DIN EN 1706:1998《铝和铝合金铸件 化学成分和机械性能》(译文)
DIN EN 1706 铝和铝合金铸件化学成分和机械性能(中文版)

日期 译校 技校 日期 日期 03.02.05 © VOLKSWAGENAG-SEATS.A.-SKODAautomobilovaa.s.-AUDIAG
翻译
抄写 王莉
日期 03.03.25
铝和铝合金 铸件 化学成分和机械性能 德文本附录 NA(供参考) DIN EN 和 DIN 两标准中,铝和铝铸造合金名称对照表
5.2
用于分析的试样 借助发射光谱测定法来进行分析的试样是必须做的。所以在铸造时就必须从熔 融金属中提取这种试样注入金属模具中。 注释: 借助发射光谱测定法对铸件进行分析是必须有的一个步骤,所以建议 将铸件的一部分再行熔化,并用金属的试样模型再行铸造,以避免出 现熔析现象。在这样再行熔化的过程中,可以查明所规定的元素,例 如钠( Na),锶( Sr),镁( Mg)的含量是否减少,所以这些元素应 该直接从铸件中取出分析。 关于取样和分析,在相应的标准发行之前,建议使用现有的标准和规定。
标准中心
铝和铝合金 铸件 化学成分和机械性能 德文本 EN 1706:1997
1998 年 6 月 DIN EN 1706 53 312 共 17 页 第 1 页 替代 DIN 1725-2:1986-02 和DIN 1725-2附页1: 1986-02
ICS 77.150.10 主题词: 铝,铝合金,铸件,化学成分,机械性能 该欧洲标准 EN 1706:1997 具有德国标准的合法地位。 德文本前言
5 5.1
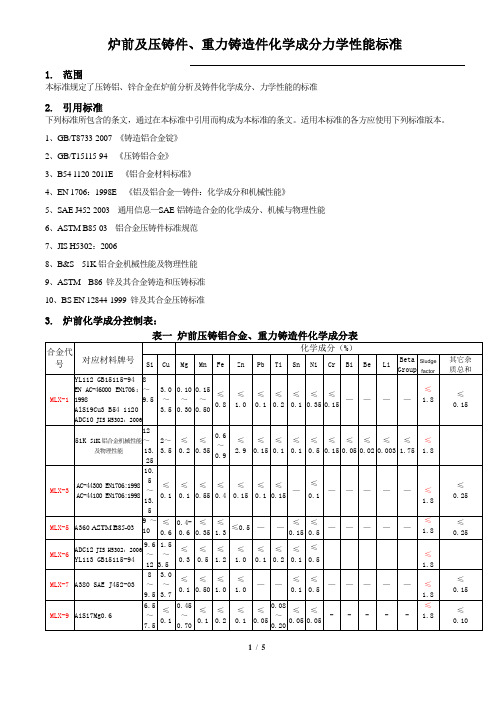
化学成分 概述 化学成分必须按 EN 1780-3 中规定的书写规则标出。铝铸造合金的化学成份是 按表 1 中质量组分的械性能
EN 1706 共 17 页 第 7 页
注释:
在表 1 中,同样也标明了制作铸件的生铁块的化学成分。这些数字都 写在括号中。如果它与铸件所要求的极限值不一致,则采用 EN 1676 中的数值。 如果指明必须对元素进行分析,关于一些特定的极限值都列举在表 1 中。其它 元素,如果在供求双方之间有协议,也必须进行分析。这些情况特别适用于须 要细晶化的元素和其熔化液须要进一步精炼的元素,例如钠,锶,锑,磷等元 素。这些合金元素及杂质必须按下面的顺序予以注明。 — 硅(Si),铁( Fe),铜( Cu),锰( Mn),镁( Mg),铬( Cr),镍 (Ni),锌( Zn),钛( Ti),其余(全部)元素,铝。 其他指明的,确定有极限值的元素,在字母序列的顺序中都要插在锌和钛之间。 在这里,铅和锡也必须包括在顺序中,或者在注脚中写明。
各国压铸铝合金的化学成份及要求

压铸铝合金的化学成分和力学性能表
二.日本工业标准 JIS H5302:2000日本压铸铝合金化学成分表
日本压铸铝合金机械性能表
三.美国标准 ASTM B85-96美国压铸铝合金化学成分表
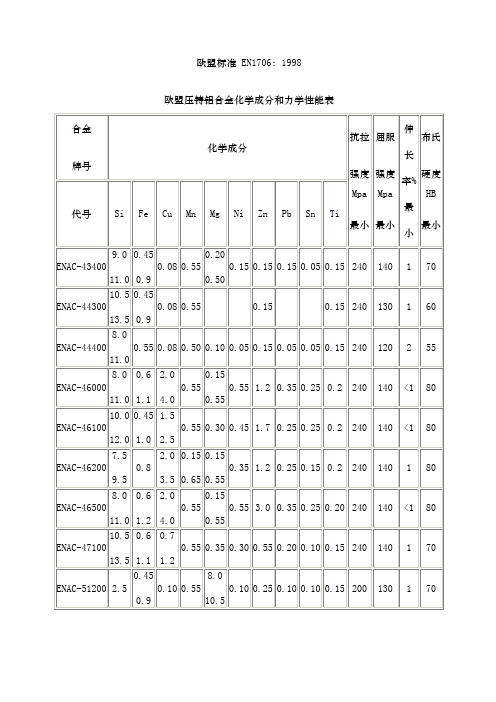
四.欧盟标准EN1706:1998欧盟压铸铝合金化学成分和力学性能表
国内外主要压铸AI合金化学成分表
找最合适的压铸铝合金光谱标样只要你提供要求,我们就全心全意为您提供优质
服务
因为我们专注光谱标样十年,成就上千家用户单位的信赖;
专业提供全球优质知名厂家标准样品:
专业提供全球优质标准样品:、英国BAS、美国BS、法国CITF、德国BAM、、美国IARM、等适用于:,热电ARL直读光谱仪,德国OBLF直读光谱仪,德国布鲁克直读光谱仪,岛津直读光谱仪,牛津直读光谱仪等各大品牌直读光谱分析仪
仪德科仪耗材部
谭经理
全国统一热线:400-099-6508。
DINEN1706铝和铝合金铸件化学成分和机械性能(中文版)
DIN EN 1706 铝和铝合金铸件化学成分和机械性能(中文版)引言DIN EN 1706 是欧洲标准化协会(European Committee for Standardization,简称CEN)制定的一项标准,用于规定铝和铝合金铸件的化学成分和机械性能的要求。
该标准对于铸造行业和相关领域的从业者来说非常重要,能够提供指导和参考,确保生产的铝和铝合金铸件符合预期的质量和性能要求。
本文将对 DIN EN 1706 标准的内容进行详细解读和说明。
1. 标准范围和应用领域DIN EN 1706 标准适用于各类铝和铝合金的铸件,包括压力铸件、砂型和永久模具铸件等。
该标准的主要目的是规定铸件的化学成分和机械性能的要求,以确保其适用于不同的工程和应用领域。
2. 术语和定义在 DIN EN 1706 标准中,有一些术语和定义需要我们了解和理解,以便正确地应用标准。
以下是一些常用术语的解释:•铝和铝合金(Aluminium and aluminium alloy):指化学成分中铝含量大于等于 99% 的材料,或者含有合金元素的材料。
•铸件(Casting):通过将熔化的金属或合金注入铸造模具中,使其冷却和凝固得到的成品。
•压力铸件(Pressure Die Casting):指通过将金属或合金注入金属模具中,并在一定的压力下进行冷却和凝固得到的铸件。
•砂型铸件(Sand Casting):指通过将砂型中的金属或合金熔化后注入,冷却和凝固得到的铸件。
•永久模具铸件(Permanent Mold Casting):指通过将金属或合金注入永久模具中,冷却和凝固得到的铸件。
3. 化学成分要求根据 DIN EN 1706 标准的要求,铝和铝合金铸件的化学成分应满足一定的要求。
主要包括以下几个方面:3.1 主要元素铝和铝合金铸件的主要元素应满足标准中的要求。
对于纯铝铸件,其铝含量应大于等于 99%。
对于铝合金铸件,标准中给出了不同合金元素的含量范围要求。
各国压铸铝合金的化学成份及要求
ENAC-
51200
国内外主要压铸 AI 合金化学成分表
合金 系列
国别 合金牌号
Si
WB/%
Cu
Mg
中国 YL102
日本
AI-Si 系
美国
俄罗斯
ADC1 413 AJ12
德国 AlSil2
中国 YL104
日本 ADC3
系 美国 360
俄罗斯 AJl4
德国 AlSil0Mg
中国 YL112 YL113
仪德科仪 耗材部
谭经理 全国统一热线:400-099-6508
找最合适的压铸铝合金光谱标样只要你提供要求,我们就全心全意为您提供优质服务!
因为我们专注光谱标样十年,成就上千家用户单位的信赖;
专业提供全球优质知名厂家标准样品:
专业提供全球优质标准样品:、英国 BAS、美国 BS、法国 CITF、德国 BAM、、美国 IARM、等!适用于:,热电 ARL 直读光谱仪,德国 OBLF 直读光谱仪,德国布鲁克直读 光谱仪,岛津直读光谱仪,牛津直读光谱仪等各大品牌直读光谱分析仪!
日本 ADC10
系 美国
380
200 130 1 70
Fe Al
标准规范
GB/T15115-94
余量
GB/T15115-94 余量
GB/T15115-94 余量
俄罗斯 AJl6
德国 AlSi8Cu3
中国 YL302
GB/T15115-94
系 日本 ADC5
<
<
美国 518
<
<
余量
德国 AlMg9
<
<
ADC12Z
以下 以下 以下 以下 以下 以下
BS EN 1706:1998 铝及铝合金铸件化学成分和机械性能
第 1 页 共 17 页
BS EN 1706:1998
国家前言
此英国标准是 EN 1706:1998 的英文版本。它与下面的标准一道,部分地取代了 BS 1490:1988, 在 EN 1559-4 颁布时,BS 1490:1988 将被废除。
BS EN 1559-1:1997: 铸件,交货技术条件,通则。 BS EN 1676:1997: 铝及铝合金,再熔合金铸锭,规格。
目录
标题 前言 1、范围 2、标准参考 3、定义 3.1、铸造 3.2、砂型铸造 3.3、硬模浇铸,冷硬铸造 3.4、低压压铸 3.5、压铸,高压压铸 3.6、熔模铸造 3.7、流动性 3.8、热撕裂 3.9、气密性 4、命名系统 4.1、数字命名系统 4.2、基于命名系统的化学符号 4.3、回火标注 4.4、铸造工艺 4.5、图纸中出现的标注 5、化学成分 5.1、通则 5.2、分析样品 6、机械性能 6.1、通则 6.2、拉伸试验 6.3、试样 6.4、硬度测试 7、依从判定的归圆规则 附件 A(提供资料的)铸件特性、机械和其他性能的对比。
把熔化的金属倒入一个硬模然后在低压下使之凝固的过程(一般高于大气压力 0.7bar)。 3.5、压铸:高压压铸
把熔化的金属注入一个硬金属模并且在低于高压下凝固(一般高于大气压力 700bar) 3.6、熔模铸造
包括两个步骤: a)围绕一个蜡或者热塑料的模型制作一个陶模,在制作过程中,蜡或者热塑料会 熔化消失掉;b)把金属倒入该模。 3.7、流动性
第 6 页 共 17 页
BS EN 1706:1998
6.2、拉伸强度试验:拉伸强度试验应按照 EN 10002-1 进行。 6.3、试样 6.3.1、通则:该标准并没有规定试样的精密设计,该设计应该由制造商和采购商协商确定。建议在 适合的欧洲标准发布之前一直使用现有的规则和标准。但是,以下条件可以运用。 6.3.2、分别铸造试棒 6.3.2.1、通则:拉伸强度试验要求在分别铸造的试样上进行,这些试样应该是在同一时间铸造且来 自同一熔化金属或作为铸件是来自同一熔化金属。如果可行的话,试样可与铸件同时进行热处理。 注:分别铸造试样,作为检测熔化金属的一种方法具有有价值的作用。然而,从铸件所获取的数值可 能不同于表中所标出的最小值,因为由于截面厚度和坚固度的不同将引起结构上的改变。(详见 6.3.3) 6.3.2.2、砂型铸造铸件:以下情况适用于砂型铸造铸件: 1) 不经人工冷却而在砂型模子中进行铸造。使用同样的砂型设备铸造一批铸件。 2) 铸件直径最小值为 12.0mm。 3) 标准长度和平行长度均应符合 EN10002-1。 注:试样可在机器和非机器条件下进行测试。 6.3.2.3、冷铸铸件:情况适用于冷铸铸件: 1) 将铸造成金属模型。 2) 铸件直径最小值为 12.0mm。 3) 标准长度和平行长度均应符合 EN10002-1。 注:试样可在机器和非机器条件下进行测试。 6.3.2.4、熔模铸造铸件:以下情况适用于熔模铸造铸件: 1) 完全不经人工冷却而在陶瓷模型中铸造。 2) 铸件直径最小值为 5.0mm。 3) 标准长度和平行长度均应符合 EN10002-1。 注:试样可在机器和非机器条件下进行测试 6.3.2.5、压铸试棒
铝合金成分和压铸标准

国内外主要压铸AI合金化学成分表铝合金压铸标准---美国标准三.美国标准ASTM B85-96美国压铸铝合金化学成分表铝合金压铸标准---欧盟标准四.欧盟标准EN1706:1998欧盟压铸铝合金化学成分和力学性能表铝合金压铸标准---日本标准二.日本工业标准JIS H5302:2000日本压铸铝合金化学成分表铝合金压铸标准---中国标准一.中华人民共和国国家铝合金压铸标准压铸铝合金的化学成分和力学性能表. 铝合金压铸件GB/T 15114-941.主题内容与适用范围本标准规定了铝合金压铸件的技术要求,质量保证,试验方法及检验规则和交货条件等.本标准适用于铝合金压铸件.2.引用标准GB1182 形状和位置公差代号及其标准GB2828 逐批检查计数抽样程序及抽样表(适用于连续的检查)GB2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB6060.1 表面粗糙度比较样块铸造表面GB6060.4 表面粗糙度比较样块抛光加工表面GB6060.5 表面粗糙度比较样块抛(喷)丸,喷砂加工表面GB6414 铸件尺寸公差GB/T11350 铸件机械加工余量GB/T15115 压铸铝合金3.技术要求3.1化学成分合金的化学成分应符合GB/T15115的规定.3.2力学性能3.2.1当采用压铸试样检验时,其力学性能应符合GB/T15115的规定3.2.2当采用压铸件本体试验时,其指定部位切取度样的力学性能不得低于单铸试样的75%,若有特殊要求,可由供需双方商定.3.3压铸件尺寸3.3.1压铸件的几何形状和尺寸应符合铸件图样的规定3.3.2压铸件尺寸公差应按GB6414的规定执行,有特殊规定和要求时,须在图样上注明.3.3.3压铸件有形位公差要求时,其标注方法按GB1182的规定.3.3.4压铸件的尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,有特殊规定和要求时,须在图样上注明.3.4压铸件需要机械加工时,其加工余量按GB/T11350的规定执行.若有特殊规定和要求时,其加工作量须在图样上注明.3.5表面质量3.5.1铸件表面粗糙度应符合GB6060.1的规定3.5.2铸件不允许有裂纹,欠铸,疏松,气泡和任何穿透性缺陷.3.5.3铸件不允许有擦伤,凹陷,缺肉和网状毛刺等腰三角形缺陷,但其缺陷的程度和数量应该与供需双方同意的标准相一致.3.5.4铸件的浇口,飞边,溢流口,隔皮,顶杆痕迹等腰三角形应清理干净,但允许留有痕迹.3.5.5若图样无特别规定,有关压铸工艺部分的设置,如顶杆位置,分型线的位置,浇口和溢流口的位置等由生产厂自行规定;否则图样上应注明或由供需双方商定.3.5.6压铸件需要特殊加工的表面,如抛光,喷丸,镀铬,涂覆,阳极氧化,化学氧化等须在图样上注明或由供需双方商定.3.6内部质量3.6.1压铸件若能满足其使用要求,则压铸件本质缺陷不作为报废的依据.3.6.2对压铸件的气压密封性,液压密封性,热处理,高温涂覆,内部缺陷(气孔,疏孔,冷隔,夹杂)及本标准未列项目有要求时,可由供需双方商定.3.6.3在不影响压铸件使用的条件下,当征得需方同意,供方可以对压铸件进行浸渗和修补(如焊补,变形校整等)处理.4质量保证4.1当供需双方合同或协议中有规定时,供方对合同中规定的所有试验或检验负责.合同或协议中无规定时,经需方同意,供方可以用自已适宜的手段执行本标准所规定的试验和要求,需方有权对标准中的任何试验和检验项目进行检验,其质量保证标准应根据供需双方之间的协议而定.4.2根据压铸生产特点,规定一个检验批量是指每台压铸设备在正常操作情况下一个班次的生产量,设备,化学成分,铸型和操作连续性的任何重大变化都应被认为是新是一个批量开始.供方对每批压铸件都要随机或统计地抽样检验,确定是否符合全部技术要求和合同或铸件图样的规定要求,检验结果应予以记录.5试验方法及检验规则5.1化学成分5.1.1合金化学成分的检验方法,检验规则和复检应符合GB/T15115的规定.5.1.2化学成分的试样也可取自压铸件,但必须符合GB/T15115的规定5.2力学性能5.2.1力学性能的检验方法,检验频率和检验规则就符合GB/T15115的规定.5.2.2采用压铸件本体为试样时,切取部位尺寸,测试形式由供需双方商定.5.3压铸件几何尺寸的检验可按检验批量抽验或按GB2828,GB2829的规定进行,抽检结果必须符合标准3.3的规定.5.4压铸件表面质量就逐检查,检查结果应符合本标准3.5的规定.5.5压铸件表面粗糙度按GB6060.1的规定执行.5.6压铸件需抛光加工的表面按GB6060.4的规定执行,5.7压铸件需喷丸,喷砂加工的表面按GB6060.5的规定执行.5.8压铸件内部质量的试验方法检验规则由供需双方商定,可以包括:X射线照片,无损探伤,耐压试验,金相图片和压铸件剖面等,其检难结果应符合3.6的规定.5.9经浸渗和修补处理后的压铸件应做相应的质量检验.6压铸件的交付,包装,运输与储存6.1当在合同或协议中有要求时,供方应提供需方一份检验证明,用来说明每批压铸件的取样,试验和检验符合标准的规定.6.2合格压铸件交付时,必须有附有检验合格证,其上应写明下列内容:产品名称,产品号,合金牌号,数量,交付状态,制造厂名,检验合格印记和交付时间.有特殊检验项目者,应在检验员合格证上注明检验的条件和结果.6.3压铸件的包装,运输与储存,由供需双方商定.。
世界各国压铸铝合金成分牌号对照表

30
2
YZA1Si10Mg
YL104
8.0
0.5
≤0.3
0.2
0.5
0.17
0.30
≤1.0
≤0.3
≤0.05
≤0.01
余
220
2
60
3
YZA1Si12Cu2
YL108
1.0
3.0
1.0
2.0
0.3
0.9
0.4
1.0
≤1.0
≤0.05
≤1.0
≤0.05
≤0.01
余
240
1
70
4
YZA1Si9Cu4
SG100A
A13600
9.0-10.0
1.3
0.6
0.35
0.40-0.60
0.50
0.50
0.15
0.25
余量
380.0
SC84B
A03800
7.5-9.5
2.0
3.0-4.0
0.50
0.10
0.50
3.0
0.35
0.50
余量
A380.0E
SC84A
A13800
7.5-9.5
1.3
3.0-4.0
余量
ADC7
A1-Si5Fe
<0.10
4.5-6.0
<0.1
<0.1
<1.3
<0.5
<0.1
<0.1
<0.1
<0.2
余量
ADC8
A1-Si6Cu4Fe
3.0-5.0
5.0-7.0
<0.3
铝合金欧盟标准 EN1706:1998

欧盟标准 EN1706:1998欧盟压铸铝合金化学成分和力学性能表美国压铸铝合金化学成分表日本压铸铝合金化学成分表中华人民共和国国家标准铝合金 GB/T 15115-94压铸铝合金的化学成分和力学性能中华人民共和国国家标准Tags: casting压铸金属发布:larry| 分类:压铸/Die-casting| 评论:0| 引用:0| 浏览:380压铸合金成分的变化对力学性能的影响中国铝业网作者:王益志发布日期:2008-9-4 点击次数:关键词:摘要试验分析了380压铸合金化学成分的不同配比对力学性能的影响。
结果表明高合金含量配制的380铝合金与低合金含量配制的380铝合金相比,前者抗拉强度、屈服强度及硬度高,而后者伸长率高,标准的380铝合金成分则在二者之间。
实际应用中,应根据零件对力学性能的具体要求合理选配。
关键词:380压铸合金化学成分力学性能自从有了冷室压铸机以来,铝合金在压铸工业中的推广应用为时已久。
80年代在美国的压铸件生产中,铝合金占80%。
随着时间的推移及生产发展的需要,纳入到压铸铝合金中的品种高达23种,但是最为典型的是40年代就被采用的380铝合金(类似GD-AlSi9Cu3)。
美国对于这种合金制订出三种标准,即380,A380及B380,这类合金典型的化学成分如表1[1]所示。
表1典型380铝压铸合金的化学成分含铁量及含锌量的不同是这几种合金的主要区别。
380的含铁量为2%,可以在热室压铸机上生产。
A380及B380含铁量均为1.3%,只用于冷室压铸机。
这种合金在开始制订标准的时候,只有380及A380,其含锌量皆限于1%。
到了50年代,锌的上限升到3%,这样就把含锌量为1%的合金命名为B380。
所有的这几种合金都具有优越的铸造性能和高的力学性能,且容许存在一定的杂质,因此380即成为最基本的常用压铸合金。
下面针对A380合金,阐述在正常的生产条件下,由于化学成分的不同,对于金相组织及力学性能的影响。
铝合金标准
(145)
26
190
5.0
(66.4)
2.4
74
(30.1)
3.7
ADC6
266
61
280
172
23
64
3.2
10.0
64.7
2.3
67
27.3
3.9
ADC10
241
34
320
157
18
160
1.5
0.5
3.5
73.6
2.4
83
39.4
3.0
ADC12
228
41
310
154
14
150
1.4
0.8
1.3
4.0-5.0
0.50
0.45-0.65
0.10
1.5
0.10
0.20
余量
392.0
S19
A03920
18.0-20.0
1.5
0.40-0.80
0.20-0.60
0.80-1.20
0.50
0.50
0.30
0.20
0.50
余量
413.0
S12B
A04130
11.0-13.0
2.0
1.0
0.35
0.10
2.0-4.0
7.5-9.5
0.3以下
1.0以下
1.3以下
0.5以下
0.5以下
0.2以下
余
量
ADC10Z
2.0-4.0
7.5-9.5
0.3以下
3.0以下
1.3以下
0.5以下
0.5以下
0.2以下
DIN EN 1780-3-2003 铝和铝合金.合金化的铝锭、预合金及铸件的命名.第3部分化学成份的书写规则 英文

© 2002. CEN – All rights of exploitation in any form and by any means reserved worldwide for CEN national members.
Ref. No. EN 1780-3 : 2002 E
Page 2 EN 1780-3 : 2002
This standard has been prepared by CEN/TC 132 ‘Aluminium and aluminium alloys’ (Secretariat: France). The responsible German body involved in its preparation was the Normenausschuss Nichteisenmetalle (Nonferrous Metals Standards Committee), Technical Committee Hüttenaluminium. Amendments This standard differs from the February 1997 edition in that unalloyed aluminium ingots are no longer covered. Previous edition DIN EN 1780-3: 1997-02.
CEN members are the national standards bodies of Austria, Belgium, the Czech Republic, Denmark, Finland, France, Germany, Greece, Iceland, Ireland, Italy, Luxembourg, Malta, the Netherlands, Norway, Portugal, Spain, Sweden, Switzerland, and the United Kingdom.
DIN EN 铝和铝合金铸件化学成分和机械性能 中文版
CEN
欧洲标准化委员会 中心秘书处:rue de Stassart 36,B-1050 布鲁塞尔
© 1998 CEN — 版权所有,世界范围 内 CEN 各成员不论是用何种方式 处理的任何形式版本都一视同仁。
推荐号:EN 1706 1998 D
铝和铝合金 铸件
化学成分和机械性能
内容
EN 1706 共 17 页 第 4 页
铝及铝合金/铝生铁合金与不含生铁铝合金的命名,预合金化与
铸件/第 2 部分:用化学符号进行标记的标记方法。
铝及铝合金/铝生铁合金与不含生铁铝合金的命名,预合金化与
铸件/第 3 部分:化学成份的写法。
金属材料/拉力试验/第 1 部分:室温下的试验方法 “包括更改
的 AC1:1990”
金属材料/布氏硬度试验/第 1 部分:试验方法
分强大的机械性能。在表 A.1 中,所列举的这些机械性能只供参考之 用。
拉力试验
拉力试验必须按 EN 10002-1 进行.
试验棒
概述
该标准没有为试棒的准确测量作出规定;这种规定应在厂家与用户之间商量解 决。在相应的欧洲标准没有发行之前,建议采用现有的标准和规范,不过要遵 守下面的条件。
将铸件的一部分再行熔化,并用金属的试样模型再行铸造,以避免出 现熔析现象。在这样再行熔化的过程中,可以查明所规定的元素,例 如钠(Na),锶(Sr),镁(Mg)的含量是否减少,所以这些元素应 该直接从铸件中取出分析。 关于取样和分析,在相应的标准发行之前,建议使用现有的标准和规定。
机械性能 概述
单独铸成的一根试验棒,其机械性能的最低值,无论是对砂模的,硬模的,精 密的或压力的铸件都必须与表 2,表 3 和表 4 相符合。 对于各种合金来说,其所规定的机械性能,都是针对某种常用的铸造方法和 材料状态而言的,对于另种铸造方法和材料状态,机械性能又必须在买、卖双 方另行商定。 注释: 在压力铸造情况下,由于铸造参数不是单一的,所以压力铸件具有十
各国压铸铝合金标准大全

YZA1Mg5Sil
YL302
0.8
1.3
≤0.1
0.1
0.4
4.5
5.5
≤1.2
≤0.2
≤0.2
余
220
2
70
二.日本工业标准JIS H5302:2000日本压铸铝合金化学成分表
JIS牌号
ISO牌号
Cu
Si
Mg
Zn
Fe
Mn
Ni
Sn
Pb
Ti
Al
ADC1
1.0以下
11.0-13.0
0.3以下
0.5以下
1.3以下
0.3以下
0.5以下
0.1以下
余量
ADC1C
A1-Sil2CuFe
1.2以下
11.0-13.5
0.3以下
0.5以下
1.3以下
0.5以下
0.30以下
0.1以下
0.20以下
0.2以下
余量
ADC2
A1-Si12Fe
0.10以下
11.0-13.5
0.10以下
0.1以下
1.3以下
0.5以下
0.1以下
SC114A
A03840
10.5-12.0
1.3
3.0-4.5
0.50
0.10
0.50
3.0
0.35
0.50
余量
390.0
SC174A
A03900
16.0-18.0
1.3
4.0-5.0
0.10
0.45-0.65
0.10
0.20
0.20
余量
B390.0
SC174B
世界各国压铸铝合金成分牌号对照表

4.5-6.0
<0.1
<0.1
<1.3
<0.5
<0.1
<0.1
<0.1
<0.2
余量
ADC8
A1-Si6Cu4Fe
3.0-5.0
5.0-7.0
<0.3
<2.0
<1.3
0.2-0.6
<0.3
<0.1
<0.2
<0.2
余量
ADC10
2.0-4.0
7.5-9.5
<0.3
<1.0
<1.3
<0.5
<0.5
<1.0
<0.35
<2.0
ASTMB85-82
俄罗斯
AJ12
10.0-13.0
<0.6
<0.10
<1.5
TOCT2685-82
德国
AlSil2
11.0-13.5
<0.10
<0.05
<1.0
DIN1725
AI-Si-Mg系
中国
YL104
8.0-10.5
<0.30
0.17-0.30
<1.0
余量
GB/T15115-94
7.5
9.5
3.0
4.0
≤0.5
≤0.3
≤1.2
≤0.5
≤1.2
≤0.1
≤0.1
余
240
1
90
5
YZA1Si11Cu3
YL113
9.6
12.0
DIN_EN_1706_2010-06

Juni 2010DEUTSCHE NORMNormenausschuss Gießereiwesen (GINA) im DINPreisgruppe 15DIN Deutsches Institut für Normung e.V. · Jede Art der Vervielfältigung, auch auszugsweise, nur mit Genehmigung des DIN Deutsches Institut für Normung e.V., Berlin, gestattet.ICS 77.150.10!$Z?n"1552875www.din.de DDIN EN 1706Aluminium und Aluminiumlegierungen –Gussstücke –Chemische Zusammensetzung und mechanische Eigenschaften;Deutsche Fassung EN 1706:2010Aluminium and aluminium alloys –Castings –Chemical composition and mechanical properties;German version EN 1706:2010Aluminium et alliages d’aluminium –Pièces moulées –Composition chimique et caractéristiques mécaniques;Version allemande EN 1706:2010©Alleinverkauf der Normen durch Beuth Verlag GmbH, 10772 BerlinErsatz fürDIN EN 1706:1998-06www.beuth.deGesamtumfang 33 SeitenR o b e r t B o s c h G m b H ;;DIN EN 1706:2010-062Nationales VorwortDieses Dokument (EN 1706:2010) wurde von der Arbeitsgruppe 10 …Gussstücke“ (Sekretariat: AENOR, Spanien) im Technischen Komitee CEN/TC 132 …Aluminium und Aluminiumlegierungen“ (Sekretariat: AFNOR, Frankreich) des Europäischen Komitees für Normung (CEN) überarbeitet.Das zuständige deutsche Normungsgremium ist der Arbeitsausschuss NA 036-00-07 AA …Aluminiumguss-legierungen“ des Normenausschusses Gießereiwesen (GINA) im DIN Deutsches Institut für Normung e. V . ÄnderungenGegenüber DIN EN 1706:1998-06 wurden folgende Änderungen vorgenommen:a) im Anwendungsbereich die neue Verweisung auf EN 576 hinzugefügt und die Verweisung aufEN ISO 8062-3 aktualisiert; b) neue normative Verweisungen hinzugefügt (EN 576, EN 1559-1, EN 1559-4 und EN ISO 6506-1). Dienormative Verweisung auf EN 10003-1 gestrichen; c) Begriff 3.10 …Bestelldokument“ hinzugefügt;d) Abschnitt 4 …Bestellangaben“ aufgenommen und die folgende Nummerierung um eins erhöht; e) im Unterabschnitt 5.2 den zweiten Absatz (Referenz auf EN 576) hinzugefügt; f) Unterabschnitt 5.5 …Produktbezeichnung auf Zeichnungen“ geändert; g) Unterabschnitt 7.3.2.5 …Druckguss-Probestäbe“ geändert;h) im Unterabschnitt 7.4 die Verweisung auf EN ISO 6506-1 aktualisiert, vorher EN 10003-1;i) in Tabelle 1 die neue Legierungsgruppe …Al“ hinzugefügt einschließlich der Sorten Al 99,6E und Al 99,7E; j) in Tabelle 1 die folgenden Legierungen gestrichen: EN AC-45200 [EN AC-Al Si5Cu3Mn], EN AC-51000[EN AC-Al Mg3(b)], EN AC-71000 [EN AC-Al Zn5Mg]; k) in Tabelle 1 die folgenden neuen Legierungen hinzugefügt: EN AC-21200 [EN AC-Al Cu4MnMg],EN AC-43500 [EN AC-Al Si10MnMg], EN AC-44500 [EN AC-Al Si12(Fe)(b)], EN AC-45500 [EN AC-Al Si7Cu0,5Mg], EN AC-48100 [EN AC-Al Si17Cu4Mg], EN AC-51500 [EN AC-Al Mg5Si2Mn], EN AC-71100 [EN AC-Al Zn10Si8Mg]; l) in Tabelle 1 die Fußnoten …b“ bis …j“ hinzugefügt;m) in Tabelle 2 die folgenden Legierungen gestrichen: EN AC-45200 [EN AC-Al Si5Cu3Mn], EN AC-51000[EN AC-Al Mg3(b)], EN AC-71000 [EN AC-Al Zn5Mg]; n) in Tabelle 2 die Legierungsgruppe …Al“ und die folgenden Legierungen hinzugefügt: EN AC-21200[EN AC-Al Cu4MnMg], EN AC-44400 [EN AC-Al Si9], EN AC-45500 [EN AC-Al Si7Cu0,5Mg], EN AC-71100 [EN AC-Al Zn10Si8Mg]; o) in Tabelle 3 die folgenden Legierungen gestrichen: EN AC-45200 [EN AC-Al Si5Cu3Mn], EN AC-51000[EN AC-Al Mg3(b)], EN AC-71000 [EN AC-Al Zn5Mg];R o b e r t B o s c h G m b H ;;DIN EN 1706:2010-063p) in Tabelle 3 die Legierungsgruppe …Al“ und die folgenden Legierungen hinzugefügt: EN AC-21200[EN AC-Al Cu4MnMg], EN AC-44400 [EN AC-Al Si9], EN AC-45500 [EN AC-Al Si7Cu0,5Mg], EN AC-71100 [EN AC-Al Zn10Si8Mg]; q) in Tabelle 4 die Legierung EN AC-45200 [EN AC-Al Si5Cu3Mn] gestrichen;r) in Tabelle 4 die Legierungsgruppe …Al“ und die Legierung EN AC-48100 [EN AC-Al Si17Cu4Mg] aufge-nommen; s) den früheren Anhang A (informativ) in Anhang A (informativ) und Anhang B (informativ) aufgeteilt;t) in Tabelle A.1 die Legierungsgruppe …Al“ und die folgenden Legierungen hinzugefügt: EN AC-43500[EN AC-Al Si10MnMg], EN AC-44500 [EN AC-Al Si12(Fe)(b)], EN AC-48100 [EN AC-Al Si17Cu4Mg], EN AC-51500 [EN AC-Al Mg5Si2Mn]; u) in Tabelle B.1 die gleichen Legierungen wie in Tabelle 1 hinzugefügt bzw. gestrichen, eine neue Fußnote…k“ aufgenommen, für einige Legierungen die Eignung von einigen Gießverfahren überarbeitet; v) Anhang C …Gegenüberstellung der Bezeichnungen der Aluminium-Gusslegierungen“ hinzugefügt; w) Literaturhinweise aufgenommen. Frühere Ausgaben DIN 1713: 1935-09, 1937-09 DIN 1713: 1941-06 DIN 1713-2: 1941-12 DIN 1744: 1936-09, 1940-03 DIN 1725: 1942-11DIN 1725-2: 1943-07, 1945-01, 1951-06, 1959x-06, 1970-09, 1973-05, 1973-09, 1986-02 DIN 1725-2 Bbl 1: 1986-02 DIN EN 1706:1998-06R o b e r t B o s c h G m b H ;;DIN EN 1706:2010-064— Leerseite —R o b e r t B o s c h G m b H ;;EUROPÄISCHE NORM EUROPEAN STANDARD NORME EUROPÉENNEEN 1706März 2010ICS 77.150.10Ersatz für EN 1706:1998Deutsche FassungAluminium und Aluminiumlegierungen —Gußstücke —Chemische Zusammensetzung und mechanische EigenschaftenAluminium and aluminium alloys —Castings —Chemical composition and mechanical propertiesAluminium et alliages d'aluminium —Pièces moulées —Composition chimique et caractéristiques mécaniquesDiese Europäische Norm wurde vom CEN am 6. Februar 2010 angenommen.Die CEN-Mitglieder sind gehalten, die CEN/CENELEC-Geschäftsordnung zu erfüllen, in der die Bedingungen festgelegt sind, unter denen dieser Europäischen Norm ohne jede Änderung der Status einer nationalen Norm zu geben ist. Auf dem letzten Stand befindliche Listen dieser nationalen Normen mit ihren bibliographischen Angaben sind beim Management-Zentrum des CEN oder bei jedem CEN-Mitglied auf Anfrage erhältlich.Diese Europäische Norm besteht in drei offiziellen Fassungen (Deutsch, Englisch, Französisch). Eine Fassung in einer anderen Sprache, die von einem CEN-Mitglied in eigener Verantwortung durch Übersetzung in seine Landessprache gemacht und dem Management-Zentrum mitgeteilt worden ist, hat den gleichen Status wie die offiziellen Fassungen.CEN-Mitglieder sind die nationalen Normungsinstitute von Belgien, Bulgarien, Dänemark, Deutschland, Estland, Finnland, Frankreich, Griechenland, Irland, Island, Italien, Kroatien, Lettland, Litauen, Luxemburg, Malta, den Niederlanden, Norwegen, Österreich, Polen,Portugal, Rumänien, Schweden, der Schweiz, der Slowakei, Slowenien, Spanien, der Tschechischen Republik, Ungarn, dem Vereinigten Königreich und Zypern.E U R O P ÄI S C H E S K O M I T E EF ÜR N O R M U NG EUROPEAN COMMITTEE FOR STANDARDIZATION C O M I T É E U R O P ÉE N D E N O R M A L I S A T I O NManagement-Zentrum: Avenue Marnix 17, B-1000 Brüssel© 2010 CENAlle Rechte der Verwertung, gleich in welcher Form und in welchemVerfahren, sind weltweit den nationalen Mitgliedern von CEN vorbehalten.Ref. Nr. EN 1706:2010 DR o b e r t B o s c h G m b H ;;2InhaltSeiteVorwort ................................................................................................................................................................3 1 Anwendungsbereich .............................................................................................................................6 2 Normative Verweisungen......................................................................................................................6 3 Begriffe ...................................................................................................................................................7 4 Bestellangaben......................................................................................................................................8 5 Bezeichnungssysteme.. (8)5.1 Numerisches Bezeichnungssystem....................................................................................................8 5.2 Bezeichnungssystem mit chemischen Symbolen.............................................................................8 5.3 Bezeichnung der Werkstoffzustände...................................................................................................8 5.4 Bezeichnungen der Gießverfahren......................................................................................................8 5.5 Produktbezeichnung auf Zeichnungen...............................................................................................9 6 Chemische Zusammensetzung............................................................................................................96.1 Allgemeines............................................................................................................................................9 6.2 Proben für die Analyse..........................................................................................................................9 7 Mechanische Eigenschaften..............................................................................................................147.1 Allgemeines.........................................................................................................................................14 7.2 Zugversuch..........................................................................................................................................17 7.3 Probestäbe..........................................................................................................................................18 7.3.1 Allgemeines.........................................................................................................................................18 7.3.2 Getrennt gegossene Probestäbe......................................................................................................18 7.3.3 Probestäbe, aus dem Gussstück entnommen.................................................................................19 7.4 Härteprüfung.......................................................................................................................................19 8Rundungsregeln zum Nachweis der Übereinstimmung.................................................................19 Anhang A (informativ) Mechanische Eigenschaften von Druckgusslegierungen.....................................20 Anhang B (informativ) Vergleich der Gießcharakteristika, der mechanischen und anderenEigenschaften.....................................................................................................................................21 Anhang C (informativ) Gegenüberstellung der Bezeichnungen der Aluminium-Gusslegierungen........27 Literaturhinweise (29)TabellenTabelle 1 — Chemische Zusammensetzung der Gusslegierungen............................................................10 Tabelle 2 — Mechanische Eigenschaften von Sandgusslegierungen für getrennt gegosseneProbestäbe................................................................................................................................................15 Tabelle 3 — Mechanische Eigenschaften von Kokillengusslegierungen für getrennt gegosseneProbestäbe................................................................................................................................................16 Tabelle 4 — Mechanische Eigenschaften von Feingusslegierungen für getrennt gegosseneProbestäbe................................................................................................................................................17 Tabelle A.1 — Mechanische Eigenschaften von Druckgusslegierungen (siehe 7.3.2.5)..........................20 Tabelle B.1 — Vergleich der Gießcharakteristika, der mechanischen und anderen Eigenschaften ......21 Tabelle C.1 — Bezeichnung nach EN, ISO, AA und JIS. (27)EN 1706:2010 (D)DIN EN 1706:2010-06 R o b e r t B o s c h G m b H ;;3VorwortDieses Dokument (EN 1706:2010) wurde vom Technischen Komitee CEN/TC 132 …Aluminium und Aluminium-legierungen“ erarbeitet, dessen Sekretariat vom AFNOR gehalten wird.Diese Europäische Norm muss den Status einer nationalen Norm erhalten, entweder durch Veröffentlichung eines identischen Textes oder durch Anerkennung bis September 2010, und etwaige entgegenstehende nationale Normen müssen bis September 2010 zurückgezogen werden.Es wird auf die Möglichkeit hingewiesen, dass einige Texte dieses Dokuments Patentrechte berühren können. CEN [und/oder CENELEC] sind nicht dafür verantwortlich, einige oder alle diesbezüglichen Patentrechte zu identifizieren.CEN/TC 132 bekräftigt seine Vorgehensweise, dass in dem Fall, wenn ein Patentinhaber sich weigert, für genormte Erzeugnisse Lizenzen unter angemessenen und nicht diskriminierenden Bedingungen zu erteilen, dieses Erzeugnis aus der entsprechenden Norm entfernt werden muss. Dieses Dokument ersetzt EN 1706:1998.Im Rahmen seines Arbeitsprogramms hat das Technische Komitee CEN/TC 132 die CEN/TC 132/WG 10 …Gussstücke“ mit der Überarbeitung der EN 1706:1998 beauftragt.Außer einigen geringfügigen redaktionellen Änderungen wurden die folgenden technischen Änderungen während der Überarbeitung durchgeführt:a) Im Anwendungsbereich wurde die neue Verweisung auf EN 576 hinzugefügt und die Verweisung aufEN ISO 8062-3 aktualisiert. b) Neue normative Verweisungen wurden hinzugefügt (EN 576, EN 1559-1, EN 1559-4 and EN ISO 6506-1).Die Normative Verweisung auf EN 10003-1 wurde gestrichen. c) Der Begriff 3.10, Bestelldokument, wurde hinzugefügt.d) Abschnitt 4, Bestellangaben, wurde aufgenommen und die folgende Nummerierung um eins erhöht. e) Im Unterabschnitt 5.2 wurde der zweite Absatz (Referenz auf EN 576) hinzugefügt. f)Unterabschnitt 5.5, Produktbezeichnung auf Zeichnungen, wurde geändert.g) Unterabschnitt 7.3.2.5, Druckguss-Probestäbe, wurde geändert.h) Im Unterabschnitt 7.4 wurde die Verweisung auf EN ISO 6506-1 aktualisiert, vorher EN 10003-1. i) In Tabelle 1 wurde die neue Legierungsgruppe …Al“ hinzugefügt einschließlich der Sorten Al 99,6E und Al 99,7E.j)In Tabelle 1 wurden die folgenden Legierungen gestrichen: 1) EN AC-45200 [EN AC-Al Si5Cu3Mn]; 2) EN AC-51000 [EN AC-Al Mg3(b)];3) EN AC-71000 [EN AC-Al Zn5Mg].EN 1706:2010 (D)DIN EN 1706:2010-06R o b e r t B o s c h G m b H ;;4k) In Tabelle 1 wurden die folgenden neuen Legierungen hinzugefügt:1) EN AC-21200 [EN AC-Al Cu4MnMg]; 2) EN AC-43500 [EN AC-Al Si10MnMg]; 3) EN AC-44500 [EN AC-Al Si12(Fe)(b)]; 4) EN AC-45500 [EN AC-Al Si7Cu0,5Mg]; 5) EN AC-48100 [EN AC-Al Si17Cu4Mg]; 6) EN AC-51500 [EN AC-Al Mg5Si2Mn]; 7) EN AC-71100 [EN AC-Al Zn10Si8Mg]. l)In Tabelle 1, wurden die Fußnoten …b“ bis …j“ hinzugefügt.m) In Tabelle 2 wurden die folgenden Legierungen gestrichen:1) EN AC-45200 [EN AC-Al Si5Cu3Mn]; 2) EN AC-51000 [EN AC-Al Mg3(b)]; 3) EN AC-71000 [EN AC-Al Zn5Mg].n) In Tabelle 2 wurden die Legierungsgruppe …Al“ und die folgenden Legierungen hinzugefügt:1) EN AC-21200 [EN AC-Al Cu4MnMg]; 2) EN AC-44400 [EN AC-Al Si9];3) EN AC-45500 [EN AC-Al Si7Cu0,5Mg]; 4) EN AC-71100 [EN AC-Al Zn10Si8Mg].o) In Tabelle 3 wurden die folgenden Legierungen gestrichen:1) EN AC-45200 [EN AC-Al Si5Cu3Mn]; 2) EN AC-51000 [EN AC-Al Mg3(b)]; 3) EN AC-71000 [EN AC-Al Zn5Mg].p) In Tabelle 3 wurden die Legierungsgruppe …Al“ und die folgenden Legierungen hinzugefügt:1) EN AC-21200 [EN AC-Al Cu4MnMg]; 2) EN AC-44400 [EN AC-Al Si9];3) EN AC-45500 [EN AC-Al Si7Cu0,5Mg]; 4) EN AC-71100 [EN AC-Al Zn10Si8Mg].q) In Tabelle 4 wurde die Legierung EN AC-45200 [EN AC-Al Si5Cu3Mn] gestrichen.r) In Tabelle 4 wurden die Legierungsgruppe …Al“ und die Legierung EN AC-48100 [EN AC-Al Si17Cu4Mg]aufgenommen.EN 1706:2010 (D)DIN EN 1706:2010-06 R o b e r t B o s c h G m b H ;;5s) Der frühere Anhang A (informativ) wurde aufgeteilt in Anhang A (informativ) und Anhang B (informativ). t)In Tabelle A.1 wurden die Legierungsgruppe …Al“ und die folgenden Legierungen hinzugefügt: 1) EN AC-43500 [EN AC-Al Si10MnMg]; 2) EN AC-44500 [EN AC-Al Si12(Fe)(b)]; 3) EN AC-48100 [EN AC-Al Si17Cu4Mg]; 4) EN AC-51500 [EN AC-Al Mg5Si2Mn].u) In Tabelle B.1 wurden die gleichen Legierungen wie in Tabelle 1 hinzugefügt bzw. gestrichen. Eine neueFußnote …k“ wurde aufgenommen. Für einige Legierungen wurde die Eignung von einigen Gießverfahren überarbeitet. v) Anhang C, Gegenüberstellung der Bezeichnungen der Aluminium-Gusslegierungen, wurde hinzugefügt. w) Literaturhinweise wurden ebenfalls aufgenommen.Entsprechend der CEN/CENELEC-Geschäftsordnung sind die nationalen Normungsinstitute der folgenden Länder gehalten, diese Europäische Norm zu übernehmen: Belgien, Bulgarien, Dänemark, Deutschland, Estland, Finnland, Frankreich, Griechenland, Irland, Island, Italien, Kroatien, Lettland, Litauen, Luxemburg, Malta, Niederlande, Norwegen, Österreich, Polen, Portugal, Rumänien, Schweden, Schweiz, Slowakei, Slowenien, Spanien, Tschechische Republik, Ungarn, Vereinigtes Königreich und Zypern.EN 1706:2010 (D)DIN EN 1706:2010-06R o b e r t B o s c h G m b H ;;61 AnwendungsbereichDiese Europäische Norm legt die Grenzen der chemischen Zusammensetzung von Aluminiumlegierungen für Gussstücke und die mechanischen Eigenschaften von getrennt gegossenen Probestäben für diese Legierungen fest.Anhang B wurde als Leitfaden zur Auswahl von Legierungen für eine spezifische Anwendung oder einen spezifischen Prozess aufgenommen.Diese Europäische Norm ist in Verbindung mit EN 576, EN 1559-1, EN 1559-4, EN 1676 und EN ISO 8062-3 anzuwenden.2 Normative VerweisungenDie folgenden zitierten Dokumente sind für die Anwendung dieses Dokuments erforderlich. Bei datierten Verweisungen gilt nur die in Bezug genommene Ausgabe. Bei undatierten Verweisungen gilt die letzte Ausgabe des in Bezug genommenen Dokuments (einschließlich aller Änderungen).EN 576, Aluminium und Aluminiumlegierungen — Unlegiertes Aluminium in Masseln — Spezifikationen EN 1559-1, Gießereiwesen — Technische Lieferbedingungen — Teil 1: AllgemeinesEN 1559-4, Gießereiwesen — Technische Lieferbedingungen — Teil 4: Zusätzliche Anforderungen an Guss-stücke aus AluminiumlegierungenEN 1780-1, Aluminium und Aluminiumlegierungen — Bezeichnung von legiertem Aluminium in Masseln, Vorlegierungen und Gussstücken — Teil 1: Numerisches BezeichnungssystemEN 1780-2, Aluminium und Aluminiumlegierungen — Bezeichnung von legiertem Aluminium in Masseln, Vorlegierungen und Gussstücken — Teil 2: Bezeichnungssystem mit chemischen SymbolenEN 1780-3, Aluminium und Aluminiumlegierungen — Bezeichnung von legiertem Aluminium in Masseln, Vorlegierungen und Gussstücken — Teil 3: Schreibregeln für die chemische Zusammensetzung EN 10002-1, Metallische Werkstoffe — Zugversuch — Teil 1: Prüfverfahren bei RaumtemperaturEN 12258-1, Aluminium und Aluminiumlegierungen — Begriffe und Definitionen — Teil 1: Allgemeine Begriffe EN ISO 6506-1, Metallische Werkstoffe — Härteprüfung nach Brinell — Teil 1: Prüfverfahren (ISO 6506-1:2005)EN 1706:2010 (D)DIN EN 1706:2010-06 R o b e r t B o s c h G m b H ;;73 BegriffeFür die Anwendung dieses Dokuments gelten die Begriffe nach EN 12258-1:1998 und die folgenden Begriffe. 3.1 GießenVerfahren, bei dem Flüssigmetall in eine Form oder Kokille gegossen wird, in der es erstarrt [EN 12258-1:1998, 4.1.1]3.2SandgussGießverfahren, bei dem Flüssigmetall in eine Sandform gegossen wird und (bei Atmosphärendruck) erstarrt [EN 12258-1:1998, 4.1.8]3.3KokillengussGießverfahren, bei dem Flüssigmetall in eine Metallform gegossen wird und (bei Atmosphärendruck) erstarrt [EN 12258-1:1998, 4.1.9]3.4NiederdruckkokillengussGießverfahren, bei dem Flüssigmetall in eine Metallform gegossen und bei niedrigem Druck (typischerweise 7 kPa über atmosphärischem Druck) erstarrt [EN 12258-1:1998, 4.1.11]ANMERKUNGDieses Gießverfahren ist auch mit einer Sandform anwendbar, genannt …Niederdrucksandguss“.3.5DruckgussGießverfahren, bei dem Flüssigmetall in eine Metallform gegossen wird und bei hohem Druck (typischerweise 7 MPa) erstarrt[EN 12258-1:1998, 4.1.10]3.6FeingussGießverfahren, welches durch die folgenden beiden Prozessstufen gekennzeichnet ist:a) Herstellung einer Keramikform mit Hilfe eines Modells aus Wachs oder aus einem thermoplastischenKunststoff, welches während dieses Prozesses verloren geht; und b) Gießen des Metalls in diese Keramikform [EN 12258-1:1998, 4.1.12]3.7FließvermögenFähigkeit einer Legierung dünnwandige Gussstücke zu bilden und genaue Einzelheiten des Gussstücks wiederzugeben3.8WarmrissneigungTendenz zur Rissbildung in einem Gussstück aufgrund von inneren Spannungen während der ErstarrungEN 1706:2010 (D)DIN EN 1706:2010-06R o b e r t B o s c h G m b H ;;83.9DruckdichtheitEigenschaft, bei der Druckprüfung keine Undichtheit zu haben3.10BestelldokumentDokument oder Reihe von Dokumenten, das (die) zum Zeitpunkt der Bestellung zwischen Lieferer und Käufer vereinbart wurde(n)ANMERKUNG Ein Bestelldokument kann ein Auftrag des Käufers sein, der vom Lieferer bestätigt wird oder ein Angebot des Lieferers, das vom Käufer bestätigt wird.4 BestellangabenDas Bestelldokument muss einen Verweis auf diese Europäische Norm enthalten. Es muss alle die nach EN 1559-1 und EN 1559-4 geforderten Bestellangaben enthalten.5 Bezeichnungssysteme5.1 Numerisches BezeichnungssystemDas numerische Bezeichnungssystem muss in Übereinstimmung mit EN 1780-1 sein.5.2 Bezeichnungssystem mit chemischen SymbolenDas Bezeichnungssystem mit chemischen Symbolen muss in Übereinstimmung mit EN 1780-2 sein. Für unlegierte Sorten muss die Bezeichnung in Übereinstimmung mit EN 576 sein.5.3 Bezeichnung der WerkstoffzuständeDie folgenden Abkürzungen müssen zur Bezeichnung der Werkstoffzustände für die Bedingungen der Wärmebehandlung angewendet werden, auf die in den Tabellen 2, 3, 4 und A.1 verwiesen wird: ⎯ FGusszustand;⎯ O weichgeglüht; ⎯ T1 kontrollierte Abkühlung nach dem Guss und kaltausgelagert; ⎯ T4 lösungsgeglüht und kaltausgelagert — wo anwendbar;⎯ T5 kontrollierte Abkühlung nach dem Guss und warmausgelagert oder überaltert; ⎯ T6lösungsgeglüht und vollständig warmausgelagert;⎯ T64 lösungsgeglüht und nicht vollständig warmausgelagert — Unteralterung; ⎯ T7lösungsgeglüht und überaltert (warmausgelagert) (stabilisierter Zustand).ANMERKUNG Bei Aluminium-Gusslegierungen, die nach dem Lösungsglühen bei erhöhten Temperaturen abgeschreckt werden, können Verformungen auftreten.5.4 Bezeichnungen der GießverfahrenDie folgenden Kurzzeichen sind zur Bezeichnung der verschiedenen Gießverfahren zu verwenden: ⎯ S Sandguss; ⎯ K Kokillenguss;⎯ D Druckguss; ⎯ L Feinguss.EN 1706:2010 (D)DIN EN 1706:2010-06 R o b e r t B o s c h G m b H ;;95.5 Produktbezeichnung auf ZeichnungenDie komplette Bezeichnung des Gussstücks muss auf der Zeichnung als Teil der Bestellangaben angegeben werden. Diese Bezeichnung enthält: ⎯ die Nummer dieser Europäischen Norm; ⎯ die Legierungsbezeichnung; ⎯ die Bezeichnung des Gießverfahrens; ⎯ die Bezeichnung des Werkstoffzustands.BEISPIEL EN 1706 AC-42000-K-T6 ist die komplette Bezeichnung eines Kokillengussstücks aus der Legierung EN AC-42000, lösungsgeglüht und vollständig warmausgelagert.6 Chemische Zusammensetzung6.1 AllgemeinesDie chemische Zusammensetzung muss nach den in EN 1780-3 festgelegten Schreibregeln angegeben werden. Die chemische Zusammensetzung von Aluminium-Gusslegierungen mit ihren Grenzwerten, muss den Festlegungen in Tabelle 1 entsprechen.ANMERKUNG In Tabelle 1 sind ebenfalls die Zusammensetzungen von Masseln zur Herstellung von Gussstücken angegeben. Diese Werte stehen in Klammern, wenn sie von den Grenzwerten für Gussstücke abweichen und wurden EN 1676 entnommen.Wenn vorgeschrieben, müssen Analysen für die Elemente durchgeführt werden, für die besondere Grenzwerte in Tabelle 1 angegeben sind. Analysen für andere Elemente müssen nur durchgeführt werden, wenn sie zwischen Lieferer und Käufer vereinbart sind. Dies gilt speziell für die Elemente, die zur Kornfeinung oder Veredlung der Schmelze dienen, wie beispielsweise Natrium, Strontium, Antimon und Phosphor. Die Legierungselemente und Verunreinigungen müssen in der folgenden Reihenfolge angegeben werden: Silicium, Eisen, Kupfer, Mangan, Magnesium, Chrom, Nickel, Zink, Blei, Zinn, Titan, andere Elemente einzeln/gesamt, Aluminium.Zusätzlich festgelegte Elemente mit spezifischen Grenzwerten müssen in alphabetischer Reihenfolge ihrer chemischen Symbole nach Titan eingefügt werden oder sind in Fußnoten anzuordnen.6.2 Proben für die AnalyseSind Proben für die Analyse mittels Emissionsspektrometrie erforderlich, so müssen diese aus der Schmelze beim Gießen der Gussstücke entnommen und in eine metallische Form gegossen werden.ANMERKUNG Soll eine Analyse mittels Emissionsspektrometrie an einem Gussstück durchgeführt werden, so wird empfohlen, einen Teil des Gussstücks umzuschmelzen und in eine metallische Probenform zu gießen, um Seigerungs-effekte zu vermeiden. Bei diesem Umschmelzprozess verringern sich üblicherweise die Gehalte von bestimmten Elementen, wie z. B. Natrium, Strontium und Magnesium und daher sollten solche Elemente direkt aus dem Gussstück analysiert werden.Für die Probenahme und die Analyse wird empfohlen, bereits bestehende Regeln oder Normen anzuwenden, bis eine entsprechende Europäische Norm veröffentlicht ist.EN 1706:2010 (D)DIN EN 1706:2010-06R o b e r t B o s c h G m b H ;;10Tabelle 1 — Chemische Zusammensetzung der GusslegierungenChemische Zusammensetzung in Massenanteilen (%)LegierungsbezeichnungAndereBeimengungen a, gAlu- miniumLegierungs- gruppenumerisch chemische SymboleSi Fe Cu Mn Mg Cr Ni Zn Pb Sn Ti heinzeln gesamt– Al 99,6E 0,10 0,30 0,01 0,007 0,02 0,005 – 0,04 – – – 0,03 e – 99,60 min. Al d– Al 99,7E 0,07 0,20 0,01 0,005 0,02 0,004 – 0,04 – – – 0,03 f– 99,70 min.EN AC-21000 EN AC-Al Cu4MgTi 0,20(0,15) 0,35 (0,30) 4,2 bis 5,00,10 0,15 bis 0,35(0,20 bis 0,35)– 0,05 0,10 0,05 0,050,15 bis 0,30(0,15 bis 0,25) 0,03 0,10 Rest EN AC-21100 EN AC-Al Cu4Ti 0,18 (0,15) 0,19 (0,15) 4,2 bis 5,20,55 – – – 0,07 ––0,15 bis 0,30(0,15 bis 0,25)0,03 0,10 Rest AlCuEN AC-21200EN AC-Al Cu4MnMg 0,10 0,20 (0,15) 4,0 bis 5,00,20 bis 0,50 0,15 bis 0,50(0,20 bis 0,50) –0,05(0,03)0,10(0,05)0,03 0,030,10 (0,05) 0,03 0,10 Rest AlSiMgTi EN AC-41000 i EN AC-Al Si2MgTi 1,6 bis 2,40,60 (0,50) 0,10 (0,08) 0,30 bis 0,50 0,45 bis 0,65(0,50 bis 0,65) – 0,05 0,10 0,05 0,050,05 bis 0,20(0,07 bis 0,15)0,05 0,15 Rest EN AC-42000 i EN AC-Al Si7Mg 6,5 bis 7,50,55 (0,45) 0,20 (0,15) 0,35 0,20 bis 0,65(0,25 bis 0,65) – 0,15 0,15 0,15 0,050,25 j (0,20)0,05 0,15 Rest EN AC-42100 i EN AC-Al Si7Mg0,3 6,5 bis 7,50,19 (0,15) 0,05 (0,03) 0,10 0,25 bis 0,45(0,30 bis 0,45) – – 0,07 – – 0,25 j(0,18) 0,03 0,10 Rest AlSi7MgEN AC-42200 iEN AC-Al Si7Mg0,66,5 bis 7,50,19 (0,15) 0,05 (0,03) 0,10 0,45 bis 0,70(0,50 bis 0,70) – – 0,07 – – 0,25 j(0,18) 0,03 0,10 Rest EN AC-43000 i EN AC-Al Si10Mg(a) 9,0 bis 11,00,55 (0,40) 0,05 (0,03) 0,45 0,20 bis 0,45(0,25 bis 0,45) – 0,05 0,10 0,05 0,050,15 0,05 0,15 Rest EN AC-43100 i EN AC-Al Si10Mg(b) 9,0 bis 11,00,55 (0,45) 0,10 (0,08) 0,45 0,20 bis 0,45(0,25 bis 0,45) – 0,05 0,10 0,05 0,050,15 0,05 0,15 Rest EN AC-43200 EN AC-Al Si10Mg(Cu) 9,0 bis 11,00,65 (0,55) 0,35 (0,30) 0,55 0,20 bis 0,45(0,25 bis 0,45) – 0,15 0,35 0,10 –0,20(0,15)0,05 0,15 Rest EN AC-43300 i EN AC-Al Si9Mg9,0 bis 10,00,19 (0,15) 0,05 (0,03) 0,10 0,25 bis 0,45(0,30 bis 0,45) – – 0,07 – – 0,15 0,03 0,10 Rest EN AC-43400 i EN AC-Al Si10Mg(Fe) 9,0 bis 11,01,0 (0,45 bis 0,9)0,10 (0,08) 0,55 0,20 bis 0,50(0,25 bis 0,50) – 0,15 0,15 0,15 0,050,20(0,15)0,05 0,15 Rest AlSi10MgEN AC-43500 iEN AC-Al Si10MnMg c 9,0 bis 11,50,25 (0,20)0,05 (0,03)0,40 bis 0,800,10 bis 0,60(0,15 bis 0,60)– – 0,07 – –0,20(0,15)0,05 0,15 RestEN 1706:2010 (D)DIN EN 1706:2010-06 R o b e r t B o s c h G m b H ;;。
压铸铝合金的化学成分和力学性能表

0.15
0.15
0.25
0.25
余量
四.欧盟标准EN1706:1998欧盟压铸铝合金化学成分和力学性能表
合金牌号
化学成分
抗拉强度Mpa最小
屈服强度Mpa最小
伸长率%最小
布氏硬度HB最小
代号
Si
Fe
Cu
Mn
Mg
Ni
Zn
Pb
Sn
Ti
ENAC-43400
9.0
11.0
0.45
0.9
0.08
0.55
余量
ADC10
2.0-4.0
7.5-9.5
0.3以下
1.0以下
1.3以下
0.5以下
0.5以下
0.2以下
余量
ADC10Z
2.0-4.0
7.5-9.5
0.3以下
3.0以下
1.3以下
0.5以下
0.5以下
0.2以下
余量
ADC11
A1-Si8Cu3Fe
2.5-4.0
7.5-9.5
0.3以下
1.2以下
1.3以下
<1.2
余量
GB/T15115-94
YL113
9.6-12.0
1.5-3.5
<0.30
<1.2
日本
ADC10
7.5-9.5
2.0-4.0
<0.30
<1.3
JISH5302-82
ADC12
9.6-12.0
1.5-3.5
<0.30
<1.3
美国
380
7.5-9.5
3.0-4.0
DIN_EN1706铝及铝合金铸件--化学成份和机械性能
Ref. No. DIN EN 1706 : 1998-06
English price group 11 Sales No. 1111
11.98
Als Papierkopie - kein Änderungsdienst / Printed copy - no alert service
Page 2 DIN EN 1706 : 1998-06
Page 11 EN 1706 : 1998
Als Papierkopie - kein Änderungsdienst / Printed copy - no alert service
Page 12 EN 1706 : 1998
Als Papierkopie - kein Änderungsdienst / Printed copy - no alert service
Page 15 EN 1706 : 1998
Als Papierkopie - kein Änderungsdienst / Printed copy - no alert service
DIN EN 1706 铝和铝合金铸件化学成分和机械性能(中文版)

5 5.1
化学成分 概述 化学成分必须按 EN 1780-3 中规定的书写规则标出。铝铸造合金的化学成份是 按表 1 中质量组分的 % 来确定的。
铝和铝合金 铸件 化学成分和机械性能
EN 1706 共 17 页 第 7 页
注释:
在表 1 中,同样也标明了制作铸件的生铁块的化学成分。这些数字都 写在括号中。如果它与铸件所要求的极限值不一致,则采用 EN 1676 中的数值。 如果指明必须对元素进行分析,关于一些特定的极限值都列举在表 1 中。其它 元素,如果在供求双方之间有协议,也必须进行分析。这些情况特别适用于须 要细晶化的元素和其熔化液须要进一步精炼的元素,例如钠,锶,锑,磷等元 素。这些合金元素及杂质必须按下面的顺序予以注明。 — 硅(Si),铁( Fe),铜( Cu),锰( Mn),镁( Mg),铬( Cr),镍 (Ni),锌( Zn),钛( Ti),其余(全部)元素,铝。 其他指明的,确定有极限值的元素,在字母序列的顺序中都要插在锌和钛之间。 在这里,铅和锡也必须包括在顺序中,或者在注脚中写明。
1998 年 6 月 DIN EN 1706 共 17 页 第 2 页
铝和铝合金 铸件 化学成分和机械性能
EN 1706 共 17 页 第 3 页
欧洲标准
EN 1706 1998年3月
ICS 77.040.30; 77.150.10 主题词: 铝,铝合金,铸件,定义,标记,化学成分,机械性能,试验 德文本 铝和铝合金
5.2
用于分析的试样 借助发射光谱测定法来进行分析的试样是必须做的。所以在铸造时就必须从熔 融金属中提取这种试样注入金属模具中。 注释: 借助发射光谱测定法对铸件进行分析是必须有的一个步骤,所以建议 将铸件的一部分再行熔化,并用金属的试样模型再行铸造,以避免出 现熔析现象。在这样再行熔化的过程中,可以查明所规定的元素,例 如钠( Na),锶( Sr),镁( Mg)的含量是否减少,所以这些元素应 该直接从铸件中取出分析。 关于取样和分析,在相应的标准发行之前,建议使用现有的标准和规定。
炉前及压铸件、重力铸造件化学成分力学性能标准
1.范围本标准规定了压铸铝、锌合金在炉前分析及铸件化学成分、力学性能的标准2.引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
适用本标准的各方应使用下列标准版本。
1、GB/T8733-2007 《铸造铝合金锭》2、GB/T15115-94 《压铸铝合金》3、B54 1120-2011E 《铝合金材料标准》4、EN 1706:1998E 《铝及铝合金—铸件:化学成分和机械性能》5、SAE J452-2003 通用信息—SAE铝铸造合金的化学成分、机械与物理性能6、ASTM B85-03 铝合金压铸件标准规范7、JIS H5302:20068、B&S 51K铝合金机械性能及物理性能9、ASTM B86 锌及其合金铸造和压铸标准10、BS EN 12844-1999 锌及其合金压铸标准3.炉前化学成分控制表:4.铸件化学成分、力学性能控制表:4.1.压铸铝合金件材料牌号、化学成份应符合表三的规定。
4.2.重力铸造铝合金件材料牌号、化学成份应符合表四的规定。
4.3 压铸锌合金件材料牌号、化学成分应符合表五的规定。
表五:锌合金铸件化学成分(%)**: Beta Group=Pb+Sn+Bi≤0.25%Sludge factor=(Fe%)+(2XMn%)+(3XCr%)≤1.8%4.4. 力学性能4.4.1 当采用压铸试样检验时,其力学性能采用相应的产品标准,若没有相应的产品标准,其力学性能应符合GB/T 15115的规定。
当采用浇注试杆测定抗拉强度时,其测定值为压铸试杆的70%;除用户特殊要求外,不采用铸件本体取样测定抗拉强度。
不同材料力学性能见下表(表六)备注:AiSi7Mg0.6为重力铸造材料,表中力学性能数值是指T6热处理工艺以后要求达到的数值。
5.试验方法和检验规则5.1 化学成分5.1.1 压铸铝合金件化学成分的分析方法按GB/T6987.1—6987.24—86《铝及铝合金化学分析方法》或GB/T7999《铝及铝合金的光电光谱分析方法》的规定进行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
翻译
DIN EN 和 DIN 两标准中,铝和铝铸造合金名称对照表
铝和铝合金
铝和铝合金
铝和铝合金
附录A(供参考)
浇铸特性的对比;机械性能和其他性能
本附录 A 对设计师和用户都会有指导作用。
按理说,本附录A应该把常用的
浇铸法全盘托出,并根据列举出来的性能把合金划归具有巨大拉伸力的金属。
但按铸件制造方法和热处理方式来分类,从来就是摇摆不定,而且这种分类
法只适用于有限的范围。
附录中毕竟有相当多的数值具有方向性指导作用。