焊接汇总表
特种设备(焊接)作业人员信息汇总表

2012年7月/2016年7月
5
温乐乐
TS6JNMQ10370
SMAW-FeⅡ-6FG-12/57-Fef3J
SMAW-FeⅡ-6G-5/57- Fef3J
GTAW-FeⅣ-6G-5/60-FefS-02/10/13
内蒙古质量技术监督局
2012年7月/2016年7月
6
姚志宝
TS6JNMQ10371
SMAW-FeⅠ-2FG-12/51- Fef1
SMAW-FeⅠ-5FG-12/51- Fef1
SMAW-FeⅠ-2G-3/51- Fef1
SMAW-FeⅠ-5G-3/51- Fef1
内蒙古质量技术监督局
2012年7月/2016年7月
15
武志宇
TS6JNMQ10415
SMAW-FeⅠ-1G-12-Fef1
SMAW-FⅡ-6G-5/57-Fef3J
GTAW-FeⅡ-6G-5/57-FefS-02/10/13
GTAW-FeⅣ-6G-5/60-FefS-02/10/13
SMAW-FeⅣ-6FG-12/60-Fef4
内蒙古质量技术监督局
2012年7月/2016年7月
8
李福明
TS6JNMQ10373
SMAW-FeⅡ-6FG-12/57-Fef3J
SMAW-FeⅠ-5G-3/51- Fef1
内蒙古质量技术监督局
2012年7月/2016年7月
12
赵俊虎
TS6JNMQ10412
SMAW-FeⅠ-1G-12-Fef1
SMAW-FeⅠ-2FG-12/51- Fef1
SMAW-FeⅠ-5FG-12/51- Fef1
SMAW-FeⅠ-2G-3/51- Fef1
国标(GB5117)焊条型号及焊接技术要求汇总表

直流或交流正、反接 直流反接
低氢钾型 铁粉低氢型
交流或直流反接
E75系列-熔敷金属抗拉强度≥740MPa(75kgf/mm2)
低氢钠型 低氢钾型 铁粉低氢型
平、立、仰、横
直流反接 交流或直流反接
E80系列-熔敷金属抗拉强度≥780MPa(80kgf/mm2)
低氢钠型 低氢钾型 铁粉低氢型
平、立、仰、横
E43系列-熔敷金属抗拉强度≥420MPa(43kgf/mm2)
特殊型
钛铁矿型
交流或直流正、反接
钛钙型
高纤维素钠型
直流反接
高纤维素钾型
平、立、仰、横
直流或交流反接
高钛钠型
直流或交流正接
高钛钾型
直流或交流正、反接
低氢钠型
直流反接
低氢钾型
交流或直流正、反接
平
交流或直流正、反接
氧化铁型
平角焊
交流或直流正接
平、立、仰、横 平、平角焊
交流或直流正、反接
直流反接 交流或直流反接 交流或直流正、反接
直流反接
交流或直流反接
直流反接 交流或直流正、反接 交流或直流正、反接
交流或直流正接
铁粉低氢型
平、仰、横、立向上
交流或直流反接
焊条型号(GB/T5118-1995)
E50系列-熔敷金属抗拉强度≥490MPa(50kgf/mm2)Байду номын сангаас
特殊型
交流或直流正、反接
高纤维素钠型
直流反接
高纤维素钾型
直流或交流反接
高钛钾型
平、立、仰、横
直流或交流正、反接
低氢钠型
直流反接
低氢钾型 铁粉低氢型
交流或直流反接
钢筋焊接汇总表
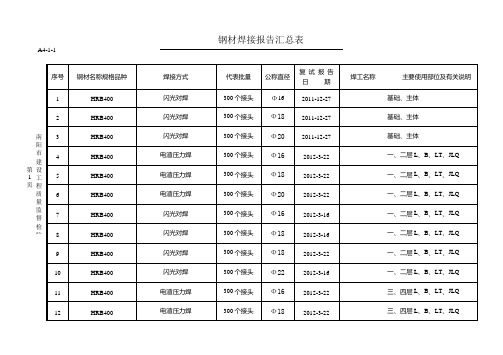
A4-1-1序号 钢材名称规格品种焊接方式 代表批量 公称直径 复 试 报 告 日 期 焊工名称 主要使用部位及有关说明1 HRB400 闪光对焊 300个接头 Ф16 2011-12-27 基础、主体 2HRB400 闪光对焊 300个接头 Ф18 2011-12-27 基础、主体 3 HRB400 闪光对焊 300个接头 Ф20 2011-12-27 基础、主体4 HRB400 电渣压力焊 300个接头 Ф16 2012-3-22 一、二层L 、B 、LT 、JLQ5 HRB400 电渣压力焊 300个接头 Ф18 2012-3-22 一、二层L 、B 、LT 、JLQ6 HRB400 电渣压力焊 300个接头 Ф20 2012-3-22 一、二层L 、B 、LT 、JLQ7 HRB400 闪光对焊 300个接头 Ф16 2012-3-16 一、二层L 、B 、LT 、JLQ8 HRB400 闪光对焊 300个接头 Ф18 2012-3-16 一、二层L 、B 、LT 、JLQ9 HRB400 闪光对焊 300个接头 Ф18 2012-3-22 一、二层L 、B 、LT 、JLQ 10 HRB400 闪光对焊 300个接头 Ф22 2012-3-16 一、二层L 、B 、LT 、JLQ 11 HRB400 电渣压力焊 300个接头 Ф16 2012-3-22 三、四层L 、B 、LT 、JLQ 12HRB400电渣压力焊300个接头Ф182012-3-22三、四层L 、B 、LT 、JLQ南阳市建设工程质量监督检验第 1 页A4-1-1序号 钢材名称规格品种焊接方式 代表批量 公称直径 复 试 报 告 日 期 焊工名称 主要使用部位及有关说明1 HRB400电渣压力焊300个接头Ф202012-3-22三、四层L 、B 、LT 、JLQ 23 HRB400 电渣压力焊 300个接头 Ф20 2012-5-4 二层L 、B 、LT 、JLQ 4 HRB400 电渣压力焊 300个接头 Ф16 2012-5-4 三层L 、B 、LT 、JLQ5 HRB400 电渣压力焊 300个接头 Ф20 2012-5-4 三层L 、B 、LT 、JLQ6 HRB400 电渣压力焊 300个接头 Ф16 2012-5-4 四层L 、B 、LT 、JLQ7 HRB400电渣压力焊300个接头Ф182012-5-4四层L 、B 、LT 、JLQ8 910 11 12南阳市建设工程质量监督检验第 1 页。
001-市政验·通-6 长钢轨焊接试验资料汇总表

试
第三次
第一次
第二次
第三次
生 第四次
产
周 期
第五次
试
验 第六次
第七次
第八次
第九次
施工单位
检查结果 专收工长:(签名)
项目专业质量检查员:(签名)
年月日
监理单位 验收结论 工程名称
市政基础设施工程
长钢轨焊接试验资料汇总表 (TB 1632-91)
合同编号
市政验·通-6
第
页,共
页
施工单位
监理单位
内容 种类
试验项目
落锤
静弯
疲劳
硬度
拉伸
数量 结果 数量 结果 数量 结果 数量 结果 数量 结果
申请日期
第一次
型
式 试
第二次
验
第三次
试验日期
说明 (附 件)
第一次
工
艺 调
第二次
钢材焊接试验报告汇总表GS-045
SG-045
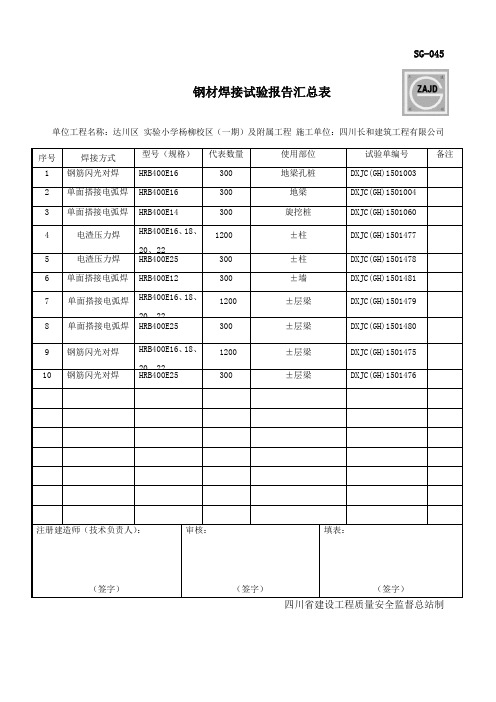
钢材焊接试验报告汇总表
单位工程名称:达川区实验小学杨柳校区(一期)及附属工程施工单位:四川长和建筑工程有限公司
序号焊接方式型号(规格)代表数量使用部位试验单编号备注1钢筋闪光对焊HRB400E16300地梁孔桩DXJC(GH)1501003
2单面搭接电弧焊HRB400E16300地梁DXJC(GH)1501004
3单面搭接电弧焊HRB400E14 300旋挖桩DXJC(GH)1501060
4电渣压力焊HRB400E16、18、
20、22 1200±柱DXJC(GH)1501477
5电渣压力焊HRB400E25300±柱DXJC(GH)1501478 6单面搭接电弧焊HRB400E12300±墙DXJC(GH)1501481 7单面搭接电弧焊HRB400E16、18、
20、22
1200±层梁DXJC(GH)1501479 8单面搭接电弧焊HRB400E25 300±层梁DXJC(GH)1501480
9钢筋闪光对焊HRB400E16、18、
20、22 1200±层梁DXJC(GH)1501475
10钢筋闪光对焊HRB400E25 300±层梁DXJC(GH)1501476
注册建造师(技术负责人):
(签字)审核:
(签字)
填表:
(签字)。
焊接材料及焊接参数汇总表

附录A
焊接材料及焊接参数汇总表
注:梯子栏杆等附属部件,可采用E4303或E5003焊条。
表A-2 气体保护焊焊接电流和焊接速度
表A-3 焊条电弧焊焊接规范
表A-4 埋弧焊电压和电流
表A-5 焊接环境不低于0℃预热温度之规定
表A-6 焊接环境低于0℃时的预热温度之规定
表A-7 船型焊的焊接工艺参数之规定(交流电源)
表A-8 埋弧横角焊的焊接工艺参数之规定(交流电源)
表A—9 常用埋弧焊接的用途及配用的焊丝
注:①焊接时焊接材料是要根据表A—1和A—9的规定合理选用焊接材料。
②重要焊接件在焊接选用焊接材料时应选用合金成分略高于母材的焊丝和中性焊剂。
③在不影响焊接质量的前提下要根据工厂实际情况选用合适的焊接材料。
钢管(钢构件)焊缝质量检验汇总表

工程部位 /区段
焊缝 种类
代表数量 (条/米)
市政基础设施工程
钢管(钢构件)焊缝质量检验汇总表
市政验·通-5
单位工程名称
内部 质量 等级
外观质量检 查情况(等
级)
应检数量 (条/米)
分包单位
已检数量 (条/米)
检验方法
内部质量检验情况
检验等 级
评定等级
检测结论
检测报告 编号
返修情况
年月日 依据
《城市桥梁工程施工与质量验收规范》CJJ2、《工业金属管道工程施工 及验收规范》GB50235,《现场设备、工业管道焊接工程施工及验收规范》 GB50236、《钢结构工程施工及验收规范》GB50205
总/专监理工程师(签字、加盖执业印章):
项目技术负责人:
项目专业质量检查员:
C11#楼焊接试(检)报告焊条(剂)合格证汇总表

4
试验报告 电渣压力焊 16
负二层柱 2016.1.16 B1031600173 合格
5
试验报告 电渣压力焊 18
负二层柱 2016.1.16 B1031600174 合格
6
试验报告 电渣压力焊 18
负二层柱 2016.1.15 BG03Z000160 合格
7
试验报告 电渣压力焊 18
负一层柱 2016.3.4 B1031600424 合格
8
试验报告 电渣压力焊 16
负一层柱 2016.3.4 B1031600423 合格
9
试验报告 电渣压力焊 16
负一层柱 2016.3.4 BG03Z000395 合格
10 试验报告 电渣压力焊 18
负一层柱 2016.3.4 BG03Z000396 合格
11 试验报告 电渣压力焊 16
一层柱 2016.3.9 B1031600480 合格
焊接试(检)报告、 焊条(剂)合格证汇总表
工程名称:合肥高新区永和家园三期C11#楼
序号 报告类别
焊接类型
母材品种 和规格
部位
焊接试验报告
日期
编号
资料编号:
结论
资料 编号
备注
1
检验报告 套筒连接
25
筏板基础
合格
2
检验报告 套筒连接
25
筏板基础
合格
3
试验报告 电渣压力焊 16
负二层柱 2016.1.15 BG03Z000155 合格
20 试验报告 电渣压力焊 16
五层柱 2016.3.29 B1031600688 合格
21
22
说明:
填报单位:云南工程建设总承包公司
钢筋焊接接头检测报告合格证汇总表
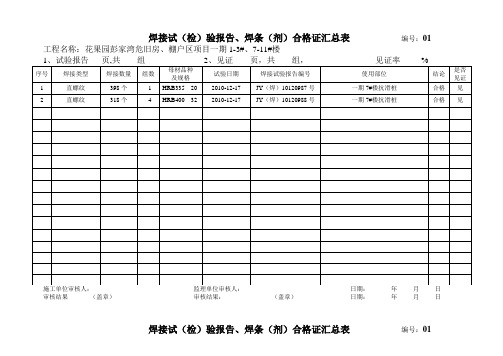
焊接试(检)验报告、焊条(剂)合格证汇总表 编号:01工程名称:花果园彭家湾危旧房、棚户区项目一期1-3#、7-11#楼1、试验报告 页,共 组2、见证 页,共 组, 见证率 %施工单位审核人: 监理单位审核人: 日期: 年 月 日 审核结果 (盖章) 审核结果: (盖章) 日期: 年 月 日序号 焊接类型 焊接数量 组数 母材品种 及规格 试验日期 焊接试验报告编号 使用部位 结论 是否 见证 1 直螺纹 398个 1 HRB335 20 2010-12-17 JY (焊)10120987号 一期7#楼抗滑桩 合格 见 2 直螺纹 318个 4 HRB400 32 2010-12-17JY (焊)10120988号一期7#楼抗滑桩合格 见焊接试(检)验报告、焊条(剂)合格证汇总表 编号:01工程名称:花果园彭家湾危旧房、棚户区项目一期8#楼1、试验报告 页,共 组2、见证 页,共 组, 见证率 100 %施工单位审核人: 监理单位审核人: 日期: 年 月 日 审核结果 (盖章) 审核结果: (盖章) 日期: 年 月 日序号 焊接类型 焊接数量 组数 母材品种 及规格 试验日期 焊接试验报告编号 使用部位 结论 是否 见证 1 气压焊 508个 1 HRB400 25 2010-12-06 ZX (焊)10120008号 一期8#楼地下室地梁 合格 见 2 气压焊 168个 1 HRB400 22 2010-12-06 ZX (焊)10120019号 一期8#楼地下室地梁 合格 3 气压焊 190个 1 HRB400 20 2010-12-06 ZX (焊)10120019号 一期8#楼地下室地梁 合格 4 直螺纹 1800个 4 HRB400 28 2010-11-07 ZX (焊)10110023号 一期9#楼地下室负一层柱 合格 见 5 直螺纹 48个 1 HRB400 32 2010-11-07 ZX (焊)10110024号 一期9#楼地下室负一层柱 合格 见 6 气压焊 128个 1 HRB400 25 2010-12-06 ZX (焊)10120025号 一期8#楼负一层墙柱 合格 见 7 气压焊 260个 1 HRB400 20 2010-12-06 ZX (焊)10120025号 一期8#楼负一层墙柱 合格 见 8 气压焊 40个 1 HRB400 182010-12-06ZX (焊)10120025号一期8#楼负一层墙柱合格 见焊接试(检)验报告、焊条(剂)合格证汇总表编号:01工程名称:贵阳国际会议展览中心-a2-1会展中心(A2展厅)1、试验报告38页,共142组2、见证12页,共142 组,见证率100 %序号焊接类型焊接数量母材品种及规格试验日期焊接试验报告编号结论使用部位是否见证备注1气压焊288个HRB335 20 2009-09-04 JY(焊)09090004号合格A1、A2、B1、B2孔桩钢筋笼否2气压焊273个HRB335 22 2009-09-04 JY(焊)09090004号合格A1、A2、B1、B2孔桩钢筋笼否3气压焊220个HRB335 20 2009-09-04 JY(焊)09090401号合格A1、A2、B1、B2孔桩钢筋笼否4气压焊250个HRB335 22 2009-09-04 JY(焊)09090401号合格A1、A2、B1、B2孔桩钢筋笼否5气压焊250个HRB335 20 2009-09-25 JY(焊)09092501号合格A1、A2、B1、B2展厅地梁否6气压焊294个HRB335 22 2009-09-25 JY(焊)09092501号合格A1、A2、B1、B2展厅地梁否7气压焊300个HRB400 25 2009-09-25 JY(焊)09092501号合格A1、A2、B1、B2展厅地梁否8气压焊250个HRB400 20 2009-09-25 JY(焊)09092502号合格A1、A2、B1、B2展厅地梁否9气压焊294个HRB400 22 2009-09-25 JY(焊)09092502号合格A1、A2、B1、B2展厅地梁否10气压焊300个HRB400 25 2009-09-25 JY(焊)09092502号合格A1、A2、B1、B2展厅地梁否11气压焊300个HRB400 20 2009-09-26 JY(焊)09090068号合格A1、A2、B1、B2展厅基础及B1展厅负一层剪力墙、首层梁板是12气压焊300个HRB400 22 2009-09-26 JY(焊)09090068号合格A1、A2、B1、B2展厅基础及B1展厅负一层剪力墙、首层梁板是13气压焊300个HRB400 25 2009-09-26 JY(焊)09090068号合格A1、A2、B1、B2展厅基础及B1展厅负一层剪力墙、首层梁板是14气压焊286个HRB400 20 2009-10-10 JY(焊)09100027号合格A1、A2、B1、B2展厅二层梁板是15气压焊300个HRB400 25 2009-10-10 JY(焊)09100027号合格A1、A2、B1、B2展厅二层梁板是16气压焊290个HRB400 25 2009-10-10 JY(焊)09100027号合格A1、A2、B1、B2展厅二层梁板是17气压焊300个HRB400 20 2009-11-12 JY(焊)09110028号合格A2、B1、B2展厅三层柱、屋面结构是施工单位审核人: 监理单位审核人: 日期: 年 月 日 审核结果 (盖章) 审核结果: (盖章) 日期: 年 月 日 焊接试(检)验报告、焊条(剂)合格证汇总表 编号:02工程名称:贵阳国际会议展览中心-a2-1会展中心(A2展厅)1、试验报告38页,共142组2、见证12页,共 142 组,见证率 100 %18气压焊300个HRB400 202009-11-12JY (焊)09110028号合格A2、B1、B2展厅三层柱、屋面结构是19 气压焊 280个 HRB400 22 2009-11-12 JY (焊)09110028号 合格 A2、B1、B2展厅三层柱、屋面结构是序号 焊接类型 焊接数量 母材品种 及规格 试验日期 焊接试验报告编号 结论 使用部位是否 见证 备注 20 气压焊 300个 HRB400 25 2009-11-12 JY (焊)09110028号 合格 A2、B1、B2展厅三层柱、屋面结构是 21 气压焊 295个 HRB400 25 2009-11-12 JY (焊)09110028号 合格 A2、B1、B2展厅三层柱、屋面结构是 22 直螺纹Ⅰ级 360个 HRB400 22 2009-10-09 JY (焊)09100009号 合格 A1、A2展厅首层柱 是 23 直螺纹Ⅰ级 500个 HRB400 25 2009-10-09 JY (焊)09100009号 合格 A1、A2展厅首层柱 是 24 直螺纹Ⅰ级 498个 HRB400 25 2009-10-09 JY (焊)09100009号 合格 A1、A2展厅首层柱 是 25 直螺纹Ⅰ级 300个 HRB400 28 2009-10-09 JY (焊)09100010号 合格 A1、A2展厅首层柱 是 26 直螺纹Ⅰ级 400个 HRB400 32 2009-10-09 JY (焊)09100010号 合格 A1、A2展厅首层柱 是 27 直螺纹Ⅰ级 421个 HRB400 32 2009-10-09 JY (焊)09100010号 合格 A1、A2展厅首层柱 是 28 直螺纹Ⅰ级 500个 HRB400 25 2009-10-21 JY (焊)09100060号 合格 A1、A2展厅二层柱 是 29 直螺纹Ⅰ级 498个 HRB400 25 2009-10-21 JY (焊)09100060号 合格 A1、A2展厅二层柱 是 30 直螺纹Ⅰ级 200个 HRB400 28 2009-10-21 JY (焊)09100060号 合格 A1、A2展厅二层柱 是 31 直螺纹Ⅰ级 400个 HRB400 32 2009-10-21 JY (焊)09100061号 合格 A1、A2展厅二层柱 是 32 直螺纹Ⅰ级 421个 HRB400 32 2009-10-21 JY (焊)09100061号 合格 A1、A2展厅二层柱 是 33滚扎直螺纹420个HRB400 322009-11-03JY (焊)09110165号合格A1、A2展厅三层柱是施工单位审核人: 监理单位审核人: 日期: 年 月 日 审核结果 (盖章) 审核结果: (盖章) 日期: 年 月 日焊接试(检)验报告、焊条(剂)合格证汇总表 编号:01工程名称:贵阳国际会议展览中心-a2-1会展中心(B1展厅)1、试验报告38页,共142组2、见证12页,共 142 组,见证率 100 %34 滚扎直螺纹 198个 HRB400 28 2009-11-03 JY (焊)09110165号 合格 A1、A2展厅三层柱 是 35 滚扎直螺纹 450个 HRB400 25 2009-11-03 JY (焊)09110165号 合格 A1、A2展厅三层柱 是 36 滚扎直螺纹490个 HRB400 222009-11-03JY (焊)09110165号合格 A1、A2展厅三层柱是 37序号 焊接类型 焊接数量 母材品种 及规格 试验日期 焊接试验报告编号 结论 使用部位是否 见证 备注 1 气压焊 288个 HRB335 20 2009-09-04 JY (焊)09090004号 合格 A1、A2、B1、B2孔桩钢筋笼 否 2 气压焊 273个 HRB335 22 2009-09-04 JY (焊)09090004号 合格 A1、A2、B1、B2孔桩钢筋笼 否 3 气压焊 220个 HRB335 20 2009-09-04 JY (焊)09090401号 合格 A1、A2、B1、B2孔桩钢筋笼 否 4 气压焊 250个 HRB335 22 2009-09-04 JY (焊)09090401号 合格 A1、A2、B1、B2孔桩钢筋笼 否 5 气压焊 250个 HRB335 20 2009-09-25 JY (焊)09092501号 合格 A1、A2、B1、B2展厅地梁 否 6 气压焊 294个 HRB335 22 2009-09-25 JY (焊)09092501号 合格 A1、A2、B1、B2展厅地梁 否 7 气压焊 300个 HRB400 25 2009-09-25 JY (焊)09092501号 合格 A1、A2、B1、B2展厅地梁 否 8 气压焊 250个 HRB400 20 2009-09-25 JY (焊)09092502号 合格 A1、A2、B1、B2展厅地梁 否 9气压焊 294个 HRB400 22 2009-09-25 JY (焊)09092502号 合格 A1、A2、B1、B2展厅地梁 否 10 气压焊 300个 HRB400 25 2009-09-25 JY (焊)09092502号 合格 A1、A2、B1、B2展厅地梁 否 11 气压焊 300个 HRB400 20 2009-09-26 JY (焊)09090068号 合格 A1、A2、B1、B2展厅基础及B1展厅负一层剪力墙、首层梁板 是 12气压焊300个HRB400 222009-09-26JY (焊)09090068号合格A1、A2、B1、B2展厅基础及B1是施工单位审核人: 监理单位审核人: 日期: 年 月 日 审核结果 (盖章) 审核结果: (盖章) 日期: 年 月 日焊接试(检)验报告、焊条(剂)合格证汇总表 编号:02工程名称:贵阳国际会议展览中心-a2-1会展中心(B1展厅)1、试验报告38页,共142组2、见证12页,共 142 组,见证率 100 %展厅负一层剪力墙、首层梁板13 气压焊 300个 HRB400 25 2009-09-26 JY (焊)09090068号 合格 A1、A2、B1、B2展厅基础及B1展厅负一层剪力墙、首层梁板 是 14 气压焊 286个 HRB400 20 2009-10-10 JY (焊)09100027号 合格 A1、A2、B1、B2展厅二层梁板 是 15 气压焊 300个 HRB400 25 2009-10-10 JY (焊)09100027号 合格 A1、A2、B1、B2展厅二层梁板 是 16 气压焊 290个 HRB400 25 2009-10-10 JY (焊)09100027号 合格 A1、A2、B1、B2展厅二层梁板是17气压焊300个HRB400 202009-11-12JY (焊)09110028号合格A2、B1、B2展厅三层柱、屋面结构是18 气压焊 300个 HRB400 20 2009-11-12 JY (焊)09110028号 合格 A2、B1、B2展厅三层柱、屋面结构是19 气压焊 280个 HRB400 22 2009-11-12 JY (焊)09110028号 合格 A2、B1、B2展厅三层柱、屋面结构是序号 焊接类型 焊接数量 母材品种 及规格 试验日期 焊接试验报告编号 结论 使用部位是否 见证 备注 20 气压焊 300个 HRB400 25 2009-11-12 JY (焊)09110028号 合格 A2、B1、B2展厅三层柱、屋面结构是 21 气压焊 295个 HRB400 25 2009-11-12 JY (焊)09110028号 合格 A2、B1、B2展厅三层柱、屋面结构是 22 直螺纹Ⅰ级 370个 HRB400 22 2009-10-13 JY (焊)09100037号 合格 B1、B2展厅首层柱 是 23 直螺纹Ⅰ级 500个 HRB400 25 2009-10-13 JY (焊)09100037号 合格 B1、B2展厅首层柱 是 24 直螺纹Ⅰ级 500个 HRB400 25 2009-10-13 JY (焊)09100037号 合格 B1、B2展厅首层柱 是 25 直螺纹Ⅰ级 450个 HRB400 32 2009-10-13 JY (焊)09100038号 合格 B1、B2展厅首层柱 是 26 直螺纹Ⅰ级 450个 HRB400 32 2009-10-13 JY (焊)09100038号 合格 B1、B2展厅首层柱 是 27直螺纹Ⅰ级180个HRB400 282009-10-13JY (焊)09100038号合格B1、B2展厅首层柱是施工单位审核人: 监理单位审核人: 日期: 年 月 日 审核结果 (盖章) 审核结果: (盖章) 日期: 年 月 日焊接试(检)验报告、焊条(剂)合格证汇总表 编号:01工程名称:贵阳国际会议展览中心-a2-1会展中心(B2展厅)1、试验报告38页,共142组2、见证12页,共 142 组,见证率 100 %28 滚扎直螺纹 500个 HRB400 25 2009-10-21 JY (焊)09102101号 合格 B1、B2展厅二层柱 是 29 滚扎直螺纹 498个 HRB400 25 2009-10-21 JY (焊)09102101号 合格 B1、B2展厅二层柱 是 30 滚扎直螺纹 200个 HRB400 28 2009-10-21 JY (焊)09102101号 合格 B1、B2展厅二层柱 是 31 滚扎直螺纹 400个 HRB400 32 2009-10-21 JY (焊)09102101号 合格 B1、B2展厅二层柱 是 32 滚扎直螺纹 421个 HRB400 25 2009-10-21 JY (焊)09102101号 合格 B1、B2展厅二层柱 是 33 直螺纹Ⅰ级 289个 HRB400 22 2009-11-04 JY (焊)09110023号 合格 B1、B2展厅三层柱 是 34 直螺纹Ⅰ级 500个 HRB400 25 2009-11-04 JY (焊)09110023号 合格 B1、B2展厅三层柱 是 35 直螺纹Ⅰ级 492个 HRB400 25 2009-11-04 JY (焊)09110023号 合格 B1、B2展厅三层柱 是 36 直螺纹Ⅰ级 195个 HRB400 28 2009-11-04 JY (焊)09110024号 合格 B1、B2展厅三层柱 是 37 直螺纹Ⅰ级 500个 HRB400 32 2009-11-04 JY (焊)09110024号 合格 B1、B2展厅三层柱 是 38直螺纹Ⅰ级480个HRB400 322009-11-04JY (焊)09110024号合格B1、B2展厅三层柱是序号 焊接类型 焊接数量 母材品种 及规格 试验日期 焊接试验报告编号 结论 使用部位是否 见证 备注 1 气压焊 288个 HRB335 20 2009-09-04 JY (焊)09090004号 合格 A1、A2、B1、B2孔桩钢筋笼 否 2 气压焊 273个 HRB335 22 2009-09-04 JY (焊)09090004号 合格 A1、A2、B1、B2孔桩钢筋笼 否 3 气压焊 220个 HRB335 20 2009-09-04 JY (焊)09090401号 合格 A1、A2、B1、B2孔桩钢筋笼 否 4 气压焊 250个 HRB335 22 2009-09-04 JY (焊)09090401号 合格 A1、A2、B1、B2孔桩钢筋笼 否 5 气压焊 250个 HRB335 20 2009-09-25 JY (焊)09092501号 合格 A1、A2、B1、B2展厅地梁 否 6气压焊294个HRB335 222009-09-25JY (焊)09092501号合格A1、A2、B1、B2展厅地梁否施工单位审核人: 监理单位审核人: 日期: 年 月 日 审核结果 (盖章) 审核结果: (盖章) 日期: 年 月 日焊接试(检)验报告、焊条(剂)合格证汇总表 编号:02工程名称:贵阳国际会议展览中心-a2-1会展中心(B2展厅)1、试验报告38页,共142组2、见证12页,共 142 组,见证率 100 %7 气压焊 300个 HRB400 25 2009-09-25 JY (焊)09092501号 合格 A1、A2、B1、B2展厅地梁 否 8 气压焊 250个 HRB400 20 2009-09-25 JY (焊)09092502号 合格 A1、A2、B1、B2展厅地梁 否 9气压焊 294个 HRB400 22 2009-09-25 JY (焊)09092502号 合格 A1、A2、B1、B2展厅地梁 否 10 气压焊 300个 HRB400 25 2009-09-25 JY (焊)09092502号 合格 A1、A2、B1、B2展厅地梁 否 11 气压焊 300个 HRB400 20 2009-09-26 JY (焊)09090068号 合格 A1、A2、B1、B2展厅基础及B1展厅负一层剪力墙、首层梁板 是 12 气压焊 300个 HRB400 22 2009-09-26 JY (焊)09090068号 合格 A1、A2、B1、B2展厅基础及B1展厅负一层剪力墙、首层梁板 是 13 气压焊 300个 HRB400 25 2009-09-26 JY (焊)09090068号 合格 A1、A2、B1、B2展厅基础及B1展厅负一层剪力墙、首层梁板 是 14 气压焊 286个 HRB400 20 2009-10-10 JY (焊)09100027号 合格 A1、A2、B1、B2展厅二层梁板 是 15 气压焊 300个 HRB400 25 2009-10-10 JY (焊)09100027号 合格 A1、A2、B1、B2展厅二层梁板 是 16 气压焊 290个 HRB400 25 2009-10-10 JY (焊)09100027号 合格 A1、A2、B1、B2展厅二层梁板是17气压焊300个HRB400 202009-11-12JY (焊)09110028号合格A2、B1、B2展厅三层柱、屋面结构是18 气压焊 300个 HRB400 20 2009-11-12 JY (焊)09110028号 合格 A2、B1、B2展厅三层柱、屋面结构是19 气压焊 280个 HRB400 22 2009-11-12 JY (焊)09110028号 合格 A2、B1、B2展厅三层柱、屋面结构是序号 焊接类型 焊接数量 母材品种 及规格 试验日期 焊接试验报告编号 结论 使用部位是否 见证 备注 20 气压焊 300个 HRB400 25 2009-11-12 JY (焊)09110028号 合格 A2、B1、B2展厅三层柱、屋面结构是 21气压焊295个HRB400 252009-11-12JY (焊)09110028号合格A2、B1、B2展厅三层柱、屋面结构是22直螺纹Ⅰ级370个HRB400 22 2009-10-13 JY(焊)09100037号合格B1、B2展厅首层柱是23直螺纹Ⅰ级500个HRB400 25 2009-10-13 JY(焊)09100037号合格B1、B2展厅首层柱是24直螺纹Ⅰ级500个HRB400 25 2009-10-13 JY(焊)09100037号合格B1、B2展厅首层柱是25直螺纹Ⅰ级450个HRB400 32 2009-10-13 JY(焊)09100038号合格B1、B2展厅首层柱是26直螺纹Ⅰ级450个HRB400 32 2009-10-13 JY(焊)09100038号合格B1、B2展厅首层柱是27直螺纹Ⅰ级180个HRB400 28 2009-10-13 JY(焊)09100038号合格B1、B2展厅首层柱是28滚扎直螺纹500个HRB400 25 2009-10-21 JY(焊)09102101号合格B1、B2展厅二层柱是29滚扎直螺纹498个HRB400 25 2009-10-21 JY(焊)09102101号合格B1、B2展厅二层柱是30滚扎直螺纹200个HRB400 28 2009-10-21 JY(焊)09102101号合格B1、B2展厅二层柱是31滚扎直螺纹400个HRB400 32 2009-10-21 JY(焊)09102101号合格B1、B2展厅二层柱是32滚扎直螺纹421个HRB400 25 2009-10-21 JY(焊)09102101号合格B1、B2展厅二层柱是33直螺纹Ⅰ级289个HRB400 22 2009-11-04 JY(焊)09110023号合格B1、B2展厅三层柱是34直螺纹Ⅰ级500个HRB400 25 2009-11-04 JY(焊)09110023号合格B1、B2展厅三层柱是35直螺纹Ⅰ级492个HRB400 25 2009-11-04 JY(焊)09110023号合格B1、B2展厅三层柱是36直螺纹Ⅰ级195个HRB400 28 2009-11-04 JY(焊)09110024号合格B1、B2展厅三层柱是37直螺纹Ⅰ级500个HRB400 32 2009-11-04 JY(焊)09110024号合格B1、B2展厅三层柱是38直螺纹Ⅰ级480个HRB400 32 2009-11-04 JY(焊)09110024号合格B1、B2展厅三层柱是施工单位审核人:监理单位审核人:日期:年月日审核结果(盖章)审核结果:(盖章)日期:年月日。
钢筋机械套筒连接钢筋焊接接头强度试验汇总表
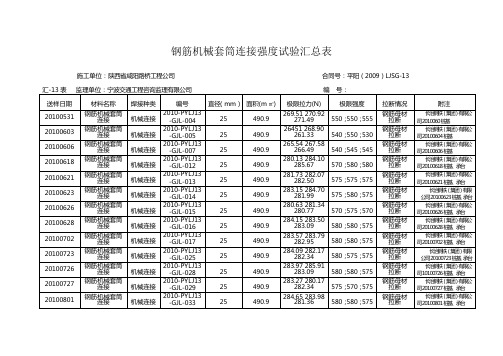
钢筋机械套筒连接强度试验汇总表
施工单位:陕西省咸阳路桥工程公司合同号:平阳(2009)LJSG-13
负责人:填表人:年月日
钢筋机械套筒连接强度试验汇总表
施工单位:陕西省咸阳路桥工程公司合同号:平阳(2009)LJSG-13
负责人:填表人:年月日
钢筋机械套筒连接强度试验汇总表
施工单位:陕西省咸阳路桥工程公司合同号:平阳(2009)LJSG-13
负责人:填表人:年月日
钢筋机械套筒连接强度试验汇总表
施工单位:陕西省咸阳路桥工程公司合同号:平阳(2009)LJSG-13
负责人:填表人:年月日
钢筋机械套筒连接强度试验汇总表
施工单位:陕西省咸阳路桥工程公司合同号:平阳(2009)LJSG-13
负责人:填表人:年月日
钢筋机械套筒连接强度试验汇总表
施工单位:陕西省咸阳路桥工程公司合同号:平阳(2009)LJSG-13
负责人:填表人:年月日
钢筋机械套筒连接强度试验汇总表
施工单位:陕西省咸阳路桥工程公司合同号:平阳(2009)LJSG-13
负责人:填表人:年月日。
焊接工艺标准汇总表
基本概念焊接工艺试验方法焊缝无损检测焊接质量要求焊接工艺、焊接技能评定焊材焊接手册焊接手册ASME RCC-MGB324-88焊缝符号表示法GBT 985.1-2008 气焊、焊条电弧焊、气体保护焊和高能束焊的推荐坡口GBT 985.2-2008 埋弧焊的推荐坡口GBT 985.3-2008 铝及铝合金气体保护焊的推荐坡口GBT 985.4-2008 复合钢的推荐坡口GB/T3375-1994焊接术语GB/T5185-2005焊接及相关工艺方法代号GB/T19804-2005焊接结构的一般尺寸公差和形位公差GB/T16672-1996焊缝工作位置倾角和转角的定义GB/T228-2002金属材料室温拉伸试验GBT 228.1-2010 金属材料拉伸试验第1部分:室温试验方法GBT 229-2007 金属材料夏比摆锤冲击试验方法GBT 2650-2008 焊接接头冲击试验方法GBT 2651-2008 焊接接头拉伸试验方法GBT 2652-2008 焊缝及熔敷金属拉伸试验方法GBT 2653-2008 焊接接头弯曲试验方法GBT 2654-2008 焊接接头硬度试验方法JBT_4730-2005《承压设备无损检测》及其技术应用JB/T4730.1-2005承压设备无损检测第1部分:通用要求JB/T4730.2-2005承压设备无损检测第2部分射线检测GB/T18591-2001焊接预热温度、道间温度及预热维持温度的测量指南JBT 6046-1992 碳钢、低合金钢焊接构件焊后热处理方法JBT 7949-1999钢结构焊缝外形尺寸GB/T19805-2005焊接操作工技能评定GB/T19866-2005焊接工艺规程及评定的一般原则GBT 19867.1-2005 电弧焊焊接工艺规程GBT 19867.2-2008气焊焊接工艺规程GBT 19867.3-2008电子束焊接工艺规程GBT 19867.4-2008激光焊接工艺规程GBT 19867.5-2008 电阻焊焊接工艺规程GBT 19868.1-2005基于实验焊接材料的工艺评定GBT 19868.2-2005基于焊接经验的工艺评定GBT 19868.3-2005基于标准焊接规程的工艺评定GBT 19868.4-2005基于预生产焊接试验的工艺评定GBT 19869-1-2005钢、镍及镍基合金的焊接工艺评定试验NBT 47014-2011(JBT 4708) 承压设备焊接工艺评定NBT 47015-2011(JBT 4709) 压力容器焊接规程NBT 47016-2011 承压设备产品焊接试件的力学性能TSG Z 6001-2005 特种设备作业人员考核规则TSG Z6002-2010 特种设备焊接操作人员考核细则NBT 47018.1~47018.7-2011(JBT 4747) 承压设备用焊接材料订货技术条件GBT 983-1995 不锈钢焊条GBT 5117-1995碳钢焊条GBT 5118-1195 低合金钢焊条GBT 5293-1999 埋弧焊用碳钢焊丝和焊剂GBT 8110-2008 气体保护电弧焊用碳钢、低合金钢焊丝GBT 10045-2001 碳钢药芯焊丝GBT 17853-1999 不锈钢药芯焊丝GBT 17854-1999埋弧焊用不锈钢焊丝和焊剂JIS Z3214-2012 耐大气腐蚀钢用涂药弧焊条YB-T5092-2005焊接用不锈钢丝焊接手册1~3焊接工程师手册ASME IX 焊接工艺、焊机和钎机操作工评定 2010 中文版ASME II 材料 A篇铁基材料 2010中文版ASME II 材料 C篇焊条焊丝及填充金属 2004ASME Ⅷ-1 压力容器建造规则 2010中文版RCCM 第七册S篇焊接RCCM 第六册MC篇检验方法RCCM 第四册M篇材料(上)RCCM 第二册B篇1级设备、C篇2级设备、D篇3级设备HAF 603 民用核安全设备焊工焊接操作工资格管理规定2007焊的推荐坡口的测量指南订货技术条件。
压力管道元件及焊接材料汇总表

压力管道元件及焊接材料汇总表建设单位(公章)安装单位(公章)
压力管道元件及焊接材料汇总表
建设单位(公章)安装单位(公章)
建设单位(公章)安装单位(公章)
建设单位(公章)安装单位(公章)
压力管道元件及焊接材料汇总表
压力管道元件及焊接材料汇总表
压力管道元件及焊接材料汇总表
压力管道元件及焊接材料汇总表
压力管道元件及焊接材料汇总表
压力管道元件及焊接材料汇总表
压力管道元件及焊接材料汇总表
压力管道元件及焊接材料汇总表
压力管道元件及焊接材料汇总表
压力管道元件及焊接材料汇总表
压力管道元件及焊接材料汇总表
压力管道元件及焊接材料汇总表。
焊接工艺评定报告

焊接工艺评定报告汇总表山东省建设工程质量监督总站监制建筑钢结构焊接工艺评定报告编号:______________ CP07141、CP07141编制:______________ 邢现亮 _________________ 焊接责任技术人员:______________ 齐聪利 _________________ 批准:______________ 王伟 ___________________ 单位: 兖矿东华三十七处第七项目咅E _____ 日期:2007 年05 月25 日表B-1 焊接工艺评定报告目录焊 及 接 坡 顺 口 序 尺 图寸 图 备 道 ①焊 次 注 接 1\ \ \ \ \ 工-艺 \ \ \ \ \ 2 \ \ \ \ \ 3数 \\ \ \\4技 术 \措 编制施 头 参焊接工艺评定指导书共2页第1页焊条或焊丝焊剂或焊接速度 保护气流 热输入 焊接方法电流(A)保护气 量(1/min)牌号 (cm/min)(kl/cm) 手工电弧焊 结506 ①3.2 100~130 手工电弧焊 结506 ①3.2 100~130 手工电弧焊 结506 ①4 160~210 手工电弧焊 结506①4 160~210焊前清理层间清理角向磨光机角向磨光机背面清根碳弧气刨其他: (mm )工程名称 试板指导书编号CP07143母材钢号 Q345 规格5 =12供货状态 甲供生产厂家太钢 焊接材料 生产厂 牌号 类型 烘干制度(Cx h) 备注 焊条大桥 结506 低氢钾型350-420 CX 1h\ 焊丝\ \ \ \ \ 焊剂或气体 \\\ \\焊接方法 手工电弧焊 焊接位置 平焊 焊接设备型号 BX-3 电源及极性交流预热温度「C ) \ 层间温度 < 80后热温度(C )及时间(min) \焊后处理 \接 邢现亮 日期 07年5月 20日 审核 齐聪利 日期年5月22日焊接工艺评定指导书共2页第2页焊接工艺评定检验结果共2页第1页焊接工艺评定检验结果共2页第2页赵楼矿井选煤厂介质库焊接工艺作业指导书编制: ______审核: ______批准: ______三十七处第七项目部2008年4月11日为了更好的给焊工提供技术支持,控制焊接质量,根据本工程特点和相同材料和工艺的焊接工艺评定报告,制定本焊接工艺作业指导书。
NBT_47015-2011(JBT_4709)_压力容器焊接规程表格、焊接工艺指导书表格

焊接工艺规程
编号_______________
产品编号___________________项目___________________
用户___________________位号___________________
图号___________________名称___________________
烘干温度/时间
焊丝牌号/规格
焊剂
烘干温度/时间
焊丝牌号/规格
保护气体
混合比
压力容器技术特性
部位
设计压力,MPa
设计温度,℃
试验压力,MPa
焊接接头系数
容器类别
备注
表C.3接头焊接工艺卡
接头简图:
焊接工艺程序
焊接工艺卡编号
图号
接头名称
接头编号
焊接工艺评定报告编号
焊工持证项目
检验
序号
本厂
监检单位
第三方或用户
母材
厚度
mm
焊缝金属
厚度
mm
焊接技术
层-道
焊接方法
填充材料
焊接电流
电弧电压,V
焊接速度,cm/min
线能量
kJ/cm
施焊技术
牌号
直径
极性
电流,A
预热温度(℃)
道间温度(℃)
焊后热处理
后热
钨极直径
喷嘴直径体流量
正面
背面
版次
阶段
说明
修改标记及处数
编制人及日期
审核人及日期
备注
表C.1接头编号表
接头编号示意图
接头编号
焊接工艺卡编号
焊接工艺评定报告编号
钢筋焊接接头检测频率汇总表

备注
备注
钢筋焊接接头检测频率汇总表
施工单位: 序号 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 规格 检 测日 代表批 期 量(个) 工程部位
委 托编 号
检测报告
监理单位:湖北联兴建设监理有限公司 施工单位 质监站 检测 检测 实检 检测 结果 应检 实检 结果 频率% 抽检日期 次数 次数 次数 报告
钢筋焊接接头检测频率汇总表
施工单位: 序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 规格 代表批 检 测日 量(个) 期 工程部位
委 托编 号
检测报告
监理单位:湖北联兴建设监理有限公司 质监站 施工单位 检测 检测 实检 检测 结果 应检 实检 结果 频率% 抽检日期 次数 次数 次数 报告
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1 1 1 1
2014.11.2 2014.411.2 2014.411.2 2014.411.2
4
HRB400E/14 26#楼主楼一层剪力墙、柱 电渣压力焊 246个 1 2014.12.8
HRB400E/16 26#楼主楼一层剪力墙、柱 电渣压力焊 298个 1 2014.12.8
HRB400E/18 26#楼主楼一层剪力墙、柱 电渣压力焊 236个 1 2014.12.8
HRB400E/20 26#楼主楼三层剪力墙、柱 电渣压力焊 146个 1 2015.1.4
施工单位(公章):
项目负责人(签字):
单位工程钢筋接头汇总表
工程名称: 建发悦城二区B-21地块(16-19#、25-26#楼)地下室及上部主体工程
级别规格 HRB400E/14
结构部位 26#楼主楼四层剪力墙、柱
字):
总表
福建省建设工程质量监督总站监 制
质保(建)表12
母材试验报告编号 接头试验报告编号
14060993 14060993 14060993
RZ31500031 RZ31500031 RZ31500031
14060993 14060993 14060993 14060993 14060993 14060993 14060993 14060993 14060993
HRB400E/20 26#楼主楼一层剪力墙、柱 电渣压力焊 146个 1 2014.12.8
HRB400E/14 26#楼主楼二层剪力墙、柱 电渣压力焊 246个 HRB400E/16 26#楼主楼二层剪力墙、柱 电渣压力焊 298个 HRB400E/18 26#楼主楼二层剪力墙、柱 电渣压力焊 236个 HRB400E/20 26#楼主楼二层剪力墙、柱 电渣压力焊 146个
1 1 1 1
2014.12.3 2014.112.3 2014.112.3 2014.112.3
1
HRB400E/14 26#楼主楼三层剪力墙、柱 电渣压力焊 246个 1 2015.1.4
HRB400E/16 26#楼主楼三层剪力墙、柱 电渣压力焊 298个 1 2015.1.4
HRB400E/18 26#楼主楼三层剪力墙、柱 电渣压力焊 236个 1 2015.1.4
施工单位(公章):
项目负责人(签字):
福建省建设工程
总表
质保(建)表12
母材试验报告编号 接头试验报告编号
14060915 14060915 14060915 14060915 14060993 14060993 14060993 14060993 14060993 14060993 14060993 14060993 14060993 14060993 14060993 14060993
RZ31500031 RZ31500076 RZ31500076 RZ31500076 RZ31500076 RZ31500096 RZ31500096 RZ31500096 RZ31500096
字):
福建省建设工程质量监督总站监 制
接头形式
接头数 抽样组 量数
报告时间
电渣压力焊 264个 1 2015.1.12
HRB400E/16 26#楼主楼四层剪力墙、柱 电渣压力焊 174个 1 2015.1.12
HRB400E/18 26#楼主楼四层剪力墙、柱 电渣压力焊 18个 1 2015.1.12
福建省建设工程
HRB400E/20 26#楼主楼四层剪力墙、柱 电渣压力焊 44个 1 2015.1.12 HRB400E/14 26#楼主楼五层剪力墙、柱 电渣压力焊 48个 1 2015.1.27 HRB400E/16 26#楼主楼五层剪力墙、柱 电渣压力焊 110个 1 2015.1.27 HRB400E/18 26#楼主楼五层剪力墙、柱 电渣压力焊 18个 1 2015.1.27 HRB400E/20 26#楼主楼五层剪力墙、柱 电渣压力焊 44个 1 2015.1.27 HRB400E/14 26#楼主楼五层剪力墙、柱 电渣压力焊 48个 1 2015.1.29 HRB400E/16 26#楼主楼五层剪力墙、柱 电渣压力焊 110个 1 2015.1.29 HRB400E/18 26#楼主楼五层剪力墙、柱 电渣压力焊 18个 1 2015.1.29 HRB400E/20 26#楼主楼五层剪力墙、柱 电渣压力焊 44个 1 2015.1.29
RZ31401717 RZ31401717 RZ31401717 RZ31401717 RZ31401789 RZ31401789 RZ31401789 RZ31401789 RZ31401897 RZ31401897 RZ31401897 RZ31401897 RZ31500008 RZ31500008 RZ31500008 RZ31500008
单位工程钢筋接头汇总表
工程名称: 建发悦城二区B-21地块(16-19#、25-26#楼)地下室及上部主体工程
级别规格
结构部位
接头形式
接头数 抽样组 量数
报告时间
HRB400E/14 26#楼主楼地下室剪力墙、柱 电渣压力焊 288个 HRB400E/16 26#楼主楼地下室剪力墙、柱 电渣压力焊 266个 HRB400E/20 26#楼主楼地下室剪力墙、柱 电渣压力焊 86个