校正教学CSK-IA说明书
斯卡西亚说明书
斯卡西亚实验仪器说明书斯卡西亚说明书一、仪器概述斯卡西亚是一款高效便捷的实验仪器,主要用于科研、教学和工业生产等领域。
它具有高精度、易操作和多功能等特点,能够满足各种实验需求。
二、硬件规格1.电源:110-240V,50-60Hz,消耗功率<50W。
2.主机尺寸:420mm x 340mm x 160mm。
3.重量:约7.5kg。
4.显示器:4.3英寸彩色触摸屏。
5.键盘:带有电源开关、菜单键、四个方向键和12个功能键。
三、功能特点1.高精度测量:采用先进的激光干涉仪技术,可以实现高精度的长度、角度和直线度测量。
2.多功能测量:具备长度、角度、直线度、表面粗糙度等多种测量功能,适用于不同实验需求。
3.数据分析:内置数据处理功能,可以对测量数据进行统计、计算、拟合和导出等操作。
4.操作便捷:采用人性化的操作界面和便捷的键盘设计,使得操作更加简单易懂。
5.高可靠性:采用高品质的电子元件和结构设计,确保仪器在长时间使用中具有高稳定性和可靠性。
四、使用步骤1.打开电源开关,仪器自检后进入测量界面。
2.选择合适的测量功能,根据提示进行测量。
3.将被测物体放置在测量台上,调整测量位置和角度。
4.按下测量键,仪器会自动完成测量,并在显示器上显示测量结果。
5.根据需要使用其他功能键进行数据处理和导出。
6.关闭电源开关,清洁仪器表面。
五、维护保养1.保持仪器表面清洁,避免长时间接触液体或其他腐蚀性物质。
2.定期检查电缆和连接器,确保电气部分安全可靠。
3.定期进行精度校准,以保证测量结果的准确性。
4.不使用时,应将仪器放置在干燥、通风的地方,避免阳光直射。
六、常见问题及解决方案1.仪器无法开机:请检查电源连接是否正常,如有问题请联系专业人员。
2.测量结果不准确:请检查测量台是否水平,测量距离是否正确,如有需要请进行精度校准。
3.显示器无响应:请检查电缆连接是否牢固,如有问题请联系专业人员。
4.功能键无法使用:请检查功能键设置是否正确,如有问题请参考用户手册或联系专业人员。
CSK-1A试块快速调试

CSK-1A试块快速调试方法:(1)准备工作:HS610e仪器、斜探头、CSK-IA试块一块、CSK-ⅢA试块一块、耦合剂、探头连接线。
(2)将探头与仪器连接好。
按键,进入参数列表,按键或转动旋钮将光标移到探头类型栏,按键或单击旋钮将探头类型改为斜探头。
按键或转动旋钮将光标移到试块选择栏, 按键或单击旋钮将试块选择栏改为CSK-1A。
按键或转动旋钮到退出栏单击,返回探伤界面。
(3)斜探头横波入射零点自动校准:按键,进入自动校准功能,此时,回波显示区的右上角显示“自动校准”的字样。
进入入射点测试,方法如下:将探头放在IA试块上,平行的前后移动,找出波形的显示,再按键然后按自动键,将波形提高到80%,前后平行移动探头,寻找50mm,100mm,两个最大反射波,此时若波峰高出满屏或低于30%,按键将波形升或降到80%,反复上述直至确定最高反射波,此时看50mm的波是否在屏幕上达20%以上。
若低于,可平行的向50mm的面横移探头,直至50mm的波显示在屏幕上,固定探头不动,按键数秒钟后,屏幕上提示“校准完毕”,完毕后手仍固定探头不动,仪器提示“请用钢尺测前沿”,用钢尺测量探头前端到CSK-IA试块R100端边的距离X,然后用100-X所得到的数值就是探头的前沿值,将前沿值输入按键。
此时仪器提示“是否重校”,按键重新校准,按其他任意键进入K值测试。
(4)斜探头“K”值自动测试方法:自动校准完成后,屏幕下方出现:“进入K值测试”,此时仪器进入自动测K值状态。
将探头放置在CSK-IA试块Φ=50mm孔上方,并找出所测孔的反射波,闸门已套住该孔反射波,按峰值记忆键,前后移动探头,找出该孔的最高反射波,此时回波若高于满屏,或低于20%,可按一下键,将波提高或衰减到80%,反复上述操作,直至找出最高反射波,单击旋钮或键,屏幕下方会出现实测K值X.XX。
此时,所测试的实际K值,自动存入该通道参数的K值一栏,K值自动测试完毕。
XCSK-1操作使用说明

XC SK -1 数控测井系统操作说明一正电反电操作操作反电释放时特别注意:先将释放保护开关按下再反电释放!!!二软件参数通道注意事项:地面数控系统面板上显示为井下仪器真实通道数据,软件选择时安下列注意事项:仪器空接井下仪器时,因没有曼码数据,面板曼码通道数据显示可能为黑屏正常!接井下仪器,数据正常解码时,显示正常。
数控向地面发送数据时通道0 发送------------ FF 73通道1 发送------------ FF 75通道2 发送------------ FF 76通道3 发送------------ FF 77通道4 发送------------ FF 72通道5 发送------------ FF 78通道7 发送------------ FF 71通道8 发送------------ FF 74通道9 发送------------ FF 70地面软件为省略,将FF 73 省略为 3FF 70 省略为0FF 75 省略为 5FF 76 省略为 6FF 77 省略为7FF 72省略为 2FF 78 省略为 5FF 71 省略为7FF 74 省略为 4FF 70 省略为0如井下仪器TEMP -4通道GR 1 -7通道GR 2- 8通道CCL 9通道:TEMP - 4通道(地面数控安上表发送FF 72省略为2GR 1 - 7通道(地面数控安上表发送FF 71省略为 1GR 2 - 8通道(地面数控安上表发送FF 74省略为 4 CCL - 9通道(地面数控安上表发送FF 70省略为0则地面软件选通道时TEMP - 采样通道WTC2GR 1 - 采样通道WTC1GR 2 - 采样通道WTC4CCL - 采样通道WTC0三软件深度读取数控曼码信号调节及深度信号自检1 软件深度读取2数控曼码信号调节及深度信号自检(1高速AD采集界面调出面11 拖动曼码信号放大调节拖动曼码信号正门槛电压拖动曼码信号负门槛电压四通讯设置电脑连接数控系统时,首先设置 IP 地址,再设置 COM 口,正常连接方能通讯!。
超声波探伤检测作业指导书
附件3超声波探伤检测作业指导书1.适用范围适用于钢结构产品无损检测作业,检测钢结构焊缝的缺陷,并确定缺陷位置、尺寸、缺陷评定的一般方法及检测结果的等级评定。
2.作业准备2.1仪器准备目前在焊接结构的超声波检测普遍采用A型脉冲反射式超声波探伤仪,探伤仪应配备80dB以上连续可调的衰减或增益控制器,步进级每档不大于2dB,其精度为任意相邻12dB误差在±1dB内,最大累积误差不超过1dB;水平线性误差不大于1﹪,垂直线性误差不大于5﹪。
2.2探头准备探头频率一般在2~5MHz,一般选用2~2.5MHz公称频率探头。
特殊情况下可选用低于2MHz或高于2.5MHz检验频率,但必须保证系统灵敏度要求。
2.3探伤区及探伤面准备在探伤前必须准备好要探伤区的探伤面,检测表面应平整光滑。
探头移动区应清理焊接飞溅、铁屑、油垢及其他阻碍声藕合的杂物,检测面一般应进行清理打磨,使钢板露出金属光泽,其表面粗糙度应不超过6.3μm。
2.4耦合剂准备选用焊缝超声波探伤常用耦合剂有机油、甘油、CMC(化学纤维素)浆糊、润滑脂和水等。
一般工程施工常用的为机油、浆糊两类耦合剂。
当工件表面光洁度较差时,选用声阻抗较大的耦合剂甘油可获得较好的透声性能。
2.5扫描速度调整扫描速度调节由三种方法:①声程比例法:将荧光上时基扫描线长度调整成声程读数,常用CSK-IA试块、半圆试块来调整;②水平比例法:将荧光上时基扫描线长度调整成水平距离读数,常用CSK-IA 或CSK-ⅢA试块来调整;③深度比例法:将荧光上时基扫描线长度调整成水平距离读数,常用CSK-IA试块来调整。
在焊缝探伤中,角度探伤可用声程定位。
但现在焊缝探伤中普遍选用K值探头,板厚小于20mm宜用水平比例法,板厚大于20mm时宜用深度比例法。
2.6距离-波幅曲线(DAC)的绘制2.6.1对于管节点,采用在CSK-ICj试块上实测的直径3mm的横孔反射波幅数据及表面补偿和曲面复测灵敏度修正数据,对于板节点,则采用在CSK-IDj型试块实测的直径3mm横孔反射波幅数据及表面补偿数据。
无损检验规范-UT指导书
超声波检验工艺规程(指导书)1.适用范围1.1本规程适用于压力容器焊缝及其热影响区的超声波检测,其母材厚度为≥6mm~400mm钢结构全焊透对接焊缝的超声检查。
1.2除非其他程序经批准、有关具体要求经认可,UT有关方法、评定、要求应按本规程。
2.参考文献2.1按JB/T47013-2015要求编制。
2.2技术要求3.无损探伤人员3.1超声波检测人员的一般要求应符合NB/T47013.1的有关规定。
3.2超声波检测人员应具有一定的金属材料、设备制造安装、焊接及热处理等方面的基本知识,应熟悉被检工件的材质、几何尺寸及透声性等,对检测中出现的问题能做出分析、判断和处理。
4检测时机4.1焊缝的检测时机应在焊缝完成24小时以后,或在火焰校正24小时以后。
4.2如焊缝需进行修补,应在修补完成24小时后进行检测。
5检测设备5.1超声波探伤仪:超声波检测应使用脉冲反射式超声仪,至少具备0.5~10MHz 频率范围和波门装置,其增益控制在至少80db范围内须有正负1db的控制能力。
5.2公司现有检测设备为4台。
5.3探头直探头直径应为14~25mm ,晶片面积一般不大于500mm 2,且任何一边长不大于25mm ,斜探头应根据被检工件厚度适当选用(参照下表)探头折射角与被检壁厚关系:仪器型号制造单位HS610e武汉中科创新科技有限公司探头折射角(β)频率制造单位2.5P 13x13450 2.5MHz 汕头超声仪器厂2.5P 13x13560 2.5MHz 汕头超声仪器厂2.5P 13x13630 2.5MHz 汕头超声仪器厂2.5P 13x13680 2.5MHz 汕头超声仪器厂2.5P 9x97102.5MHz汕头超声仪器厂壁厚(mm)探头位置折射角(β)晶片尺寸K 值(tg β)扫描范围扫描道8~251、2720-6309X913X133.0-2.02xTxK2直探头、斜探头在法兰与筒体焊缝中的使用:>25~461、2680-56013X13 2.5-1.52xTxK 2>461、2、3、4630-45013X13 2.0-1.02xTxK 4壁厚(mm)探头位置折射角(β)晶片尺寸K 值(tg β)扫描范围扫描道8~257、8、9、10720-6309X913X13 3.0-2.02xTxK4>25~467、8、9、10680-56013X132.5-1.52xTxK 4图15.3频率检测频率一般为2MHz ~5MHz ,对薄板,可采用5MHz 。
索佳Sokkia_SET220K技术培训手册

第一章SET220K系列全站仪的使用一)、操作面板主要按键✧[ ON ]键:电源开关✧[ ]键:打开或关闭背光✧[]键:左移光标或选择选项✧[ ]键:右移光标或选择选项正常开机:[ ON ]热启动开机:[ F 4 ] + [ BS] + [ON] (仪器参数初始化)冷启动开机:[ F 1 ] + [ F 3 ] + [ BS] + [ON] (清除内存全部数据,恢复出厂设置)二)、基本模式菜单结构基本模式测量模式测量的各种操作内存模式文件、已知坐标和代码操作设置模式仪器参数设置、键功能定义等操作✧[ESC]键:返回前一菜单✧[SFT]键:键盘输入模式转换✧[BS]键:删除前一字符✧[FUNC]键:菜单翻页✧{F1~F4}:选取软键对应的功能12、线路计算SET130R系列是索佳最近推出的新型免棱镜全站仪系列,该系列全站仪除具有350m高精度远距离免棱镜测程、可见激光指示和红绿光导向等新功能外,线路计算是其强大软件功能特色之一。
线路计算功能可运用于土木、道路等工程中各种线路点、道路中桩点和边桩点平面坐标的计算,并可直接将计算结果记录至仪器内存文件中或在实地实施放样测量,方便了用户并极大地提高作业效率。
线路计算中提供了直线计算、圆曲线计算、回旋曲线计算、三点计算法、一点转角计算法和系列计算法等计算功能,其中前三种方法用于单线元线路桩点坐标的计算,后几种方法用于多线元线路桩点坐标的计算。
线路计算包含线路定义、中桩点坐标计算、边桩点坐标计算、坐标存储和桩点放样测量几个过程,为便于大家对该功能的了解,本文分别就这些计算方法及其处理过程做一详细介绍。
一、直线计算直线计算用于由单一直线构成的线路桩点平面坐标的计算。
计算时以直线起点BP为基准点P1,已知数据为基准点P1的坐标、交点IP的坐标或直线的方位角AZ,线路如下图所示:✧线路定义输入基准点P1和交点IP两点的坐标或者基准点P1的坐标和至交点IP方向的方位角AZ对线路进行定义。
HS610e超声波探伤仪操作说明书
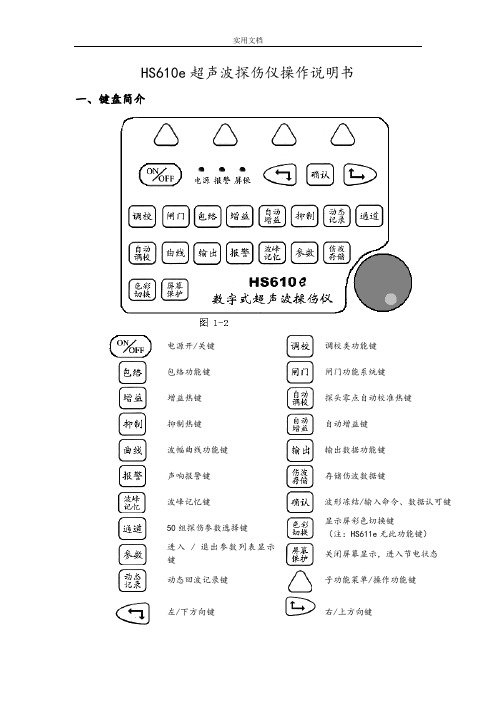
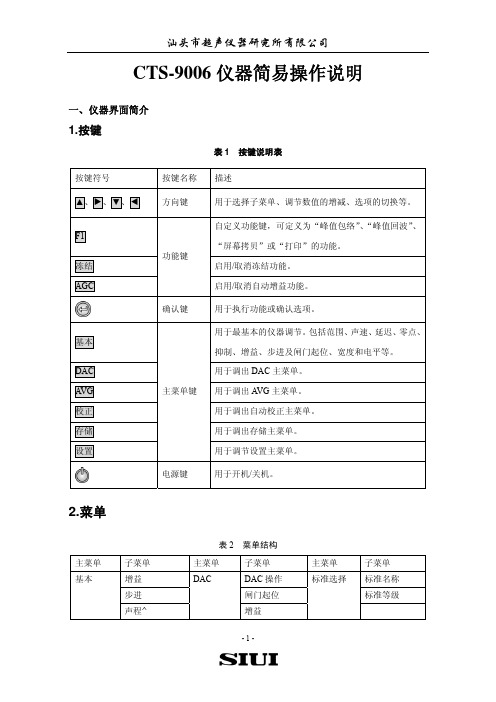
HS610e超声波探伤仪操作说明书一、键盘简介电源开/关键调校类功能键包络功能键闸门功能系统键增益热键探头零点自动校准热键抑制热键自动增益键波幅曲线功能键输出数据功能键声响报警键存储伤波数据键波峰记忆键波形冻结/输入命令、数据认可键50组探伤参数选择键显示屏彩色切换键(注:HS611e无此功能键)进入 / 退出参数列表显示键关闭屏幕显示,进入节电状态动态回波记录键子功能菜单/操作功能键左/下方向键右/上方向键数码飞梭旋钮旋钮键主要用于数字输入、增减、左右、上下调节和功能选择及确认等功能。
左旋:等同左/下方向键操作方式右旋:等同右/上方向键单击:轻轻按下旋钮,马上松开,让旋钮弹起按击:按住旋钮不放,停留两秒,然后松开(单击用于确认或进入各功能状态,按击用于退出各功能状态)1、功能选择之间的操作关系仪器的功能及其逻辑关系1)自动调校功能•范围/零偏:探伤范围的调节 / 探头入射零点的调节•声速:材料声速(0~9000)m/s 连续调节• K值:斜探头的折射角(K值)测量·Φ值计算:当量Φ值计算2)闸门功能•范围/平移:(0~5500)㎜扫查范围的无级调节/脉冲平移调节•闸门操作:闸门移位/闸门宽度/闸门高度调节•闸门选择:闸门A/B选择•动态回放:回波全动态记录回放3)曲线功能•制作:制作距离—波幅曲线•调整:修整已制作的距离—波幅曲线•删除:删除已制作的距离波—幅曲线•距离补偿:作好波幅曲线后启动远距离补偿功能4)输出功能•读出:显示当前读出号的缺陷波形及数据•删除:删除当前存贮号或连续存贮区间的缺陷波形及数据•通讯:将存储的缺陷波形及数据传送到计算机•打印:打印探伤报告5)包络功能:对缺陷回波进行波峰轨迹描绘,辅助对缺陷定性判断。
6)增益/自动增益功能:手动调节仪器灵敏度/自动波高调节仪器灵敏度(80%)。
7)波峰记忆:对闸门内动态回波进行最高回波的检搜,并保留在屏幕上。
8)动态记录:对扫查的回波进行实时动态记录。
CTS-9006仪器简易操作手册
『设置』菜单中,“回出厂设置”=on。(恢复出厂设置完成后会自动变为“off”)
2. 2 探头参数测定 1) “声速”、“零点”和“前沿长度”的测定 按『校正』键,用探头对 CSK-IA 试块 R50 进行扫查,找到回波最高 点,调节“闸门起位”,使闸门套住该回波,按 键;然后用探头对 CSK-IA 试块 R100 进行扫查,找到回波最高点,调节“闸门起位”,使闸门套住该 回波,再按 键。此时,测量结果即显示在“声速”、“零点”项目中,即完成 “声速”、“零点”的测定。同时,用钢尺量出探头的前沿长度(可在『设置』 菜单中的“前沿长度”中输入数据)。
注:仪器需处于『DAC』菜单时,按 键才能取中回波参考点。 3) 重复上述操作,依此记录下 20mm、30mm、40mm、50mm 等由浅到深孔 的回波。
注:如出现仪器所显示的反射孔深度值出现错误时,请注意调整『设置』菜单中的“厚度”栏目所 设定的数值。
4) 记 录 完 所 有 回 波 参 考 点 后 , 根 据 应 用 的 探 伤 标 准 及 等 级 ( 本 例 为 JB4730-2005、20mm 钢板对接焊缝),设定“判废线”= +5.0dB、“定量线”= -3.0dB、“评定线”= -9.0dB;并对表面耦合损失给予补偿(如需补偿 4dB,则 设定“补偿”= 4.0dB);如探伤时需读取缺陷波的波峰与定量线间的 dB 差值, 则设定“曲线选择”= 定量线。此时即完成 DAC 曲线的制作及相关设置。
主菜单键
用于最基本的仪器调节。包括范围、声速、延迟、零点、 抑制、增益、步进及闸门起位、宽度和电平等。 用于调出 DAC 主菜单。 用于调出 AVG 主菜单。 用于调出自动校正主菜单。 用于调出存储主菜单。 用于调节设置主菜单。
CSK-VI多功能击实仪操作规程作业指导书
CSK-VI多功能击实仪操作规程作业指导书
1、根据试验规范选定所作材料使用的击实标准(重型或轻型),
从而确定击实锤(4.5kg或2.5kg),落高(450mm或300mm)以及击实筒尺寸(φ152 170或φ100 127)。
2、检查所用击实筒是否已稳固于仪器底座上。
3、于计数器上设置各层材料所需击实次数。
4、按启动按钮,开始工作,面板上的数码显示随着锤击次数增
加而增加,到设定的所需数值而自动停止。
5、击实仪电动机运转时,检查、调整击实锤落距,同时,仪器
运行时不得复位或调转计数器,以免损坏计数装置。
6、试验完毕后。
切断电源,并应对仪器进行清洁、保养,尤其
是机械部分的润滑工作。
设备维护与保养:
1、每次做完试验后,都要把机器擦干净,试筒、齿条都擦上
机油,断开电源(工作时再接通)。
2、定期检查紧固件,发现松动应及时拧紧。
3、转动部分,三个月回油一次,若频繁使用,则酌情而定,
多次加油。
HS610e超声波探伤仪操作说明书20200213整理版
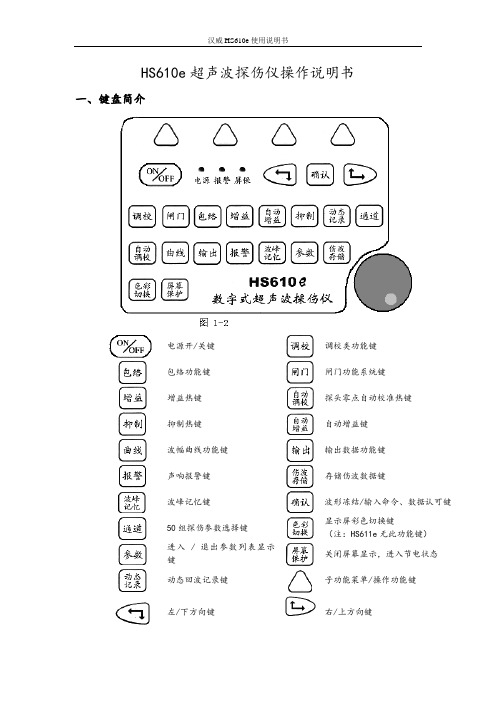
HS610e超声波探伤仪操作说明书一、键盘简介电源开/关键调校类功能键包络功能键闸门功能系统键增益热键探头零点自动校准热键抑制热键自动增益键波幅曲线功能键输出数据功能键声响报警键存储伤波数据键波峰记忆键波形冻结/输入命令、数据认可键50组探伤参数选择键显示屏彩色切换键(注:HS611e无此功能键)进入 / 退出参数列表显示键关闭屏幕显示,进入节电状态动态回波记录键子功能菜单/操作功能键左/下方向键右/上方向键数码飞梭旋钮旋钮键主要用于数字输入、增减、左右、上下调节和功能选择及确认等功能。
左旋:等同左/下方向键操作方式右旋:等同右/上方向键单击:轻轻按下旋钮,马上松开,让旋钮弹起按击:按住旋钮不放,停留两秒,然后松开(单击用于确认或进入各功能状态,按击用于退出各功能状态)1、功能选择之间的操作关系仪器的功能及其逻辑关系1)自动调校功能•范围/零偏:探伤范围的调节 / 探头入射零点的调节•声速:材料声速(0~9000)m/s 连续调节• K值:斜探头的折射角(K值)测量·Φ值计算:当量Φ值计算2)闸门功能•范围/平移:(0~5500)㎜扫查范围的无级调节/脉冲平移调节•闸门操作:闸门移位/闸门宽度/闸门高度调节•闸门选择:闸门A/B选择•动态回放:回波全动态记录回放3)曲线功能•制作:制作距离—波幅曲线•调整:修整已制作的距离—波幅曲线•删除:删除已制作的距离波—幅曲线•距离补偿:作好波幅曲线后启动远距离补偿功能4)输出功能•读出:显示当前读出号的缺陷波形及数据•删除:删除当前存贮号或连续存贮区间的缺陷波形及数据•通讯:将存储的缺陷波形及数据传送到计算机•打印:打印探伤报告5)包络功能:对缺陷回波进行波峰轨迹描绘,辅助对缺陷定性判断。
6)增益/自动增益功能:手动调节仪器灵敏度/自动波高调节仪器灵敏度(80%)。
7)波峰记忆:对闸门内动态回波进行最高回波的检搜,并保留在屏幕上。
8)动态记录:对扫查的回波进行实时动态记录。
武汉中科创新HS型仪器调试方法
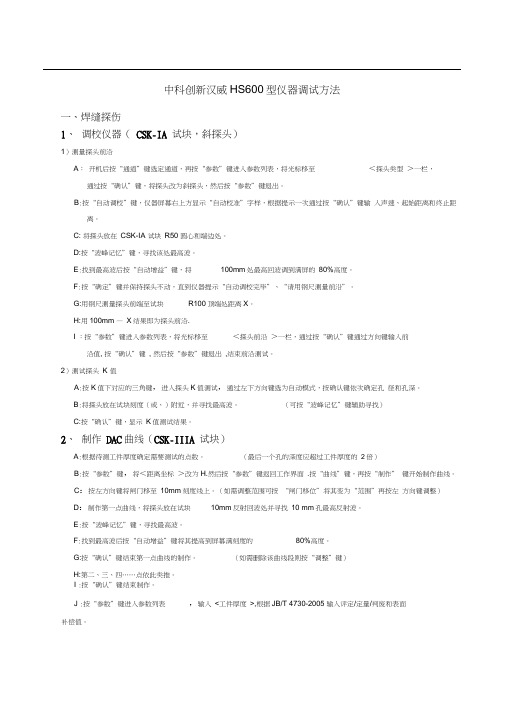
中科创新汉威HS600型仪器调试方法一、焊缝探伤1、调校仪器(CSK-IA 试块,斜探头)1)测量探头前沿A:开机后按“通道”键选定通道,再按“参数”键进入参数列表,将光标移至<探头类型>一栏,通过按“确认”键,将探头改为斜探头,然后按“参数”键退出。
B:按“自动调校”键,仪器屏幕右上方显示“自动校准”字样,根据提示一次通过按“确认”键输入声速、起始距离和终止距离。
C: 将探头放在CSK-IA 试块R50 圆心和端边处。
D:按“波峰记忆”键,寻找该处最高波。
E:找到最高波后按“自动增益”键,将100mm处最高回波调到满屏的80%高度。
F:按“确定”键并保持探头不动,直到仪器提示“自动调校完毕”、“请用钢尺测量前沿”。
G:用钢尺测量探头前端至试块R100顶端处距离X。
H:用100mm —X结果即为探头前沿.I :按“参数”键进入参数列表,将光标移至<探头前沿>一栏,通过按“确认”键通过方向键输入前沿值, 按“确认”键, 然后按“参数”键退出,结束前沿测试。
2)测试探头K 值A:按K值下对应的三角键,进入探头K值测试,通过左下方向键选为自动模式,按确认键依次确定孔径和孔深。
B:将探头放在试块刻度(或、)附近,并寻找最高波。
(可按“波峰记忆”键辅助寻找)C:按“确认”键,显示K值测试结果。
2、制作DAC曲线(CSK-IIIA 试块)A:根据待测工件厚度确定需要测试的点数。
(最后一个孔的深度应超过工件厚度的2倍)B:按“参数”键,将<距离坐标>改为H.然后按“参数”键返回工作界面.按“曲线”键,再按“制作” 键开始制作曲线。
C:按左方向键将闸门移至10mm刻度线上。
(如需调整范围可按“闸门移位”将其变为“范围”再按左方向键调整)D:制作第一点曲线,将探头放在试块10mm反射回波处并寻找10 mm孔最高反射波。
E:按“波峰记忆”键,寻找最高波。
F:找到最高波后按“自动增益”键将其提高到屏幕满刻度的80%高度。
IAI控制器说明书
并确认正确配线方式後再打开电源。
仅供个人学习参考
附录 「安全规则」 关於产业用自动装置安全的 JIS 规格----「产业用自动装置之安全通则」(JISB8433)於 1983 年 3 月 1 日制定,另外由劳动省於同年 7 月 1 日修改一部分的「劳动安全卫生规则」,以实施产业用自动 装置之定义或,安全对策等规则。在此所介绍的是,参考「劳动安全卫生规则」之产业用自动装置安 全对策上的重要规则。 ●特别教育(第 36 条第 31 号,第 32 号) 第 36 条 第 31 号操纵装置及记忆装置(包含可变序列控制装置及固定序列控制装置。),以记忆装置资讯为 基础之操纵装置之伸缩.屈伸.上下移动.左右移动,或者旋转动作或复合动作等,均可自动执行之机 械(除了研究开发中之其他劳动大臣所制定之装置以外。以下统称为「产业用自动装置」。)之可 动范围(以记忆装置之资讯为基础之操纵装置或其他产业用自动装置,每个部位的最大可动范围。), 该产业自动装置所执行之操纵装置的动作顺序.位置或设定速度.变更或确认(以下称为「教示 等」)。(除了切断产业用自动装置驱动源之执行装置)或者再产业用自动装置之可动范围内,执行该 产业自动装置之教示等,与劳动者共同在该产业用自动装置的可动范围外,操作该教示等之相关机 械业务。 第 32 号在产业用自动装置可动范围内执行该产业用自动装置之检查.修理或调整(除了教示等以 外。)或确认其结果(下号简称为「检查号」。)(限於产业用自动装置执行运转中),或在产业用 自动装置可动范围内,与劳动者共同执行该产业用自动装置检查等,在该产业用自动装置的可动范 围外,操作该检查等之相关机械操作业务。 ●防止自动运转中的危险 第 150 条之 4 当业者在运转产业用自动装置时(为了教示等,而执行运转产业用自动装置,以及在运 转产业用自动装置中,务必要执行下列条款规定之作业的产业用自动运转时除外。),劳动者接触该 产业用自动装置有恐会产生危险时,请务必要设置防止发生危险的装置。
CTS-1002焊缝探伤操作范例

CTS-1002型数字超声探伤仪按下电源开关,上方红色指示灯亮,显示屏幕出现开机自检界面,提示[按F1~F4键进入],按F1~F4中任意键,显示屏幕进入常规探伤显示界面:横波斜探头检测钢板对接焊缝范例普通低碳钢板t=20mm,手工电弧焊,V坡口,2.5P13x13K2斜探头。
1. 探伤条件参数设置:首先按主菜单键,显示屏幕进入半屏参数设置界面:按对应“探头-工件”的菜单键“F3”,显示屏幕进入:按左右键移动选择参数项,按上下键选择参数:探头类型:斜探头;晶片频率及尺寸:2.5P13x13(按实际使用探头规格);延时:待实测;K值:2.0/63.4°(名义值,后面要进行实测);表面补偿(根据实际工件情况实测或凭经验确定,例如这里采用3dB);前沿距离:待实测值;材料:实际检测工件材料选定后,后面的声速值即为仪器内置该材料的声速值,这里选“钢”,声速3230m/s(需要精确测定工件厚度及缺陷埋藏深度时应对被检材料的声速进行实际测定);厚度:被检焊缝的母材厚度,这里是20mm。
2.材料的横波速度测量不同材料具有不同声速,声速是数字式超声探伤仪对缺陷定位计算的重要依据,直接影响缺陷定位精确度。
仪器已经设置了相当多的常用材料的标准声速,当需要知道被检材料准确的横波声速,以保证横波探伤中对缺陷进行精确定位时,可用斜探头在用被检材料特制的半圆试块或用该材料制作的CSK-1型试块上进行实际测量。
在条件参数设置好后,按主菜单键,显示屏幕进入标定显示界面:按对应“声速”的菜单键“F1”键,显示屏幕进入测量声速显示界面:按对应“参数”的菜单键“F1”键,显示屏幕进入测量声速的参数调节显示界面:按左右键移动光标选择参数项,按上下键选择参数:探头类型:斜探头;延时(待实测值);前沿距离(待实测值);声速(待测,可暂按仪器内置该材料的通用声速值);试块(CSK-I,注意:这里的试块材料是待测材料);基准量(50mm,是R50和R100之间的声程差);标称K值(探头标称值);圆孔直径(无需调整);圆孔深度(无需调整)。
CSG当量电压校准器用户指南说明书

USER’S GUIDEModel C SGCurrent & Voltage CalibratorCopyright © 2006. All rights reserved including the right of reproduction in whole or in part in any form SpecificationsOUTPUTSRangesCurrent: 0.0 to 20.0mA DC in 1mA stepsVoltage: 0.0 to 10.0V DC in 1V stepsAccuracy at 25°CCurrent: +/- 0.05mA DCVoltage: +/- 0.05V DCLoad ImpedanceCurrent: 300 ohms maximumVoltage: 1000 ohms minimumExternal mA Transmitter SourceVoltage: 12V minimum to 30V peak maximum RAMPINGManual Anywhere in rangeAutoValues: User adjustable Min. & Max. valuesanywhere within rangeStep Time: User adjustable from 1 to 20seconds, in 1 second increments DISPLAYNumerical LCD, 00.0 to 99.9, 0.59”H (15mm) Annunciators “RAMP”, “OVER LOAD”, “mA”, “V”,“TIME”, and symbol for low battery Blue Backlight Energized with momentary sideswitchENVIRONMENTOperating32 to 122°F (0 to 50°C)POWER9V Battery NEDA1604, JIS006P, or IEC6F22(Duracell MN1604 or equivalent)Up to 30 hours continuous useLow Battery Indicator comes on belowapproximately 7 volts120 V AC Plug-in 9V DC output supply forbench-top useAuto Power Off User adjustable delay time from1 to 20 minutes after last key pressCan also be disabled MECHANICALDimensions 5.5”H x 2.5”W x 1.4”D(140H x 63.5W x 35.6D mm) Weight6 oz (170 g)Operating InstructionsPOWER ON/OFFMake sure that the battery is installed or the AC adapter isplugged into the EXT POWER jack. The AC adapter disconnects the internal battery.To turn the CVC on, press and hold the upper red ON/OFF but-ton for at least 2 seconds. The LCD annunciators will cycle and then hold steady when the CVC is turned on. Release the ON/OFF button within 5 seconds after cycling stops or the unit will turn off.To turn off, press and hold the ON/OFF button for at least 5seconds. The LCD annunciators will start to cycle when the CVC is turned off. Release the ON/OFF button as soon as the display starts to cycle or the unit will turn on again.SELECTING OUTPUT MODEPlug the test lead assembly into the appropriate output jackas shown below. If the test leads are plugged into the mA XMTR or mA OUTPUT jack, or no leads are plugged in, “mA” will turn on. If the load resistance is too high or the leads are left open, “OVERLOAD” will turn on. If the leads are plugged into the VOLTS OUTPUT jack, “V” will turn on. If the load resistance is too low or the leads are shorted, “mA” may stay on or turn on.Fig 1. Voltage Output Fig. 2 mA Source OutputFig 3. Simulate a 2-Wire mA Transmitter Loop With External 12 to 30V DC Supply. A similar connection can be used to extend output range of CVC beyond 300 ohms. A 24V source will allow CVC to source into animpedance of >1000 ohms.MANUAL SELECTION OF OUTPUT LEVELTo increase the output, press the key. To reduce the output,press the key. New output value will be displayed on the display. AUTO RAMPINGThe output is preprogrammed to ramp between 4 to 20 mA (or 2to 10 V) and back in 1.0 mA (or 1.0 V) steps, with 5 seconds between each step. See below to change the ramp end points and step time interval.To start ramping the output, press the RAMP/TIME key for 2seconds. “RAMP” will turn on and the output will start ramping within the minimum and maximum values programmed into the CVC. It will start at the output value manually set on the CVC before the key is pressed.To stop the ramping and return to manual mode, press theRAMP/TIME key again.CHANGING THE AUTO RAMPING END POINTS AND STEP TIMEPress and hold the RAMP/TIME key, and immediately (within 2seconds) press the key without releasing the RAMP/TIME key until “RAMP” and “TIME “ turn on. “mA” will turn off. Set the time duration for each step increment from 1.0 to 20.0 seconds, in 1.0 second increments by using the and keys.To store the desired time interval, press the RAMP/TIME keyagain. “TIME” will turn off and the appropriate “mA” or “V” will flash. “RAMP” will remain on.Set the first end point by using the and keys. To storethe first end point, press the RAMP/TIME key again. The appropriate “mA” or “V” and “RAMP” will flash.Set the second end point by using the and keys. Tostore the second end point and exit the programming mode, press the RAMP/TIME key again. The second value stored will be displayed along with the appropriate “mA” or “V”.SETTING THE AUTO POWER OFF DELAY TIMEWith the unit ON, press and hold the RAMP/TIME key, and im-mediately (within 2 seconds) press the key without releasing the RAMP/TIME key until “TIME” turns on. All other annunciators are off. Set the time delay from the last key press until the unit automatically turns OFF by using the and keys. The time delay can be set from 1.0 to 20.0 minutes in 1.0 minute increments. If the delay time is set to 00.0 minutes, the Auto Power Off Delay function is disabled. This is useful when the unit is used on a bench with the AC adapter.To store the desired time delay, press the RAMP/TIME keyagain. “TIME” will turn off and the appropriate “mA” or “V” will turn on.WarrantyThis product is warranted to be free of defects in material and workman-ship for one year from date of shipment under normal use and service. This warranty does not apply to batteries, lamps, sensors, and other wear items. This warranty does not apply to defects resulting from the action of the user such as misuse, improper wiring, operation outside of specifica-tion, alteration, accident, unauthorized repair, improper maintenance, or abnormal conditions of operation.The manufacturer specifically disclaims any implied warranties of mer-chantability or fitness for any particular purpose and will not be liable for any direct, indirect, incidental or consequential damages. The manufac-turer’s total liability is limited to repair or replacement of the product. If it should be necessary to return the product during or beyond the war-ranty period, contact customer service where purchased. The sender is responsible for shipping charges, freight, insurance and proper packaging to prevent damage in transit.The warranty set forth above is inclusive and no other warranty, whether written or oral, is expressed or implied.。
CSK试块种类与区别

CSK-IA和CSK-IB试块的主要用途两个试块的主要区别在于:CSK—IB试块在原有CSK-IA的基础上增加了测试斜探头折射角的刻度面。
使用要点如下:1)利用厚度25mm测定探伤仪的水平线性、垂直线性和动态范围2)利用厚度25mm和高度100mm调整纵波探测范围;3)利用R50和R100校定时基线或测定斜探头的入射点;4)利用高度85、91、100ram测定直探头的分辨力;5)利用中40、中44、中50ram曲面测定斜探头的分辨力;6)利用中50有机玻璃圆孔测定直探头盲区和穿透能力;7)利用xx50曲面xx1.5横孔测定斜探头的K值;8)利用高度9lmm(纵波声程9lmm相当于横波50mm)调节横波1:1扫描速度,配合R100作零位校正;9)、利用试块直角棱边测定斜探头的声轴偏斜角。
CSK—IA试块超声波xx的分类-显示方式:A型B型C型发射波连续性分:脉冲波连续波。
声波通道:单通道多通道超声波探头的主要作用-超声波的发射和接收是通过探头来实现的。
发射和接收的原理-超声波探伤中的压电晶片具有压电效应,当高频电脉冲激励压电晶片时,发生逆压电效应,将电能转换为声能(机械能),发射超声波;当探头接收超声波时,发生正压电效应,将声能转换为电能。
不难看出超声波探头在工作时实现了电能和声能的相互转换,因此常把探头叫做换能器。
正压电效应-某些晶体材料在交变应力作用下,产生交变电场的效应称为正压电效应。
逆压电效应-当晶体材料在交变应力作用下,产生伸缩变形的效应称为逆压电效应。
压电晶体-具有压电效应的材料称为压电晶体材料。
衡量压电晶体材料的材料性能的主要参数物理意义-压电应变常数表示在压电晶体上施加单位电压时所产生的应变大小压电材料的居里温度-超过一定温度压电效应就会消失。
使压电材料的压电效应消失的温度。
超声波探头的分类-波型不同分:纵波xx表面波耦合方式分:接触式探头液(水)浸探头波束分:聚焦非聚焦晶片数分:单晶双晶纵波直探头主要结构各部分的主要作用-压电晶片发射和接收超声波,实现电声转换。
CSK-V1型多功能电动击实仪操作规程

CSK-V1a型多功能电动压实仪操作规程
1、选择击实锤,检查落锤高度是否正确。
用轻型实验时10齿
24齿配合。
用重型实验时10齿24齿22齿配合。
2、决定选用哪种落距,必先取下罩壳,安装或拆卸上部或下部
大凸轮上的圆弧齿圈,选好落距后用螺丝扳手拧紧,不得有松动现象,然后装上罩壳拧上螺丝,将计数器拨到所需次数,并拨动击实次数定时,计数器每工作一次,需轻轻按一下清零开关,使计数再从零开始。
3、根据使用试模的内径大小将工作台前的M16螺栓的锁紧螺母
先松开后,将落锤放入试模内,然后调整M19螺栓,只有当液压锤的
外径和测试模具的边缘未受到冲击时,才能启动机器。
4、试验完成后清理试模、设备并断电,保持设备干净。
定期检
查坚固件,发现松动及时拧紧,每次做完试验后,所用配件应擦洗上油,防腐不得生锈,每半年给旋转部分上油一次。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
NB/T 47013-2015CSK-ⅠA试块使用说明USE INSTRUCTIONS山东瑞祥模具有限公司是国家级高新技术企业(GR201037000064),是山东省计量保证确认合格企业〔量企(鲁)字(669)号〕,ISO 9001:2008国际质量管理体系认证企业。
是中国无损检测学会委员会委员单位,全国无损检测标准化技术委员会委员单位,全国无损检测仪器分标委会委员单位。
是中国模具工业协会理事单位,山东模具工业协会常务理事成员。
是辽宁省无损检测学会理事单位,广东省机械工程学会无损检测分会授予的“特邀理事单位”,深圳市机械工程学会无损检测分会“特邀理事单位”,甘肃省无损检测专业委员会委员单位,无损检测用试块的专业生产企业。
公司重视科技研发及科技成果转化,“全自动相控阵超声波探伤试块项目”获科技部、财政部技术创新基金立项,“在线自动检测无损探伤涡流、超声成套设备项目”获济宁市科技重大专项扶持,“无损检测试验研究”等项目先后获得山东省中小企业科技进步三等奖、济宁市中小企业科技进步奖、嘉祥县科学技术奖工业项目一等奖等荣誉,获得济宁市政府设立为“市级企业技术中心”、山东省“一企一技术研发中心”。
公司为保护自己的科研成果和知识产权,近几年来,先后拥有专利36项,组织制定了国家(或行业)标准《无损检测 超声检测 1号校准试块》(GB/T19755.1-2005)、《无损检测 超声检测 2号校准试块》(GB/T19755.2-2005)、《无损检测超声波检测用试块》(GB/T23905-2009)、《汽轮发电机合金轴瓦超声波检测》(DL/T297-2011)、《无损检测 超声检测用钢对比试块的制作与检验方法》(GB/T 11259-2008)、《焊缝无损检测超声检测技术、检测等级和评定》(GB/ T11345-2013)、《承压设备无损检测》(NB/T 47013-2015)、《超声波探伤试块校准规范》(JJF1487-2014)等24项。
被评为“中国专利山东明星企业”、济宁市十佳专利明星企业、“知识产权试点企业”,并被聘为济宁市发明协会“常务理事单位”。
本公司主要生产两大系列产品:无损检测用试块,钢管(钢棒)涡流(超声)探伤成套设备;锻模、冲模、压铸模、塑料模、工装夹具。
本公司生产的无损检测试块广泛应用于航空、航天、兵器、船舶、核动力、电力、铁路、石油、天然气、化工、汽车、建筑、水利、机械制造等领域。
已成为电力系统、铁路系统、核电系统、天然气及石油输送管道工程及哈电集团、东方电气、上海电气无损检测试块的定点生产单位。
模具是机械制造工业的基础之一,模具行业号称“工业之母”。
本公司生产的车轮模具、汽车箱体覆盖模具、汽车部件锻压模具、冷冲压模具、铸压精密模具、各种塑料制品成型模具、大型工装夹具广泛用于机械制造、矿山冶金、交通运输、石化通用设备、农业机械、能源动力、轻工纺织、家用电器、电力电子、航天航空、国防军工以及社会生活各个领域。
本公司具有现代化的专业试块生产线,模具生产线,拥有高精度光学座标镗床、数控电火花、线切割,数控车床、数控铣床、加工中心,拥有高精度平面磨床、内外圆磨床、曲线磨床、数控雕刻机,以及试块平底孔复模检验技术、微孔高精度测量仪,多台数字、模拟超声波探伤仪器、专业成套检测仪器等优良设备百余台,拥有热处理设备十余台,并具有较强的新产品开发生产能力。
“诚信、创新、合作、双赢”是我们企业的精神。
“树立一流的敬业精神,提供一流的优质产品,追求一流的工作业绩”是我们企业的宗旨,“以人为本、忠诚守信、务实苦干、开拓创新”是我们的经营理念。
企Company profile业简介CSK-ⅠA 试块是我国承压设备无损检测标准NB/T47013中规定的标准试块,其结构尺寸如图所示。
使用说明及测试方法水平线性(时基线性)的检验纵波探测范围和扫描速度的调整水平线性又称时基线性,或扫描线性。
是指输入到超声检测仪中的不同回波的时间间隔与超声检测仪显示屏时基线上回波的间隔成正比关系的程度。
水平线性影响缺陷位置确定的准确度。
水平线性的测试可利用任何表面光滑、厚度适当,并具有两个相互平行的大平面的试块,用纵波直探头获得多次回波,并将规定次数的两个回波调整到与两端的规定刻度线对齐,之后,观察其他的反射回波位置与水平刻度线相重合的情况。
其测试步骤如下:(1)将直探头置于CSK-ⅠA 试块上,对准25mm 厚的大平底面,如图a 所示(2)调整微调、水平或脉冲移位等旋钮,使示波屏上出现五次底波B1到B5,且使B1对准2.0,B5对准10.0,如图b 所示(3)观察和记录B2、B3、B4与水平刻度值4.0、6.0、8.0的偏差值a2、a3、a4。
(4)计算水平误差:公式式中,a max ——a2,a3,a4中最大者 b——示波屏水平满刻度值ABEDC探头在大平底波峰图在利用纵波探伤时,可以利用试块的已知厚度来调整探测范围和扫描速度,此过程我往往和检验时基线性同步进行。
当探测范围在250mm 以内时,可将探头置于25mm 厚的大平底上,使四次底部回波位于刻度四,十次底部回拨位于刻度十,则刻度十就代表实际探测声程为250mm。
当探测声程范围大于250mm 时,可将探头置于如图的B 或C 处,使各次底波位于相应的刻度处,此时起始零点亦同时得到修正。
调整横波扫描速度和探测范围测定仪器与直探头远场分辨力(1)抑制旋钮调至“0”,探头置于如图所示位置,左右移动探头,使显示屏上出现85、91、100三个反射回波A、B、C 如图所示,则波峰和波谷的分贝差20Lg(a/b)表示分辨力。
(2)NB/T47013-2015中规定,直探头远场分辨力大于等于20dB。
由于纵波的声程91mm 相当于横波声程50mm,因此可以利用试块上91mm 来调整横波的检测范围和扫描速度。
例如横波1:1,先用直探头对准91底面,是B1、B2分别对准50、100,然后换上横波探头并对准R100圆弧面,找到最高回波,并调至100即可。
分辨力波峰图测定仪器与斜探头的分辨力(1)探头置于如图所示位置,对准50mm、44mm、40mm 阶梯孔,使示波屏上出现三个反射波。
(2)平行移动探头并调节仪器,使50mm、44mm 回波等高,如图所示,其波峰和波谷分别为h1、h2,其分辨力为X =20Lgh1/h2(dB)NB/T47013-2015中规定,斜探头的远场分辨力大于等于12分贝。
将探头置于图示位置,向R100mm的圆弧发射超声波,前后移动探头,直到R100mm圆弧面反射波达到最高点,此时与CSK-1A试块侧面标线中心点“0”相对应的探头契块那一点即为探头入射点。
测定斜探头入射点测定斜探头的K值根据探头折射角的大小,将探头置于试块的不同位置进行测量,如图所示。
波形图同于入射点波形图。
测量时,探头应放正使波束中心线与试块侧面平行,前后移动探头,找到50mm孔或1.5mm孔的最高反射波。
此时,声束中心线必然与入射点和圆心之间的连线相重合,即声束中心线垂直于孔表面。
这时,试块上与入射点相应的角度线所标的值即为该斜探头的K值。
垂直线性的检验将探伤仪的抑制和补偿旋钮置于“0”或“关”用直探头放置在图中A 或B位置。
并保证探头与试块之间有良好的声耦合。
衰减量dB0 2 4 6 8 10 12 1416 18 20 22 24 26 30回波高度理想值%100 79 63 50 39 31 2520 15 12 10 7 6 5测试值%偏差回波消失调整衰减器使试块底波高度为荧光屏的满刻度,此时必须有30分贝的衰减量。
然后每衰减2分贝用百分率读出反射波高度,直到26分贝,在判断30分贝时反射波是否存在,将结果记录表中。
评定垂直线性时,以反射波高度的理想波高为基准,以测试值与基准值的最大正偏差(+d)及最大负偏差(-d)之和来判定垂直线性。
D=[|+d|+|-d|]×%探头位置图ABEDC将直探头置于探头位置图中F 位置,将仪器个灵敏度旋钮均置于最大,测试试块中有机玻璃块反射波次数和最后一次反射波高度。
以此来估计最大穿透力,借以比较探伤仪器及探头组合性能随时间变化的情况。
盲区是指最小的探测距离,测试方法是:将直探头置于探头位置图中D、E 位置,测量50mm 圆孔反射波。
从而可以估计出盲区小于等于5mm 或大于等于10mm,或者介于两者之间。
盲区的估计最大穿透能力估计根据AVG 原理,在探头探伤时可把R100mm 圆弧面视为大平底反射,以此来调整探测灵敏度。
直探头探伤时可把厚度为25/100mm 的几个侧面视为大平底处理,以此来调整灵敏度。
另外,也可以根据探伤要求,仪测量1.5mm 横通孔反射波来确定灵敏度。
探测灵敏度的调整测定斜探头声束轴线偏离在CSK-ⅠA 试块上厚25mm 的平面上,使声束指向棱边,对于K 值小于等于1的探头,声束经底面反射指向上棱角;K 值大于1的声束指向下棱角,前后左右摆动探头,使所测棱边端角回波幅度最高,固定探头不动,然后用量角器或适当的方法测量斜探头几何中心声束轴线与棱边法线的夹角(例如测量探头斜面与试块端面垂直线的夹角),即为声束轴线偏斜角。
应当注意:斜探头的声束扩散角较大时,可能影响到最大回波的探测,以致可能产生较大的测量误差。
声束偏离波形图欢迎关注瑞祥模具微信平台服务号sdrxmj订阅号rx1966山东瑞祥模具有限公司(山东济宁模具厂)Shandong Ruixiang Mould Co., Ltd (Shandong Jining Mould Tool Plant)地址(Add):山东省济宁市经济技术开发区瑞祥路东首Ruixiang Road .Jining Economic & Technological Development Zone . Shandong Province邮编(PC):272400电话(Tel):400-0537-202 0537-******* 6988490传真(Fax):0537-*******网址(Wedsite):E-mail:jnmjc@。