每周OEE数据统计分析表
OEE每日统计表

單件 總工 瓶頸 標準 操作 稼動 標準 時損 時間 產量 良品率 效率 率 生產線 機種及 公司產品料 時間 (S) (PCS) 失(H) No (S) 別 產品名稱 號
A B C=(360 0/B)*N D=L/K E=L/C F=O/Q G=Q-R
稼動 損失 (H)
H=S*M
OEE
備注
T=F*E*D
I=(B*MJ=G-H-I A)*C/3600
說明:1.操作損失:指在開線生產過程中的作業失誤損失,生產過程中產生的不良品工時損失,以及不良品重工及其前後的準備工時損失 2.稼動損失:指生產線人力有出勤條件下,產線無排配,待料,品質異常,模具故障,機故等造成的停線工時損失 3.平衡損失:指產線各工站工時不平衡,在生產過程中形成的工站間的設備產出)
平衡 損失 (H)
日期﹕ 生產 總投 操作 實際 實際 總投 產出 未稼 合格 作業 總產 入時 品出 損失 時間 工時 入工 工時 動時 品數 數(pcs) 人數 間 (H) (H) (H) 時(H) (H) 間(H) (pcs) (H)
K L M N O=N* M P Q=P* R=L*A S=P-N M /3600
核准﹕
會簽﹕
TEEP和OEE的统计计算表格

平均修复时间(MTTR)
计划生产时间=日历工作时间—计划停机时间
开动时间=计划生产时间—非计划停机时间—更换调整时间时间开动率=开动时间/计划生产时间
计划节拍数=开动时间/标准节时间性能开动率=完成节拍数/计划节拍数
设备利用率=(计划生产时间—外部因素停机时间)/日历工作时间合格品率=合格品数量/实际产量
TEEP、OEE统计表
车间:
设备名称
日历工作时间(min)
计划停机时间(min)
外部因素停机时间(min)
非计划停机时间(Байду номын сангаасin)
更换调整时间(min)
完成节拍数
标准节时间
实际产量
废品量
设备名称
计划生产时间(min)
开动时间(min)
计划节拍数
时间开动率%
性能开动率%
合格品率%
OEE
设备利用率
TEEP
经典实用的OEE统计报表
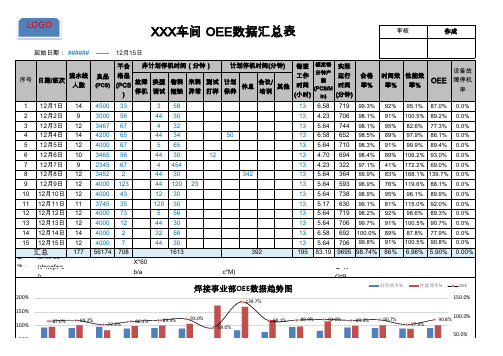
XXX车间 OEE数据汇总表
审核
作成
起始日期: ###### —— 12月15日
流水线 序号 日期/班次
人数
良品
(PCS)
不合 非计划停机时间(分钟)
格品 (PCS 故障 换型 物料 来料 测试
) 停机 调试 短缺 异常 打样
计划停机间(分钟) 每班 额定每 实际
工作 分钟产 运行
8 12月8日 12 3452 2
44 30
342
13 5.64 364 99.9% 83% 168.1% 139.7% 0.0%
9 12月9日 12 4000 123
44 120 23
13 5.64 593 96.9% 76% 119.6% 88.1% 0.0%
10 12月10日 12 4000 43
0%
0.0%
12月1日 12月2日 12月3日 12月4日 12月5日 12月6日 12月7日 12月8日 12月9日 12月10日 12月11日 12月12日 12月13日 12月14日 12月15日
注: (Nd=+Me+/[fX+*g6
0-
200%
4000 7
44 30
56174 708 R=d/[
1613
XO*=610-
b/a
13
392
195
P=a/(
c*M)
焊接事业部OEE数据趋势图
139.7%
5.64 706 99.8% 91% 100.5% 90.8% 0.0% 83.19 9695 98.74% 86% 6.96% 5.90% 0.00%
13 4.23 706 98.1% 91% 100.5% 89.2% 0.0%
OEE报表(标准模板)
5 12.00 8.83 8.30 3.17
6 12.00 10.83 10.30 1.17
7 12.00 10.83 10.10 1.17
8 12.00 10.83 10.30 1.17
9 12.00 10.83 10.30 1.17
10 12.00 10.83 10.30 1.17
11 12.00 10.83 8.80 1.17
1.50 0.17 0.25 0.50 0.25 0.00
0.20 1.30
0.33 XXXX XXXX 60.00
1.50 0.17 0.25 0.50 0.25 0.00
0.20 1.30
0.33 XXXX XXXX 60.00
3.10 0.17 0.25 0.50 0.25 0.00
0.20 1.30 1.60
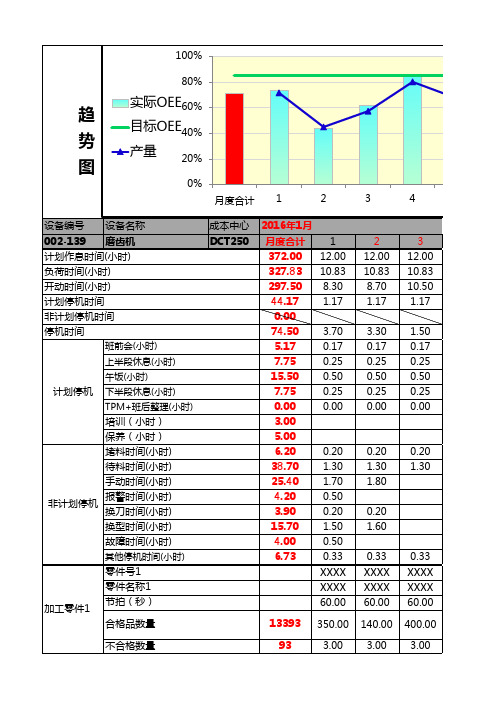
100%
80%
趋
实际OEE60%
势
目标OEE40%
图
产量
20%
0%
月度合计 1
2
3
4
设备编号 设备名称 002-139 磨齿机 计划作息时间(小时) 负荷时间(小时) 开动时间(小时) 计划停机时间 非计划停机时间 停机时间
班前会(小时) 上半段休息(小时) 午饭(小时) 计划停机 下半段休息(小时) TPM+班后整理(小时) 培训(小时) 保养(小时) 堵料时间(小时) 待料时间(小时) 手动时间(小时) 报警时间(小时) 非计划停机 换刀时间(小时) 换型时间(小时) 故障时间(小时) 其他停机时间(小时) 零件号1 零件名称1 加工零件1 节拍(秒) 合格品数量
1.70 0.17 0.25 0.50 0.25 0.00
1.70 0.17 0.25 0.50 0.25 0.00
设备综合效率OEE统计表
当天班次总时间=min
计划生产时间=当天班次总时间-计划停机时间=当天班次总时间- A - I =min
净生产时间=计划生产时间-非计划停机时间=计划生产时间- B - C - E - F - G -H =min
OEE =时间开动率×性能开动率×合格品率
=【净生产时间/计划生产时间】×【净开动率×速度开动率】×【合格品数量/总产量】
25
30
35
40
45
50
55
60
12:00 13:00 14:00 15:00 16:00
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
中班
16:00 17:00 18:00 19:00 20:00
25
30
35
40
45
50
55
60
04:00 05:00 06:00 07:00 08:00
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
OEE计算表(附实例讲解)
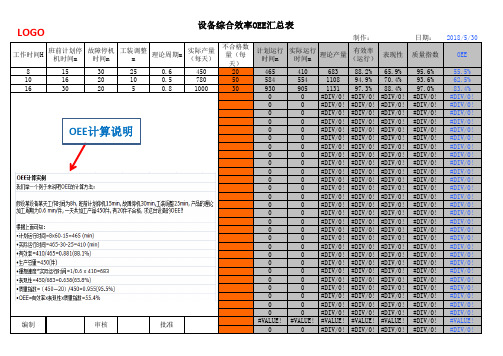
制作:日期:2018/5/30工作时间H 班前计划停机时间m 故障停机时间m 工装调整m 理论周期m实际产量(每天)不合格数量(每天)计划运行时间m 实际运行时间m 理论产量有效率(运行)表现性质量指数OEE 81530250.64502046541068388.2%65.9%95.6%55.5%101620100.578050584554110894.9%70.4%93.6%62.5%16302050.8100030930905113197.3%88.4%97.0%83.4%00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!00#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#VALUE!#VALUE!#VALUE!#VALUE!#VALUE!#DIV/0!#VALUE!0#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!设备综合效率OEE汇总表编制审核批准OEE 计算说明LOGO。
OEE和OPE指标计算统计表

月
统计月份:2017年5Fra bibliotek月9日 10日 11日 12日 13日 14日 15日 16日 17日 18日 19日 20日 21日 22日 23日 24日 25日 26日 27日 28日 29日 30日 31日
实际OEE=时间稼动率×性能稼动率×良品率 OEE指标要求
注明:1、 基准周期时间:设备(生产线)原设计产出单位产量所需的时间(C/T)。实际周期时间:目前设备(生产线)实际产出单位产量所需的时间;
OEE指标计算表:
线别:发泡1#线
编号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 良品率 性能稼 动率 速度稼 动率A 异常停 机时间 时间稼 动率 各项指标计算/日期 计划点检保养时间(H) 休息时间(H) 计划停 计划停产时间(H) 机时间 员工培训时间(H) 会议时间(H) 设备计划检修时间(H) 计划停机合计时间M(H) 设备应开动时间N(H) 设备负荷时间K=N-M(H) 设备故障时间(H) 品质异常停机时间(H) 来料异常停机时间(H) 夹具异常停机(H) 换型、换线时间(H) 员工请假影响时间(H) 其他突发事故时间(H) 异常停机时间合计S(H) 时间稼动率=(K-S)/K×100% 设备异常降速运行影响时 间O(H) 短暂停影响时间P(H) 基准周期时间T1 实际周期时间T2=T1-O-P 速度稼动率A=T2/T1 生产产量W 单台实际周期时间(S) 实质稼 动率B 稼动时间=设备负荷时间 K-S(异常停机时间) B=W*单台周期/稼动时间 性能稼动率=A*B×100% 该线良品率(100%) 1日 2日 3日 4日 5日 6日 7日 8日
0EE(设备综合效率)数据统计表
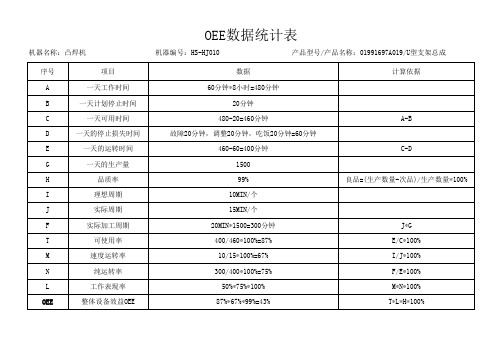
01991697a019l型支架总成序号项目数据计算依据a一天工作时间60分钟8小时480分钟b一天计划停止时间20分钟c一天可用时间48020460分钟abd一天的停止损失时间故障20分钟调整20分钟吃饭20分钟60分钟e一天的运转时间46060400分钟cdg一天的生产量1500h品质率99良品生产数量次品生产数量100i理想周期10min个j实际周期15min个f实际加工周期20min150030分钟jgt可使用率40046010087ec100m速度运转率101510067ij100n纯运转率30040010075fe100l工作表现率5075100mn100oee整体设备效益oee87679943tlh100
OEE设备效率数据收集分析表
0
0
0
0
0
0
0
0
0
0
15
0
0
35
0
0
0
0
0
0
99.9% 100.0% 100.0% 99.7% 100.0% 100.0% 100.0% 100.0% #DIV/0! 100.0%
70% 70% 70% 70% 70% 70% 70% 70% 70% 70%
95.6% 80.9% 95.7% 68.2% 95.7% 97.5% 59.5% 96.8% #DIV/0! 97.0%
0
0
0
40
0
0
0
0
0
0
20
0
99.7% 100.0% 100.0% #DIV/0! 100.0% 100.0% 100.0% 99.9% 100.0%
70% 70%
70% 70% 70% 70% 70% 70% 70%
72.4% 92.1% 96.9% #DIV/0! 86.7% 94.5% 90.9% 95.9% 90.2%
0% 0% 0% 0% 0% 0%
0% 0% #DIV/0! 0%
0% 0% 0% 0% 0% 0% 35% 0% #DIV/0! 0% cal analysis, the countermeasures of important material),
审核 Examine
设备编
2016 年
号:Equi 125-26
0 0 0 0 0 0 0 790
5 840
30 20
0 790
0 0 0 0 0 0 0 790
设备利用率
D
Equipment utilization
【实用文档】2019年某知名品牌企业OEE数据记录分析表格式完整版完整版完整版
480 100%
#DIV/0! 0.00%
480 100%
#DIV/0! 0.00%
480 100%
#DIV/0! 0.00%
480 100%
#DIV/0! 0.00%
480 100%
#DIV/0! 0.00%
480 100%
#DIV/0! 0.00%
480 100%
#DIV/0! 0.00%
480 100%
汇总 0
0
0
计划停机时间(分钟)
物料 计划保
会议/
休息
Hale Waihona Puke 其他短缺 养培训实际运 行时间 (分钟)
时间效
性能效
合格率%
率%
率%
480 100%
#DIV/0! 0.00%
480 100%
#DIV/0! 0.00%
480 100%
#DIV/0! 0.00%
480 100%
#DIV/0! 0.00%
480 100%
#DIV/0! 0.00%
480 100%
#DIV/0! 0.00%
0
10080 100%
#DIV/0! 0.00%
OEE
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
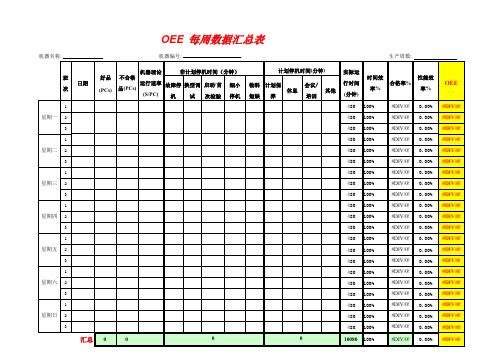
OEE 每周数据汇总表
机器名称:
机器编号:
生产周数:
OEE设备效率数据收集分析表

E2)/E
#DIV/0
#DIV/0
0.0% 99.7% 100.0% 99.8% 100.0% 99.7% 100.0% 100.0% ! 100.0% 100.0% 100.0% 99.9% 100.0% 99.9% 100.0% 100.0% 99.7% 100.0% 100.0% 100.0% 100.0% ! 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% #DIV/0!
记录 Record:
检查 check up:
审核 Examine:
0 720 300 1320 1320 1320 1320 1320
0
10
10
10
10
10
10
10
0
10
10
10
10
10
10
10
0
0
0
0
0
0
0
0
0 700 280 1300 1300 1300 1300 1300
0 30540
0
720
0
350
0
10
0 29460
产品转型/换
模时间(分)
Product the
0.0% 83.4% 93.1% 77.7% 77.9% 72.4% 92.1% 96.9% ###### 86.7% 94.5% 90.9% 95.9% 90.2% 95.6% 80.9% 95.7% 68.2% 95.7% 97.5% 59.5% 96.8% ###### 97.0% 90.1% 67.3% 78.1% 67.3% 72.7% 61.9% ###### #DIV/0!
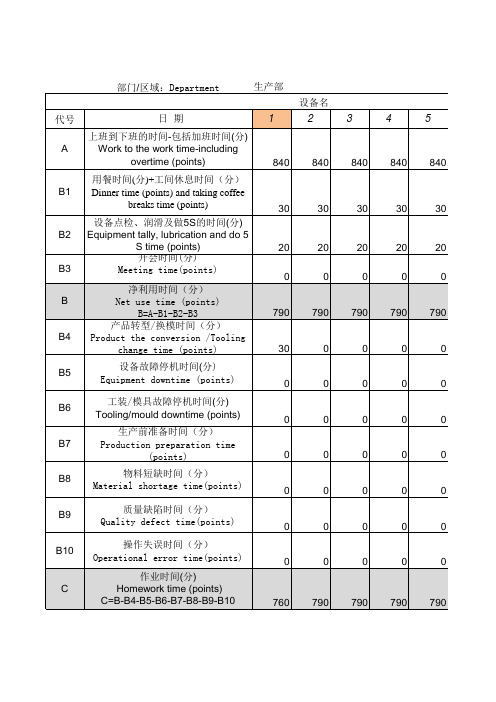
设备综合效率OEE统计表
白班
中班
零班
全天
A
交接班/班前准备
B
模具部件安装/消毒
C
设备调整、试车、预热
D
生产
E
日常维护/清洁
F
设备故障-待修
G
设备故障-维修
H
非常规清洁
I
任务完成后计划停机
累加
设备名称
设备型号
设备最大生产能力
OEE统计
月计划生产时间 =min
月净生产时间 =min
当天生产数量 = ___________
当天班次总时间 =min
计划生产时间 = 当天班次总时间 - 计划停机时间 = 当天班次总时间 - A - I =min
净生产时间 = 计划生产时间 - 非计划停机时间 = 计划生产时间 - B - C - E - F - G -H =min
OEE = 时间开动率×性能开动率×合格品率
产品/批次:___________________
数量:_______________________
组长签名:___________________
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
产品/批次:___________________
设备OEE自动统计和分析表
应用步
骤:
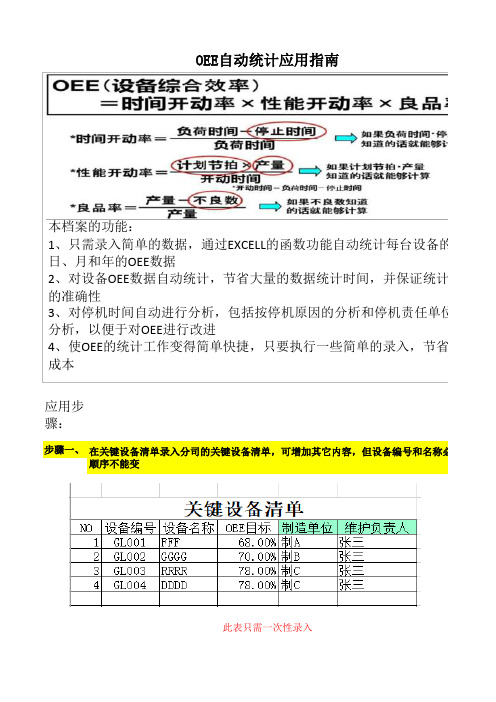
步骤一、OEE自动统计应用指南在关键设备清单录入分司的关键设备清单,可增加其它内容,但设备编号和名称必须
顺序不能变
此表只需一次性录入
本档案的功能:
1、只需录入简单的数据,通过EXCELL 的函数功能自动统计每台设备的每日、月和年的OEE 数据
2、对设备OEE 数据自动统计,节省大量的数据统计时间,并保证统计数的准确性
3、对停机时间自动进行分析,包括按停机原因的分析和停机责任单位的分析,以便于对OEE 进行改进
4、使OEE 的统计工作变得简单快捷,只要执行一些简单的录入,节省人成本
步骤二、步骤三、步骤四、
在产品产能标准内录入公司每种产品的产能标准在停机时间登记中录入每日的停机时间数据(只需录入日期、设备编号和停机时间)
在生产情况登记中录入每日的生产数量和质量数据(只需录入日期、产品编号、设备
、投入量、实际投入时间和一次产出量)
此表只需有新产品时才再次录入
此表需要依据每天的设备停机记录每日录入
步骤五、步骤六、
在OEE每日&月统计中录入需统计的设备编号和需要统计的月份日期即可自动统计出该
的每日OEE和当月的汇总
在OEE年度统计中录入需统计的设备编号和需要统计的月份起止时间即可自动统计数
汇总及年度汇总
以上就算完成了数据的录入
此表需要依据通生产日报表每日录入
步骤七、在停机时间分析中录入需统计的设备编号和需要统计的月份起止时间即可自动统计数的停机时间汇总、各停机原因的比例及按责任部门的比例
备的每
统计数据单位的
节省人工称必须有且
时间)
、设备编号
计出该设备
计数每月的
统计数每月。