中心孔标准
中心孔的标准方法(GB4459.5-1999)之欧阳数创编
本文根据GB4459.5-1999等资料撰写。
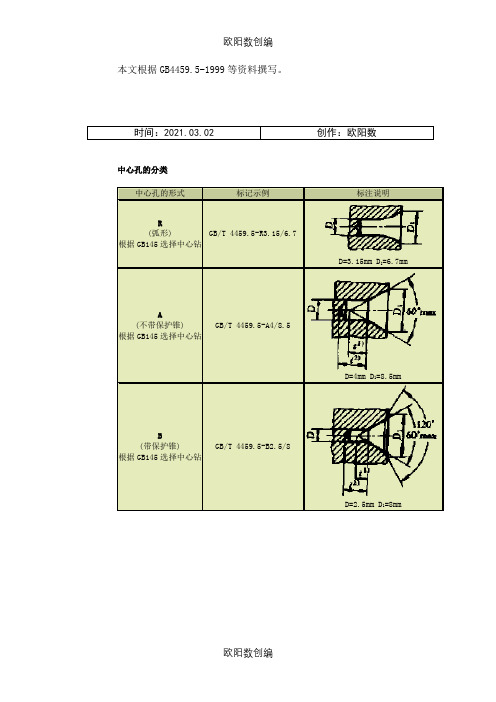
时间:2021.03.02 创作:欧阳数中心孔的分类中心孔的形式标记示例标注说明R(弧形)GB/T 4459.5-R3.15/6.7根据GB145选择中心钻D=3.15mm D1=6.7mmA(不带保护锥)GB/T 4459.5-A4/8.5根据GB145选择中心钻D=4mm D1=8.5mmB(带保护锥)GB/T 4459.5-B2.5/8根据GB145选择中心钻D=2.5mm D1=8mmC(带螺纹)根据GB145选择中心钻GB/T 4459.5-CM10L30/16.3D=M10 L=30mm D2=16.3mm中心孔的符号要求符号标注示例解释在完工的零件上要求保留中心孔要求做出B型中心孔D=2.5 D1=8在完工的零件上要求保留在完工的零件上可以保留中心孔用A型中心孔D=4 D1=8.5在完工的零件上是否保留都可以在完工的零件上不允许保留中心孔用A型中心孔D=1.6D1=3.35在完工的零件上不允许保留d'=1h 10H1=1.4hh=字体高度a-标注中心孔符号的区域b-零件轮廓的图线粗度图1在图样上的标注对于已经有相应标准规定的中心孔,在图样中可不绘制详细结构,只需注出其代号,如表所示。
如同一轴的两端中心孔相同,可只在其一端标出,但应注出其数量(图2)。
图2如需指明中心孔的标准代号时,则可标注在中心孔型号的下方(图3,4)。
图3图4中心孔工作表面的粗糙度应在引出线上标出(图5、图6),表面粗糙度的上限值为1.25µm。
以中心孔的轴线为基准时,基准代(符)号可按图5、图6的方法标注。
图5图6时间:2021.03.02创作:欧阳数。
中心孔标准尺寸表
中心孔标准尺寸表中心孔(平衡孔)是指一种固定在机械零件内部的孔,它的位置正中,可以使机械零件在运行中产生均衡的圆滑运动。
精密的中心孔的尺寸控制对于确保机械零件工作效率,可靠性以及质量有着至关重要的作用。
为此,制定和执行中心孔尺寸标准成为机械零件制造业中的重中之重。
目前,我国机械制造业中使用的中心孔标准主要有国家标准、行业标准和企业标准三类。
其中,国家标准也称为强制标准,是制定机械产品设计、制造、检验等各个领域所必须遵循的规范性文件;行业标准是行业组织经过整理和发布的系统性文件,主要用于指导某一行业的机械制造;而企业标准则是某一企业自行制定的有关中心孔尺寸的文件,是该企业出品产品所必须遵守的标准,也是该企业质量管理制度的重要组成部分。
国家标准定义的中心孔标准尺寸表主要分为内孔和外孔,其尺寸的计算公式一般如下:内孔标准尺寸表:内径:D-d≥0.1mm凸台高度:D,e≥0.2mm圆角半径:r≥0.2 mm外孔标准尺寸表:外径:D+d≤0.1mm凹台高度:D,e≥0.2mm圆角半径:r≥0.2 mm此外,国家标准还规定了中心孔的示意图,包括深度、径向跳动公差限制等,以及分层检验法。
根据不同的检验等尺寸,对中心孔的检验方法也各有不同,其中最常用的是卡尺检查和内部卡仪检查,同时通过游标角度的检查和实际测量可以验证其准确性。
除国家标准外,行业标准也制定了一些关于中心孔尺寸的规定和要求,这些规定受到相关行业技术人员的重视,一般也能够满足不同行业机械产品的需求。
此外,企业标准也是机械零件制造业中不可忽视的重要因素,企业根据自身产品特点和生产工艺条件,可在国家标准或行业标准的基础上,根据自身实际情况进行调整,以满足生产的要求。
总的来说,中心孔的标准尺寸表对于确保机械零件的质量和可靠性起着至关重要的作用,国家标准、行业标准和企业标准也都是机械零件制造业中的重中之重。
根据不同的检验等尺寸,不同的机械产品也有着不同的检验方法,帮助质量管理人员更好地检测并确保机械产品的质量。
标准中心孔

-0.5-0.63-0.81-1.25 1.62 2.5 3.154-5 6.3-8101.06 1.32 1.7 2.12 2.65 3.35 4.25 5.3 6.78.510.613.21721.20.480.60.780.97 1.21 1.52 1.95 2.42 3.07 3.9 4.85 5.987.799.7t参考0.50.60.70.91.11.41.82.22.83.54.45.578.71-1.251.622.53.154-56.3-810注:1. 尺寸 l ₁ 取决于中心钻的长度 l ₁ ,即使中心钻重磨后再使用,此值也不应小于 t 值。
2. 表中同时列出了 D 和 l ₂ 尺寸,制造厂可任选其中一个尺寸。
3. 括号内的尺寸尽量不采用。
B 型中心孔d中心孔 [GB/T 145-2001]A 型中心孔d D l 22.12 2.653.354.255.36.78.510.613.21721.23.1545 6.381012.5161822.4281.27 1.6 1.99 2.54 3.2 4.03 5.05 6.417.369.3611.66t参考0.91.11.41.82.22.83.54.45.578.7M3M4M5M6M8M10M12M16M20M243.24.35.36.48.410.5131721264. 括号内的尺寸尽量不采用。
C 型中心孔d D 1D 1D 2l 2注:1. 尺寸 l ₁ 取决于中心钻的长度 l ₁,即使中心钻重磨后再使用,此值也不应小于 t 值。
2. 表中同时列出了 D ₂ 和 l ₂ 尺寸,制造厂可任选其中一个尺寸。
3. 尺寸 d 和 D ₁ 与中心钻的尺寸一致。
5.36.78.19.612.214.918.12328.434.25.87.48.810.513.216.319.825.331.3382.6 3.24567.59.5121518t参考1.82.12.42.83.33.84.45.26.481-1.25 1.62 2.5 3.154-5 6.3-8102.12 2.65 3.35 4.25 5.3 6.78.510.613.21721.2l min 2.3 2.8 3.5 4.4 5.578.911.21417.922.5max3.15456.381012.516202531.5rl R 型中心孔d1d2D 2D 3rmin 2.5 3.1545 6.381012.5162025注:括号内的尺寸尽量不采用。
中心孔选用标准

中心孔选用标准全文共四篇示例,供读者参考第一篇示例:中心孔是工件上用来固定、定位和传动力矩的孔,是加工中最基本的定位孔。
在机械加工中,中心孔的选用标准对于加工精度、效率和质量起着至关重要的作用。
合理选择中心孔标准,能够确保工件的加工精度、能耗、生产效率和质量,提高生产效率,降低成本,是加工中不可忽视的重要环节。
中心孔的选用标准应符合工件的实际要求。
在进行中心孔选用时,需根据工件的形状、尺寸、材质、加工量等因素来选择合适的中心孔标准。
通常情况下,标准中心孔有A、B、C、D四种类型,其中A为精密型、B为一般型、C为普通型、D为特殊需求型。
对于高精度要求的工件,应选择精密型的中心孔标准;而对于一般加工要求的工件,则可以选择一般型或普通型的中心孔标准。
中心孔的选用标准应考虑加工方式和精度要求。
不同的加工方式对中心孔的选用标准也有所要求,如钻孔、铣削、车削等加工方式对中心孔的要求也不尽相同。
根据工件的加工精度要求来选择合适的中心孔标准也是至关重要的。
在加工高精度工件时,应选择更高精度的中心孔标准,以保证加工精度和质量。
中心孔的选用标准还需考虑被加工零件的后续加工工序。
有些工件在中心孔定位时需要进行多次加工,因此需要考虑后续加工工序对中心孔的要求,选择适合的中心孔标准。
在选择中心孔标准时还要考虑工件加工后的稳定性和可靠性,以确保全过程加工的顺利进行。
第二篇示例:中心孔是机械设备上常见的一种孔型,其作用是用来定位和固定零件。
为了保证设备的正常运行和使用寿命,选用合适的中心孔标准至关重要。
下面我们来详细介绍中心孔选用标准及其重要性。
一、中心孔的作用中心孔通常位于轴端或座部,用来定位轴心位置和确保零件间的相对位置。
在安装和组装机械设备时,通过中心孔可以快速准确地定位零件,提高生产效率和产品质量。
中心孔还可以起到固定零件的作用,避免零件在运动过程中发生错位或脱落。
1. 直径尺寸:中心孔的直径应符合相应的标准规定,可以避免因孔径过大或过小导致的轴心不准确或轴心偏移现象。
中心孔的标准方法GB

本文根据等资料撰写。
中心孔的分类中心孔的形式标记示例标注说明R(弧形)根据GB145选择中心钻GB/TD=3.15mm D1=6.7mmA(不带保护锥)根据GB145选择中心钻GB/TD=4mm D1=8.5mmB(带保护锥)根据GB145选择中心钻GB/TD=2.5mm D1=8mmC(带螺纹)根据GB145选择中心钻GB/T 10LD=M10 L=30mm D2=16.3mm中心孔的符号为了表达在完工的零件上是否保留中心孔的要求,可采用下表中规定的符号。
要求符号标注示例解释在完工的零件上要求保留中心孔要求做出B型中心孔 D= D1=8在完工的零件上要求保留在完工的零件上可以保留中心孔用A型中心孔D=4 D1=在完工的零件上是否保留都可以在完工的零件上不用A型中心孔D= D1=在完工的允许保留中心孔零件上不允许保留符号的尺寸及其各部分的比例关系如图1。
d'=1h10H1=h=字体高度a-标注中心孔符号的区域b-零件轮廓的图线粗度图1在图样上的标注对于已经有相应标准规定的中心孔,在图样中可不绘制详细结构,只需注出其代号,如表所示。
如同一轴的两端中心孔相同,可只在其一端标出,但应注出其数量(图2)。
图2如需指明中心孔的标准代号时,则可标注在中心孔型号的下方(图3,4)。
图3图4中心孔工作表面的粗糙度应在引出线上标出(图5、图6),表面粗糙度的上限值为μm。
以中心孔的轴线为基准时,基准代(符)号可按图5、图6的方法标注。
图5图6。
中心孔标准在机械手册哪

中心孔标准在机械手册哪中心孔标准在机械手册中的应用机械手册是机械工程师和技术人员的重要工具,其中包含了各种机械零件的设计和制造标准。
在机械手册中,中心孔标准是一个非常重要的内容,它在机械设计和制造中起着关键的作用。
中心孔是一种常见的机械零件,它通常用于定位和连接其他零件。
中心孔标准规定了中心孔的尺寸、形状和公差要求,以确保零件之间的精确对位和连接。
在机械手册中,中心孔标准通常被列为一个独立的章节,详细描述了各种类型的中心孔及其应用。
首先,机械手册中介绍了不同类型的中心孔。
常见的中心孔类型包括圆柱形中心孔、锥形中心孔和球形中心孔等。
每种类型的中心孔都有其特定的应用场景和优势。
例如,圆柱形中心孔适用于需要高精度对位的场合,而锥形中心孔则适用于需要较大的连接力和刚性的场合。
其次,机械手册中详细介绍了中心孔的尺寸和公差要求。
中心孔的尺寸通常由直径和深度来表示,而公差则用于描述中心孔的精度要求。
机械手册中列出了各种尺寸和公差的标准数值,以供设计师和制造商参考。
这些标准数值是经过长期实践和经验总结得出的,可以确保中心孔的质量和性能。
此外,机械手册还介绍了中心孔的加工方法和工艺要求。
中心孔的加工通常采用钻孔、铰孔或铣孔等方法,具体的选择取决于零件的要求和加工设备的能力。
机械手册中对于不同加工方法的优缺点进行了比较,并提供了相应的工艺参数和操作指南。
最后,机械手册还包含了中心孔的检测和测量方法。
中心孔的质量和精度对于机械零件的性能和可靠性至关重要,因此需要进行严格的检测和测量。
机械手册中介绍了常用的检测方法,如测量中心孔的直径、深度和圆度等。
同时,还介绍了一些常见的测量工具和设备,如千分尺、显微镜和三坐标测量机等。
综上所述,中心孔标准在机械手册中起着重要的作用。
它不仅规定了中心孔的尺寸、形状和公差要求,还介绍了中心孔的加工方法、工艺要求和检测方法。
机械工程师和技术人员可以通过机械手册中的中心孔标准,选择合适的中心孔类型和加工方法,确保零件的精确对位和连接,提高机械设备的性能和可靠性。
中心孔的标准
中心孔的标准
中心孔是用来定位和固定工件的孔,在工业制造中应用广泛。
中心孔的标准有以下几种:
1. DIN规范:德国工程师协会(Deutsches Institut für Normung)制定了一系列关于中心孔的标准,如DIN332、DIN333等。
这些标准规定了中心孔的尺寸、角度等参数。
2. ISO规范:国际标准化组织(International Organization for Standardization)针对中心孔也有相应的标准,如ISO 8188。
这些标准与DIN规范相似,但有些细节上可能有所不同。
3. ANSI规范:美国国家标准学会(American National Standards Institute)也发布了一系列关于中心孔的标准,如ANSI B32.9。
这些标准与DIN和ISO规范有一定差异。
此外,不同行业和应用领域可能还有自己的标准和规范,如机械加工、汽车制造等。
因此,在选择中心孔时,需要根据具体需求考虑哪种标准适用于自己的应用。
中心孔的标准方法(GB4459.5-1999)之欧阳育创编
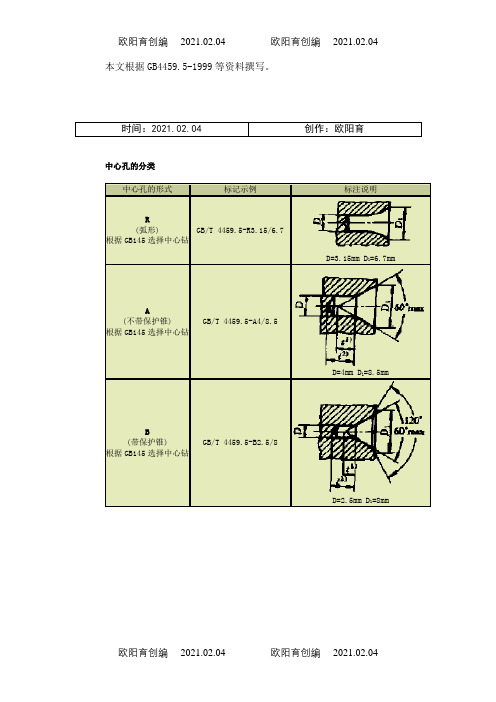
本文根据GB4459.5-1999等资料撰写。
时间:2021.02.04 创作:欧阳育中心孔的分类中心孔的形式标记示例标注说明R(弧形)GB/T 4459.5-R3.15/6.7根据GB145选择中心钻D=3.15mm D1=6.7mmA(不带保护锥)GB/T 4459.5-A4/8.5根据GB145选择中心钻D=4mm D1=8.5mmB(带保护锥)GB/T 4459.5-B2.5/8根据GB145选择中心钻D=2.5mm D1=8mmC(带螺纹)根据GB145选择中心钻GB/T 4459.5-CM10L30/16.3D=M10 L=30mm D2=16.3mm中心孔的符号要求符号标注示例解释在完工的零件上要求保留中心孔要求做出B型中心孔D=2.5 D1=8在完工的零件上要求保留在完工的零件上可以保留中心孔用A型中心孔D=4 D1=8.5在完工的零件上是否保留都可以在完工的零件上不允许保留中心孔用A型中心孔D=1.6D1=3.35在完工的零件上不允许保留d'=1h 10H1=1.4hh=字体高度a-标注中心孔符号的区域b-零件轮廓的图线粗度图1在图样上的标注对于已经有相应标准规定的中心孔,在图样中可不绘制详细结构,只需注出其代号,如表所示。
如同一轴的两端中心孔相同,可只在其一端标出,但应注出其数量(图2)。
图2如需指明中心孔的标准代号时,则可标注在中心孔型号的下方(图3,4)。
图3图4中心孔工作表面的粗糙度应在引出线上标出(图5、图6),表面粗糙度的上限值为1.25µm。
以中心孔的轴线为基准时,基准代(符)号可按图5、图6的方法标注。
图5图6时间:2021.02.04创作:欧阳育。
中心孔标准英制螺纹
中心孔标准英制螺纹
中心孔标准英制螺纹是指以英寸为单位的螺纹,通常也被称为英制螺纹。
这种螺纹的螺距是以每英寸的牙数来表示的,因此它的规格和尺寸可能与公制螺纹不同。
在中心孔标准英制螺纹中,常用的规格包括1/8英寸、1/4英寸、3/8英寸、1/2英寸、3/4英寸和1英寸等。
这些规格的中心孔直径和螺距都有相应的标准值。
在选择和使用中心孔标准英制螺纹时,需要注意以下几点:
1.确定所需的规格:根据需要连接的部件的材料、尺寸和用途等因素来确定所需的规格。
2.选择合适的螺距:根据所需连接的部件的尺寸和要求选择合适的螺距。
3.确保精度:在加工和安装过程中要确保精度,以避免螺纹连接出现问题。
4.注意润滑:在安装和运行过程中要注意润滑,以减少摩擦和磨损。
5.定期检查和维护:定期检查和维护螺纹连接,以确保其正常运行和使用寿命。
中心孔标准
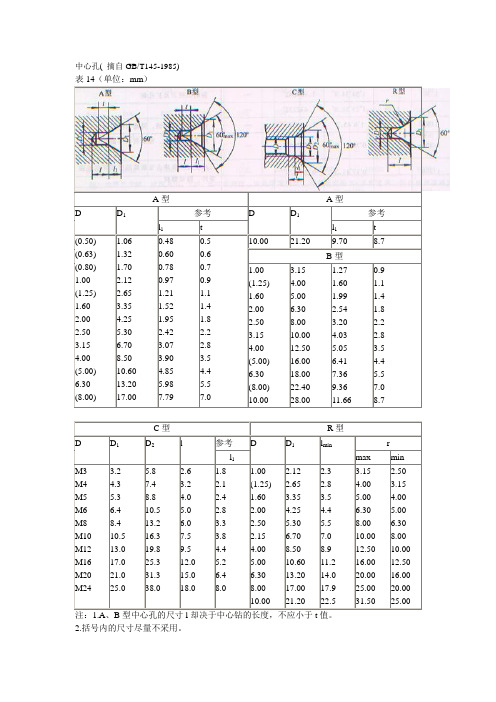
中心孔( 摘自GB/T145-1985)
表14(单位:mm)
注:1.A、B型中心孔的尺寸l却决于中心钻的长度,不应小于t值。
2.括号内的尺寸尽量不采用。
中心孔分A、B、C、C四个型号,A型:当工件在一台机床上加工,加工后去掉中心孔时用。
B型:当零件在数台机床上加工,或中心孔需保留在零件上,或当加工零件毛坯总重量超过5吨时用。
C型:当轴类零件端部需固定零件或考虑热处理需吊挂用。
D型:主要用于轧辊等重要零件上。
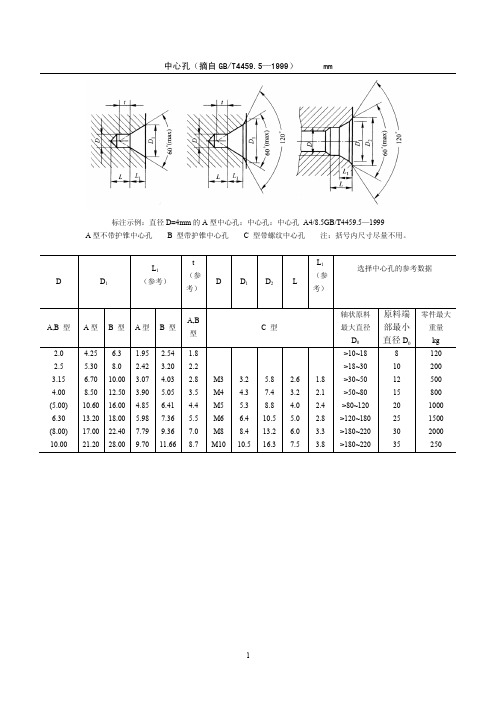
中心孔的大小主要根据工件的重量来决定;以A型中心孔为例,当中心孔的直径为2mm时,轴类原料直径在10~18mm,可承受零件毛坯总重量120公斤;中心孔的直径为3mm时,轴的直径30~50mm,可承受零件毛坯的总重量500公斤;当中心孔的直径为5mm时,轴的直径在80~120mm,可承受零件毛坯的总重量1000公斤。
标准中心孔
在完工的零件上 不允许保留中心
孔
中心孔表示法(摘自 GB/T4459.5 —— 1999 )
符号
标注示例
解释 要求作出 B 型中心孔
d 3.15 Dmax 10
在完工零件上要求保留
用 A 型中心孔 d=4, Dmax=8.5
在完工的零件上是否保留都 可以
用 A 型中心孔 d=2, Dmax=4.25
25
1500
(8.00) 17.00 22.40 7.79 9.36 7.0 M8 8.4 13.2 6.0 3.3 >180~220
30
2000
10.00 21.20 28.00 9.70 11.66 8.7 M10 10.5 16.3 7.5 3.8 >180~220
35
250
1
要求 在完工的零件上 要求保留中心孔
3.15 3.15 10.0 10.0 20.0 20.0 20.0
35.5 35.5 63.0 63.0 63.0
3.55
11.2
21.2
37.5
67.0
2
续表
R10 R20 R40 R10 R20 R40 R10 R20 R40 R10 R20 R40 R10 R20 R40
71.0 71.0 125 125 125
1.25 1.25 4.00 4.00 12.5 12.5 12.5
22.4 22.4 40.0 40.0 40.0
1.40
4.50
13.2
23.6
42.5
1.60 1.60 5.00 5.00
14.0 14.0 25.0 25.0 25.0
45.0 45.0