARM NOT AT 0 D POS.换刀臂不在0度位置1139 NO T CMD.&PERFORM M6无刀具指令合M6执行1140 NO CONFIRM.OF 4 AXIS CLAMP4轴夹紧未确认1141 NO CONFIRM.OF 4 AXIS UNCLAMP4轴松开未确认1142 4AXIS CLAMP/UNCLAMP BOTH ON4轴松夹异常1143 4AX NOT AT UCMP POS.M44=>UCMP4轴不在松开位置M44未开1145 NO CONFIRM.OF WK-PIECE CLAMP工件夹紧未确认1146 NO CONFIRM.OF WK-PIECE UNCLAMP 工件松开未确认1147 WK-PIECE CLAMP/UNCLAMP BOTH ON 工件松夹异常1154 RECOVER.TL-NO?Y=>C.ST/N=>F.HD覆盖刀号?是按循环启动否按进给保持1156 HYDRAULIC PUMP OL. 液压泵负载1158 CHIP CONVEYOR MOTOR OL 排屑电机过载1159WASH DOWN PUMP OL. 冲屑电机过载1160 CTS.PUMP OL. 中心水泵过载1161 NOZZLE PUMP OL.冷却水泵过载1163 SPINDLE CHILLER OL. Z主轴冷却电机过载1164 SPINDLE CHILLER ALARM 主轴冷却报警1165 ATC-MAG MOTOR OL 刀库电机过载1166 ATC-ARMMOTOR OL 刀臂电机过载1167 CHIP CONV.TORQUE LIMIT ALARM 排屑器扭力保护报警1168 CHIP CONV KEY->SMITCH TO CW 排屑器选择正转2096 @0A@THIS GROUP->ALL TL LIFT IS OVER 此组刀具全部寿命结束1172 PRESS SRVKEY->ARM CCW TO 0D 按SRV钮-》刀臂反转到0度1173 PRESS SRVKEY-> SPDL ORIENT 按SRV钮-》主轴定向1174 PRESS SRVKEY->SPDLTOOL CLAMP 按SRV钮-》主轴夹刀1175 PRESS SRVKEY->SPDLTOOL UNCLAMP 主轴松刀1176 PRESS SRVKEY->ARM CW TO BOTTOM 刀臂正转到底1177 PRESS SRVKEY->ARM CCW TO BOTTOM 刀臂反转到底1178 C-ST->SRVFIN.&AUTOCONYINUE 按循环启动SRV完自动继续1179 C-ST->CONTINUE ATC CYCLE 按循环启动->继续ATC换刀循环1180 POCKET NO.(D20)HAS BEEN CHANGE 刀套号被改变1182 NOW=>SPDL AT CLAMP POS 主轴夹紧位置1183 NOW=>SPDL AT UNCLAMP POS 主轴松开位置1184 NOW=>ATC-ARM AT BOTTOM 换刀臂在底部1185 NOW=>ATC-ARM AT 0D换刀臂在0度1186 NOW=>ATC-ARM ATNOT INPOS 换刀臂不在正确位置2000 OPERATOR DOOR WAS OPENED 安全门被打开2006 AUTO-POWER-OFF FUNCTION ON 自动断电功能开2016 THIS MACHINE WITHOUT MAG 机床无刀库2081 MAG.ZERO POINT RETURN REQUESTED 刀库需回零点2082 AXES.ZERO POINT RETURN REQUESTED 各轴需返回零点2083 LUBRICATION PRESSURE TOO LOW 润滑压力过低2084 DOOR WAS OPEND 安全打开2085 ELECTRICAL CABINET DOOR WAS OPENED 电柜门开2086 COOLANT FILTER ALARM 冷却过滤器报警2087 COOLANT TANK LEVEL TOO LOW 冷却水位过低2088 LUBRICATION LEVEL TOO LOW 润滑油位低2089气压低。
mazak数控系统参数

2. 3. 4.
5. 6.
安全注意事项
安全注意事项
前言
为进一步安全使用安装有 CNC(电脑数控)装置(以下简称 NC)的本机,下面说明有关 NC 的 安全注意事项。为此,不仅是进行程序设计的人员,而且是进行机械操作等的人员也需要充分掌握 本说明书内容后进行作业。 另外,根据所使用的 NC 不同,由于没有对应的功能、任选装置,因此会有不符合的注意事项,但 希望通读一下。
MATRIX (INTEGREX, VARIAXIS 等)
USB 记忆卡
MATRIX NEXUS (QTN 等)
MATRIX NEXUS (HCN 等)
在搭载随机 ATC 功能的机械上,因为对每个 ATC 的刀具数据(刀袋号)有所变化,所以请不要将 刀具数据转载到 NC 中。 否则将由于刀库中刀具的安装状态与刀具数据发生矛盾而使机械不能正常 动作。
关于 NC 所提供的加工条件
! 在使用下列条件进行加工时,根据所使用的刀具、夹具、工件等,有时可能需要修改加工条 件,而不能原样使用。 警告 • 加工导航功能所提供的加工条件; • 加工事例介绍功能所推荐的刀具加工条件; • 切削条件自动决定功能所定的加工条件。 ! 充分确认了安全后,完全关好操作门后进行加工。 否则,可能导致重大人身伤亡事故。
参数一览表 报警一览表 M 代码一览表
HORIZONTAL CENTER NEXUS
6000-II/6800-II/8800-II/10800-II/µ8800
说明书编号:H272HA0019C
机械编号:
在使用本机之前,请充分掌握本说明书内容,进行正确的操作或作业。如果规定
1. 本章介绍对预先可以设想的作业方法和作业状态,从安全方面应注意的事项。 然而,难免发生在顾客方面进行超越本公司设想的作业,或发生此种作业状态的情况。 为此,不仅需要遵守如下事项,而且顾客自己需要有经常的安全作业意识。 本说明书记载了尽可能多的信息,但是往往会有顾客进行超越本公司所设想作业的情况,对 此,无法事先考虑其全部情况并全部列出“不能进行的事项”或“不应进行的事项”。 为此,对于本说明书中没有记载为“能够进行”的功能,请解释为“不能进行”。 本说明书使用的危险、警告、注意的含意如下:
平常mazak机床报警疑难解决方法

• 直到X轴到达后面接近开关位置 • 原点设置完成 • 再把M18位7改回来,关机重启
步骤
RB1为设置卡盘两个传感器感应的信号,卡盘加紧的状态
252,轴移动禁止
• 观察刀塔加工完毕 后还有移动一下, 接着门打开,报警 252,轴移动禁止
• 修改刀补数值后解 决
• 原因:刀补数值设 置太大,超出范围, 加工完毕后
10 检出器异常
• 放大器维修回异常
Smart机找不到K参数
• 画面打到位置画面 • 双击右下翻页 • 再找到参数-机械参数,里面就显示了 • 因为smart机需要软解锁才可以看到K参数
113 超程 ( +X, -Y )
• 因为维修刀塔的时候,拆卸X轴 伺服联轴器刀塔下滑,装好联轴 器后原点回位,编码器和光尺数 据差别过大,造成超程
• 更换电池和编码器依 然报警
• 关电重启,原点复位 后问题解决
212 刀库驱动器异常(加工中心)
• 更换伺服驱动器电池
250 主轴 回转禁止
• 检查工件是否加紧,门, 对刀仪相关
• 这次在排查问题时发现, 主轴位置传感器在工作过 程中会熄灭,后又迅速恢 复,拆开后发现主轴位置 传感器中间被继电器短接 了,工作过程中会出现吸 合不正常,因不知道这个 中间继电器为啥加进去, 所以取消掉了,恢复正常
中的位1
点亮
• 关机断电重启
• 夹爪要夹紧状态
• 按维修小扳手按键,夹爪内夹外夹,选择卡盘 外夹,显示灯闪烁
• 脚踏开关把夹爪再松开,再加紧,显示灯常亮, 切换成功
• 把PLC差数RB1
mazak-M-代码一览表

mazak M 代码一览表4-1 辅助功能(M 代码)M代码功能规格备注M00 程序停止!M01 任选停止!M02 结束程序!M03 第1主轴正转指令!M04 第1主轴反转指令!M05 第1主轴停止!M06 更换刀具!M07M08 溢流切削液ON !M09 切削液OFF !M1 0M1 5M1 6 第1主轴0°定向指令(对应AJC) .M1 7 第1主轴120°定向指令(对应AJC) .M1 8 第1主轴240°定向指令(对应AJC) .M1 9 第1主轴定向指令(插入机器人工件) "M2 0 要求机器人工件服务"M2 1 要求机器人工件服务"M2 2 要求机器人工件服务"M2 3 要求机器人工件服务"M2 4 要求机器人工件服务"M2 5 要求机器人工件服务"M2 6 要求机器人工件服务"M2 7 要求机器人工件服务"M2 8 要求机器人工件服务"M2 9 要求机器人工件服务"M3 0 重置、倒带!M3 1 尾座前进! INTEGREX 300/400-IV/IV T规格M3 2 尾座后退! INTEGREX 300/400-IV/IV T规格M3 3 第1主轴卡盘夹紧压力“选择低压”.M3 4 第1主轴卡盘夹紧压力“选择高压”.M3 5M4 4M4 5 空气切削液起动(停止为M09) "M4 6M4 7M4 8 零件(工件)抓取器前进"M4 9 零件(工件)抓取器后退"M5 0M5 1 错误检测OFF !M5 2 错误检测ON !M5 3 倒角OFF !M5 4 倒角ON !M5 5 零件(工件)数量计数(+1) .M5 6 前作业门打开指令"M5 7 前作业门关闭指令"M5 8 第1主轴卡盘气洗"M6 8 循环棒料进给器服务要求1 .M6 9 循环棒料进给器服务要求2 .M7 2 选择第1 主轴卡盘内夹紧模式.M7 3 选择第1 主轴卡盘外夹紧模式.M7 6 AJC卸载指令.M7 7 AJC装载指令.M8 1 开始工件测量"M8 2 结束工件测量"M8 3 开始刀具测量"M8 4 结束刀具测量"M8 6 中心架 1 松开"M8 7 中心架 1 夹紧"M8 8 中心架 2 松开.M8 9 中心架 2 夹紧.M9 6 用户宏插入有效.M9 7 用户宏插入无效.M9 8 调用EIA→EIA 子程序!M9 9 结束EIA→EIA 子程序!M1 21 形状补偿功能有效"M1 22 形状补偿功能无效"M1 50 要求向机器人卸料.M1 51 铣削主轴贯通空气ON ! 仅车削刀具有效M1 52 铣削主轴贯通空气OFF ! 仅车削刀具有效M1 53 铣削主轴贯通切削液ON !M1 54 铣削主轴贯通切削液OFF !M1 55 第1主轴卡盘切削液ON(复合动作) "M1 56 第1主轴卡盘切削液OFF(复合动作) "M1 57 第1主轴贯通切削液喷出ON(OFF为M159) "M1 58 第1主轴贯通空气ON(OFF为M159) "M1 59 M157、M158 OFF "M1 60 切削液喷出ON "M1 61 切削液喷出OFF "M1 62 第1工件重新夹紧(机器人搬进工件后) "M1 65 尾座顶尖气洗ON .M1 66 尾座顶尖气洗OFF .M1 69 35K、70K 高压切削液ON (OFF为M9、M154) " M1 72 分度0° (KOYO) .M1 73 分度90° (KOYO) .M1 74 分度180° (KOYO) .M1 75 分度270° (KOYO) .M1 76 分度270° (KOYO) .M1 77 分度270° (KOYO) .M1 78 分度270° (KOYO) .M1 79 分度270° (KOYO) .M1 80M1 81 AJC卡爪No.1交换指令.M1 82 AJC卡爪No.2交换指令.M1 83 AJC卡爪No.3交换指令.M1 84 AJC卡爪No.4交换指令.M1 85 AJC卡爪No.5交换指令.M1 86 AJC卡爪No.6交换指令.M1 87 AJC卡爪No.7交换指令.M1 88 AJC卡爪No.8交换指令.M1 89 AJC卡爪No.9交换指令.M1 90 AJC卡爪No.10交换指令.M1 91 AJC卡爪No.11交换指令.M1 92 AJC卡爪NO.12交换指令.M1 93 AJC卡爪No.13交换指令.M1 94 AJC卡爪No.14交换指令.M1 95 AJC卡爪No.15交换指令.M2 00 C1轴切换选择!M2 01M2 02 车削第1 主轴切换选择!M2 03 铣削主轴刀具正转指令!M2 04 铣削主轴刀具反转指令!M2 05 停止铣削主轴刀具指令!M2 06 ↓第1主轴卡盘开启"M2 07 第1主轴卡盘关闭"M2 10 C1轴夹紧(铣削加工用) !M2 11 C1轴制动(铣削加工用) !M2 12 C1轴松开(铣削加工用) !M2 13 仅C1 轴制动(以M211进行制动处理) !M2 14 仅C1 轴松开(以M212进行松开处理) !M2 15 M213、M214、M216模式解除!M2 16 C1轴松开忽视模式(解除为M215) !M2 19 铣削主轴刀具定向! 对于下刀塔铣削主轴无效M2 48 主轴转速到达确认(切削开始互锁) !M2 49 铣削主轴箱选择准备!M2 50 铣削主轴/B 轴松开!M2 51 B 轴夹紧!M2 52 铣削主轴松开!M2 53 铣削主轴夹紧!M2 58 铣削主轴气洗!M2 70 ATC时切削液停止气洗有效.M2 71 ATC时切削液停止气洗无效.M2 74 中心架切削液ON .M2 75 中心架切削液OFF .M2 80 工件清洗切削液ON "M2 81 工件清洗切削液OFF "M2 85 切屑除去模式开始!M3 31 主轴高速线圈固定!M3 32 主轴切换线圈有效!M3 48 选择Yt 轴!M3 49 选择Y轴!M3 50M3 51 取消M352 !M3 52 主轴速度到达信号确认有效!M3 68 油雾收集器ON "M3 69 油雾收集器OFF "M3 70 轴负荷检测无效"M3 71 轴负荷检测有效"M3 72 轴负荷检测暂时无效"M3 73 _轴负荷检测重起动"M3 74 选择过载处理(NC保持进给) "M3 75 选择过载处理(NC保持进给和主轴停止) " M3 76 设定过载检测电平% "M3 77 设定过载检测时间(0.1 sec 单位) "M3 78 设定过载检测峰值%/检测次数"M3 79 注册过载检测数据表号码"。
LGmazak伺服报警 (2)

报警检 查阶 意义:NC向驱动器发送数据时发生错误C和驱动单元、电池单元和驱动单元、驱动 接头松动。
1
单元和驱动单元之间的电缆连接是否牢固。接头
处是否承受过大的外力。
正常
2
关闭电源,用万用表检测项目1中的通讯电缆。 电缆问题
可以通过更换新电缆来判断。
电缆正常
更换过
3
确认NC和驱动单元的软件版本是否近期更换过。
未更换
4
与另一轴的正常驱动器进行交换,判断故障是驱 驱动器问题
动器问题还是NC问题。
不是驱动器问题
无异常原因
5
检查驱动器安装环境 (例:环境温度,噪音,
接地)
环境因素异常
处理方法 正确连接 进行2步 更换电缆 进行3步 恢复为原版本 进行4步 更换驱动器 进行5步 更换NC的MCP卡 根据产生原因采取措施 例:高温……检查冷却风扇
接地……增加接地
莫拉克故障代码大全

莫拉克故障代码大全莫拉克故障代码大全是指莫拉克系统中可能出现的各种故障代码及其对应的故障原因和解决方法的详细汇总。
在使用莫拉克系统时,遇到故障代码的显示是很常见的,了解这些故障代码的含义和解决方法对于及时维修和保养莫拉克系统至关重要。
本文将对莫拉克系统可能出现的故障代码进行详细介绍,以帮助用户更好地了解和应对可能出现的问题。
1. E001故障代码。
E001故障代码通常表示莫拉克系统的电源故障。
可能的原因包括电源线路故障、电源插头松动、电源开关故障等。
解决方法是首先检查电源线路是否正常连接,然后检查电源插头是否牢固,最后检查电源开关是否正常。
2. E002故障代码。
E002故障代码通常表示莫拉克系统的传感器故障。
可能的原因包括传感器线路故障、传感器损坏、传感器连接不良等。
解决方法是首先检查传感器线路是否正常连接,然后检查传感器是否受损,最后检查传感器连接是否良好。
3. E003故障代码。
E003故障代码通常表示莫拉克系统的控制器故障。
可能的原因包括控制器线路故障、控制器损坏、控制器连接不良等。
解决方法是首先检查控制器线路是否正常连接,然后检查控制器是否受损,最后检查控制器连接是否良好。
4. E004故障代码。
E004故障代码通常表示莫拉克系统的驱动器故障。
可能的原因包括驱动器线路故障、驱动器损坏、驱动器连接不良等。
解决方法是首先检查驱动器线路是否正常连接,然后检查驱动器是否受损,最后检查驱动器连接是否良好。
5. E005故障代码。
E005故障代码通常表示莫拉克系统的通信故障。
可能的原因包括通信线路故障、通信模块损坏、通信连接不良等。
解决方法是首先检查通信线路是否正常连接,然后检查通信模块是否受损,最后检查通信连接是否良好。
6. 其他故障代码。
除了上述列举的故障代码外,莫拉克系统还可能出现其他各种故障代码,每种故障代码都对应着不同的故障原因和解决方法。
在遇到其他故障代码时,用户应该首先查阅莫拉克系统的使用手册,了解故障代码的含义和相应的处理方法,如果仍无法解决问题,建议及时联系莫拉克系统的售后服务人员进行维修和保养。
常见数控机床报警信息(中英文对照),太全啦!
常见数控机床报警信息(中英文对照),太全啦!平时在操作数控机床时,总会遇到报警的信息提示,有些英文的对照不免让新学者头疼,小编特意整理了一些常见的数控机床报警信息中英文对照版的,没事翻翻就当小小工具书了!T WORD ERROR (T 码错误)LOW OIL LEVEL (油位低)SPINPLE FAULT (主轴故障)SPINDLE ALARM (主轴报警)EXTERNAL EMG STOP (急停按钮被按下)AC NOT READY (交流盘未准备好)SPINPLE LUBE FAULT (主轴润滑故障)T CODE ERROR (T代码出错,非法T代码)M CODE ERROR (M代码出错,非法M代码)SERVO NOT READY (伺服未准备好)NC NOT READY(NC没准备好)TURRET FAULT (转塔故障)TURRET LIMIT (转塔限位)DC 24V OPEN (直流24断开)+24V NOT READY(+24V没准备好)GRAR DRIFT (档位漂移)PLEASE AXIS RETURN HOME(轴未回零)PLEASE DRUM RETURN HOME(刀库未回零)AIR PRESSURE DROP (压缩空气压力过低)CLAMP TOOL FALL(夹刀失败)DRUM NOT PARKED(刀库未在原值)X ZERO POINT NOT REACHED (X 轴未回零)Y ZERO POINT NOT REACHED (Y 轴未回零)Z ZERO POINT NOT REACHED (Z 轴未回零)4TH ZERO POINT NOT REACHED (第4轴未回零)X AXIS OVERTRAVL(X轴超限)Y AXIS OVERTRAVL (Y轴超限)Z AXIS OVERTRAVL (Z轴超限)COUNTER SWITCH REEOR (计数开关故障)MASTERT RANSFER OVER TEMP (主变压器过热)Z AXIS NOT AT FIRST REF POSITION (Z轴未在第一参考点)SPINDLE ORIENTATION FALLURE (主轴定向失败)TOOL DESENT OR TOOL DATA REEOR (刀具数据错误)PLEASE UNLOAD THE TOOL ON SPRINELK (请卸下主轴上的刀)PLEASE LOAD TOOL ON APINDLE (请装上主轴上的刀)A AXIS UNCLAMP FAIL (A 轴松开失败)A AXIS CLAMP FAIL (A 轴夹紧失败)DRUM OUT TO APRONDLEIS FALL (刀库摆向换刀位失败)MG SWING OVERLOAD(刀库摆动过载)DRUM BACK PARK IS FALL (刀库摆回原始位失败)TURRENT MOTOR1 OVERLOAD (刀库移动电机过载)COOLANT MOTOR OVERLOAD (冷却泵过载)DRUM ATC FAULT (自动换刀失败)TOOLS UNLOCKED (刀具未锁紧)BATTERY ALARM (电池报警)DRUM POSITION SWITCH ERROR (刀库位置检测开关故障)DRUM NOW NOT AT PARK (刀库未在原始位置)IT DANGOU TO MOVE DRUM (刀库禁动)POT UO FAILOR POT NOT AT UP POSITION (刀套未在水平位)POT DOWN FAIL (刀套翻下动作失败)IT IS DANGOUR TO MOVE ARM (机械手禁动)THE SPINDLE STATU IS ERROR (主轴状态错误)ARM MOTOR OR ARM SWITCH FALL (机械手或机械手开关故障)CENTRE LUBRICATION FALL (中心润滑故障)THE WORK NOT CLAMPED (工件未夹紧)AUTO TOOL CHANGE FAULT (自动换刀失败)TOOL DATA OUT OF RANGE (指令刀具号超出范围)THE ORDER TOOL NOW IN SPINDLE (目标刀具在主轴上)THE THREE SPINDLE SWITCH FAULT (主轴上的接近开关)THE CENTRE COOLANT IS LOWER (刀具内冷泵液位过低)DRUM RETURN 1# POSITION FAULT (刀库自动回零失败)SPINDLE OVERLOAD (主轴过载)TURRENT MOTOR OVERLOAD (刀盘转动电机过载)CHIP CONVEYER OVERLOAD (拉屑器过载)HARD LIMIT OR SERVO ALARM (硬限位或伺服报警)NO LUB OIL (无润滑油)INDEX HEAD UNLOCKED (分度头未锁紧)MT NOT READY(机床没准备好)MG OVERLOAD (刀库过载)LUB EMPTY(润滑无油)AIR PRESSURE(气压不足)COOLANT NOT READY(冷却没准备好)LUBE EMPTY(油雾油位低,润滑油位低)LUB PRESSURE LOW(润滑压力低)CONVEY VERLOAD(排屑过载)LUB OVERLOAD(润滑过载)LUBE PRESSURE LOW(油雾压力低)SERIAL SPINDLE ALARM (串行主轴报警)NC BATTERY LOW ALARM(NC电池低报警)MAGAZINE MOVE LIMIT SWITCH ERRORSPINDLE TOOL UNLAMP POSITION LIMIT SWITCH ERROR MAGAZINE NOT IN POSITION OR SENSOR ERRORAIR PRESSURE LOW ALARM(气压低报警)MOTOR OVERLOAD(电机过载)T CODE > MAGAZINE TOOLST CODE < 1 ERROR5TH AXIS HARDWARE OVERTRAVER LIMIT ERROR DOOR IS OPENED(开门)LUB PRESSURE SWITCH ERROR(油压开关错误) SPINDLE OIL COOLANT UNIT ERRORSPINDLE LOAD ABNORMAL(主轴负荷异常)TRANSDUCER ALARM(传感器报警)BED-HEAD LUBRICATE OFF(床头润滑关闭)EMG OFF太HYDRAULIC CHUCK PRESS LOW(液压夹头压力低)HYDRAULIC TAIL PRESS LOW(液压尾座压力低)LUB 0IL LOW(油压低)TURRET CODE ERROR(转塔码错误)TURRET RUN OVERTIME(转塔运行超时)MANUAL HANDLE INTERRUPTTRY TO RUN SPINDLE WHILE CHUCK NOT LOCK TRY TO RUN SPINDLE WHILE TAIL NOT LOCK SPINDLE NEUTRAL GEARMAGAZINE ADJUSTHYDRAULIC NOT RUNSAFETY DOOR BE OPENEDSAFETY DOOR NOT CLOSENOT ALL AXIS HAVE GONE BACK REFIN ADJUST,IGNORE GOING BACK REFAFTER EXCHANGE TOOL,CYCLE STARTATC MOTOR QF16 OFFX AXIS IS LOCKED(X 轴被锁定)Y AXIS IS LOCKED(Y 轴被锁定)Z AXIS IS LOCKED(Z 轴被锁定)A AXIS IS LOCKED(A 轴被锁定)SPINDLE MOTOR FAN QF26 OFF(主轴电机风扇QF26关闭)关注我们的微信公众号shukongzhpngguo,获取更多数控技术文章。
西子SMART故障代码
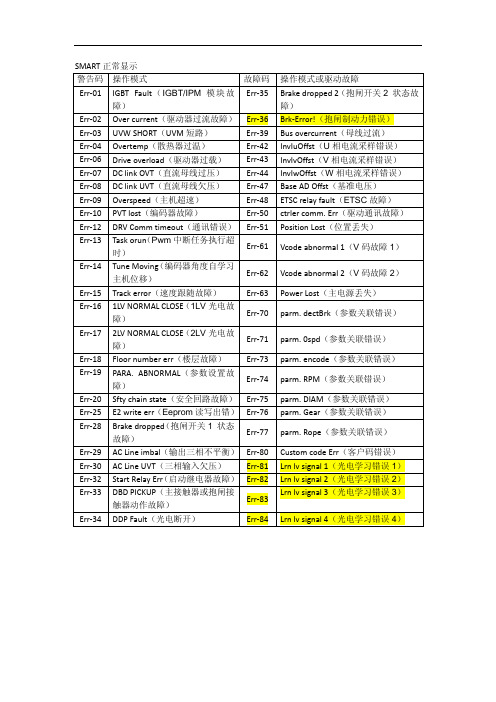
SMART 正常显示 警告码 操作模式 故障码操作模式或驱动故障Err ‐01 IGBT Fault (IGBT/IPM 模块故障)Err ‐35Brake dropped 2(抱闸开关2 状态故障)Err ‐02 Over current (驱动器过流故障)Err ‐36Brk ‐Error!(抱闸制动力错误) Err ‐03 UVW SHORT (UVM 短路) Err ‐39Bus overcurrent (母线过流) Err ‐04 Overtemp (散热器过温) Err ‐42InvIuOffst (U 相电流采样错误) Err ‐06 Drive overload (驱动器过载) Err ‐43InvIvOffst (V 相电流采样错误) Err ‐07 DC link OVT (直流母线过压) Err ‐44InvIwOffst (W 相电流采样错误) Err ‐08 DC link UVT (直流母线欠压) Err ‐47Base AD Offst (基准电压) Err ‐09 Overspeed (主机超速) Err ‐48ETSC relay fault (ETSC 故障) Err ‐10 PVT lost (编码器故障) Err ‐50ctrler comm. Err (驱动通讯故障) Err ‐12 DRV Comm timeout (通讯错误)Err ‐51Position Lost (位置丢失) Err ‐13 Task orun (Pwm 中断任务执行超时)Err ‐61Vcode abnormal 1(V 码故障1) Err ‐14 Tune Moving (编码器角度自学习主机位移)Err ‐62Vcode abnormal 2(V 码故障2) Err ‐15 Track error (速度跟随故障) Err ‐63Power Lost (主电源丢失) Err ‐16 1LV NORMAL CLOSE (1LV 光电故障)Err ‐70parm. dectBrk (参数关联错误) Err ‐17 2LV NORMAL CLOSE (2LV 光电故障)Err ‐71parm. 0spd (参数关联错误) Err ‐18 Floor number err (楼层故障) Err ‐73parm. encode (参数关联错误) Err ‐19 PARA. ABNORMAL (参数设置故障)Err ‐74parm. RPM (参数关联错误) Err ‐20 Sfty chain state (安全回路故障)Err ‐75parm. DIAM (参数关联错误) Err ‐25 E2 write err (Eeprom 读写出错)Err ‐76parm. Gear (参数关联错误) Err ‐28 Brake dropped (抱闸开关1 状态故障)Err ‐77parm. Rope (参数关联错误) Err ‐29 AC Line imbal (输出三相不平衡)Err ‐80Custom code Err (客户码错误) Err ‐30 AC Line UVT (三相输入欠压) Err ‐81Lrn lv signal 1(光电学习错误1) Err ‐32 Start Relay Err (启动继电器故障)Err ‐82Lrn lv signal 2(光电学习错误2) Err ‐33 DBD PICKUP (主接触器或抱闸接触器动作故障) Err ‐83Lrn lv signal 3(光电学习错误3) Err ‐34 DDP Fault (光电断开)Err ‐84Lrn lv signal 4(光电学习错误4)。
奔驰宝马故障翻译对照
奔驰、宝马仪表显示故障代码中文翻译一、奔驰仪表显示故障码中英对照ABS SYSTEM 防抱死制动系统VISIT WORKSHOP! 请到维修站DISPLAY FAULTY 显示故障BATTERY/ALTERNATOR VIAIT WORKSHOP!gc 蓄电池/发电机,请到梅赛德斯—奔驰服务中心!BRAKE ASSIST NOT AVAILABLE! 制动辅助系统未工作。
BRAKE PAD WEAR 制动磨擦片磨损BRAKE FLUID 制动液不足EL.POWER CONTROL 电子功率控制(EPC)ELEC. STABIL. PROG. 电控车辆稳定行驶系统(ESP)PARKING BRAKE 驻车制动器RELEASE PARKING BRAKE! 松开驻车制动器APPLY PARKING BRAKE! 结合住车制动器TEL ENTER PIN 输入电话个人识别码Transmission 自动变速箱故障APPLY BRAKE! 踩下制动器!SELECT GEAR AGAIN 再次选档ENGAGE N 挂上N档ENGAGE N START 挂N档启动(以上四项为电控排档车辆)SEAT BELT SYSTEM VISIT WORKSHOP! 座椅安全带系统,请到维修站!BOOT OPEN! 尾门未关闭!COOLANT 冷却液CHECK LEVEL! 检查液位!COOLANT STOPO. ENGINE OFF! 停车,关闭发动机!DIPPED BEAM. L 近光灯,左侧。
CCHECK LAMP! 检查灯泡!DIPPED BEAM. R 近光灯,右侧。
超人故障码 大众车常用功能 大众车故障码

G40 与发动机电脑连接线断路或对正极短 路 尾气排放不正常 G40 损坏 传感器位置不正确 导线对地短路 油耗高
-进行基本调整 00516 怠速开关 F60 地线断路 导线对正极短路 F60 损坏 供油不良 导线对地短路 负荷波动 00518 节气门电位计 G69 地线断路 尾气排放不正常 导线对正极短路 对全负荷不能识别 G69 损坏 功率和扭矩不足 冷起动不良 导线对地短路 热起动不良 00522 冷却液温度传感器 G62 G62 损坏 无怠速转速自适应 地线断路 尾气排放不正常 导线对正极短路 油耗高 00524 爆震传感器 1G61 00525 导线断路对地短路 G61 损坏 导线断路 功率降低 -检查 G61 油耗增加 无λ 调节 -检查λ 传感器及λ 调节 -检查 G62 -检查节气门控制 -检查 G69 -进行基本调整 怠速问题 -检查 F60 起动时行驶性能不良 -检查节气门控制单元
发动机转速不在规定值 内
-进行基本调整
01177 电脑内部损坏 发动机控制电脑 J220 损坏
行驶性能不良 -更换发动机控制电脑 J220 发动机熄火 尾气排放不正常 喷油器与发动机电脑之间导线对地短路 起动性能不良 行驶性能不良 供油不良 怠速不稳 尾气排放不正常 喷油器与发动机电脑之间导线对地短路 起动性能不良 行驶性能不良 供油不良 怠速不稳 尾气排放不正常 喷油器与发动机电脑之间导线对地短路 起动性能不良 行驶性能不良 供油不良 怠速不稳 喷油器与发动机电脑之间导线对地短路 尾气排放不正常 起动性能不良 -检查 N32 行驶性能不良 供油不良 -检查 N31 -检查 N30 -检查 N80 的工作状态
爆震调节, 1 缸超过调节界 传感器插头接触不良 限 爆震传感器扭紧力矩不正确
MAZAK SMART系列报警代码一览表

LGMazakQUICK TURN SMART 系列 (SG)(LG)说明书编号:HB07HA0020C报警一览表M代码一览表宁夏小巨人机床有限公司3报警1)本章节的范围 本章节介绍了可以在NC装置的显示屏上所显示的所有报警 解除报警需要参阅本章节。
2)本章节相关的注意事项 本章还记述了与各种机械功能、选项功能有关的报警,因此客户购买的机械中也有不显示的 报警。
注意 1:本章节内容随NC系统和机床的改进而有变更时,恕不另行通知。
注意 2:如有疑问请与MAZAK技术服务中心或技术中心联系。
3-1-1 报警显示3-1 概述1. 机床状态指示灯如果发生报警,操作面板上的机床状态指示灯“?ALARM”就会点亮。
2. NC画面显示报警将按下述格式显示在报警画面上:650 无法倒角 (1234,56,78)刀具序列号或程序段号单元号或序列号工件号报警信息报警编号关于报警画面,参见附册《NC装置的操作和自动运转准备》的第10章“10-1报警画面”3. 报警显示色及其解除报警以红色或蓝色显示。
显示色 红 蓝 黄 白报警解除 按RESET键 按CLEAR键 按RESET键或CLEAR键 按CLEAR键3报警3-1-2 注意事项1)如果出现于程序有关的报警,则该部分引起报警的程序位置就会显示在报警信息之后的圆括号内。
报警一览表中圆括号内各代码的含义如下表所示。
代码WNo.UNo.SNo.NNo.含义工件号(MAZATROL或EIO/ISO)单元号(MAZATROL)刀具序列号(MAZATROL)序列号(EIO/ISO)BNo.空白程序段号(EIA/ISO)没有显示,或系统内部报警处理代码2)有些类型的报警停止状态、清除步骤和显示色要根据发生报警的程序是前台运行(在位置 画面上选择的程序)还是后台运行(在程序画面上选择的程序)来决定。
关于后者的上述 三类信息会在报警一览表的圆括号内给出。
3)此表中没有的报警为空格。
4)对于某个特定的机床型号或NC软件的版本而言,某些报警或许会不显示。
川崎机器人报警代码

代码错误信息PO100非法的输入数据。
PO101变量太多。
PO102输入数据过大。
PO103非法的PC编号。
PO104非法的机器人编号。
PO105非法程序PO106非法的优先级。
PO107无效的坐标值。
PO108语法错误。
PO109无效语句。
PO110请指明命令的全拼。
PO111当前模式下不能使用该条命令/指令。
PO112不能用D0指令执行。
PO113不是程序指令。
PO114非法表达式。
PO115非法函数。
PO116函数变量非法。
PO117无效变量(或程序)名。
PO118非法的变量型类。
PO119数组下标错误。
PO120括号不成对。
PO121需要的是二进制算子。
PO122非法常数。
PO123非法的原定符。
PO124无效标签。
PO125缺字符。
PO126非法的开关名称。
PO127指定的开关名称需要全拼。
PO128非法格式的分类符。
PO129标签语句重复。
PO130不能定义为数组。
PO131数组的维数大于3。
PO132数组变量已存在。
PO133数组变量不存在。
PO134需要使用数组变量。
PO135需要局部变量。
PO136意外的数组下标。
PO137调用子程序时自变量不匹配。
PO138调用子程序时自变量的类型不匹配。
PO139非法的控制结构。
PO140步:XX错误的END语句。
PO141步:XX多余的END语句。
PO142步:XX不能以END停止D0。
PO143步:XX在CASE后没有VALUE语句。
PO144步:XX前面缺少IF。
PO145步:XX前面缺少CASE.PO146步:XX前面缺少D0。
PO147步:XX未发现XX的END语句。
PO148步:XX控制结构过多。
PO149变量(或程序)名已存在。
PO150不同类型的变量已存在。
PO151复杂的表达式造成内部缓冲区溢出。
PO152未定义的变量(或程序)。
PO153非法的时钟值。
PO154缺少‘=’。
PO155缺少‘)’。
PO156缺少‘]’。
PO157缺少“TO”。
奔驰仪表显示系统显示故障码中英对照

奔驰仪表显示系统显示故障码中英对照奔驰仪表显示系统显示故障码中英对照ABS SYSTEM 防抱死制动系统VISIT WORKSHOP! 请到维修站DISPLAY FAULTY 显示故障BATTERY/ALTERNATOR VIAIT WORKSHOP!gc 蓄电池/发电机,请到梅赛德斯—奔驰服务中心!BRAKE ASSIST NOT AVAILABLE! 制动辅助系统未工作。
BRAKE PAD WEAR 制动磨擦片磨损BRAKE FLUID 制动液不足EL.POWER CONTROL 电子功率控制(EPC)ELEC. STABIL. PROG. 电控车辆稳定行驶系统(ESP)PARKING BRAKE 驻车制动器RELEASE PARKING BRAKE! 松开驻车制动器APPLY PARKING BRAKE! 结合住车制动器TEL ENTER PIN 输入电话个人识别码Transmission 自动变速箱故障APPLY BRAKE! 踩下制动器!SELECT GEAR AGAIN 再次选档ENGAGE N 挂上N档ENGAGE N START 挂N档启动(以上四项为电控排档车辆)SEAT BELT SYSTEM VISIT WORKSHOP! 座椅安全带系统,请到维修站!BOOT OPEN! 尾门未关闭!COOLANT 冷却液CHECK LEVEL! 检查液位!COOLANT STOPO. ENGINE OFF! 停车,关闭发动机!DIPPED BEAM. L 近光灯,左侧。
CCHECK LAMP! 检查灯泡!DIPPED BEAM. R 近光灯,右侧。
TRAILER TURN SIGNAL, L 挂车转向灯,左侧。
TRAILER TURN SIGNAL, R 挂车转向灯,右侧。
TRAILER BRAKE LAMP 挂车制动灯。
TRAILER TAIL LIGHT , L 挂车尾灯,左侧TRAILER TAIL LIGHT, R 挂车尾灯,右侧AUTOM, LIGHT ON REMOVE KEY! 自动照明开启,拔下钥匙。
数控机床马扎克系统_关于Smooth系统的报警特点及案例分析说明

XSDI-11 (B1)
XSDI-11 (A1-X0)
XSDI-11 (B2-2L+)
XSDI-11 (A2)
XSDI-12 (B1)
XSDI-12 (A1-X1)
XSDI-12 (B1-2L+)
XSDI-3 (A1-X2)
XSDI-13 (B2-2L+)
XSD0-2(B1) XSD0-2(B2) XSD0-2(B3) XSD0-2(B4) XSD0-2(A1) XSD0-2(A2) XSD0-2(A3) XSD0-2(A4)
XSD0-1(B1) XSD0-1(B2) XSD0-1(B3) XSD0-1(B4) XSD0-1(A1) XSD0-1(A2) XSD0-1(A3) XSD0-1(A4)
XSDI-13 (A2)
XSDI-14 (B1)
XSDI-14 (A1-X3)
XSDI-14 (B2-2L+)
XSDI-14 (A2)
XSDI-15 (B1)
XSDI-15 (A1-X4)
XSDI-15 (B2-2L+)
XSDI-15 (A2)
2:安全继电器图解②-XSDI插头解读
插针名称(针脚) 信号点
数控机床马扎克系统
关于Smooth系统的报警特点 及案例分析说明
QYBZPL
目录:
1:关于机床报警时报警伺服轴号码的分析判断说明 2:关于安全继电器(AP0)的说明与图解分析 3:关于1005智能安全检测报警的处理案例 4:关于1001/1003部分报警的处理方法 5:关于智能安全报警的异常处理资料 6:关于出现紧急停止报警的处理案例
1:机床伺服轴号码的判断-对比轴号
以下&00BB常用报警轴编号对照表。(1代表该轴有报警,同时有多个1的代表多个轴有报警)
马扎克6800伺服报警

报警编号12:寄存器错误
意义:驱动单元寄存IC(SRAM或FLROM)错误
报警检查阶段:f1,f2
检查项目
检查结果
1 是否重复发生
经常发生 定期发生
检查驱动单元的安装环境 2 (例:环境温度,噪音,接
地)
无异常原因 环境因素异常
处理方法
更换驱动单元
进行2步
更换驱动单元 根据产生原因采取措施 例:高温……检查冷却风扇
检查项目
检查结果
1 是否重复发生
经常发生 定期发生
无异常原因
2
检查驱动单元安装环境 (例:
环境温度,噪音,接地)
环境因素异常
处理方法
更换驱动单元
进行2步
更换驱动单元
根据产生原因采取措施 例:高温……检查冷却风扇
未接地……接地
报警编号18:初始通讯错误
报警检查阶段:f2
意义:对于电机侧使用了高速串口编码器的系统,与编码器的初始通讯不执行
经常发生 定期发生
无异常原因
3
检查驱动单元安装环境 (例:
环境温度,噪音,接地)
环境因素异常
处理方法
更换为原版本的驱动单元
进行2步
更换驱动单元
进行3步
更换驱动单元 根据产生原因采取措施 例:高温……检查冷却风扇
未接地……接地
报警编号17:AD转换器错误
报警检查阶段:f2
意义:驱动单元AD转化时出现错误
未接地……接地
报警编号13:软件处理错误
报警检查阶段:f2,f3,f4
意义:驱动单元数据处理在规定时间内未完成或输入非法的IT
检查项目
检查结果
改过 1 检查伺服软件版本是否更改过
AMADA折弯机报警
AMADA折弯机报警代码及处理报警列表序号报警信息处理方法1000 电池故障按下重置键。
1001 ROM 检查求和错误关掉电源, 更换 ROM 并打开电源。
1002 D/A 数模转换器错误(主机侧) 停机。
维修并打开电源。
1003 D/A 数模转换器错误(从机侧) 停机。
维修并打开电源。
1004 PC的ROM故障关掉电源, 更换 ROM 并打开电源1008 D-轴ROM故障关掉电源, 更换 ROM 并打开电源1009 D-轴ROM故障关掉电源,更换主板并打开电源。
1012 Y-轴ROM故障关掉电源, 更换 ROM 并打开电源1013 Y-轴ROM故障关掉电源, 更换主板并打开电源。
1014 Z-轴ROM故障关掉电源, 更换 ROM 并打开电源1015 Z-轴ROM故障关掉电源, 更换主板打开电源。
1016 D-轴不能就序停机。
关掉电源, 维修并打开电源。
1018 Y-轴不能就序停机。
关掉电源, 维修并打开电源。
1019 Z-轴不能就序停机。
关掉电源, 维修并打开电源。
1020 D-轴参数故障停机。
关掉电源, 维修并打开电源。
1022 Y-轴参数故障停机。
关掉电源, 维修并打开电源。
1023 Z-轴参数故障停机。
关掉电源, 维修并打开电源。
1024 继电器故障停机。
关掉电源, 维修并打开电源。
1025 液压电机的温度开关查找可能原因并处理。
重置温度开关并打开电源。
1026 吨位错误停机。
关掉电源, 维修并打开电源。
1027 主压力过高查找可能原因并处理并按报警重置键。
1028 空气压力下降查找可能原因并处理并按报警重置键。
1029 压力不均匀查找可能原因并处理并按报警重置键。
1031 NC硬件急停停机。
关掉电源, 维修并打开电源。
1032 护盖被打开关闭护盖并按报警重置键。
1035 上模动作失败停机。
关掉电源, 维修并打开电源。
1036 继电器故障 (1) 关掉电源然后再通电。
1037 继电器故障 (2) 关掉电源然后再通电。
马扎克报警代码一览表【新版】

机床发生报警后,重要的是可以对其深度分析,并且找出报警发生原因,比如刀具寿命是否过期,通过及时更换达到减少停机时间的目的。
日本山崎马扎克(MAZAK)公司,是一家全球闻名遐迩的机床生产制造商,市场占有率很大。
马扎克生产精密加工机床,装配精度要求极高,对温度、湿度变化和振动都有十分严苛的要求,那么在马扎克机床出现故障报警的代码是有哪些?
报警编号:与电源模块相连的伺服模块上的报警编号
LED显示:电源模块
上显示的报警编号
报警解除方法:
AR 再次接通电源模块
PR 再次接通NC单元
NR 按下NC复位键
警告Warning
马扎克机床是日本山崎一家全球知名的机床生产制造商,成立于1919年。
公司主要生产CNC车床、复合车铣加工中心、立式加工中心、卧式加工中心。
目前,山崎马扎克公司在全世界共有9个生产公司,分布于日本(日本5家:山崎马扎克大口工厂、山崎马扎克美浓加茂工厂、山崎马扎克美浓加茂第二工厂、山崎马扎克精工工
厂和山崎马扎克OPTONICS工厂)、美国(马扎克公司)、英国(山崎马西那里)、新加坡(山崎马扎克新加坡)和中国(宁夏小巨人机床有限公司)。
此外,山崎马扎克公司已经在世界上60几个地方设立了30个技术中心(Technology Center)。
连同遍布世界各地的马扎克技术服务中心(Technical Center) 在内,山崎马扎克在世界各地已经建立了超过80个客户支援基地。
为了促进和扩大在中国市场的销售活动,1998年,山崎马扎克公司在中国全资设立了山崎马扎克科技(上海)有限公司,负责全线马扎克产品在中国的销售和服务工作。
安川伺服警报显示与输出一览

安川伺服警报显示与输出一览A.02 参数破坏伺服单元EEPROM 数据异常A.03 主电路检测部分异常电源电路的各种检测数据异常(SERVOPACK( 伺服单元)为6.0kW 以上时不检测)A.04 参数设定异常用户参数的值超出设定范围A.05 配套错误伺服电机与伺服单元的容量不配套A.09 分频设定异常分频设定(Pn212)的设定值为不能被设定的值(刻度之间)或是超过连接编码器分辨率能力线性发动机连接时,从线性发动机的最大速度得到最大分频比以上的设定Pn281A.0A 编码器种类不合Σ-II 伺服范围外安装了系列编码器A.10 过电流或散热片过热 IGBT 通入过电流或者伺服单元的散热片过热A.30 再生异常再生电阻断线再生晶体管故障A.32 再生过载再生能量超过再生电阻的容量A.33 主电路配线错误主电路的供电方法与用户参数Pn001 的设定不符A.40 过电压主电路DC 电压异常高A.41 电压不足主电路DC 电压下降A.51 超速伺服电机的转数异常高A.71 过载( 瞬间最大负载) 以大幅度超额定值的扭矩进行了数秒至数十秒的运行A.72 过载( 连续最大负载) 以超额定值的扭矩进行了连续运行A.73 DB 过载 ( 伺服单元为30W ~ 1.0kW 时检测) 由于DB( 动态制动器) 动作,旋转能量超过了DB 电阻的容量A.74 冲击电阻过载主电路电源频繁地重复ON/OFFA.7A 散热片过热 ( 伺服单元为30W ~ 1.0kW 时检测) 伺服单元的散热片过热A.81 编码器备份警报编码器的电源完全耗尽,位置数据被清除A.82 编码器和数校验警报编码器存储器的和数校验结果异常A.83 编码器电池警报绝对值编码器备用电池电压下降A.84 编码器数据警报编码器的内部数据异常A.85 编码器过速电源ON 时,编码器高速旋转A.86 编码器过热编码器的内部温度过高A.b1 速度指令A/D 异常速度指令输入的A/D 转换器异常A.b2 扭矩指令A/D 异常扭矩指令输入的A/D 转换器异常A.b3 检测电流异常∗1 电流检测部异常或是电机动力线断线A.bF 系统警报伺服单元发生系统错误A.C1 防止失控检测伺服电机发生失控A.C8 编码器清除异常旋转圈数上限值设定异常绝对值编码器的多旋转量清除或者设定不正确A.C9 编码器通信异常无法进行编码器与伺服单元间的通信A.CA 编码器参数异常编码器的参数被破坏A.Cb 编码器回送校验异常与编码器的通信内容错误 旋转圈数上限值不一致编码器与伺服单元的多匝限位值不一致A.d0 位置偏移过大偏移脉冲超过了用户参数(Pn505) 的设定值A.F1 电源线缺相三相主电路电源中的一相未连接A.F6电机线断线伺服单元不论是否接收到伺服ON 指令,伺服电机都不通电CPF00 数字操作器通信错误无法进行数字操作器(JUSP-OP02A-2)与伺服单元间的通信(CPU 异常等)。
默纳克故障代码及处理方案
E01:逆变单元保护故障级别: 5故障原因:1.主回路输出接地或短路;2.曳引机连线过长;3.工作环境过热;4.控制器内部连线松动;故障解决方案1.排除接线等外部问题;2.加电抗器或输出滤波器;3.检查风道与风扇是否正常;4.请与代理商或厂家联系;E02:加速过电流故障级别: 5故障原因:1.主回路输出接地或短路;2.电机是否进行了参数调谐;3.负载太大;4.编码器信号不正确;5.UPS运行反馈信号是否正常;故障解决方案1.检查变频器输出侧,运行接触器是否正常;2.检查动力线是否有表层破损,是否有对地短路的可能性,连线是否牢靠;3.检查电机侧接线端是否有铜丝搭4.检查电机内部是否短路或搭地;5.检查封星接触器是否造成变频器输出短路;6.检查电机参数是否与铭牌相符;7.重新进行电机参数自学习;8.检查抱闸报故障前是否持续张开;9.检查是否有机械上的卡死;10.检查平衡系数是否正确;11.检查编码器相关接线是否正确可靠。
异步电机可尝试开环运行,比较电流,以判断编码器是否工作正常;12.检查编码器每转脉冲数设定是否正确;13.检查编码器信号是否受干扰;检查编码器走线是否独立穿管,走线距离是否过长;屏蔽层是否单端接地;14.检查编码器安装是否可靠,旋转轴是否与电机轴连接牢靠,高速运行中是否平稳;15.检查在非UPS运行的状态下,是否UPS反馈是否有效了;(E02)16.检查加、减速度是否过大;(E02、E03)E03:减速过电流故障级别: 5故障原因:1.主回路输出接地或短路;2.电机是否进行了参数调谐;3.负载太大;4.减速曲线太陡;5.编码器信号不正确;故障解决方案1.检查变频器输出侧,运行接触器是否正常;2.检查动力线是否有表层破损,是否有对地短路的可能性。
连线是否牢靠;3.检查电机侧接线端是否有铜丝搭地;4.检查电机内部是否短路或搭地;5.检查封星接触器是否造成变频器输出短路;6.检查电机参数是否与铭牌相符;7.重新进行电机参数自学习;8.检查抱闸报故障前是否持续张开;9.检查是否有机械上的卡死;10.检查平衡系数是否正确;11.检查编码器相关接线是否正确可靠。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
LGMazakQUICK TURN SMART 系列 (SG)(LG)说明书编号:HB07HA0020C报警一览表M代码一览表宁夏小巨人机床有限公司3报警1)本章节的范围 本章节介绍了可以在NC装置的显示屏上所显示的所有报警 解除报警需要参阅本章节。
2)本章节相关的注意事项 本章还记述了与各种机械功能、选项功能有关的报警,因此客户购买的机械中也有不显示的 报警。
注意 1:本章节内容随NC系统和机床的改进而有变更时,恕不另行通知。
注意 2:如有疑问请与MAZAK技术服务中心或技术中心联系。
3-1-1 报警显示3-1 概述1. 机床状态指示灯如果发生报警,操作面板上的机床状态指示灯“?ALARM”就会点亮。
2. NC画面显示报警将按下述格式显示在报警画面上:650 无法倒角 (1234,56,78)刀具序列号或程序段号单元号或序列号工件号报警信息报警编号关于报警画面,参见附册《NC装置的操作和自动运转准备》的第10章“10-1报警画面”3. 报警显示色及其解除报警以红色或蓝色显示。
显示色 红 蓝 黄 白报警解除 按RESET键 按CLEAR键 按RESET键或CLEAR键 按CLEAR键3报警3-1-2 注意事项1)如果出现于程序有关的报警,则该部分引起报警的程序位置就会显示在报警信息之后的圆括号内。
报警一览表中圆括号内各代码的含义如下表所示。
代码WNo.UNo.SNo.NNo.含义工件号(MAZATROL或EIO/ISO)单元号(MAZATROL)刀具序列号(MAZATROL)序列号(EIO/ISO)BNo.空白程序段号(EIA/ISO)没有显示,或系统内部报警处理代码2)有些类型的报警停止状态、清除步骤和显示色要根据发生报警的程序是前台运行(在位置 画面上选择的程序)还是后台运行(在程序画面上选择的程序)来决定。
关于后者的上述 三类信息会在报警一览表的圆括号内给出。
3)此表中没有的报警为空格。
4)对于某个特定的机床型号或NC软件的版本而言,某些报警或许会不显示。
3报警3-2详细说明3-2-1报警表的格式报警表采用以下格式:No.信息错误类型停止状态解除方法显示色[1][2]( , , )[3][4][5]原因[6]处理[7][1]报警号[2]报警信息[3]错误类型代码类型内容A 操作按下了错误的键、或机床操作错误B 程序或刀具数据存在错误C 伺服伺服控制系统故障D 主轴主轴控制系统故障E NC 装置系统(硬件、软件)故障F 机床(PLC)机床故障G外部输入/出装置外部输入/出故障[4]停止状态代码状态H 紧急停止I 复位停止J 单程序段停止K 进给停止L连续运行[5]解除方法代码解除方法M 断开电源 → 解除报警原因 → 接通电源N 解除报警原因 → 断开电源 → 接通电源O 解除报警原因 → 按RESET 键P 按RESET 键Q 解除报警原因 → 按CLEAR 键S按CLEAR 键[6]发生报警的原因[7]解除报警原因的处理方法注意 : PLC 机械控制报警(No.200~No.399、No.1200~No.1399)一览表的格式有与以上不同的时候。
登录的数据(保持)报警3 3-2-2 No.1~No.99、No.1000~No.1099(系统、驱动部报警)No.信息错误类型停止状态解除方法显示色1紧急停止( , , )原因——处理——2紧急停止( , , )E H M红硬件发生故障。
原因即使电源再接通仍然不能解除时,请与MAZAK技术服务中心或技术中心联系。
处理3紧急停止( , , )A H M红按下了操作面板上的紧急停止按钮。
原因释放紧急停止按钮,将NC系统复位至初始状态。
处理4——( , , )原因——处理——5CRC错误( , , )E H M红系统软件或用户软件的内容损坏。
原因请与MAZAK技术服务中心或技术中心联系。
处理6远程I/O错误( , , )E H M红原因——请与MAZAK技术服务中心或技术中心联系。
处理7SRAM异常( , , )E H M红CPU卡上配置的SRAM异常。
原因请与MAZAK技术服务中心或技术中心联系。
处理3报警No.信息错误类型停止状态解除方法显示色8RAM异常( , , )E H M红CPU卡上配置的RAM异常。
原因请与MAZAK技术服务中心或技术中心联系。
处理9绝对位置异常(报警号, 轴, )E H M红绝对位置检测系统丢失绝对位置数据。
原因请与MAZAK技术服务中心或技术中心联系。
处理10检出器异常(报警号, 轴, )E H M红绝对位置检测系统发现检测器错误。
原因请与MAZAK技术服务中心或技术中心联系。
处理11位置参考点异常(报警号, 轴, )E H M红通过对照检查检测器的绝对位置和NC系统内部坐标数据,绝对位置检测系统检测出错误。
原因请与MAZAK技术服务中心或技术中心联系。
处理12绝对位置警告(报警号, 轴, )E H M红绝对位置检测系统发生异常。
原因请与MAZAK技术服务中心或技术中心联系。
处理13预处理器异常( , , )E H M红软件未正常工作。
原因请与MAZAK技术服务中心或技术中心联系。
处理( , , )原因处理21系统错误( , , )E H M红系统软件发生异常。
原因请与MAZAK技术服务中心或技术中心联系。
处理报警3 No.信息错误类型停止状态解除方法显示色22放大器未安装( , , )E H M红放大器电源未打开,或还未传送出信号。
原因检查是否有连接错误的电缆,安装错误的连接器、放大器供电电压不足、错误的轴号开关设置等情况。
处理23——( , , )原因——处理——24——( , , )原因——处理——25安全监视报警( , , )E H N红在安全监视系统发生报警。
原因处理请与MAZAK技术服务中心或技术中心联系。
26主轴安全监视报警( , , )E H N红安全监视中主轴发生报警。
原因请与MAZAK技术服务中心或技术中心联系。
处理( , , )原因处理31伺服异常1( , , )C H M红伺服系统(电源断开状态)异常。
原因请与MAZAK技术服务中心或技术中心联系。
处理32伺服参数异常( , , )C H M红NC系统电源打开时由NC系统传送到伺服放大器的参数不正确。
原因请与MAZAK技术服务中心或技术中心联系。
处理3报警No.信息错误类型停止状态解除方法显示色33伺服异常2( , , )C H O红原因检测出伺服(NC重置状态)异常负荷。
处理请与MAZAK技术服务中心或技术中心联系。
34伺服异常3( , , )C H M红原因伺服系统(放大器电源断开状态)异常。
处理请与MAZAK技术服务中心或技术中心联系。
35机械负荷异常( , , )C H N红原因检测出异常负荷。
处理请确认机械是否发生了冲撞、切削条件是否太高。
上记以外的情况,请与MAZAK技术服务中心或技术中心联系。
( , , )原因处理41主轴异常1( , , )C H M红原因主轴(电源断开状态)异常。
处理请与MAZAK技术服务中心或技术中心联系。
42主轴参数异常( , , )C H M红原因NC系统电源打开时由NC系统传送到主轴放大器的参数不正确。
处理请与MAZAK技术服务中心或技术中心联系。
43主轴异常2( , , )C H O红原因主轴(NC复位状态)异常。
处理请与MAZAK技术服务中心或技术中心联系。
44主轴异常3( , , )C H M红原因主轴(放大器电源断开状态)异常。
处理请与MAZAK技术服务中心或技术中心联系。
报警33报警No.信息错误类型停止状态解除方法显示色56CRC检查中( , , )H红原因正在检测系统ROM卡中配置的ROM的异常性。
处理等待片刻。
如果未能解除报警,请与MAZAK技术服务中心或技术中心联系。
57没有用户PLC( , , )F H N红原因没有存储PLC。
处理请与MAZAK技术服务中心或技术中心联系。
58无效PLC( , , )F H N红原因PLC发生错误。
处理请与MAZAK技术服务中心或技术中心联系。
59PLC停止( , , )F H P红原因PLC处于停止中。
处理起动PLC。
如果未能解除报警,请与MAZAK技术服务中心或技术中心联系。
( , , )原因处理66参数异常( , , )E H O蓝原因——处理请与MAZAK技术服务中心或技术中心联系。
67不能高速同时攻丝的轴存在( , , )E H O蓝原因高速同步攻丝选项有效的状况下,却被连接在安装有不对应高速同步攻丝功能系统的伺服器上。
处理请与MAZAK技术服务中心或技术中心联系。
68不能高速同时攻丝的主轴存在( , , )E H O蓝原因高速同步攻丝选项有效的状况下,却被连接在安装有不对应高速同步攻丝功能系统的伺服器上。
处理请与MAZAK技术服务中心或技术中心联系。
No.信息错误类型停止状态解除方法显示色69——( , , )原因——处理——70——( , , )原因——处理——71伺服参数错误( , , )C H M蓝原因处理请与MAZAK技术服务中心或技术中心联系。
72伺服警告( , , )E H O蓝原因伺服电动机负载。
处理断开NC与机械的电源,解除负荷后重新接通电源。
如果未能解除报警,请与MAZAK技术服务中心或技术中心联系。
( , , )原因处理81主轴参数错误( , , )E H O蓝原因——处理请与MAZAK技术服务中心或技术中心联系。
82主轴警告( , , )E H O蓝原因——处理请与MAZAK技术服务中心或技术中心联系。
( , , )原因处理3-2-3 No.100~No.199、No.1100~No.1199(CNC机械控制报警)No.信息错误类型停止状态解除方法显示色100——( , , )原因——处理——101软限位(轴名称, , )A K P蓝NC运转时,因操作员的误操作,显示于轴名称上的轴可能超过软件限位参数的设定值。
原因修改程序,使机床在软件限位内运动。
处理( , , )原因处理113超程(轴名称, , )A K P红显示于轴名称上的轴已到达行程终点。
原因以手动操作模式将轴移离末端。
处理原因处理125近点定位片长度不足( , , )E H O红在返回参考点的过程中,接近点检测限位开关已超过了监测系统安装的位置。
原因延长接近点监测系统的长度,或者降低返回参考点的速度,然后再次执行回零操作。
处理126Z相未通过( , , )E H O红打开电源后初次返回参考点的过程中,轴没有经过相应检测器的Z相。
原因首先操作旋钮进行手动脉冲进给,将该轴反方向移回零点,然后再次执行回零操作。
处理127原点复归方向错误( , , )A K P红用轴选择按钮选定的轴运动方向不同于手动操作模式返回参考点始的返回方向。