PROE拆电极教程之欧阳家百创编
PROE拆电极 文本文档

第二种copy曲再转成实体,这种方法较好, 个人做法是在prt模块做好曲面再在装配里直接点曲面转化成实体零件,在prt模块做曲面较灵活,好处是:做好的曲面在装配及分模模块下可共享,所以本人推荐在prt模块做好曲面,举一反三分模时在prt模块做好曲面进入分模模块下直接点击曲面就OK了
PROE拆电极有两种方法:
第一种是用广东做模俚语俗称"印饼仔"的Cut out功能,偶在塑胶模具版[原创]关于拆电极和电极工程图的注意事项!!!提及过, 塑胶模具版亦有教程,Cut out功能虽然不错,但不是万能,比如有些分模时是炸不开的,靠copy曲面出来的前后模(例如很多黄色破面修复且较复杂的产品)用Cut out就会因公差问题不能Cut out
在prt模块做电极曲面无非是用 copy Extend Merge 和曲面高级功能下的Free From来实现,PROE的Extend功能强大很好用但要讲究方法,延伸曲面时经常失败,这可要多动脑筋啦
第二种copy曲再转成实体,这种方法较好, 个人做法是在prt模块做好曲面再在装配里直接点曲面转化成实体零件,在prt模块做曲面较灵活,好处是:做好的曲面在装配及分模模块下可共享,所以本人推荐在prt模块做好曲面,举一反三分模时在prt模块做好曲面进入分模模块下直接点击曲面就OK了
下图是个前模拆电极的例子,拆电极前首先要对其进行分析,有五支螺丝碰穿位可镶针所以拆电极时可封闭的,中间凸起模芯由于底部有倒圆角所以要原身留出来,拆电极时要留意了不能封闭哦,还有四个枕位,拆电极时要封闭缺口,这就要在做面时用到曲面高级功能下的Free From来实现了,再下来是步骤了:1:在prt模块做好曲面 2:在装配模块下生成电极零件 3:在绘图模块下生成电极工程图
在PROE拆电极铜公的小技巧

在PROE拆电极铜公的小技巧在PROE中,电极铜公的拆分是一个非常重要的步骤。
它决定了电极的质量和准确性,并直接影响到加工生产的效率和质量。
为了提高拆电极铜公的效率和成功率,本文将介绍一些在PROE中拆电极铜公的小技巧。
一、使用“钳子”工具在PROE中拆电极铜公时,常会遇到一些不规则形状的零件,这时候使用“钳子”工具可以轻松解决这个问题。
“钳子”工具可以选择任意不规则形状的零件,完成电极铜公的拆分任务。
使用“钳子”工具需要注意的是,选择合适的点进行分割,避免在分割过程中产生不必要的问题。
二、使用“分离面”工具PROE中提供了“分离面”工具,可以让你在不改变原始零件的情况下,根据需要拆分出多个零件,非常方便。
使用“分离面”工具还可以避免因误操作而损坏原零件的问题。
在使用“分离面”工具时需要注意的是,要选择正确的分离面,以确保所拆分的零件符合预期结果。
三、深入了解“切割”工具PROE中的“切割”工具是拆分电极铜公的最有效方法之一。
如果你掌握了“切割”工具的使用方法,那么在PROE中拆分电极铜公将变得异常简单。
但是,在使用“切割”工具时请保持警惕,切割错误可能会导致零件的不连通。
四、了解并利用“自动拆分”功能PROE中还有一项非常强大的拆分功能:“自动拆分”。
利用“自动拆分”功能,可以在不改变原始零件的情况下,根据需要拆分出符合需求的零件。
而且,“自动拆分”功能非常灵活,可以根据需求自动调整拆分的零件个数和位置等参数。
五、学习使用“划分元素组”工具在使用PROE进行拆分时,如果没有使用“划分元素组”工具,拆分的零件可能会产生不必要的连通性问题。
因此,在进行拆分时,必须学会使用“划分元素组”工具,以帮助我们避免这些问题。
这个工具可以将零件元素分类组成组别,有助于我们进行拆分和管理。
六、多练习,不断尝试在PROE中,拆分电极铜公的技巧需要通过不断练习和尝试来掌握。
平时可以在其它的简单零件上尝试拆分,熟练后再尝试更为复杂的零件。
拆电极操作简要说明
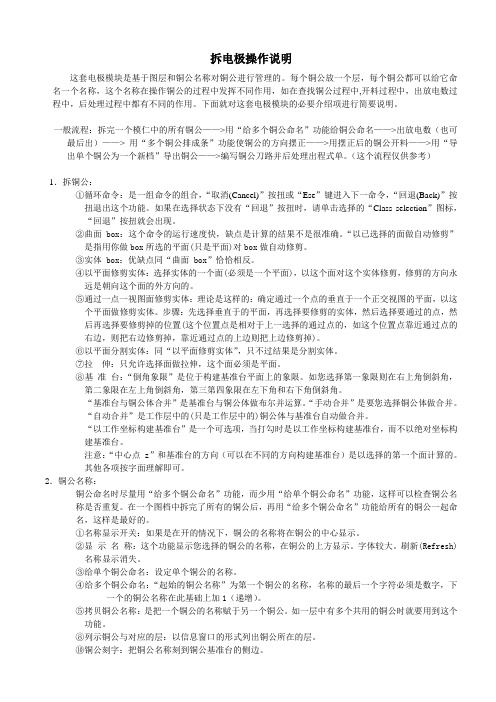
拆电极操作说明这套电极模块是基于图层和铜公名称对铜公进行管理的。
每个铜公放一个层,每个铜公都可以给它命名一个名称,这个名称在操作铜公的过程中发挥不同作用,如在查找铜公过程中,开料过程中,出放电数过程中,后处理过程中都有不同的作用。
下面就对这套电极模块的必要介绍项进行简要说明。
一般流程:拆完一个模仁中的所有铜公——>用“给多个铜公命名”功能给铜公命名——>出放电数(也可最后出)——> 用“多个铜公排成条”功能使铜公的方向摆正——>用摆正后的铜公开料——>用“导出单个铜公为一个新档”导出铜公——>编写铜公刀路并后处理出程式单。
(这个流程仅供参考)1.拆铜公:①循环命令:是一组命令的组合,“取消(Cancel)”按扭或“Ese”键进入下一命令,“回退(Back)”按扭退出这个功能。
如果在选择状态下没有“回退”按扭时,请单击选择的“Class selection”图标,“回退”按扭就会出现。
②曲面 box:这个命令的运行速度快,缺点是计算的结果不是很准确。
“以已选择的面做自动修剪”是指用你做box所选的平面(只是平面)对box做自动修剪。
③实体 box:优缺点同“曲面 box”恰恰相反。
④以平面修剪实体:选择实体的一个面(必须是一个平面),以这个面对这个实体修剪,修剪的方向永远是朝向这个面的外方向的。
⑤通过一点一视图面修剪实体:理论是这样的:确定通过一个点的垂直于一个正交视图的平面,以这个平面做修剪实体。
步骤:先选择垂直于的平面,再选择要修剪的实体,然后选择要通过的点,然后再选择要修剪掉的位置(这个位置点是相对于上一选择的通过点的,如这个位置点靠近通过点的右边,则把右边修剪掉,靠近通过点的上边则把上边修剪掉)。
⑥以平面分割实体:同“以平面修剪实体”,只不过结果是分割实体。
⑦拉伸:只允许选择面做拉伸,这个面必须是平面。
⑧基准台:“倒角象限”是位于构建基准台平面上的象限。
用ProE作电极设计

用ProE作电极设计
优点
在一个档案内拆出所有电极且位置对应在统一的基准
操作容易
方便出放电位置图
使用工具
Pro/Moldesign
Offset指令
1. 使用Pro/Moldesign建立供设计电极所需之模具档案
操作方式与一般拆模相同,唯一不同点为参考模型改为先前拆好的模块而非成品模型.
依序将所要拆的电极个别建立,标注尺寸时将电极的基准对应到欲放电工件的基准,当然与欲放电工件的基准
的距离与电极大小尽量取整数值.
通常我们会将放电接触面长度予以延伸,如下图黄色面部位.往外时延伸值为正值,反之为负. 例如: 为避免底部面太接近欲放电工件,我们可将底面往下offset.
4.由模具电极档案直接产生电极放电位置图
直接选取刚刚拆模的组立档作为出图档案.因所拆的体积块(电极)的特征存在组立文件中,故可用显示尺寸方式
将所有尺寸一次全部显示出来,显示方式并可切换成坐标方式.。
拆电极

拆电极一、检查3D,先看后做1、3D是否是实体,爛面,變形,倒扣,完整,2、3D設計是否合理,可不可以优化3、靠插破位置,设计是否预留,模具是否有交涉处4. 模具材質,產品要求,客戶二、编程者与钳工检讨模具工艺,确定加工方案三、拆1、工作摆放基础2、电极模仁基准角一致3、电极避空是否合理(考虑用刀)4、形体组成电极是否合理(考虑电极的加工效率)5、电极归层正确四、电极检查1、电极模仁干涉检查2、电极形体是否合并3、不同电极是否同层4、是否有遗漏的形体未拆(vceicut)热处理前开粗1、背面需加工时,正面开粗需预留2、模仁中间较空时,中间连接起来,两端也连接起来3、模仁较长且较窄时,开粗余量多预留4、根据模具大小、材料,确定合理参数,选择合理刀具电极加工1、电极干涉检查2、电极摆放与出图加工一致3、检查刀路是否漏铣或扣错间隙程式单1、程式单贴图清晰,数据正确2、基本信息(模具、路径、零件名、程式名、日期、编程者、机台、坐标抓取方式)3、特殊说明(如需:避空、侧放、是否装入子)4、刀具信息正确修模1、找钳工检讨,了解模具状况,确定加工方案2、确定烧焊大小3、根据各部门实际状况工艺微调铣模仁1、确定模仁加工工艺(如一次加工、二次加工、装入子等)2、对比开粗前的3D与精修3D差异3、查看开粗后模仁状况,以备精修参考4、检查模仁是否过切、漏铣電極拆解:1.打開圖層看所有電極2.電極模仁干涉檢查3.電極形體是否合併4.不同電極是否同層模具組立結構:1.靠插破位置,是否設計預留2.瞭解膠位與模具位置,是否可以減少電極3.3d是否合理,可不可以優化熱處理后開粗刀路是否合理1.與上一工序作比對,看是否燒焊或變化較大要單獨加刀路2.用上次開粗刀路做此次毛坯或看開粗是否有殘料3.根據不同材質調整合理參數4.抬刀過多是否可優化修模是否合理1.燒焊處刀路是否都有加工到2.是否入子干涉,是否拆裝入子3.與鉗工檢討是否可以別的工藝代替4.瞭解模具進度,是否多次設變一起加工5.根據各部門實際狀況工藝微調1.檢查3D,先看後做2.考慮工件裝夾A.背面需加工時正面開粗預留B.正方形電極出圖于加工是否一致,不一返修就會裝錯c.座標取數勿取掛臺D.工件加工要注意座標抓取方式3.刀路檢查a.加工最高面降低后刀路從此面開始而非0點,造成第一刀撞到B。
PROE拆电极教程

PROE拆电极教程————————————————————————————————作者:————————————————————————————————日期:PROE 拆电极教程我们在拆电极前首先要考虑电极的方向性问题,所以事前必做的步骤是选一大平面为Z轴的基准面,写上DATUM英文,另倒一斜角作X Y轴的方向角,如下图所示:我们在拆电极前首先要解公司用料情况,尽量做到物尽其材,进口铜较一般标准单边减1mm至1.5mm已足够,国产锻打铜做得较不标准建议单边减2mm较妥, 还有最重要的较表位,如公司条件较好的话XY轴较表位预设单边8mm左右,最少不能低于5mm,方便较表通过,如下图所示:电极的基座相当重要,很多拆组合电极的同袍应该遇到利用线切割清除刀具不能加工的地方(下右上图属典型须用线切割清角的电极),这时须要用基座进行分中碰数,还有利用线割铜丝(慢走丝EDW)和基座调节电极的垂直度,这时基座重要性离就突现出来了!以三角形(勾股定理)为例:如股和弦的夹角(tan)设一小小角度,将弦越拉长,勾的长度亦跟随变化大家可以随便摆个工件在机床做个试验,用较表移动2mm可看到表针移动很少,移到50mm时表针变化很大,证明角度和长度关系重要吧,从这一实验可以证明电极的基座多么重要!基座越厚调节电极的垂直度越准,建议设置15mm以上,当然有些山寨厂要省铜料的话我无话可说,如下图所示:EDM冲水位高度的预设也要注意,在工件最高处加5mm以上较妥,这样方便火花机加工时冲走残渣,大家不要小看这环,EDM放电加工时会产生残渣,如果不能及时冲走碳粉的话会,EDM的二次放电会损伤电极,更致命的是积碳造成工件损坏,特别是加工深骨位(加强筋之类),由于积碳造成大肚倒扣,注塑时会出现粘模现象,本人就有切肤之痛(由于偶做模由底层学徒做起),当然前模影响就更不用说了,相信做过模具的同袍应有深刻的体会!!!所以冲水位也不能勿视,如下图所示:拆电极X.Y.Z三轴偏移尺寸有两种方法,一种方法是以电极边沿最大点均匀放大,结果是出现小数点,第二种方法三轴预设整数不考虑电极边沿均匀放大问题,好处是EDM加工时不会因有小数点移错尺寸,减少出错机会,所以推荐第二种方法,如下图所示:这是电极Z轴预设示意图:电极方向性很重要本人开篇已提过,方向性示意有两种方法:第一种四角中其它三处倒圆角对应基准角(DATUM)倒斜角,这种方法缺点不分辨精、粗加工电极!!!如下图红色圆圈所示:电极方向性第二种方法:这方案极容易分辨精、粗加工电极!!!模房师父和EDM操作员一眼就能分辨,方法是四角都倒圆角(其它三处建议倒R3以上)对应基准角(DATUM)倒较小R,只要不刮手就行了(建议R0.5MM),这样很清楚明了,如下图红色圆圈所示:这是第二种方法的粗加工电极表示方法,做法是四角中其它三处倒斜角对应基准角(DATUM)倒圆角(建议R0.5MM),大家一看觉得有点重复了吧?没错,其实这份工作CNC编程员来完成,他们只要改刀路外形线就完成了,本人在Mastercam版块下:[原创]各位CNC的兄弟姐妹,想学电极(铜公)工程图的看过来!!!有提及,有部分人嗤之以鼻认为没必要,这是很自我的做法,方便别人等于方便自已,模房师父和EDM操作员一眼就能分辨,不用卡尺测量分辨粗幼公多方便?! 我们干活要注重团体配合,改刀路是举手之劳习惯成自然啊,大家上下两楼对比分析一下是不是清晰明了啊?!如下图所示:拆电极要非常注意拨模斜度问题,注塑时出现粘模现象,往往就是不注意拨模斜度的后果,现在的3D设计工程师画的产品90%都不注意拨模斜度问题,每次分模前要我们都要花费大量时间修改拨模斜度,有时修改拨模斜度时间比分模还长,这也是现代工程师不太了解做模工序,又不善于和不同作业分工的师父沟通吸取经验不肯屈驾就尊哦,我所接触的欧、美、日本3D产品较注意这问题,特别是日本模具只要骨位(加强筋之类)高度超过0.5mm都要求做拨模斜度,可见拨模斜度是多么重要,注塑时出现粘模现象跟拨模斜度有着直接关系(当然还和真空排气也有关联),大家千万要注意!!!!!!!!修改骨位(加强筋)拨模斜度的厚度设计跟产品的缩水现象有很大关系:关于骨位(加强筋)计算方法,以塑胶原料ABS为例: 加强筋为产品厚度的2/3或不超过70%,以产品2.5mm厚方为例:加强筋的拔模斜度最厚地方不得大于1.7mm否则会出现缩水现象!关于拨模角度的计算方法: (勾股定理和反函数)以产品2.5mm厚方为例:加强筋的拔模斜度最厚地方不得大于1.7mm,顶端最薄处改成1.3mm,相减得出0.4mm再除二等于0.2mm 就是勾长,加强筋股的高度为15mm,求夹角正切(Tan), 0.2mm除以15mm的得数再反函数Tan,就可求出拨模角度了其实我们做任何产品设计首要条件是要考虑修改可行性,任何时要做到有所保留有得救,记住做模诀窍:"加胶容易减胶难"!!!希重大家在设计时要特别注意这问题!!! 改拨模斜度也一样哦,如下图所示:拆电极要非常注意延伸问题,不延伸EDM加工后的模具,注塑出来的产品外观及夹口都有一定影响,现在很多产品直接用火花纹做外观滴! 本人遇到很多来我厂见工拆电极时都不注意这种问题,这可不是合格模具工作者所为哦!如下图所示红色部分是典型以延伸的地方!像这样红色圆圈所示的地方须延伸!!!和上图类同!!!下图是典型拆电极要特别注意的地方!!!如下图红色圆圈所示:大家都知道EDM加工要预留火花位,以精加工单边0.07mm火花位为例,驳口处两个电极须延伸交差才能达到完美效果(当然有些模具由于产品剧情须要,有些地方不能延伸,精加工电极局部地方不放火花位就OK 了),大家记住这个口诀:"拆电极时能延伸的地方尽量延伸!!!",就好像我们分模时做型面要延伸一样,千方要注意,现在好多打着清华、北大,铁道出版的所谓模具设计书,分模教程看了叫人冷汉直冒,几乎就将产品边沿不做延伸直接延长出来就算OK 了,这是做模的大忌哦,不知那些是不是真的专家教授学者,很多东西有姿势没实际,有的简直是在误导人家!!!建议那些专家教授学者多到基层取经!所以再次强调:拆电极时能延伸的地方尽量延伸!!!如下图红色圆圈所示:下图红色圆圈所示是拆电极时必须两电极须延伸交差的效果图:下图红色圆圈所示是拆电极时必须两电极不延伸交差,单边放0.07mm 火花位,EDM加工后的效果图:拆电极时为减少EDM拆卸次数和数量,厂方铜料允许情况下尽量组合在一起(当然要考虑刀具能否加工问题,大家要举一反三灵活运用哦)这是组合电极的效果图下图是典型高低跌差很大的产品!如下图所示:由于高低跌差很大,CNC加工时极容易变形,拆电极要特别注意加强防护问题,所以做加强筋可起到防止变形的作用于!!!遇到类似问题大家要举一反三灵活运用哦,如下图所示:我们还须做以下步骤:在电极后面雕上模具编号、前模或后模、电极编号、XYZ三轴偏移数据,EDM粗精加工的火花位,当敲字的工序由CNC 操作员来做了,如下图所示:这是偶用Proe野火2.0拆出来的一些电极图:这效果图3拆好电极我们要出详细下料单的,这时就要分析电极材料大小了,其实大部分软件都有BOX这功能,本人就以Proe和Mcam为例:在Proe下的NC模块和分模模块都有BOX功能,以分模模块为例,首先在电极里做个坐标,再在分模模块下点击下图红色圆圈图标----再点击坐标系---再点击确定,BOX就建好了,再分析电极三轴尺寸就OK了,如下图所示:下图所示是Proe动化定BOX的图片:下图所示是Mcam动化定BOX的图片:下图所示是Mcam分析电极三轴尺寸的图片:工程图在模具行业占有重要一席之位,虽然现在画产品进入3D时代,但2D工程图可以解释3D无法表达的数据,电极工程图亦同样重要,你电极和刀路做得再好,你无法表达出来会大打折扣,工程图就帮你解决了这个问题, 以前模房师父打火花都跑去问CNC偏编程师父抄数据,现在大公司模房工程图数据都用文件或网络进行交换了,出工程图主要注意以下几点:不能重复标数,突出主次要令到大家一眼就能明白你所表达的东西,不要让人家去猜你的意图电极工程图有个重要设置就是参数表,在参数表里要突出:模具编号、前模或后模、电极编号、XYZ三轴偏移数据,EDM粗精加工的火花位,文件存挡位置,当然还有其它数据偶就不解释了,详细如下图所示,由于偶分模拆电极工程图都在proe里搞定(现以野火2.0为主),工程图可预先做好适合你公司规范的表格和参数然后存挡,下次你出工程图时这些参数会自动跟随工件变化了,关于设置方法Proe很多工程图的书籍和Proe 自带的帮助文件里有详细解释,偶就不作解说了电极工程图里还有一项是要表达出电极的立体图样,当然是只好等角线架来表示了,如下图红色圆圈所示:还有电极工程图里要表明Z轴在哪个方位让数,要用球标作出注释PL:0,如下图红色圆圈所示:还有电极工程图里要清晰明了地表达出X、Y、Z三轴的移动数据,如下图红色圆圈所示:线切割工程图:相信很多拆组合电极的同袍应该遇到利用线切割清除刀具不能加工的地方(下右上图属典型须用线切割清角的电极),这时须要在电极工程图里标明须线割地方,穿线孔的座标尺本及孔距等,做到清楚交待!如下图所示下图是个前模拆电极的例子,拆电极前首先要对其进行分析,有五支螺丝碰穿位可镶针所以拆电极时可封闭的,中间凸起模芯由于底部有倒圆角所以要原身留出来,拆电极时要留意了不能封闭哦,还有四个枕位,拆电极时要封闭缺口,这就要在做面时用到曲面高级功能下的Free From来实现了,再下来是步骤了:1:在prt模块做好曲面2:在装配模块下生成电极零件3:在绘图模块下生成电极工程图PROE拆电极有两种方法:第一种是用广东做模俚语俗称"印饼仔"的Cut out功能,偶在[原创]关于拆电极和电极工程图的注意事项!!!提及过, 本版亦有教程,Cut out 功能虽然不错,但不是万能,比如有些分模时是炸不开的,靠copy曲面出来的前后模(例如很多黄色破面修复且较复杂的产品)用Cut out就会因公差问题不能Cut out第二种copy曲再转成实体,这种方法较好, 个人做法是在prt模块做好曲面再在装配里直接点曲面转化成实体零件,在prt模块做曲面较灵活,好处是:做好的曲面在装配及分模模块下可共享,所以本人推荐在prt模块做好曲面,举一反三分模时在prt模块做好曲面进入分模模块下直接点击曲面就OK了在prt模块做电极曲面无非是用copy Extend Merge 和曲面高级功能下的Free From来实现,PROE的Extend功能强大很好用但要讲究方法,延伸曲面时经常失败,这可要多动脑筋啦菜单用图标代替是proeWildfire 2.0最大变化其中之一,野火 2.0把以往瀑布式菜单都集合在图标里体现得更人性化,当然有些功能你可自做快捷键后做成个性化图标(这就要看你的美术功底了)再调出来存档在config.win下使用为照顾初学者,偶用中英文版来解释这个教程(包括AVI教程)上右图是调出图标图示(很多proe 书都有提及相信很多高手都懂偶得就不多讲了)第一部分在prt模块做曲面的方法:主要是利用曲面功能下的copy Extend Merge 和曲面高级功能下的Free From来实现,及利用层别来规化拆好的电极曲面等第二部分在装配模块下生成电极零件的方法:装配好主体零件后,在组件模式下创建元件里输入电极名称再直接点击面组生成实体,倒角(倒角的重要性偶在本版[原创]关于拆电极和电极工程图的注意事项!!!有详细讲解),雕字,摆ISO视角等步骤第三部分在绘图模块下生成电极工程图的方法:这部分在工程图里做好模具编号、前模或后模、电极编号、XYZ三轴偏移数据,EDM粗精加工的火花位等,关于详细解说在本版[原创]关于拆电极和电极工程图的注意事项!!!有提及大家可去留意一下,细心的同胞可能会发现怎么这次用标注来代替表格了,是的,为了不误导大家,你们可预先做好适合你公司规范的表格和参数再调进来就OK了。
Proe拆装动画教程

先看一下我们的组装图。
?
点击【应用程序】-【动画】。
?
进入动画模块之后,点击右侧的【主体定义】工具。
?
如上图,点击【每个主体一个零件】按钮。
?
点击之后,如上图,会出现很多body,点击关闭。
?
再点击上面工具栏里面的【元件拖动工具】。
?
拖动元件之前,先抓取一个快照。
?
拖动一个或几个零件,到合适的位置,再抓取快照。
?
拖动零件,抓取快照。
?
拖动零件,抓取快照。
?
拖动零件,抓取快照。
?
拖动零件,抓取快照。
?
拖动零件,抓取快照。
?
拖动零件,抓取快照。
?
经过前面的拖动,一共抓取了17个快照。
?
点击右侧的【关键帧顺序】工具。
?
选择关键帧快照名称,再点击【+】号,即可插入。
?
全部快照插入完毕,顺序要反向,最大的在上面。
?
点击【工具】-【时域】。
?
设置终止时间。
?
点击右侧工具栏的【启动】按钮。
?
看一下动态的效果,发现还有螺丝没有装配完成。
?
时域设置太短,动画帧数太长,导致零件没有装配完成。
?
将终止时间改长一点。
?
让时间超过动画帧数。
?
再启动动画演示看效果。
已经装配OK. ?
如【机构仿真】模块一样,这里也有回放工具。
可以回放我们的动画。
?。
在PROE拆电极铜公)的小技巧

在PROE拆电极(铜公)的小技巧这是Mastercam的效果图:此主题相关图片如下:其实Proe拆电极在PRT、装配、NC、分模的模块下都可以搞定滴,相信很多同袍会在裝配模块下拆电极,常用:分析---模型分析子菜单下的干涉检查功能来检查电极有无错洖,像我厂工程部画的的3D图档有SW的、UG的、Proe的、犀牛的,正所谓百花齐放,偶部门是统一用破衣分模,当遇到不是Proe画出来的3D图档经转档后很多碎面,经修复会分出来的模具有拆电极会有精度冲突,有时干涉检查不准确,那我们可将图档部分透明再上色旋转不同角度局部放大来帮助检查,即是双管齐下,这是PROE效果图:此主题相关图片如下:在PROE拆电极都是实体为主,上颜色就看不到干涉了,这是未做手脚时前面效果图:此主题相关图片如下:这底面效果图:此主题相关图片如下:难道PROE拆电极就不能透明吗,方法当然有啦,就是通过在实体里改变曲面颜色来达到目的,以野火2.0为例偶讲讲这方法: 在PRT 模块下:点击View---Color and appear(当最好自己先做好颜色模块和快按键更佳)--- 打开颜色编辑菜单后任选一个颜色---在选项里选择Surface(曲面)---按Ctrl叠加目的曲面后按中键确认,如下图红色圆圈所示:此主题相关图片如下:接着点击Properties(属性)---Advanced(高级)---Transparency(透明)---把透明滑块调至100%---再点击Apply(应用)就达到预期效果了此主题相关图片如下:这是调整后的效果图:此主题相关图片如下:表面上看不出其它五个面,其实是还在的:此主题相关图片如下:做好以上步骤后我们就可以旋转不同角度,再上颜色局部放大仔细观察电极和模具之间有无干涉了!以下是局部放大效果图:此主题相关图片如下:这是局部放大效果图2:此主题相关图片如下:再来一张局部放大效果图吧此主题相关图片如下:。
有机物分离和提纯的常用方法之欧阳引擎创编

有机物分离和提纯的常用方法欧阳引擎(2021.01.01)分离和提纯有机物的一般原则是:根据混合物中各成分的化学性质和物理性质的差异进行化学和物理处理,以达到处理和提纯的目的,其中化学处理往往是为物理处理作准备,最后均要用物理方法进行分离和提纯。
下面将有机物分离和提纯的常用方法总结分离、提纯的方法目的主要仪器实例分液分离、提纯互不相溶的液体混合物分液漏斗分离硝基苯与水蒸馏分离、提纯沸点相差较大的混合溶液蒸馏烧瓶、冷凝管、接收器分离乙醛与乙醇洗气分离、提纯气体混合物洗气装置除去甲烷中的乙烯过滤分离不溶性的固体和液体过滤器分离硬脂酸与氯化钠渗析除去胶体中的小分子、离子半透膜、烧杯除去淀粉中的氯化钠、葡萄糖盐析胶体的分离��分离硬脂酸钠和甘油上述方法中,最常用的是分液(萃取)、蒸馏和洗气。
最常用的仪器是分液漏斗、蒸馏烧瓶和洗气瓶。
其方法和操作简述如下:1. 分液法��常用于两种均不溶于水或一种溶于水,而另一种不溶于水的有机物的分离和提纯。
步骤如下:分液前所加试剂必须与其中一种有机物反应生成溶于水的物质或溶解其中一种有机物,使其分层。
如分离溴乙烷与乙醇(一种溶于水,另一种不溶于水):又如分离苯和苯酚:2. 蒸馏法��适用于均溶于水或均不溶于水的几种液态有机混合物的分离和提纯。
步骤为:蒸馏前所加化学试剂必须与其中部分有机物反应生成难挥发的化合物,且本身也难挥发。
如分离乙酸和乙醇(均溶于水):3. 洗气法��适用于气体混合物的分离提纯。
步骤为:例如:此外,蛋白质的提纯和分离,用渗析法;肥皂与甘油的分离,用盐析法。
有机物分离和提纯的常用方法1,洗气2,萃取分液溴苯(Br2),硝基苯(NO2),苯(苯酚),乙酸乙酯(乙酸)3,a,制无水酒精:加新制生石灰蒸馏b,酒精(羧酸)加新制生石灰(或NaOH固体)蒸馏c,乙醚中混有乙醇:加Na,蒸馏d,液态烃:分馏4,渗析a,蛋白质中含有Na2SO4 b,淀粉中KI 5,升华奈(NaCl)鉴别有机物的常用试剂所谓鉴别,就是根据给定的两种或两种以上的被检物质的性质,用物理方法或化学方法,通过必要的化学实验,根据产生的不同现象,把它们一一区别开来.有机物的鉴别主要是利用官能团的特征反应进行鉴别.鉴别有机物常用的试剂及特征反应有以下几种:1. 水适用于不溶于水,且密度不同的有机物的鉴别.例如:苯与硝基苯.2. 溴水(1)与分子结构中含有C=C键或键的有机物发生加成反应而褪色.例如:烯烃,炔烃和二烯烃等.(2)与含有醛基的物质发生氧化还原反应而褪色.例如:醛类,甲酸.(3)与苯酚发生取代反应而褪色,且生成白色沉淀.3. 酸性溶液(1)与分子结构中含有C=C键或键的不饱和有机物发生氧化还原反应而褪色.例如:烯烃,炔烃和二烯烃等.(2)苯的同系物的侧链被氧化而褪色.例如:甲苯,二甲苯等.(3)与含有羟基,醛基的物质发生氧化还原反应而使褪色.例如:醇类,醛类,单糖等.4. 银氨溶液(托伦试剂)与含有醛基的物质水浴加热发生银镜反应.例如:醛类,甲酸,甲酸酯和葡萄糖等.5. 新制悬浊液(费林试剂)(1)与较强酸性的有机酸反应,混合液澄清.例如:甲酸,乙酸等.(2)与多元醇生成绛蓝色溶液.如丙三醇.(3)与含有醛基的物质混合加热,产生砖红色沉淀.例如:醛类,甲酸,甲酸酯和葡萄糖等.6. 金属钠与含有羟基的物质发生置换反应产生无色气体.例如:醇类,酸类等.7. 溶液与苯酚反应生成紫色溶液.8. 碘水遇到淀粉生成蓝色溶液.9. 溶液与酸性较强的羧酸反应产生气体.如:乙酸和苯甲酸等.10. 浓硝酸与含有苯环的蛋白质反应生成黄色沉淀.在鉴别的过程中对实验的要求是:(1)操作简便;(2)现象明显;(3)反应速度快;(4)灵敏度高.一、相似相溶原理1.极性溶剂(如水)易溶解极性物质(离子晶体、分子晶体中的极性物质如强酸等);2.非极性溶剂(如苯、汽油、四氯化碳、酒精等)能溶解非极性物质(大多数有机物、Br2、I2等);3.含有相同官能团的物质互溶,如水中含羟基(—OH)能溶解含有羟基的醇、酚、羧酸二、有机物的溶解性与官能团的溶解性1.官能团的溶解性:(1)易溶于水的官能团(即亲水基团)有—OH、—CHO、—COOH、—NH2。
拆电极流程[技巧]
![拆电极流程[技巧]](https://img.taocdn.com/s3/m/3713465cc950ad02de80d4d8d15abe23482f0399.png)
拆电极流程一.拆电极常用的命令:1.分割、修剪2.偏置面、偏置区域3.求和,求差,求交4.拉伸(成形特征),简化体(特征操作)5.替换面,约束面(直接建模)二.拆电极方法1.平移A.相同结构,位置平移B.相似结构,位置平移2.旋转A.绕模仁心中心旋转90.180 B.绕电极中心旋转90.1803.镜像A.结构相同,方向相反镜像B.结构相似,方向相反镜像三.拆电极顺序:1.按模具结构拆电极顺序:进胶口电极→清角电极→整公→骨位→枕位→碰穿\插穿→管位\柱位→......2.按电极放电要求安排拆电极顺序:模仁放电→装镶件放电→装斜顶放电→装行位放电→其它.......3.按电极后续工艺流程拆电极:加工后直接可放电的→后续需要打孔线割的→需要雕刻晒纹的→其它→......4.手机模具加工技巧:一.手机模具加工前的结构处理:1.复杂曲面、死角、骨位、等无法加工结构的处理目的:A计算加工路径节省时间!b节省加工时间,提高加工效率c可以减少提刀,使刀具路径美观2.枕位的加工技巧和思路A分析枕位的结构B只开粗不光刀C考虑采用电极加工3.碰穿、插穿等封胶位的加工思路与余量设置目的:装配方便快捷余量设置:0.02mm 0.03-0.05mm4.镶针孔及其多余无需NC加工孔位的处理目的:A节省计算加工路径时间!B减少结构,观察刀具路径更清晰直观c可以减少提刀,使刀具路径美观5.前模面外观要求及其加工工艺A考虑外观要求B只开粗不光刀C采用电极加工6.分型面的加工A新刀具加工B优先加工分型面C采用比较整洁的刀具路径加工7.胶位加工等高:下刀量控制0.03-0.07mm 曲面加工:步进0.05-0.1mm 8.行位槽加工A采用2D加工B采用可变路径多刀路径加工C下刀量3-5mm(光刀)。
如何拆电极

如何拆电极
为何要拆电极?
在模具零部件尤其是模仁加工的过程中,往往由于加工的极限性,用常规机加工例如:车床,铣床,磨床,加工中心无法直接加工出来的,这个时候必须采用做电极的加工工艺来完成。
电极工厂俗称:铜工。
但电极放电加工时速度非常慢,因此从提高生产效率角度来考虑能不做电极就做。
加工不出来的地方有:
1,凹槽的拐角处为尖锐角如图(1)
2,凹槽比较窄且很深,刀具无法深入加工,例如成型加强筋处,如图(2)
3,凹槽底面为曲面且底面与侧面未有足够大圆角过渡甚至
为尖锐角,如图(3)
电极使用的材料:
一般有紫铜,石墨
1,紫铜,这是做电极最常用的材料。
优点:容易加工,相比石墨要便宜多。
但是密度较大,做大电极时会比较笨拙,且加工时容易损耗一般需要做粗精两公。
2,石墨,很多厂亦采用它来做电极材料。
优点:能加工厂高
质量的成型面,密度小容易装夹。
缺点:加工时灰尘加大,比
较脆弱,易断裂却价格昂贵是铜料价格的四五倍。
一般高档的模具里面才会采用。
拆电极注意事项:1,我们在拆电极前首先要考虑电极的方向性问题,方向就是所谓的基准。
2,基准座大小及取值
3,冲水高度
4,注意延伸问题
5,组合式电极
6,出电极图。
电极的拆解及合理搭配

公模的拆解
斜銷孔處應單獨拆解電極﹐方便現場與線割孔處結順加工
電極的拆解及合理搭配
塑模部機加四課
制定目的﹕
針對模具結構特點﹐制定出電極設計 標准﹐使電極設計人員設計出的電極更加 合理﹐更適合于現場加工單位的加工﹐提 高效率﹐降低成本﹐提升電極設計品質及 均質。
電極設計的原理﹕
1 能整體不分離﹔ 2 Z軸優先之原則﹔ 3 成品面與靠破面需分開拆解﹔ 4 兩電極間的重合距離至少大於4mm以上﹔ 5 開向尺寸延長至少大於1mm以上﹔ 6 電極應易於加工、校正、對刀﹔ 7 盡量釆用標准料電極或常用電極的備料外形尺寸﹔ 8 電極基准角與工件基准角一致,一般情況電極基准角都在右下角; 9 整體拆解思路應單一方向或由里到外或外向里逐個拆解﹔ 10 電極設計時盡量釆用平移,少用旋轉,以方便放電加工﹔ 11 肋深在15mm以上時,優先考慮是否能拆解成側放電極﹔ 12 盡量釆用EROWA治具電極﹔ 13 電極命名從E01開始,設變修模電極接著以前的電極名稱命名,不可重復﹔ 14 盡量少拆線割電極; 15 減少電極數量;
母模的拆解ቤተ መጻሕፍቲ ባይዱ
1.依據電極設計原理及電極設計步驟進行作業﹔ 2.坐標的設定應參考2D設計圖﹐盡量與其一致﹔
母模的拆解
母模成品面電極四周需倒R角 鏡面加工要求處電極需單邊延伸10MM﹐并倒R角以方便現場結 順加工﹗
公模的拆解
1.依據電極設計原理及電極設計步驟進行作業﹔ 2.坐標的設定應參考2D設計圖﹐盡量與其一致﹔
電極設計步驟
• 1. 查看整套模具之組立圖檔,區分模仁的靠破與成 • •
品面,依加工要求確認斜梢,入子,滑塊是否需合配 放電; 2. 根據加工要求判斷需拆解之部位,預先思考模仁 合配前及合配后的加工部位. 3. 優先拆解模仁合配前之電極,再拆解合配后之電 極.拆解時依照”先整體后局部”,”由外向內”或” 由內向外”,”由左向右”或”由右向左”之順序拆 解電極,切不可”東一支西支”,以防漏拆電極.
PROE拆电极教程之欧阳家百创编

PROE 拆电极教程欧阳家百(2021.03.07)我们在拆电极前首先要考虑电极的方向性问题,所以事前必做的步骤是选一大平面为Z轴的基准面,写上DATUM英文,另倒一斜角作X Y轴的方向角,如下图所示:我们在拆电极前首先要解公司用料情况,尽量做到物尽其材,进口铜较一般标准单边减1mm至1.5mm已足够,国产锻打铜做得较不标准建议单边减2mm较妥, 还有最重要的较表位,如公司条件较好的话XY轴较表位预设单边8mm左右,最少不能低于5mm,方便较表通过,如下图所示:电极的基座相当重要,很多拆组合电极的同袍应该遇到利用线切割清除刀具不能加工的地方(下右上图属典型须用线切割清角的电极),这时须要用基座进行分中碰数,还有利用线割铜丝(慢走丝EDW)和基座调节电极的垂直度,这时基座重要性离就突现出来了!以三角形(勾股定理)为例:如股和弦的夹角(tan)设一小小角度,将弦越拉长,勾的长度亦跟随变化大家可以随便摆个工件在机床做个试验,用较表移动2mm可看到表针移动很少,移到50mm时表针变化很大,证明角度和长度关系重要吧,从这一实验可以证明电极的基座多么重要!基座越厚调节电极的垂直度越准,建议设置15mm以上,当然有些山寨厂要省铜料的话我无话可说,如下图所示:EDM冲水位高度的预设也要注意,在工件最高处加5mm以上较妥,这样方便火花机加工时冲走残渣,大家不要小看这环,EDM放电加工时会产生残渣,如果不能及时冲走碳粉的话会,EDM的二次放电会损伤电极,更致命的是积碳造成工件损坏,特别是加工深骨位(加强筋之类),由于积碳造成大肚倒扣,注塑时会出现粘模现象,本人就有切肤之痛(由于偶做模由底层学徒做起),当然前模影响就更不用说了,相信做过模具的同袍应有深刻的体会!!!所以冲水位也不能勿视,如下图所拆电极X.Y.Z三轴偏移尺寸有两种方法,一种方法是以电极边沿最大点均匀放大,结果是出现小数点,第二种方法三轴预设整数不考虑电极边沿均匀放大问题,好处是EDM加工时不会因有小数点移错尺寸,减少出错机会,所以推荐第二种方法,如下图所这是电极Z轴预设示意图:电极方向性很重要本人开篇已提过,方向性示意有两种方法:第一种四角中其它三处倒圆角对应基准角(DATUM)倒斜角,这种方法缺点不分辨精、粗加工电极!!!如下图红色圆圈所示:电极方向性第二种方法:这方案极容易分辨精、粗加工电极!!!模房师父和EDM操作员一眼就能分辨,方法是四角都倒圆角(其它三处建议倒R3以上)对应基准角(DATUM)倒较小R,只要不刮手就行了(建议R0.5MM),这样很清楚明了,如下图红色圆圈所示:这是第二种方法的粗加工电极表示方法,做法是四角中其它三处倒斜角对应基准角(DATUM)倒圆角(建议R0.5MM),大家一看觉得有点重复了吧?没错,其实这份工作CNC编程员来完成,他们只要改刀路外形线就完成了,本人在Mastercam版块下:[原创]各位CNC的兄弟姐妹,想学电极(铜公)工程图的看过来!!!有提及,有部分人嗤之以鼻认为没必要,这是很自我的做法,方便别人等于方便自已,模房师父和EDM操作员一眼就能分辨,不用卡尺测量分辨粗幼公多方便?! 我们干活要注重团体配合,改刀路是举手之劳习惯成自然啊,大家上下两楼对比分析一下是不是清晰明了啊?!如下图所示:拆电极要非常注意拨模斜度问题,注塑时出现粘模现象,往往就是不注意拨模斜度的后果,现在的3D 设计工程师画的产品90%都不注意拨模斜度问题,每次分模前要我们都要花费大量时间修改拨模斜度,有时修改拨模斜度时间比分模还长,这也是现代工程师不太了解做模工序,又不善于和不同作业分工的师父沟通吸取经验不肯屈驾就尊哦,我所接触的欧、美、日本3D产品较注意这问题,特别是日本模具只要骨位(加强筋之类)高度超过0.5mm都要求做拨模斜度,可见拨模斜度是多么重要,注塑时出现粘模现象跟拨模斜度有着直接关系(当然还和真空排气也有关联),大家千万要注意!!!!!!!! 修改骨位(加强筋)拨模斜度的厚度设计跟产品的缩水现象有很大关系: 关于骨位(加强筋)计算方法,以塑胶原料ABS为例: 加强筋为产品厚度的2/3或不超过70%,以产品 2.5mm厚方为例:加强筋的拔模斜度最厚地方不得大于1.7mm否则会出现缩水现象! 关于拨模角度的计算方法: (勾股定理和反函数)以产品 2.5mm厚方为例:加强筋的拔模斜度最厚地方不得大于1.7mm,顶端最薄处改成 1.3mm,相减得出0.4mm再除二等于0.2mm就是勾长,加强筋股的高度为15mm,求夹角正切(Tan), 0.2mm除以15mm的得数再反函数Tan,就可求出拨模角度了其实我们做任何产品设计首要条件是要考虑修改可行性,任何时要做到有所保留有得救,记住做模诀窍:"加胶容易减胶难"!!!希重大家在设计时要特别注意这问题!!! 改拨模斜度也一样哦,如下图所示:拆电极要非常注意延伸问题,不延伸EDM加工后的模具,注塑出来的产品外观及夹口都有一定影响,现在很多产品直接用火花纹做外观滴! 本人遇到很多来我厂见工拆电极时都不注意这种问题,这可不是合格模具工作者所为哦!如下图所示红色部分是典型以延伸的地方!像这样红色圆圈所示的地方须延伸!!!和上图类同!!!下图是典型拆电极要特别注意的地方!!!如下图红色圆圈所示:大家都知道EDM加工要预留火花位,以精加工单边0.07mm火花位为例,驳口处两个电极须延伸交差才能达到完美效果(当然有些模具由于产品剧情须要,有些地方不能延伸,精加工电极局部地方不放火花位就OK了),大家记住这个口诀:"拆电极时能延伸的地方尽量延伸!!!",就好像我们分模时做型面要延伸一样,千方要注意,现在好多打着清华、北大,铁道出版的所谓模具设计书,分模教程看了叫人冷汉直冒,几乎就将产品边沿不做延伸直接延长出来就算OK 了,这是做模的大忌哦,不知那些是不是真的专家教授学者,很多东西有姿势没实际,有的简直是在误导人家!!!建议那些专家教授学者多到基层取经! 所以再次强调:拆电极时能延伸的地方尽量延伸!!!如下图红色圆圈所示:下图红色圆圈所示是拆电极时必须两电极须延伸交差的效果图:下图红色圆圈所示是拆电极时必须两电极不延伸交差,单边放0.07mm火花位,EDM加工后的效果图:拆电极时为减少EDM拆卸次数和数量,厂方铜料允许情况下尽量组合在一起(当然要考虑刀具能否加工问题,大家要举一反三灵活运用哦)这是组合电极的效果图下图是典型高低跌差很大的产品!如下图所由于高低跌差很大,CNC加工时极容易变形,拆电极要特别注意加强防护问题,所以做加强筋可起到防止变形的作用于!!!遇到类似问题大家要举一反三灵活运用哦,如下图所我们还须做以下步骤:在电极后面雕上模具编号、前模或后模、电极编号、XYZ三轴偏移数据,EDM粗精加工的火花位,当敲字的工序由CNC操作员来做了,如下图所这是偶用Proe野火2.0拆出来的一些电极图:2这效果图34拆好电极我们要出详细下料单的,这时就要分析电极材料大小了,其实大部分软件都有BOX这功能,本人就以Proe和Mcam为例: 在Proe下的NC模块和分模模块都有BOX功能,以分模模块为例,首先在电极里做个坐标,再在分模模块下点击下图红色圆圈图标----再点击坐标系---再点击确定,BOX 就建好了,再分析电极三轴尺寸就OK了,如下图所示:下图所示是Proe动化定BOX的图下图所示是Mcam动化定BOX 的图下图所示是Mcam分析电极三轴尺寸的图工程图在模具行业占有重要一席之位,虽然现在画产品进入3D时代,但2D工程图可以解释3D无法表达的数据,电极工程图亦同样重要,你电极和刀路做得再好,你无法表达出来会大打折扣,工程图就帮你解决了这个问题, 以前模房师父打火花都跑去问CNC偏编程师父抄数据,现在大公司模房工程图数据都用文件或网络进行交换了,出工程图主要注意以下几点:不能重复标数,突出主次要令到大家一眼就能明白你所表达的东西,不要让人家去猜你的意图电极工程图有个重要设置就是参数表,在参数表里要突出:模具编号、前模或后模、电极编号、XYZ三轴偏移数据,EDM粗精加工的火花位,文件存挡位置,当然还有其它数据偶就不解释了,详细如下图所示,由于偶分模拆电极工程图都在proe里搞定(现以野火2.0为主),工程图可预先做好适合你公司规范的表格和参数然后存挡,下次你出工程图时这些参数会自动跟随工件变化了,关于设置方法Proe很多工程图的书籍和Proe 自带的帮助文件里有详细解释,偶就不作解说了电极工程图里还有一项是要表达出电极的立体图样,当然是只好等角线架来表示了,如下图红色圆圈所还有电极工程图里要表明Z轴在哪个方位让数,要用球标作出注释PL:0,如下图红色圆圈所还有电极工程图里要清晰明了地表达出X、Y、Z三轴的移动数据,如下图红色圆圈所示:线切割工程图:相信很多拆组合电极的同袍应该遇到利用线切割清除刀具不能加工的地方(下右上图属典型须用线切割清角的电极),这时须要在电极工程图里标明须线割地方,穿线孔的座标尺本及孔距等,做到清楚交待!如下图所示下图是个前模拆电极的例子,拆电极前首先要对其进行分析,有五支螺丝碰穿位可镶针所以拆电极时可封闭的,中间凸起模芯由于底部有倒圆角所以要原身留出来,拆电极时要留意了不能封闭哦,还有四个枕位,拆电极时要封闭缺口,这就要在做面时用到曲面高级功能下的Free From来实现了,再下来是步骤了:1:在prt模块做好曲面 2:在装配模块下生成电极零件3:在绘图模块下生成电极工程图PROE拆电极有两种方法: 第一种是用广东做模俚语俗称"印饼仔"的Cut out功能,偶在[原创]关于拆电极和电极工程图的注意事项!!!提及过, 本版亦有教程,Cut out功能虽然不错,但不是万能,比如有些分模时是炸不开的,靠copy 曲面出来的前后模(例如很多黄色破面修复且较复杂的产品)用Cut out就会因公差问题不能Cut out 第二种copy曲再转成实体,这种方法较好, 个人做法是在prt 模块做好曲面再在装配里直接点曲面转化成实体零件,在prt模块做曲面较灵活,好处是:做好的曲面在装配及分模模块下可共享,所以本人推荐在prt模块做好曲面,举一反三分模时在prt模块做好曲面进入分模模块下直接点击曲面就OK了在prt模块做电极曲面无非是用 copy Extend Merge 和曲面高级功能下的Free From来实现,PROE的Extend功能强大很好用但要讲究方法,延伸曲面时经常失败,这可要多动脑筋啦菜单用图标代替是proeWildfire 2.0最大变化其中之一,野火 2.0把以往瀑布式菜单都集合在图标里体现得更人性化,当然有些功能你可自做快捷键后做成个性化图标(这就要看你的美术功底了)再调出来存档在config.win下使用为照顾初学者,偶用中英文版来解释这个教程(包括AVI教程) 上右图是调出图标图示(很多proe书都有提及相信很多高手都懂偶得就不多讲了)第一部分在prt模块做曲面的方法:主要是利用曲面功能下的copy Extend Merge 和曲面高级功能下的Free From来实现,及利用层别来规化拆好的电极曲面等第二部分在装配模块下生成电极零件的方法:装配好主体零件后,在组件模式下创建元件里输入电极名称再直接点击面组生成实体,倒角(倒角的重要性偶在本版[原创]关于拆电极和电极工程图的注意事项!!!有详细讲解),雕字,摆ISO视角等步骤第三部分在绘图模块下生成电极工程图的方法:这部分在工程图里做好模具编号、前模或后模、电极编号、XYZ三轴偏移数据,EDM粗精加工的火花位等,关于详细解说在本版[原创]关于拆电极和电极工程图的注意事项!!!有提及大家可去留意一下,细心的同胞可能会发现怎么这次用标注来代替表格了,是的,为了不误导大家,你们可预先做好适合你公司规范的表格和参数再调进来就OK了。
电极拆法

放電速度快﹐約為銅的1.5-3倍 機械加工性能好﹐切削抗力為銅的1/4,加工效率 為銅 的2倍 比重輕﹐比重為銅的1/5,可用于大型電極
耐高溫﹐高溫條件下不軟化
加工精度高﹐熱膨脹系數為銅的1/4
2.電極加工時銅與石墨的差異﹕
銅 加工后有折痕 有一定粘度﹐切削性不佳 石墨 加工后無折痕 切削性良好
四﹑拆電極的方法
打開part檔﹐新建一個裝配 檔﹐輸入檔案名稱﹐如圖所示。 用default默認狀態裝配所需要的 part檔。
點擊 component>>create >>輸入電極名稱 >>選擇create first feature>>ok
拆電極
接下來做拆電極動作﹐有兩種方法﹕ 1.copy面
盡量拆成整體電極﹐節省放電時間。
二﹑拆電極的原因
1﹕刀子半徑留料﹐如有直角 的地方﹐刀子加工不到﹐會 留殘料。 2﹕斜面留料﹐有直面和斜面(曲 面)相交的地方﹐用球刀加工會 留刀半徑。 3﹕尺寸太小﹐如肋條﹐窄而 深﹐無法加工或不易加工。 4﹕成品外觀要求﹐有的產品 要求表面要有火花紋或鏡面﹐ 需要拆電極放電。
三﹑電極命名方法
此c角要重倒
R0.2,要重 倒圓角
六﹑放電原理
放電原理是根據模具與電極分別做為陰極與陽 極﹐放電產生火花腐蝕模具﹐從而達到模具減料的 目的﹐使模具產生與電極相同的形狀。放電間隙大 時﹐放電速度快﹐模具表面粗糙。相反﹐放電間隙 小時﹐放電速度慢而模具表面光滑。 電極
模仁
七﹑銅電極與石墨電極比較
1﹑使用石墨電極的優越性﹕
步驟﹕ (1)copy所需要的面 (2)cut掉多余的面,延伸面 (3)扣除放電間隙(offset) (4)長基准框(protrusion),倒基准角(round)
有关家庭教育论文之欧阳引擎创编
现代家庭教育的思考与探索欧阳引擎(2021.01.01)冯秀莲就每个人的生活时间来看,生命中的三分之二也是在家庭中度过。
因此家庭影响、家庭教育对人的精神成长至关重要的,特别是儿童和青少年时期.一般说都是在家庭中度过。
家庭怎样教育孩子,都会在孩子心灵上留下最初的痕迹,好的家庭儿童教育观就能对孩子进行良好的启蒙教育,培养孩子的智力和能力,塑造美好的心灵。
我是一名教育工作者,在长期的工作实践研究中,发现在我国目前的家庭教育中,存在不少问题。
许多家长望子成龙心切,教子成才无方,往往采取简单粗暴的教育方法,造成严重后果。
近几年,有不少熊爸熊妈,采取棍棒教育的典型事例。
还有的家长对孩子过份的溺爱,捧在手上怕掉了,含在嘴里怕化了,不知如何爱孩子,而一味娇惯、包办代替,造成目前独生子女自理能力普遍下降,阻碍了儿童的正常发展。
高尔基讲过:爱护子女,这是母鸡都会做的事情。
然而,会教育子女,这就是一件伟大的国家事业了,它需要才能和广泛的生活知识。
”每一位家长应该清楚地认识到,教育子女,决不是一家一户的个人事,而是关系国家前途命运的大事。
当今社会,家长对孩子的教育越来越重视,期望值也越来越高。
但其中有很大一部分家长的教育观念和教育方法存在着问题。
当今社会,家长对孩子的教育越来越重视,期望值也越来越高。
但其中有很大一部分家长的教育观念和教育方法存在着问题。
这些问题主要体现在以下几个方面:一、“望子成龙”“望女成凤”心太切。
这是典型的中国特色的家庭教育,占有相当的比重。
家长们因为历史的原因,常常把自身成长过程中的种种“遗憾”,用最美好的“希望”寄托在自己的孩子身上,因而对孩子“成才”的期望值较高。
具体表现在:其一、重视分数。
孩子不好好学习,是家长最棘手的问题;孩子的功课分数,是家长最关心、最敏感的话题。
“学”而优则“奖”,已成为许多家长鼓励子女学习的常用手段,“学习至上,成绩至上”是孩子的唯一目标。
于是,家长包办代替了孩子的家务劳动,一是心疼孩子,不肯过早地把责任加在孩子身上;二是不屑于让孩子干“杂活”,怕影响孩子的学习。
在制品管理与控制之欧阳引擎创编
学习导航欧阳引擎(2021.01.01)通过学习本课程,你将能够:● 知晓如何管理与控制在制品;● 清楚如何找到瓶颈工序;● 学会瓶颈工序的解决方法;● 了解管理工序的“碰头会”。
在制品管理与控制不管是对生产系统来说,还是对生产人来说,在制品的管理都是一种挑战。
如果生产系统的员工把在制品管理好,现场就会井井有条,生产效率和交期达成率就会提高,现场的浪费就会减少。
在制品管理,就是对在制品的投入、领用、周转、产出、保管进行数据控制,确保生产秩序井井有条。
一、在制品排查1.什么是在制品所谓在制品,就是企业生产中正在加工或准备加工装配的原材料或零部件,包括内部加工、外协加工、采购件。
在制品的核算公式:本期在制品=本期领用+前期库存-本期使用-本期不合格退库零库存即原材料库存为零、成品库存为零。
在现实生产状况下,达不到零库存是不可能的。
2.在制品排查内容在制品的排查是生产管理人员计划工作准备的一部分。
生产管理人员每天上班时都要先对在制品做一个摸排,主要内容包括:按计划查找现场在制品按生产作业计划要求的先后顺序,拿着计划表单查找现场在制品,查看哪些在制品按照计划已经到了哪里,将各个工序都核对一遍。
对在制品进行抽查对在制品进行抽查,看哪些不符合订单项。
比如,看看某一订单是否在平行作业,如一个订单需要五个配件,在这些工序里,是否五个同时在做,是不是同批量、同步在运行。
抽查完之后,按日计划进行调整,最好达到同步作业,实现同步装配。
对工具进行盘点盘点在制品需要完成的工具(如夹具、量具、刀具、辅具工具等)是否准备到位。
同时,测量工具要尽量简化,使非专业人员也能进行操作。
查询人员配置、设备保障、订单尾数在计划工作准备之前,要查看人员的配置、设备的保障是否到位。
订单尾数的查询就是清理每一道工序的尾数,查看订单的尾数还差了多少、哪些需要包装、哪些需要入库。
清理尾数,对生产现场来说是清根,对企业经营来说可以尽早结款。
比如,给企业做配套的资金核算周期是60天,给企业配料后还差企业一批料,只有把尾数给补过去,单子才算完成,才开始算60天的资金核算周期。
小学英语学习方法之欧阳引擎创编

英语学习方法目录欧阳引擎(2021.01.01)背单词禁忌:千万别死背拼写1少儿英语学习五误区2如何记住英语单词3听录音学英语效果为何不好3小升初英语如何提高阅读能力42010小升初英语考试通关4法宝4小学生的单词记忆法5怎么学英语进步快6孩子学英语困难的三个原因6学习英语的10个好习惯7英语小高手透露学习心得7小学英语新课程预习方法指导8少儿英语从身边学起(三年级)9单词和句子的记忆方法(适合五六年级)9单词记忆法—联想记忆法10好的英语是“读”出来的10小学英语怎样学?11学外语五大忌12孩子什么时候学外语最合适12如何记住英语单词?13背单词禁忌:千万别死背拼写千万别死背单词的拼写,那样跟死背电话号码没有差别,谁也背不下成千上万的电话号码,同样谁也背不下成千上万个由26个字母组成的电话号码(即英语)。
英语是拼音文字,记住英语单词的最正确方法、也是最简单方法、最可靠方法就是记住单词的发音。
其他的方法都不是根本方法,记住的单词都会被忘记。
请大家想一想,有哪个中国人背过汉语拼音,可掌握了汉语拼音的人都可以用汉语拼音在计算机上打字,人们打字时打进的拼音是什么,是记住的汉语拼音字母吗,不是,而是汉字的发音,音发得准的人都能使用汉语拼音打字,同样英语音发得准的人就可以记住英语单词的拼写。
中国人从没有见过谁背汉语拼音,同样外国人从没见过谁背过英语单词的拼写,拼音文字靠发准音记住拼写,这是天经地义的。
要想记住英语单词的拼写,必须发准英语音。
请练准英语单词的发音,就可以进入记字无难,记字无忧的境界。
少儿英语学习五误区当下,家长们越来越重视对孩子的外语教育。
而众多五花八门的培训班让家长们迷茫困惑,难做取舍。
其实,家长要认清英语学习的若干误区,才能作出较为明智的选择。
误区一:“钱花到了就行”对策:正确的选择是成功的一半,不是钱花到了就行,而是钱花对了才行。
家长在选择学校时,首先要综合考虑孩子的具体情况及其学校的教学特点。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PROE 拆电极教程欧阳家百(2021.03.07)我们在拆电极前首先要考虑电极的方向性问题,所以事前必做的步骤是选一大平面为Z轴的基准面,写上DATUM英文,另倒一斜角作XY轴的方向角,如下图所示:我们在拆电极前首先要解公司用料情况,尽量做到物尽其材,进口铜较一般标准单边减1mm至 1.5mm已足够,国产锻打铜做得较不标准建议单边减2mm较妥, 还有最重要的较表位,如公司条件较好的话XY 轴较表位预设单边8mm左右,最少不能低于5mm,方便较表通过,如下图所示:电极的基座相当重要,很多拆组合电极的同袍应该遇到利用线切割清除刀具不能加工的地方(下右上图属典型须用线切割清角的电极),这时须要用基座进行分中碰数,还有利用线割铜丝(慢走丝EDW)和基座调节电极的垂直度,这时基座重要性离就突现出来了!以三角形(勾股定理)为例:如股和弦的夹角(tan)设一小小角度,将弦越拉长,勾的长度亦跟随变化大家可以随便摆个工件在机床做个试验,用较表移动2mm 可看到表针移动很少,移到50mm 时表针变化很大,证明角度和长度关系重要吧,从这一实验可以证明电极的基座多么重要!基座越厚调节电极的垂直度越准,建议设置15mm以上,当然有些山寨厂要省铜料的话我无话可说,如下图所示:EDM冲水位高度的预设也要注意,在工件最高处加5mm以上较妥,这样方便火花机加工时冲走残渣,大家不要小看这环,EDM放电加工时会产生残渣,如果不能及时冲走碳粉的话会,EDM的二次放电会损伤电极,更致命的是积碳造成工件损坏,特别是加工深骨位(加强筋之类),由于积碳造成大肚倒扣,注塑时会出现粘模现象,本人就有切肤之痛(由于偶做模由底层学徒做起),当然前模影响就更不用说了,相信做过模具的同袍应有深刻的体会!!!所以冲水位也不能勿视,如下图所示:拆电极X.Y.Z三轴偏移尺寸有两种方法,一种方法是以电极边沿最大点均匀放大,结果是出现小数点,第二种方法三轴预设整数不考虑电极边沿均匀放大问题,好处是EDM加工时不会因有小数点移错尺寸,减少出错机会,所以推荐第二种方法,如下图所示:这是电极Z轴预设示意图:电极方向性很重要本人开篇已提过,方向性示意有两种方法:第一种四角中其它三处倒圆角对应基准角(DATUM)倒斜角,这种方法缺点不分辨精、粗加工电极!!!如下图红色圆圈所电极方向性第二种方法:这方案极容易分辨精、粗加工电极!!!模房师父和EDM操作员一眼就能分辨,方法是四角都倒圆角(其它三处建议倒R3以上)对应基准角(DATUM)倒较小R,只要不刮手就行了(建议R0.5MM),这样很清楚明了,如下图红色圆圈所这是第二种方法的粗加工电极表示方法,做法是四角中其它三处倒斜角对应基准角(DATUM)倒圆角(建议R0.5MM),大家一看觉得有点重复了吧?没错,其实这份工作CNC编程员来完成,他们只要改刀路外形线就完成了,本人在Mastercam版块下:[原创]各位CNC的兄弟姐妹,想学电极(铜公)工程图的看过来!!!有提及,有部分人嗤之以鼻认为没必要,这是很自我的做法,方便别人等于方便自已,模房师父和EDM操作员一眼就能分辨,不用卡尺测量分辨粗幼公多方便?! 我们干活要注重团体配合,改刀路是举手之劳习惯成自然啊,大家上下两楼对比分析一下是不是清晰明了啊?!如下图所示:拆电极要非常注意拨模斜度问题,注塑时出现粘模现象,往往就是不注意拨模斜度的后果,现在的3D设计工程师画的产品90%都不注意拨模斜度问题,每次分模前要我们都要花费大量时间修改拨模斜度,有时修改拨模斜度时间比分模还长,这也是现代工程师不太了解做模工序,又不善于和不同作业分工的师父沟通吸取经验不肯屈驾就尊哦,我所接触的欧、美、日本3D产品较注意这问题,特别是日本模具只要骨位(加强筋之类)高度超过0.5mm都要求做拨模斜度,可见拨模斜度是多么重要,注塑时出现粘模现象跟拨模斜度有着直接关系(当然还和真空排气也有关联),大家千万要注意!!!!!!!! 修改骨位(加强筋)拨模斜度的厚度设计跟产品的缩水现象有很大关系: 关于骨位(加强筋)计算方法,以塑胶原料ABS 为例: 加强筋为产品厚度的2/3或不超过70%,以产品 2.5mm厚方为例:加强筋的拔模斜度最厚地方不得大于 1.7mm否则会出现缩水现象! 关于拨模角度的计算方法: (勾股定理和反函数)以产品 2.5mm 厚方为例:加强筋的拔模斜度最厚地方不得大于 1.7mm,顶端最薄处改成 1.3mm,相减得出0.4mm再除二等于0.2mm就是勾长,加强筋股的高度为15mm,求夹角正切(Tan), 0.2mm除以15mm的得数再反函数Tan,就可求出拨模角度了其实我们做任何产品设计首要条件是要考虑修改可行性,任何时要做到有所保留有得救,记住做模诀窍:"加胶容易减胶难"!!!希重大家在设计时要特别注意这问题!!! 改拨模斜度也一样哦,如下图所示:拆电极要非常注意延伸问题,不延伸EDM加工后的模具,注塑出来的产品外观及夹口都有一定影响,现在很多产品直接用火花纹做外观滴! 本人遇到很多来我厂见工拆电极时都不注意这种问题,这可不是合格模具工作者所为哦!如下图所示红色部分是典型以延伸的地方!像这样红色圆圈所示的地方须延伸!!!和上图类同!!!下图是典型拆电极要特别注意的地方!!!如下图红色圆圈所示:大家都知道EDM加工要预留火花位,以精加工单边0.07mm火花位为例,驳口处两个电极须延伸交差才能达到完美效果(当然有些模具由于产品剧情须要,有些地方不能延伸,精加工电极局部地方不放火花位就OK了),大家记住这个口诀:"拆电极时能延伸的地方尽量延伸!!!",就好像我们分模时做型面要延伸一样,千方要注意,现在好多打着清华、北大,铁道出版的所谓模具设计书,分模教程看了叫人冷汉直冒,几乎就将产品边沿不做延伸直接延长出来就算OK了,这是做模的大忌哦,不知那些是不是真的专家教授学者,很多东西有姿势没实际,有的简直是在误导人家!!!建议那些专家教授学者多到基层取经! 所以再次强调:拆电极时能延伸的地方尽量延伸!!!如下图红色圆圈所示:下图红色圆圈所示是拆电极时必须两电极须延伸交差的效果图:下图红色圆圈所示是拆电极时必须两电极不延伸交差,单边放0.07mm 火花位,EDM加工后的效果图:拆电极时为减少EDM拆卸次数和数量,厂方铜料允许情况下尽量组合在一起(当然要考虑刀具能否加工问题,大家要举一反三灵活运用哦)这是组合电极的效果图下图是典型高低跌差很大的产品!如下图所由于高低跌差很大,CNC加工时极容易变形,拆电极要特别注意加强防护问题,所以做加强筋可起到防止变形的作用于!!!遇到类似问题大家要举一反三灵活运用哦,如下图所我们还须做以下步骤:在电极后面雕上模具编号、前模或后模、电极编号、XYZ三轴偏移数据,EDM粗精加工的火花位,当敲字的工序由CNC操作员来做了,如下图所示:这是偶用Proe野火2.0拆出来的一些电极图:2这效果图34拆好电极我们要出详细下料单的,这时就要分析电极材料大小了,其实大部分软件都有BOX这功能,本人就以Proe和Mcam为例: 在Proe 下的NC模块和分模模块都有BOX 功能,以分模模块为例,首先在电极里做个坐标,再在分模模块下点击下图红色圆圈图标----再点击坐标系---再点击确定,BOX就建好了,再分析电极三轴尺寸就OK了,如下图所示:下图所示是Proe动化定BOX的图片:下图所示是Mcam动化定BOX的图下图所示是Mcam分析电极三轴尺寸的图工程图在模具行业占有重要一席之位,虽然现在画产品进入3D时代,但2D工程图可以解释3D无法表达的数据,电极工程图亦同样重要,你电极和刀路做得再好,你无法表达出来会大打折扣,工程图就帮你解决了这个问题, 以前模房师父打火花都跑去问CNC偏编程师父抄数据,现在大公司模房工程图数据都用文件或网络进行交换了,出工程图主要注意以下几点:不能重复标数,突出主次要令到大家一眼就能明白你所表达的东西,不要让人家去猜你的意图电极工程图有个重要设置就是参数表,在参数表里要突出:模具编号、前模或后模、电极编号、XYZ三轴偏移数据,EDM粗精加工的火花位,文件存挡位置,当然还有其它数据偶就不解释了,详细如下图所示,由于偶分模拆电极工程图都在proe 里搞定(现以野火 2.0为主),工程图可预先做好适合你公司规范的表格和参数然后存挡,下次你出工程图时这些参数会自动跟随工件变化了,关于设置方法Proe很多工程图的书籍和Proe自带的帮助文件里有详细解释,偶就不作解说了电极工程图里还有一项是要表达出电极的立体图样,当然是只好等角线架来表示了,如下图红色圆圈所还有电极工程图里要表明Z轴在哪个方位让数,要用球标作出注释PL:0,如下图红色圆圈所还有电极工程图里要清晰明了地表达出X、Y、Z三轴的移动数据,如下图红色圆圈所示:线切割工程图:相信很多拆组合电极的同袍应该遇到利用线切割清除刀具不能加工的地方(下右上图属典型须用线切割清角的电极),这时须要在电极工程图里标明须线割地方,穿线孔的座标尺本及孔距等,做到清楚交待!如下图所示下图是个前模拆电极的例子,拆电极前首先要对其进行分析,有五支螺丝碰穿位可镶针所以拆电极时可封闭的,中间凸起模芯由于底部有倒圆角所以要原身留出来,拆电极时要留意了不能封闭哦,还有四个枕位,拆电极时要封闭缺口,这就要在做面时用到曲面高级功能下的Free From来实现了,再下来是步骤了:1:在prt模块做好曲面2:在装配模块下生成电极零件3:在绘图模块下生成电极工程图PROE拆电极有两种方法: 第一种是用广东做模俚语俗称"印饼仔"的Cut out功能,偶在[原创]关于拆电极和电极工程图的注意事项!!!提及过, 本版亦有教程,Cut out功能虽然不错,但不是万能,比如有些分模时是炸不开的,靠copy曲面出来的前后模(例如很多黄色破面修复且较复杂的产品)用Cut out就会因公差问题不能Cut out 第二种copy曲再转成实体,这种方法较好, 个人做法是在prt模块做好曲面再在装配里直接点曲面转化成实体零件,在prt模块做曲面较灵活,好处是:做好的曲面在装配及分模模块下可共享,所以本人推荐在prt模块做好曲面,举一反三分模时在prt模块做好曲面进入分模模块下直接点击曲面就OK了在prt模块做电极曲面无非是用copy Extend Merge 和曲面高级功能下的Free From来实现,PROE的Extend 功能强大很好用但要讲究方法,延伸曲面时经常失败,这可要多动脑筋啦菜单用图标代替是proeWildfire 2.0最大变化其中之一,野火2.0把以往瀑布式菜单都集合在图标里体现得更人性化,当然有些功能你可自做快捷键后做成个性化图标(这就要看你的美术功底了)再调出来存档在config.win下使用为照顾初学者,偶用中英文版来解释这个教程(包括AVI教程) 上右图是调出图标图示(很多proe书都有提及相信很多高手都懂偶得就不多讲了)第一部分在prt模块做曲面的方法:主要是利用曲面功能下的copy Extend Merge 和曲面高级功能下的Free From来实现,及利用层别来规化拆好的电极曲面等第二部分在装配模块下生成电极零件的方法:装配好主体零件后,在组件模式下创建元件里输入电极名称再直接点击面组生成实体,倒角(倒角的重要性偶在本版[原创]关于拆电极和电极工程图的注意事项!!!有详细讲解),雕字,摆ISO视角等步骤第三部分在绘图模块下生成电极工程图的方法:这部分在工程图里做好模具编号、前模或后模、电极编号、XYZ三轴偏移数据,EDM粗精加工的火花位等,关于详细解说在本版[原创]关于拆电极和电极工程图的注意事项!!!有提及大家可去留意一下,细心的同胞可能会发现怎么这次用标注来代替表格了,是的,为了不误导大家,你们可预先做好适合你公司规范的表格和参数再调进来就OK了。