EVA技术规格说明书
常用EVA原料技术指标参数

常用EVA原料技术指数扬巴发泡级EVA V5110J指标参数:扬巴发泡级EVA V5110J产品属性:规格级别:发泡级外观颜色:透明厂家扬巴牌号V5110J扬巴发泡级EVA V5110J技术指标:性能项目试验条件[状态] 测试方法测试数据数据单位基本性能熔体流动速率190℃/2.16kg / 2.3-3.1 g/10min 机械性能屈服拉伸强度/ ISO 527 >3.0 N/mm2热性能熔融温度/ ISO 3146 >83 ℃维卡软化温度/ ISO 306 >60 ℃其它性能VA含量/ / 17.6-20.4 %北京有机薄膜级EVA 14-2指标参数:北京有机薄膜级EVA 14-2产品属性:牌号:EVA 14-2;规格级别:薄膜级;外观颜色:透明;厂家:北京有机北京有机薄膜级EVA 14-2是由厂家北京有机生产的EVA产品,其规格为薄膜级,外观颜色透明,一般用于制膜,例如:一般用途膜、农用膜、温室大棚膜等薄膜。
北京有机薄膜级EVA 14-2技术指标:项目单位试验数据结果试验方法试验条件[状态]物理性能拉伸断裂强度TD N/mm224 ASTM D-638/ MD N/mm224 ASTM D-638邵氏硬度D/33 ASTM D-2240/A 92 ASTM D-2240光泽度% 82 ASTM D-1003A /VA含量% 14 ISC.DIS 8965/1989(E) /撕裂强度TD g 129 ASTM D-1922/ MD g 91 ASTM D-1922热性能熔点°C 95 / / 维卡软化点°C 70 ASTM D-1525 /基本性能MFI g/10 2 ASTM D-1238 / 密度g/cm30.935 ASTM D-1505 /北京有机发泡级EVA 18-3指标参数:北京有机发泡级EVA 18-3产品属性:牌号:EVA 18-3;规格级别:发泡级;外观颜色:透明;厂家:北京有机北京有机发泡级EVA 18-3是由厂家北京有机生产的EVA产品,其规格为发泡级,外观颜色透明,一般用于各种发泡制品,例如:发泡片、软管等。
福斯特EVA产品说明书(中文)
g/10Min
30
30
软化点Intenerating Point
(Before Laminating)
℃
58
58ቤተ መጻሕፍቲ ባይዱ
密度Density
g/cm3
0.96
0.96
比热Specific Heat
J/℃、g
2.30
2.30
绝缘电阻Insulating Resistance
MΩ
1.45×106
1.45×106
击穿电压Penetrated Voltage
KV/mm
19
19
抗拉强度Tensile Strength
Mpa
26
26
延伸率Elongation Rate
%
420
420
透光率Light Transmittance
(After Laminating)
%
>90.0
>90.0
(150℃,40min)
%
>93.00
>93.00
与玻璃剥离强度
Strength of peeling from glass
N/cm
>30
>30
与TPT剥离强度
Strength of peeling TPT
N/cm
>20
>20
耐紫外老化UV-Resistance
(280-320nm 7.5kwh/m2)
F
杭 州
HANGZHOU FIRST HOT-MELT ADHESIVE FILM CO., LTD
地址:中国杭州临安市保锦路283号 邮编311300
EVA技术要求
1 范围本要求规定了晶体硅太阳电池组件用EVA的技术要求、查验方式、标志、包装、运输和贮存等。
本要求适用于晶体硅太阳电池组件用的EVA。
2 标准性引用文件GB/T1216 外径千分尺GB/ 硫化橡胶或热塑性橡胶样品和试样的制备第一部份物理实验3 术语和概念是指乙烯-醋酸乙烯共聚物。
是指EVA中的醋酸乙烯脂含量。
是指熔体流动速度。
4 技术要求外观要求表面平整、半透明、无异物、无褶皱、无划伤污垢、压花清楚等。
尺寸要求4.2.1EVA的宽幅,要求其宽幅公差范围为0~+10mm。
4.2.2EVA膜厚度中心值以各家技术协议为准,下公差为-0.05mm上公差为+0.05mm。
剥离强度要求与TPT、钢化玻璃粘结特性好,层压固化后不能脱层,剥离强度大约40N/cm。
透光率要求要求在380nm~1100nm波长范围内的透光率大约等于90%。
交联度要求通过工艺调整,EVA交联度在70%以上。
兼容性要求测试EVA与其他材料,保证之间不发生不良反映。
特性参数EVA的特性参数见表1表15 查验方式尺寸查验尺寸用最小刻度为1mm的钢直尺或钢卷尺测量。
厚度查验利用GB/T1216标准文件中所规定的千分尺或与此一样精度的器具测量,测量厚度时每次测10个点,有一个超过时即为不合格。
拉伸强度和延伸率查验5.3.1采纳270mm×120mm×2mm的模具制片,在(23±2℃),(50±5)%湿度条件下固化7天后用截刀裁成哑铃形式样,如以下图1所示。
5.3.2选取5个试样,将试样装在拉力实验机上,拉伸速度100mm/min;记录试样断裂时的力,按公式(1)计算出拉伸强度,按公式(2)计算出延伸率。
若是试样在实验机夹具的边缘断裂或试样滑脱,那么此数据作废,另外取样实验。
实验结果取5次实验值的算术平均值。
a=P/(b×d) (1)式中:a-拉伸强度,MPa;P-试样断裂时的力,N;b-试样宽度,mm;d-试样厚度,mm;t=(G-G0)/G0×100% (2)t-延伸率,%;G-试样断裂时标线间的距离,mm;G0-试样原始标距,mm;剥离强度查验5.4.1取长度约为30cm,宽度约为15cm的钢化玻璃一块;5.4.2在取样的钢化玻璃上面层叠一样大小的EVA和TPT,放入层压机中进行一次固化;5.4.3层压后对样件进行层压固化处置后放置12小时以上,将固化件用小刀进行猜个,将其割为1cm×30cm的小条;5.4.4取其中的几条,别离用手工将TPT与EVA分离,玻璃与EVA分离2cm左右的一小段,将样品固定在拉伸实验机上,顺着180度的方向,以速度300mm/min进行剥离,每次玻璃10cm,记录其测量数据。
EVA F806技术参数(中文)

快固型 F806 0.96
16 550 4.7 72~78 >91.0 1.481 360 YI<2.0
YI<6.0
75-90
>40
>40
<5.0 <2.0 1.45×106
0.2-0.8 200-2200 Embossed
2、F·RSTTM EVA “F806”的层压工艺
型号
Lamination 层压条件
杭州福斯特光伏材料股份有限公司
F·RSTTM EVA“F806”技术参数
1. F·RSTTM EVA “F806”的基本特性
特性
测试方法
单位
Density 密度
ISO 1183
Tensile strength 拉伸强度 Elongation at break 断裂伸长率
ISO 527-3
Young’s Modulus (cured) 杨氏模量
Shrinkage Rate(120oC, 3min) 收缩率
Volume Insulating Resistance 体积绝缘电阻
GB/T1410-2006
Range of thickness 厚度
GB/T6672-2001
Range of width 宽度
--
Surface finish 膜表面
--
备注:
- GB: 中华人民共和国国家标准
- Q/HZF: 杭州福斯特光伏材料股份有限公司企业标准
- 数据为多次测试结果的平均值
* 0.5mm 厚胶膜 180℃扯离 ** 和玻璃一起测
g/cm3 MPa
% MPa Shore A
% nm
% Yellow degree
福斯特EVA产品说明书
福斯特EVA封装胶膜F806技术说明书杭州福斯特热熔胶膜有限公司FIRST HOT-MELT ADHESIVE FILM CO., LTDHttp:Tel: 0086-571-63816873 /63816892Fax: 0086-571-63710907Email: sales@内容1.引言2.基本特性3.光伏组件结构4.光伏组件的层压过程5.层压工艺推荐6.交联特性7.透光率测试8.老化特性测试9.包装尺寸10.使用的注意事项11.运输和储存12.备注附录1. 包装图解附录2. 常见问题及解决方法1. 引言F·RST TM EV A膜是由杭州福斯特热熔胶膜有限公司生产,用作光伏组件的包装材料,生产过程严格按照ISO9000体系管理。
F·RST TM EV A膜已经成功地被用于TUV认证的组件生产厂家。
F806是公司新开发的一种快固型胶膜,具有优秀的耐紫外光老化和交联特性,内含各种添加剂,如交联剂、增粘剂、光稳定剂和抗氧剂等。
F806能提供各种厚度(0.30mm~0.80mm)和宽度(200mm~2200mm)的EV A胶膜。
F·RST TM EV A胶膜的主要特点如下:1)具有优秀的持久性,如:耐候性、耐湿热老化和耐紫外老化性。
2)对玻璃、金属和塑料如PET,TPT具有优秀的粘接性,并且粘接力能维持长时期。
3)优秀的透光性。
4)对硅电池片无害,并具有惰性5)在层压中具有高的交联速率6)优秀的包装特性本页已使用福昕阅读器进行编辑。
福昕软件(C)2005-2010,版权所有,仅供试用。
2. F·RST TM EV A的基本特性Table 1. 已交联的F·RST TM EVA “F806”的基本特性- GB: 中华人民共和国国家标准- Q/HZF: 杭州福斯特热熔胶膜有限公司企业标准- 数据为多次测试结果的平均值* 0.5mm厚胶膜180℃扯离** 和玻璃一起测试3. 光伏组件结构4. 光伏组件的层压过程Lamination5. F·RSTTMEV A F806的层压工艺型号F806 F806加热板温度 (℃) 120145 真空时间 (min)3-53-5 Lamination层压条件层压时间 (min)5 8-12固化炉温. (℃) 145 -- Oven-Cure 烘箱内固化固化时间 (min)15~20--以上层压工艺只是一个具有代表性的例子。
EVA化学品安全技术说明书

EVA化学品安全技术说明书第一部分:化学品名称化学品中文名称:乙烯-醋酸乙烯共聚物化学品英文名称:ethylene-vinyl acetate copolymer中文名称2:英文名称2:EVA技术说明书编码:1314 CAS No.:24937-78-8 分子式:分子量:2000(平均)第二部分:成分/组成信息有害物成分含量 CAS No.乙烯-醋酸乙烯共聚物 24937-78-8第三部分:危险性概述危险性类别:无资料侵入途径:无资料环境危害:无资料健康危害:对眼睛和皮肤有刺激作用。
燃爆危险:本品可燃,具刺激性。
第四部分:急救措施皮肤接触:脱去污染的衣着,用流动清水冲洗。
眼睛接触:提起眼睑,用流动清水或生理盐水冲洗。
就医。
吸入:脱离现场至空气新鲜处。
就医。
食入:饮足量温水,催吐。
就医。
第五部分:消防措施危险特性:粉体与空气可形成爆炸性混合物, 当达到一定浓度时, 遇火星会发生爆炸。
加热分解产生易燃气体。
有害燃烧产物:一氧化碳、二氧化碳。
灭火方法:消防人员须佩戴防毒面具、穿全身消防服,在上风向灭火。
灭火剂:雾状水、泡沫、干粉、二氧化碳、砂土。
第六部分:泄漏应急处理应急处理:隔离泄漏污染区,限制出入。
切断火源。
建议应急处理人员戴防尘面具(全面罩),穿防毒服。
避免扬尘,小心扫起,置于袋中转移至安全场所。
若大量泄漏,收集回收或运至废物处理场所处置。
第七部分:操作处置与储存操作注意事项:密闭操作。
密闭操作,提供良好的自然通风条件。
操作人员必须经过专门培训,严格遵守操作规程。
建议操作人员佩戴自吸过滤式防尘口罩,戴化学安全防护眼镜,穿防毒物渗透工作服,戴橡胶手套。
远离火种、热源,工作场所严禁吸烟。
使用防爆型的通风系统和设备。
避免产生粉尘。
避免与氧化剂、碱类接触。
搬运时要轻装轻卸,防止包装及容器损坏。
配备相应品种和数量的消防器材及泄漏应急处理设备。
倒空的容器可能残留有害物。
储存注意事项:储存于阴凉、通风的库房。
EVA乙烯-醋酸乙烯共聚物

化学品中文名称:乙烯-醋酸乙烯共聚物化学品英文名称:ethylene-vinyl acetate copo 乙烯-醋酸乙烯共聚物英文简称:EVA 技术说明书编码:1314 CAS No.:24937-78-8 分子式:(C2H4)x.(C4H6O2)y 分子量:2000(平均) 健康危害:对眼睛和皮肤有刺激作用。
燃爆危险:本品可燃,具刺激性。
皮肤接触:脱去污染的衣着,用流动清水冲洗。
眼睛接触:提起眼睑,用流动清水或生理盐水冲洗。
就医。
吸入:脱离现场至空气新鲜处。
就医。
食入:耐水性:密闭泡孔结构、不吸水、防潮、耐水性能良好。
耐腐蚀性:耐海水、油脂、酸、碱等化学品腐蚀,抗菌、无毒、无味、无污染。
加工性:无接头,且易于进行热压、剪裁、涂胶、贴合等加工。
防震动:回弹性和抗张力高,韧性高,具有良好的防震/ 缓冲性能。
保温性:隔热,保温防寒及低温性能优异,可耐严寒和曝晒。
隔音性:密闭泡孔,隔音效果好。
危险特性粉体与空气可形成爆炸性混合物, 当达到一定浓度时, 遇火星会发生爆炸。
加热分解产生易燃气体。
编辑本段有害燃烧产物一氧化碳、二氧化碳。
编辑本段灭火方法消防人员须佩戴防毒面具、穿全身消防服,在上风向灭火。
灭火剂:雾状水、泡沫、干粉、二氧化碳、砂土。
编辑本段应急处理隔离泄漏污染区,限制出入。
切断火源。
建议应急处理人员戴防尘面具(全面罩),穿防毒服。
避免扬尘,小心扫起,置于袋中转移至安全场所。
若大量泄漏,收集回收或运至废物处理场所处置。
编辑本段操作注意事项密闭操作。
密闭操作,提供良好的自然通风条件。
操作人员必须经过专门培训,严格遵守操作规程。
建议操作人员佩戴自吸过滤式防尘口罩,戴化学安全防护眼镜,穿防毒物渗透工作服,戴橡胶手套。
远离火种、热源,工作场所严禁吸烟。
使用防爆型的通风系统和设备。
避免产生粉尘。
避免与氧化剂、碱类接触。
搬运时要轻装轻卸,防止包装及容器损坏。
配备相应品种和数量的消防器材及泄漏应急处理设备。
eva 防水板 标准
eva 防水板标准
一、EVA防水板行业标准
EVA、PE、LDPE 防水卷材均质片技术指标(执行标准:GB18173.1——2
eva防水板部分参数
1,厚度:0.3-4.0mm
2,宽度:3-8m
3,拉伸强度:》16MPa
4,断裂伸长率:》550%
5,直角撕裂强度:》60N/mm
6,使用温度范围:+70--零下70
二、施工质量检查
先在洞外将防水板粘接成大块,以尽可能减少在洞内的搭接次数,检查合格后运至洞内工作平台。
防水板铺挂前对隧道洞壁平整度进行检查,看是否基本平整.有无尖锐棱角与钢筋头,锚固钉是否突出太多;
第二步是在防水板铺挂后检查是否仍有漏水点,破损点是否补牢,松弛度是否够.粘接是否可靠;
第三步是在台车就位后利用工作窗检查松弛度是否够。
EVA化学品安全技术说明书
EVA化学品安全技术说明书第一部分:化学品名称化学品中文名称:乙烯-醋酸乙烯共聚物化学品英文名称:ethylene-vinyl acetate copolymer中文名称2:英文名称2:EVA技术说明书编码:1314 CAS No.:24937-78-8 分子式:分子量:2000(平均)第二部分:成分/组成信息有害物成分含量 CAS No.乙烯-醋酸乙烯共聚物 24937-78-8第三部分:危险性概述危险性类别:无资料侵入途径:无资料环境危害:无资料健康危害:对眼睛和皮肤有刺激作用。
燃爆危险:本品可燃,具刺激性。
第四部分:急救措施皮肤接触:脱去污染的衣着,用流动清水冲洗。
眼睛接触:提起眼睑,用流动清水或生理盐水冲洗。
就医。
吸入:脱离现场至空气新鲜处。
就医。
食入:饮足量温水,催吐。
就医。
第五部分:消防措施危险特性:粉体与空气可形成爆炸性混合物, 当达到一定浓度时, 遇火星会发生爆炸。
加热分解产生易燃气体。
有害燃烧产物:一氧化碳、二氧化碳。
灭火方法:消防人员须佩戴防毒面具、穿全身消防服,在上风向灭火。
灭火剂:雾状水、泡沫、干粉、二氧化碳、砂土。
第六部分:泄漏应急处理应急处理:隔离泄漏污染区,限制出入。
切断火源。
建议应急处理人员戴防尘面具(全面罩),穿防毒服。
避免扬尘,小心扫起,置于袋中转移至安全场所。
若大量泄漏,收集回收或运至废物处理场所处置。
第七部分:操作处置与储存操作注意事项:密闭操作。
密闭操作,提供良好的自然通风条件。
操作人员必须经过专门培训,严格遵守操作规程。
建议操作人员佩戴自吸过滤式防尘口罩,戴化学安全防护眼镜,穿防毒物渗透工作服,戴橡胶手套。
远离火种、热源,工作场所严禁吸烟。
使用防爆型的通风系统和设备。
避免产生粉尘。
避免与氧化剂、碱类接触。
搬运时要轻装轻卸,防止包装及容器损坏。
配备相应品种和数量的消防器材及泄漏应急处理设备。
倒空的容器可能残留有害物。
储存注意事项:储存于阴凉、通风的库房。
EVA技术说明
nt 文件 Name: 姓名 Date: 日期 Signature: 签名 II-742-ENG-01 01
Drawn by: 编制 Liu Peng 刘鹏 2011.7.9 Original signed 原件签名
Checked by Teamleader/Manager: 组长/经理审核 Wang Shengjian 王圣建 2011.7.9 Original signed 原件签名
Quality provisions 质量要求
Checking in details: 检查细节
Note 注意: aleo specification AN-APT742-02_en is reference with this avim specification. 本指导书参考 aleo 版本 AN-APT742-02_en
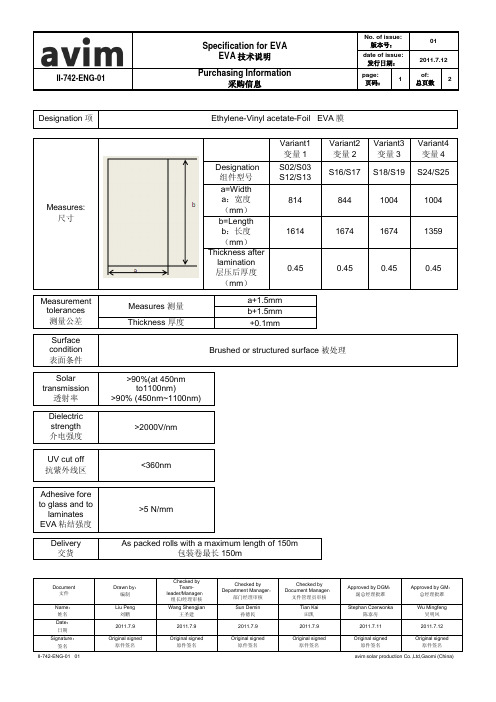
Measures: 尺寸
1614
1674
1674
1359
0.45
0.45
0.45
0.45
Measurement tolerances 测量公差 Surface condition 表面条件 Solar transmission 透射率 Dielectric strength 介电强度 UV cut off 抗紫外线区 Adhesive fore to glass and to laminates EVA 粘结强度 Delivery 交货
Specification for EVA EVA 技术说明
II-742-ENG-01
No. of issue: 版本号: date of issue: 发行日期: page: 页码: 2
01 2011.7.12 of: 总页数 2
Purchasing Information 采购信息 >6 months 6 个月 minimum up to 30℃ 最高 30℃
EVA技术规格说明书PPT

126020/4/10
第七组
交联度(%)
在150度下固化的时间与交联度关系曲线
100 80 60 40 20 0 0分 2分 4分 6分 8分 10分 12分 时间(分)
127020/4/10
第七组
(2)、F303型产品的固化时间 与交联度关系曲线如下:
❖ 耐腐蚀性:耐海水、油脂、酸、碱等化学品腐蚀,抗菌、 无毒、无味、无污染。
❖ 加工性:无接头,且易于进行热压、剪裁、涂胶、贴合等 加工。
❖ 防震动:回弹性和抗张力高,韧性高,具有良好的防震 / 缓冲性能。
❖ 保温性:隔热,保温防寒及低温性能优异,可耐严寒和曝 晒。
❖ 隔音性:密闭泡孔,隔音效果好。
时间(分)
122020/4/10
第七组
❖ F303型产品:层压机设定温度
150℃,抽气6分钟,加压30秒,
层压保持30分钟。(见操作工艺图)
温度(度) 1 4 7 10 13 16 19 22 25 28 31 34 37 40
180 160 140 120 100
80 60 40 20
0
F303型固化操作工艺图
32020/4/10
第七组
膜有限公司
42020/4/10
第七组
杭州福斯特热熔胶
一、产品型号
❖ F406型(即HZF-L-0406型):称为快固 型;
❖ F303型(即HZF-M-0303型):称为常规 型。
52020/4/10
第七组
二、产品规格
❖产品外型:FIRST™ EVA胶膜 按外型可分为:A型、B型、和C型 三种,A型是平面型,B型是菱形花纹型,C型是
EVA技术标准
EVA技术标准规定EVA 材料的技术要求,使其能满足太阳电池组件的生产、使用等要求适用范围适用于生产晶体硅太阳电池组件所使用的EVA规范性引用文件IEC60112固体绝缘材料耐电痕化指数和相比电痕化指数的测定方法GB/T2410-2008透明塑料透光率和雾度的测定GB/1410-2006固体绝缘材料体积电阻率和表面电阻率测试方法 GB/1040-92塑料拉伸性能测试方法 GB/T 1034-2008塑料吸水性的测定技术要求4.2、尺寸要求 4.2.1、EVA 宽幅公差为 0〜+10mm测量方法:将 EVA 校正平直状态,使用精度为 低于3个位置,记录最大最小值测量工具:最小精度 1mm 的卷尺、检验台 4.2.2、厚度公差为土 0.0 5mm将裁剪后的单片 EVA 长度方向均等5份,宽度均等3份, 每次量取要旋紧旋钮至接触状态(接触到 EVA 与千分尺不松动即可),记录最大最小值。
测量工具:千分尺、检验台1、 目的IEC60695-11-10 材料燃烧测试 IEC60695-2-12 阻燃等级测试 IEC60695-2-13着火危险实验IEC60695-10-2 火灾危险实验IEC61215:2004 地面用晶体硅光伏组件设计鉴定和定型 GB/T 20047-1光伏组件安全鉴定第 1部分结构要求GB/T 2790-1995 胶黏剂180°剥离强度试验方法挠性材料对刚性材料GB/T 1408-2006 绝缘材料电气强度试验方法 GB2828.1-2003 计数抽样检验程序4.1 、外观要求EVA 表面平整,压花清晰,半透明,无折痕、污点、 污迹、空洞、硬块、变色、发霉等缺陷。
1mm 的卷尺测量,每间隔 500mm 量取一次宽度,单卷量取不 测量方法:使用精度为 0.001mm 的千分尺测量,4.5.1.2、将试样放入不锈钢网袋,称出重量W2封住袋口做成试样包,称出重量W3 一般情况下W2=W3 4.5.1.3、试样包用细铁丝捆扎后浸泡在装有球形冷凝管的烧瓶中,以二甲苯为溶剂(烧瓶内装入1/2溶剂),二甲苯溶液温度为140C,上公差为0C,下公差为-5 C。
EVA 14J4说明书
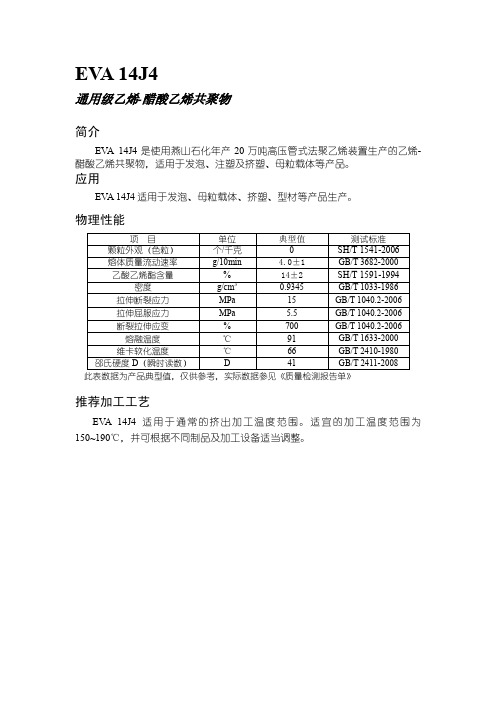
MPa 5.5 GB/T 1040.2-2006 拉伸屈服应力 断裂拉伸应变 % 700 GB/T 1040.2-2006 GB/T 1633-2000 熔融温度 ℃ 91 维卡软化温度 ℃ 66 GB/T 2410-1980 D 41 GB/T 2411-2008 邵氏硬度 D(瞬时读数) 此表数据为产品典型值,仅供参考,实际数据参见《质量检测通 常 的 挤 出 加 工 温 度 范 围 。 适 宜 的 加 工 温 度 范 围 为 150~190℃,并可根据不同制品及加工设备适当调整。
EVA 14J4
通用级乙烯-醋酸乙烯共聚物
简介
EVA 14J4 是使用燕山石化年产 20 万吨高压管式法聚乙烯装置生产的乙烯醋酸乙烯共聚物,适用于发泡、注塑及挤塑、母粒载体等产品。
应用
EVA 14J4 适用于发泡、母粒载体、挤塑、型材等产品生产。
物理性能
项 目 颗粒外观(色粒) 熔体质量流动速率 乙酸乙烯酯含量 密度 拉伸断裂应力 单位 个/千克 g/10min % g/cm3 MPa 典型值 0 4.0±1 14±2 0.9345 15 测试标准 SH/T 1541-2006 GB/T 3682-2000 SH/T 1591-1994 GB/T 1033-1986 GB/T 1040.2-2006
EVA胶膜说明书

爱康EVA使用说明书在使用本公司EVA胶膜之前,请仔细阅读产品使用说明书,如有不确定或者疑问的地方,请直接和我公司相关人员联系。
本产品专用于光伏组件的封装,在常温下无粘性,便于裁切操作,经加热加压后发生交联固化与粘结增强反应,产生永久性的粘合密封,对太阳能组件起到增透光、阻水汽、抗紫外等作用,保证了太阳能光伏组件25年以上的使用寿命,是一种新型的热融性胶膜。
一、A KC-1F物性表二、EV A 胶膜主要规格1、常规厚度:0.5 mm ,可供应0.25 mm~1.0 mm 厚度,尺寸公差±0.03 mm 。
2、常规宽度:810 mm 、1010mm ,可供应300 mm~2200 mm 幅度,尺寸公差+5/-0 mm 。
3、常规卷长:100 m/卷,可根据客户需求定制,无负公差。
三、固化工艺推荐固化工艺:固化温度:140 o C-145 o C (请注意校准层压机热板的实际温度) 抽真空时间:5-7 min (具体时间根据不同品牌的层压机来选择) 加压时间:50-70 s 固化时间:9-13 min(备注:因不同品牌层压机结构性能上的差异,因此在使用本公司EVA 之前,用户请先做样板测试,选择最为适合的固化工艺,确保后续的顺利生产。
下图为爱康EVA 在不同温度及不同层压时间下的交联度曲线。
)时间 (min)交联度 (%)TPT EV A EV A Cells GlassHeat四、存储及使用须知1.运输:应避光、避热、避潮运输,平整堆放,堆放高度不得多于5层,不得使产品触地、弯曲和包装破损,同时要避免雨淋、重压及硬物碰撞戳伤。
2.储存条件:存放于阴凉、干燥处(温度≤30o C,湿度≤60%);不宜堆放过高;避免光、热直接辐射;避免异物污染;避免与易燃易爆物及化学品同库储存。
3.本产品保质期为六个月,建议在三个月内使用完;加工环境应保持干燥、清洁,打开包装或裁切后应尽快用完,每次使用完后应当把软包装膜扎严。
EVA 胶膜使用说明书

EV A 胶膜使用说明书
在使用前,请认真阅读此份产品说明书,如有任何不确定或疑问的地方,请直接与我方的技术人员联系。
本产品用于太阳能电池封装,在常温下无粘性,便于裁切操作,经加热加压便发生交联固化与粘结增强反应,产生永久性的粘合密封,对太阳能组件起到了增透光、阻水汽、抗紫外等作用,从而保证了太阳能电池组件的使用寿命,是一种新型的热融性胶膜。
EV A胶膜的主要规格:
1.常规厚度:0.25-1.0mm,尺寸公差±0.03mm。
2.常规宽度:300mm-1100mm,尺寸公差±5mm。
3.常规卷长:100米/卷,可根据客户需求定制,无负公差。
固化条件-
图
建议固化程序:
固化温度:140℃(注意:需要调节粘合机热板的实际温度)
撤空时间:5-7分钟(这个时间取决于不同牌子粘合机)
压力时间:50-70秒
固化时间:12-15分钟
(注意:因为粘合机不同的机构机能,使用者必须先用样品检测来确定固化的条件,以保证产品的质量)
使用说明:
1.运输条件:运输过程中,避免光,热以及湿气。
产品必须堆放整齐,堆放高度不得超
过3层,产品包装必须避免直接接触地面,弯曲以及破坏,同时,产品必须防雨以及避免刮伤或者擦伤。
2.储存条件:存放于阴凉、干燥处,温度≤30℃,湿度≤60%;产品不要对方在高处,避
免光、热直接辐射;防止异物污染。
3.保质期为六个月,建议三个月内使用完;打开包装或裁切后应尽快用完,每次使用完后
应当把软包装膜扎严。
4.不要用手直接接触胶膜表面,以免影响粘接性能。
5.不要用力拉胶膜,以免产生变形,影响使用性能。
EVA的技术要求

产品名称文件编号EV A 版本号A0 修订号页码1/31.范围:本技术要求规定了晶体硅太阳电池组件用EVA的技术要求。
本技术要求适用于晶体硅太阳电池组件使用的EVA。
2.技术要求:(1).尺寸要求:对于EVA的宽幅,要求其宽幅大于标称值,也就是其宽幅要求为正公差。
EVA膜厚度下公差为-0.025mm上公差为+0.05mm。
(2).剥离强度要求:与EVA粘结特性好,固化或充分交联后不能脱壳,层压后剥离强度大于20N/cm。
(3).交联度要求:要求通过工艺调整,EVA的交联度70%以上。
(4)热收缩率要求热:收缩率小于2%。
(5).特性参数:特性参照值密度960kg/m3熔点(交联之前)70℃交联温度150℃水吸收率(20℃浸泡24小时)小于0.1%拉伸强度(交联后)大于25MPa延伸率大于580%3.检验方法:(1).尺寸检验:尺寸用最小刻度为1mm的钢直尺或钢卷尺测量。
(2).厚度检验:用千分尺或与此同等精度的器具测量,测量时可由两直径约为10cm的金属平圆片辅助,测量结果的算术平均值即为厚度值。
并以毫米为单位修约到小数点后二位。
主要原辅材料工具要求:设备要求:检验要求:序号名称规格单耗编制/日期校对/日期审核/日期批准/日期产品名称文件编号EV A 版本号A0 修订号页码2/3(3)剥离强度检验:a.取钢化玻璃一块。
b.在其上面层叠同样大小的EVA和TPT。
c.对其进行层压固化处理后放置12小时以上,将固化件用小刀进行裁割,将其割为1cm×30cm的小条。
d.取其中的几条,分别手工将TPT与EVA分离玻璃与EVA分离 2cm左右的一小段,并在其上抠洞,套在弹簧拉力计上;e.使用弹簧拉力计贴着拉离方向进行拉伸,记录其测量数据;f.剥离试验采用的抽样方案为每批原材料进货时进行一次。
4.交联度测试:(1).剪取80mm×40mm的200目不锈钢网,对折成40mm的正方形,两侧折进10mm后固定,制作为顶端开口的小袋,称出重量为W1(90-94克)。
800g eva复合膜的规格型号和标准
800g eva复合膜的规格型号和标准《800g EVA复合膜的规格型号和标准》一、引言在今天的市场上,各种复合材料被广泛应用于建筑、交通、包装等各个领域。
其中,EVA复合膜以其良好的透明性、抗冲击性和耐候性而备受青睐。
其中,800g EVA复合膜是一种常见的规格型号,它的标准也是我们需要了解和掌握的内容。
二、800g EVA复合膜的规格型号1. 重量密度:800g EVA复合膜的重量密度是其最基本的规格之一。
根据行业标准,它的重量密度应该在800g/m²左右。
这意味着每平方米的面积上有800克的EVA材料。
2. 厚度:除了重量密度之外,对于800g EVA复合膜来说,其厚度也是至关重要的规格之一。
通常情况下,它的厚度应该在0.8mm左右。
当然,这个数值还是会因为不同生产厂家和应用领域而有所不同。
3. 尺寸:800g EVA复合膜的尺寸通常是由宽度和长度来描述的。
根据使用需要,宽度和长度都可以进行定制。
常见的宽度有1.2m、1.5m等,长度则可以根据客户的实际需求进行定制。
4. 颜色:800g EVA复合膜的颜色也是其规格之一。
根据不同的需求,它可以是透明的,也可以是浅蓝、浅绿等颜色。
根据客户的需求,也可以定制成其他颜色。
三、800g EVA复合膜的标准1. 质量标准:根据国家标准,800g EVA复合膜的质量应该符合相关的行业标准,如薄膜的牢度、耐老化性等。
在实际应用中,客户也可以根据自身需求对质量标准进行定制。
2. 生产标准:800g EVA复合膜的生产应该符合相关的生产标准,包括生产工艺、原材料选择、包装标准等。
对于生产厂家而言,合格的生产标准可以保证产品的质量和性能。
3. 环境标准:随着社会的进步,对于环保和可持续发展的要求也越来越高。
800g EVA复合膜的生产和应用应该符合环境保护的相关标准和法规,如无毒无味等。
四、个人观点和理解800g EVA复合膜作为一种常见的建筑材料,在市场上有着广泛的应用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
22
第七组
产品厚度:在 产品厚度 在0.10-1.00毫米之 毫米之 可按用户要求。 间,可按用户要求。常规产品厚度为 可按用户要求 0.50毫米 其厚度公差为 ±0.04毫米。 毫米,其厚度公差为 毫米。 毫米 其厚度公差为:± 毫米 本公司可按用户要求提供不同外型的产品,如A 本公司可按用户要求提供不同外型的产品, 型等, 型为平面型 型为平面型, 型为菱形花 型、B型、C型等,A型为平面型,B型为菱形花 型 型等 型为细花纹。 型的厚度0.50MM相当 纹,C型为细花纹。如A型的厚度 型为细花纹 型的厚度 相当 型是0.66MM,相当于 型是 型是0.55MM。 于B型是 型是 ,相当于C型是 。
温度(度)
板面 胶膜
12
第七组
F303型产品:层压机设定温度 型产品: 型产品 150℃,抽气 分钟,加压 秒, 分钟, ℃ 抽气6分钟 加压30秒 层压保持30分钟。(见操作工艺图) 层压保持 分钟。(见操作工艺图) 分钟。(见操作工艺图
F303型 固 化 操 作 工 艺 图 180 160 140 120 温度(度) 100 80 60 40 20 0 10 13 16 19 22 25 28 31 34 37 时 间 ( 分 ) 40 1 4 7 板 面 胶 膜
15
第七组
在140度下固化的时间与交联度关系曲线 100 交联度(% %) 80 60 40 20 0 0分 4分 8分 12分 16分 时间(分) 20分 24分
16
第七组
在150度下固化的时间与交联度关系曲线 100 交联度( (%) 80 60 40 20 0 0分 2分 4分 6分 8分 时间(分) 10分 12分
11
第七组
F406型产品:层压机设定温度 型产品: 型产品 138℃,抽气 分钟,加压 秒, 分钟, ℃ 抽气6分钟 加压30秒 层压保持15分钟。(见层压工艺图 分钟。(见层压工艺图) 层压保持 分钟。(见层压工艺图)
电池组件层压操作工艺图 160 140 120 100 80 60 40 20 0 11 13 15 17 19 21 23 时间(分) 25 1 3 5 7 9
21
第七组
九、出厂产品尺寸标准与公差 产品长度:常规厚度 产品长度:常规厚度0.50MM的 的 产品为100米/卷,其公差为:± 1.5米 产品为 米 卷 其公差为: 米 以内。非常规厚度产品的每卷长度有80M、 以内。非常规厚度产品的每卷长度有 、 150M、200M等。 、 等 产品宽度:在 毫米以下, 产品宽度 在1700毫米以下,可按用户要求的实 毫米以下 际宽度供货。宽度公差为:± 际宽度供货。宽度公差为 ±3MM。 。
%
<0.01
<0.01
%
<5.0
<5.0
完全交联度( ℃ min与 完全交联度(150℃,15min与160℃,30min) min 160℃,30min)
%
>93.00
>93.00
胶膜与玻璃的剥离强度 min固化后 (140℃、20min固化后) ℃ min固化后)
N/cm cm >30 N/cm cm >20 % >20 >30
演讲人
陈燕
EVA基本信息 基本信息
英文名: 英文名:Ethylene/vinyl acetate 化学名称: 乙烯-醋酸乙烯共聚物 化学名称: 乙烯 醋酸乙烯共聚物 分子式: 分子式: (C2H4)x.(C4H6O2)y
乙烯-醋酸乙烯共聚物
2
第七组
特点
耐水性:密闭泡孔结构、不吸水、 耐水性:密闭泡孔结构、不吸水、防 耐水性能良好。 潮、耐水性能良好。 耐腐蚀性:耐海水、油脂、 碱等化学品腐蚀,抗菌、 耐腐蚀性:耐海水、油脂、酸、碱等化学品腐蚀,抗菌、 无毒、无味、无污染。 无毒、无味、无污染。 加工性:无接头,且易于进行热压、剪裁、涂胶、 加工性:无接头,且易于进行热压、剪裁、涂胶、贴合等 加工。 加工。 防震动:回弹性和抗张力高,韧性高, 防震动:回弹性和抗张力高,韧性高,具有良好的防震 / 缓冲性能。 缓冲性能。 保温性:隔热,保温防寒及低温性能优异, 保温性:隔热,保温防寒及低温性能优异,可耐严寒和曝 晒。 隔音性:密闭泡孔,隔音效果好。 隔音性:密闭泡孔,隔音效果好。
3
第七组
杭州福斯特热熔胶膜有限公司
4
第七组
一、产品型号
F406型(即HZF-L-0406型):称 型 型):称 为快固型; 为快固型; F303型(即HZF-M-0303型):称 型 型):称 为常规型。 为常规型。
5
第七组
二、产品规格 产品外型: 产品外型:FIRST™ EVA胶膜 胶膜 按外型可分为: 型 按外型可分为:A型、B型、和C型 型 型 三种, 型是平面型 型是平面型, 型是菱形花纹型 型是菱形花纹型, 型是 三种,A型是平面型,B型是菱形花纹型,C型是 细花纹型。其中B型是本公司的主要产品 型是本公司的主要产品, 细花纹型。其中 型是本公司的主要产品,也是 本公司的专利产品, 本公司的专利产品,此菱形花纹结构已获得国家 专利,专利号: 专利,专利号:200420036580.1。 。 产品厚度:本公司可提供0.10-1.0MM的各种 产品厚度:本公司可提供 的各种 不同厚度的产品,其中 其中0.10-0.30MM的产品为 的产品为A 不同厚度的产品 其中 的产品为 以上的产品可以是A型 型或C型 型,0.35MM以上的产品可以是 型、B型或 型。 以上的产品可以是 型或 常规产品是B型 厚度 厚度0.50MM。 常规产品是 型,厚度 。
13
第七组
层压操作说明 )、层压工艺条件要根据层压机的性能而定 (1)、层压工艺条件要根据层压机的性能而定, )、层压工艺条件要根据层压机的性能而定, 不能千篇一律。根据每台层压机的温度特性, 不能千篇一律。根据每台层压机的温度特性,随 时跟踪测试,选取固化后交联度达到70%以上 时跟踪测试,选取固化后交联度达到 以上 的工艺条件为佳。 的工艺条件为佳。 )、如层压机工作环境温度不同 (2)、如层压机工作环境温度不同,工艺条件也 )、如层压机工作环境温度不同, 应有所调整。 应有所调整。
14
第七组
层压温度、时间与交联度关系: 层压温度、时间与交联度关系: )、F406型产品在不同温度下 (1)、 )、 型产品在不同温度下 固化的时间与交联度关系曲线如下: 固化的时间与交联度关系曲线如下:
在 135度 下 固 化 的 时 间 与 交 联 度 关 系 曲 线 100 交联度(%) 80 60 40 20 0 0分 5分 10分 15分 20分 时间(分) 25分 30分
六、产品质量标准 FIRST™ EVA太阳电池胶膜产品 太阳电池胶膜产品 的技术标准依照Q/HZF001-2006 的技术标准依照 标准执行。 标准执行。供需双方参照相关国家标准可 补充必要的技术条件。 补充必要的技术条件。产品性能等有关指 标应与标准及试验方法相一致。 标应与标准及试验方法相一致。
胶膜与TPT的剥离强度 的剥离强度 胶膜与 min固化后 (140℃、20min固化后) ℃ min固化后)
耐紫外光老化(UV,1000hr) hr) 耐紫外光老化
90以上 以上
90以上 以上
耐湿热老化(+ ℃ 85%湿度 湿度,1000hr hr) 耐湿热老化 +85℃,85%湿度 hr
% 85以上 以上 85以上 以上
19
第七组
七、产品质量保证期限 产品应在规定条件下贮存, 产品应在规定条件下贮存,贮存期 不超出六个月。建议在三个月内使用完。 不超出六个月。建议在三个月内使用完。 贮存期以合格证上注明的生产日期为起始日)。 (贮存期以合格证上注明的生产日期为起始日)。
20
第七组
八、出厂产品批号规定 福斯特公司生产的产品,采用连续 福斯特公司生产的产品, 编号,其批号由字母“ (代表公司名)、 编号,其批号由字母“F”(代表公司名)、 四位数字组成(第一位代表年份, 四位数字组成(第一位代表年份,后三位是批 )。如 年生产的第5批产品 号)。如2006年生产的第 批产品,批号为: 年生产的第 批产品,批号为: F6105 。批号之后的三位数字为每卷产品的生 产序号。 产序号。批序号标签贴在每卷产品的纸芯内和包 装箱外。建议使用时记录下批序号,以便发现质 装箱外。建议使用时记录下批序号, 量问题时,可以追查原因。 量问题时,可以追查原因。
17
第七组
)、F303型产品的固化时间 (2)、 )、 型产品的固化时间 与交联度关系曲线如下: 与交联度关系曲线如下:
在150度下固化的时间与交联度关系曲线 100 80 交联度(%) 60 40 20 0 1 5 9 13 17 21 25 29 33 37 时间(分) 41 系列2
18
第七组
30
30
℃ g/cm³ J/℃、g ℃ ΜΩ
58
58
0.96
0.96
ห้องสมุดไป่ตู้
2.30 1.45×106 ×
2.30 1.45×106 ×
KV/mm Mpa
19
19
26
26
%
420
420
8
第七组
透光率(固化后) 透光率(固化后)
% >91.0 >91.0
折射率 1.491 水吸收率(20℃、24h) 水吸收率 ℃ h 收缩率(固化前测试, min) 收缩率(固化前测试,120℃,3min) ℃ min 1.491
23
第七组
十、产品运输与贮存 EVA胶膜产品应避光、避热、避 胶膜产品应避光、避热、 胶膜产品应避光 潮运输,平整准放, 潮运输,平整准放,堆放高度不得 多于四层,不得使产品弯曲和包装破损。 多于四层,不得使产品弯曲和包装破损。 EVA胶膜的最佳贮存条件是在恒温、恒湿的仓库 胶膜的最佳贮存条件是在恒温、 胶膜的最佳贮存条件是在恒温 其温度在0-30℃之间,湿度小于 内,其温度在 ℃之间,湿度小于60%。避 。 免阳光直照,不得靠近有加热设备或有灰尘等污 免阳光直照, 染的地方,并应注意防火。 染的地方,并应注意防火。