模具台帐记录表
生产文件、记录清单

序号 1 2 3 4 5 6 7 8 9 10 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 文件名称 《设备需求计划》 《设备台账》 《设备验收单》 《设备管理履历表》 《设备易损件清单》 《年度设备维护保养计划》 《设备维护保养记录》 《设备日常点检表》 《设备维பைடு நூலகம்申请单》 《CMK分析报告》 《报废申请单》 《OEE统计表》 《MTBF统计表》 《MTTR统计表》 《设备保养计划完成率》 《模具验收报告》 《模具台账》 文件编号 SY-S5.1-R01 SY-S5.1-R05 SY-S5.1-R03 SY-S5.1-R06 SY-S5.1-R04 SY-S5.1-R08 SY-S5.1-R09 SY-S5.1-R07 SY-S5.1-R09 SY-S5.1-R02 SY-S5.1-R10 SY-S5.1-R11 SY-S5.1-R12 SY-S5.1-R13 SY-S5.1-R14 SY-S5.2-R01 SY-S5.2-R02 版次 A/0 A/0 A/0 A/0 A/0 A/0 A/1 A/0 A/0 A/0 A/0 A/0 A/0 A/0 A/0 A/0 A/0 A/0 A/0 A/0 A/0 A/0 A/0 A/0 A/0 A/0 A/0 A/0 A/0 A/0 制定部门 生产部 生产部 生产部 生产部 生产部 生产部 生产部 生产部 生产部 生产部 生产部 生产部 生产部 生产部 生产部 生产部 生产部 生产部 生产部 生产部 生产部 生产部 生产部 生产部 生产部 生产部 生产部 生产部 生产部 生产部
备注
设备类 设备类 设备类 设备类 设备类 设备类 设备类 设备类 设备类 设备类 设备类 设备类 设备类 设备类 设备类 工装类 工装类 工装类 工装类 工装类 工装类 生产类 生产类 生产类 生产类 生产类 生产类 生产类 生产类 生产类
工装、模具管理程序及全套表格记录
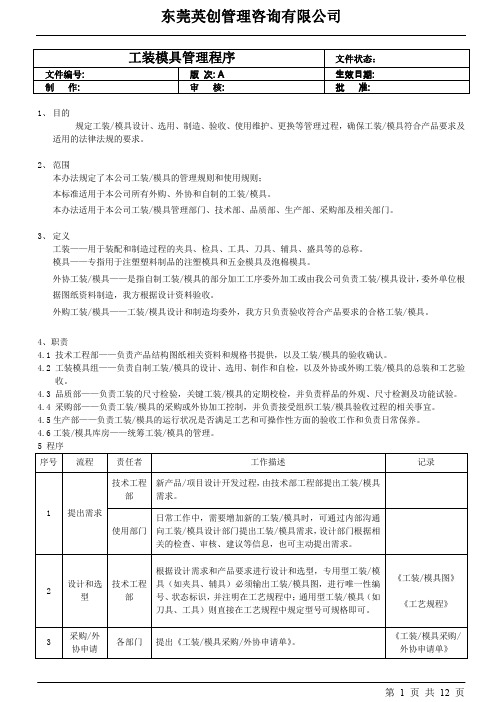
1、目的
规定工装/模具设计、选用、制造、验收、使用维护、更换等管理过程,确保工装/模具符合产品要求及适用的法律法规的要求。
2、范围
本办法规定了本公司工装/模具的管理规则和使用规则;
本标准适用于本公司所有外购、外协和自制的工装/模具。
本办法适用于本公司工装/模具管理部门、技术部、品质部、生产部、采购部及相关部门。
3、定义
工装——用于装配和制造过程的夹具、检具、工具、刀具、辅具、盛具等的总称。
模具——专指用于注塑塑料制品的注塑模具和五金模具及泡棉模具。
外协工装/模具——是指自制工装/模具的部分加工工序委外加工或由我公司负责工装/模具设计,委外单位根据图纸资料制造,我方根据设计资料验收。
外购工装/模具——工装/模具设计和制造均委外,我方只负责验收符合产品要求的合格工装/模具。
4、职责
4.1 技术工程部——负责产品结构图纸相关资料和规格书提供,以及工装/模具的验收确认。
4.2 工装模具组——负责自制工装/模具的设计、选用、制作和自检,以及外协或外购工装/模具的总装和工艺验
收。
4.3 品质部——负责工装的尺寸检验,关键工装/模具的定期校检,并负责样品的外观、尺寸检测及功能试验。
4.4 采购部——负责工装/模具的采购或外协加工控制,并负责接受组织工装/模具验收过程的相关事宜。
4.5生产部——负责工装/模具的运行状况是否满足工艺和可操作性方面的验收工作和负责日常保养。
4.6工装/模具库房——统筹工装/模具的管理。
5 程序。
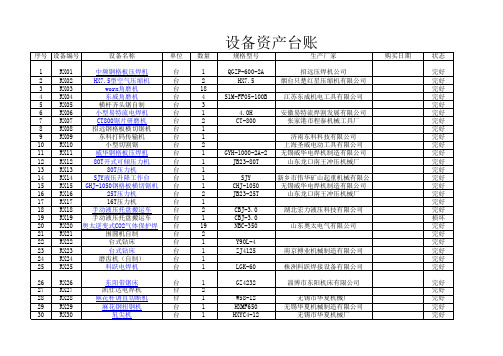
设备及工装台账
QC12Y-4*3200 QC12Y-8*2500 SIS-T250
完好 完好 完好 完好 损坏 完好 完好 完好
压焊机配套工装模具资产台账
使用地点 1车间 1车间 1车间 1车间 1车间 1车间 1车间 1车间 1车间 1车间 1车间 1车间 1车间 1车间 1车间 1车间 1车间 1车间 1车间 1车间 1车间 1车间 1车间 1车间 1车间 1车间 1车间 1车间 1车间 1车间 1车间 1车间 负责人 一 一 一 一 一 一 一 一 一 一 一 郝魁波 工装编号 RX00-1 RX00-2 RX00-3 RX00-4 RX00-5 RX00-6 RX00-7 RX00-8 RX00-9 RX00-10 RX00-11 RX00-12 RX00-13 RX00-14 RX00-15 RX00-16 RX00-17 RX00-18 RX00-19 RX00-20 RX00-21 工装名称 压焊模具 压焊模具 压焊模具 压焊模具 压焊模具 压焊模具 压焊模具 压焊模具 压焊模具 压焊模具 压焊模具 压焊模具 压焊模具 压焊模具 压焊模具 压焊模具 压焊模具 压焊模具 压焊模具 压焊模具 压焊模具 单位数量 3.00 1 2 1 2 1 1 2 2 2 1 2 1 1 3 1 2 1 1 1 1 规格型号 备注说明 30.00 其中报废1套无锡专用1套 30.2 无端部齐头器 31 32.5 无锡专用 33 34.2 35.37 39.6 40 其中无锡专用1套 40.8 其中1套高模 41 41.25 其中1套高模 41.8 42.4 高模 43.04 其中1套高模 43.48 44.5 其中1套高模 45 高模 46 高模 47.1 高模 49.2 高模
GYH-1000-2A-2 JB23-80T SJY CHJ-1050 JB23-25T CBJ-3.0 CBJ-3.0 NBC-350 Y90L-4 ZJ4125 LGK-60 GZ4232 W58-12 HXMF650 HXYC4-12 WF67Y-160T/2500 WF67Y-80*3200
模具台账(3)

正常 正常 正常 正常 正常 正常 正常 正常 正常 正常
已被盛大调走
美智 美智 美智 美智 美智 美智 美智 美智
600*550*470
1600 2300 1600 1600
201126590467 2011265A0419 201126690190 201126690088 201126790328 201126790330 201126790331 201126790332 201126790335 201121190457 201121190459 201121190130 201121190453 201121190460 201121190460 201120190164 201121190157 201121190423 201121190423 2011211A0474 201121190056 201121190057 2011211A0120 2011211A0120 201121190006 201121190021 201121190055 201121190058 201121190059 201121190070 201121190004 201121190005 2011211A0282 2011211A0283 2011211A0294 2011211A0295 2011211A0395 2011211A0396 201121190553 201121190247 201121190469 201121190465 201121190467 201121190472 201121190308 201121190470 201121190466 201121190519 201121190520 201121190493 201121190476 201121190028 201121190031 201121190029 201121190068 201121190008 201121190001 2011211A0478 201121190157 201121190164 201121190105 201121190007 201121190007 201121390141 21121190513
工装模具管理程序

工装模具管理程序1.目的使公司的工装模具管理规范化,保证工装模具持续满足生产及使用需求。
2.适用范围适用于公司产品生产所用的工装模具,包括夹具等的设计、制造、采购、验收、使用维护、和报废等活动。
3.引用文件无4.术语无5.职责5.1 综合业务部5.1.1 综合业务部负责工装模具订单的接收及评审的组织;5.2 模具设计人员5.2.1模具设计人员负责工装模具的设计开发工作,根据客户提供的产品图纸/或三维数据/或客户样件等技术资料,针对产品制造难度进行产品开发的技术可行性分析;5.2.2 负责与客户产品工程师联络,根据客户提供的数据规格、技术标准等,明确产品技术状态和标准;5.2.3设计完成后提交设计图档启动加工;5.2.4提供工装的修改计划,备件清单、工装相关的图纸资料及对工装维修、制作进行指导。
5.3 模具加工车间5.3.1模具加工车间负责工装模具的制作;5.3.2执行工装模具修理方案并协同制造部门进行跟踪验收;5.4 模具使用部门5.4.1工装模具使用部门负责工装的使用、维护、保养工作;5.4.2根据实际需求提供工装的备件采购申请, 非标件由制造部门提出备件申请,经车间主管审核后,交工装管理员负责外委制作或协调内部加工;5.5 采购员5.5.1采购员负责工装模具备料清单的采购工作及工序的委外加工。
6.流程图7.流程描述7.1 客户合同订单确立业务部门确认客户合同订单确立。
6.2 输入信息确认设计主管对图纸、技术要求、进度要求进行确认。
6.3 信息是否全面信息不全面,反馈给业务部门进行再次确认;信息确认则进入下一环节。
6.4 模具计划安排模具计划根据合同要求进行项目计划与进度安排。
6.5 模具设计模具设计进行初步模具及工装设计。
模具设计内容为进浇口设计/分型面设计/冷却设计/顶出设计。
6.6 评审初步设计完成组织模具评审。
评审内容为模具结构/加工方式/及进浇口确认。
参与评审人员为设计人员及加工人员同注塑人员及项目组人员。
压铸模具台账

压铸 模具
压铸模具状况表
注:模具已经生产模次百分比黄色填充代表模具寿命达60%,需提供预警;红色填充代表已经达到或超过设计寿命。
XXX-14-FM-016-K0
序 号
物料编 码
客户名称
模具产 权
开模时间
产品图 号
产品名称
模具编号
模架 号
模芯号 模穴数
产品单重 (g)
材料牌 号
机台吨位
模具现有状 况描述
模具状态 存放位置
第一次回火
第二次回火
模次 回火日期 模次 回火日期
第三次回火 模次 回火日期
第四次回火
模 次
回火日期
第五次回火
模 次
回火日期
ቤተ መጻሕፍቲ ባይዱ
备注
第 2 页,共 2 页
RXT-14-FM-016-K/O
冲头直径
设计寿命 (模次)
每套模具入 库毛坯数量
产品合计系统 入库毛坯数量
(PCS)
产品合计手 工入库毛坯 数量(PCS)
产品总入库 模具已生产
毛坯数量 百分比
(PCS)
(%)
1 2 3 4
5 6 7 8 9 10
第 1 页,共 2 页
RXT-14-FM-016-K/O
XXX-14-FM-016-K0
检验设备台账表格范本

BR824 BZ8862 CLJ-BⅡ 0-260mm 0.2g-400g 0-200mm (0-260)mm/0.02mm 0-260mm FMX004 HBBS-2000 (0-260)mm 0-260mm (0-260)mm/0.02mm 0-22.8mm 0-22.8mm 0-22.8mm VMS-4020G 0.02-2mm WD4-060CN (2.6~40)N.m (2.6~40)N.m
714686
数显卡尺
BS02015
检验检测设备台账及周检记录表
规格
精度
使用部门 放置地点
UV POWER PUCK Ⅱ
40g-6kg
BWS-6-SXR
0-200mm
ZC22D-20
0-200mm
VC800C
VC800C+
SH-600
(0-4000)g/0.2g
40g-6kg GlobBl ClBssic SR
喷塑线01 注塑1A线 组装2Байду номын сангаас线
办公室
办公室 技术部
实验室 组装2C线 注塑3A线
0.0023
技术部
测量室
±0.038
0.01mm 0.05g 0.01mm 0.01mm 0.01mm
波长精确度: 0.01 0.01mm 0.01mm 0.01mm 0.01mm 0.01mm
±0.015 /
±3%(顺时针) 0.01N.m
状态
在用
在用
在用
在用
维修
在用
在用
在用
在用
遗失
在用
在用
在用 在用 在用 在用 在用 在用 在用 故障 在用 在用 维修 在用 遗失 在用 在用 在用 在用 在用 故障 在用 在用 在用 在用 在用 在用 在用 在用 在用 在用 在用 在用 在用 在用 在用
生产工装夹具模具管理程序(含表格)
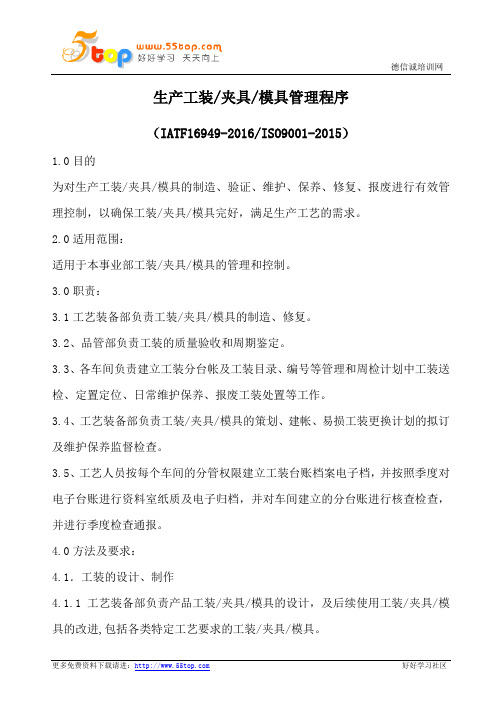
生产工装/夹具/模具管理程序(IATF16949-2016/ISO9001-2015)1.0目的为对生产工装/夹具/模具的制造、验证、维护、保养、修复、报废进行有效管理控制,以确保工装/夹具/模具完好,满足生产工艺的需求。
2.0适用范围:适用于本事业部工装/夹具/模具的管理和控制。
3.0职责:3.1工艺装备部负责工装/夹具/模具的制造、修复。
3.2、品管部负责工装的质量验收和周期鉴定。
3.3、各车间负责建立工装分台帐及工装目录、编号等管理和周检计划中工装送检、定置定位、日常维护保养、报废工装处置等工作。
3.4、工艺装备部负责工装/夹具/模具的策划、建帐、易损工装更换计划的拟订及维护保养监督检查。
3.5、工艺人员按每个车间的分管权限建立工装台账档案电子档,并按照季度对电子台账进行资料室纸质及电子归档,并对车间建立的分台账进行核查检查,并进行季度检查通报。
4.0方法及要求:4.1.工装的设计、制作4.1.1工艺装备部负责产品工装/夹具/模具的设计,及后续使用工装/夹具/模具的改进,包括各类特定工艺要求的工装/夹具/模具。
4.1.2制造部、工艺装备部负责工装/夹具/模具加工的有关事宜,跟进加工进度,若有异常,应立即采取纠正措施。
4.1.3所有工装的设计、制作都需要有唯一的工装编号,并用合适的字体刻于工装上(采用钢印或者其他)。
4.2、工装/夹具/模具的制作申请及实施4.2.1根据产品要求形成的工装/夹具/模具清单及其制造计划(计划中应注明是否需要委外制造或自制),由制造部、工艺装备部组织实施制造;或由使用部门根据现生产过程的需要(如更新工装等)填写《工装/夹具/模具制作(修理)申请单》,报工艺装备部审核,经批准后,由制造部、工艺装备部组织制造。
4.2.2、外协制作及工装模具费用小于2000元的由制造部主管、工艺装备部主管批准制作、超过2000元由分管副总批准、超过10000元由总经理批准。
4.2.3、批准后制作过程由申请部门人员负责跟踪。
模具房管理规范
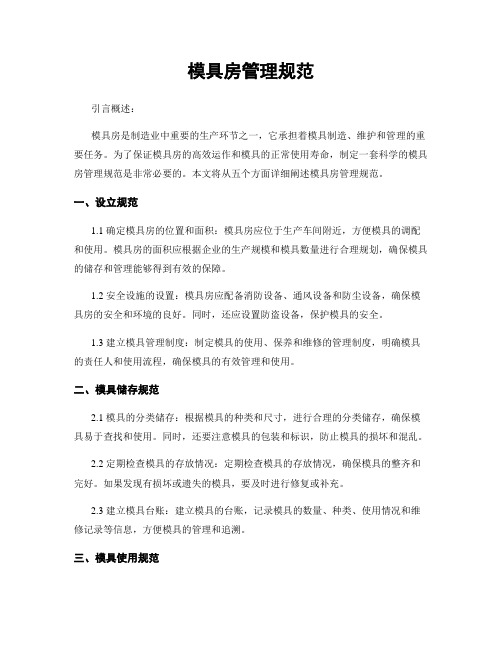
模具房管理规范引言概述:模具房是制造业中重要的生产环节之一,它承担着模具制造、维护和管理的重要任务。
为了保证模具房的高效运作和模具的正常使用寿命,制定一套科学的模具房管理规范是非常必要的。
本文将从五个方面详细阐述模具房管理规范。
一、设立规范1.1 确定模具房的位置和面积:模具房应位于生产车间附近,方便模具的调配和使用。
模具房的面积应根据企业的生产规模和模具数量进行合理规划,确保模具的储存和管理能够得到有效的保障。
1.2 安全设施的设置:模具房应配备消防设备、通风设备和防尘设备,确保模具房的安全和环境的良好。
同时,还应设置防盗设备,保护模具的安全。
1.3 建立模具管理制度:制定模具的使用、保养和维修的管理制度,明确模具的责任人和使用流程,确保模具的有效管理和使用。
二、模具储存规范2.1 模具的分类储存:根据模具的种类和尺寸,进行合理的分类储存,确保模具易于查找和使用。
同时,还要注意模具的包装和标识,防止模具的损坏和混乱。
2.2 定期检查模具的存放情况:定期检查模具的存放情况,确保模具的整齐和完好。
如果发现有损坏或遗失的模具,要及时进行修复或补充。
2.3 建立模具台账:建立模具的台账,记录模具的数量、种类、使用情况和维修记录等信息,方便模具的管理和追溯。
三、模具使用规范3.1 模具的领用和归还:制定模具的领用和归还制度,明确模具的责任人和使用流程。
领用人员在使用完毕后,要及时归还模具,并进行检查确认。
3.2 模具的使用寿命控制:根据模具的材质和使用情况,制定模具的使用寿命控制标准。
在达到寿命标准后,要及时进行维修或更换,以保证模具的正常使用。
3.3 模具的保养和维修:建立模具的保养和维修制度,定期对模具进行保养和维修,延长模具的使用寿命。
同时,还要做好模具的清洁和防锈工作,确保模具的质量和精度。
四、模具维护规范4.1 建立模具维护计划:制定模具的维护计划,包括定期检查、润滑和清洁等工作。
根据模具的使用情况和维修记录,合理安排模具的维护工作。
模具台账履历表
、
经手人
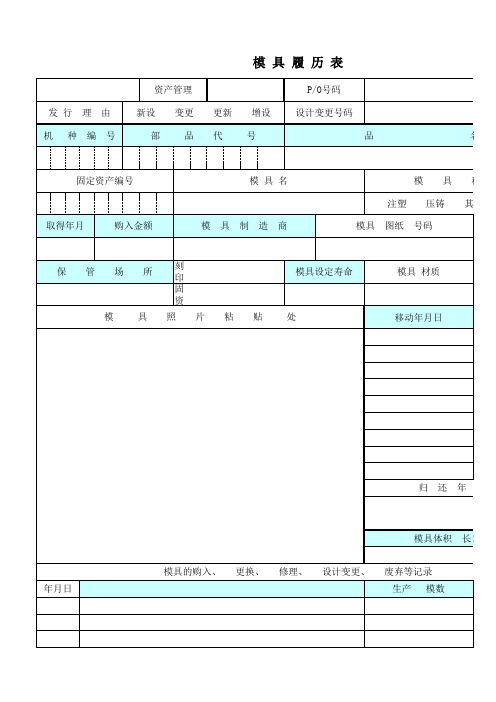
模 具 履 历 表
资产管理 发 行 机 种 理 编 由 号 新设 部 变更 品 更新 代 增设 号 P/O号码 设计变更号码 品 名
固定资产编号
模 具 名 注塑
模
具 压铸
种 其它(
取得年月
购入金额
模
具
制
造
商
模具
图纸
号码
保
管
场
所
刻 印: 固资编号:
有 有 粘 贴
无 无
模具设定寿命
模具 材质
模
具
照
片
处
移动年月日
归
还
年
月
日
模具体积 模具的购入、 年月日 更换、 修理、 设计变更、 废弃等记录 生产 模数
长×宽×
借入单位负责人印及单位印章: 借入年月日: 厂家代号
负责人
模 具 履 历 表
品
名
模 注塑
具 压铸
种 其它(类 ) 取 数源自模具 重量保管场所
归 还 年
月
日
模具体积 长×宽×高 修理、 设计变更、 废弃等记录 费 用
注塑工模部管理制度

注塑工模部管理制度第一章总则第一条为完善注塑工模部的管理体系,提高工作效率,规范工作流程,制定本管理制度。
第二条本管理制度适用于注塑工模部,涉及注塑工模部的各项工作管理。
第三条注塑工模部负责生产所需塑料制品的模具设计、制造和维护保养工作。
第四条注塑工模部负责保障生产所需模具的品质、交期和使用寿命。
第五条注塑工模部负责制定模具设计标准、生产工艺流程,并加强模具技术研究和创新。
第六条注塑工模部负责培训和指导相关人员的模具使用与维护技能。
第七条注塑工模部负责模具的清洁、保养和日常维护工作。
第八条注塑工模部负责模具故障处理和维修工作。
第九条注塑工模部负责模具的定期检查和评估,并组织实施相关预防性维护计划。
第十条注塑工模部负责对模具库存进行管理,做到合理利用和有效调度。
第二章组织结构第十一条注塑工模部由部门主管领导,设制图组、工艺组、模具维护组、库房管理员等职能部门。
第十二条部门主管领导负责注塑工模部的整体工作安排和协调,对部门内各职能部门负责。
第十三条制图组负责模具设计工作,根据生产需求设计模具结构及零部件图纸。
第十四条工艺组负责制定生产工艺流程,确定模具加工工艺参数及相关技术要求。
第十五条模具维护组负责模具的日常保养、定期检查和维修工作。
第十六条库房管理员负责模具库存管理,做好模具的分类、归档和出入库记录。
第三章工作流程第十七条注塑工模部的工作流程包括模具设计、加工、调试、使用、维护、修理等各个环节。
第十八条模具设计流程:根据生产需求确定模具类型和结构,制图组设计模具图纸,并对图纸进行审核和调整。
第十九条模具加工流程:工艺组根据设计图纸确定加工工艺方案,制定加工计划,并监督模具加工的质量和进度。
第二十条模具调试流程:模具加工完成后,进行模具调试,确认模具性能和加工精度,保证模具能够正常使用。
第二十一条模具使用流程:模具调试通过后,进行模具的试生产,确认产品质量合格后,正式投入生产使用。
第二十二条模具维护流程:模具维护组负责模具的日常清洁、保养和定期检查工作,确保模具的正常运行。
模具盘点报告
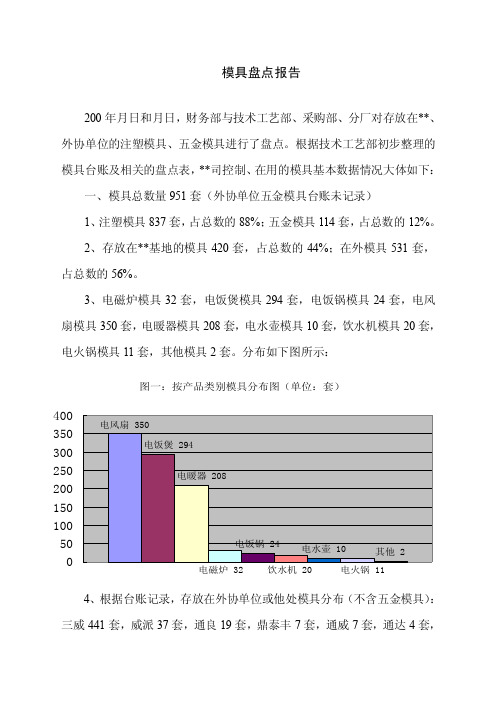
模具盘点报告200年月日和月日,财务部与技术工艺部、采购部、分厂对存放在**、外协单位的注塑模具、五金模具进行了盘点。
根据技术工艺部初步整理的模具台账及相关的盘点表,**司控制、在用的模具基本数据情况大体如下:一、模具总数量951套(外协单位五金模具台账未记录)1、注塑模具837套,占总数的88%;五金模具114套,占总数的12%。
2、存放在**基地的模具420套,占总数的44%;在外模具531套,占总数的56%。
3、电磁炉模具32套,电饭煲模具294套,电饭锅模具24套,电风扇模具350套,电暖器模具208套,电水壶模具10套,饮水机模具20套,电火锅模具11套,其他模具2套。
分布如下图所示:4、根据台账记录,存放在外协单位或他处模具分布(不含五金模具):三威441套,威派37套,通良19套,鼎泰丰7套,通威7套,通达4套,其他16套。
分布如下图所示:5、至2007年1月31日止,**公司未摊销模具费用账面金额223.01万元,将在2年时间内摊入产品生产成本。
二、模具盘点中存在的问题1、模具台账欠清晰、完整、准确。
(1)因历史原因,模具台账经多部门、多人次转手后普遍存在资料欠缺、账物不一致等现象,模具资料各要素填写不齐全;部分模具的使用单位、存放地不明确。
(2)现用模具台账仅记载注塑模具,对存放在**及外协单位的五金、钣金模具未进行登记。
(3)无法区分**和**的模具。
目前模具的财产权分属**和**两家公司,虽然由**公司实行统一管理,但在全面收购**资产前仍须进行严格区分,以利于后续**清算工作顺利进行。
(4)模具台账与盘点表存在不一致现象,未及时更新台账记录。
如**公司的模具应已全部收回,台账仍然挂账,并且不能确认该批模具的实际存放地。
2、模具调动、交接手续不完整、不及时。
因生产需要,各类模具需在各单位之间进行调动。
盘点中发现部分模具已从一单位调至其他单位,或新模经试用合格后调至使用单位,但相关手续未及时送达台账管理部门,导致不能及时更新台账记录。
模具使用寿命管理台账

350 TON
0
53 北京万都 DAPHRAME Retain
CNBB478-001-00
350 TON
0
54 沈阳万都
CABLE KEKT
BD128-029-01A3
350 TON
0
55 沈阳万都
CABLE KEKT
BD128-029-02A3
350 TON
0
56 北京世进
D9 FRAME
0163-D9S0250-4
0
37
哈尔滨万 都
SEAT SPRING(PB)
BM125-036-00Z2
250TON 1#
0
38 北京日进
STOPPER
79392-37000A
250TON 1#
0
39 北京日进
STOPPER
79392-38000
250TON 1#
0
40
哈尔滨万 都
O/P LEVER
BD336-070-00A2
0281-D9S0Z5-01
400TON 2#
0
62 北京世进 REEL LOWER BRKET LH
PPF003-001
350 TON
0
63 北京世进 REEL LOWER BRKET RH
PPF003-002
350 TON
0
64 北京世进 REEL LOWER BRKET CTR
PPF003-003
185
8
天津汉拿汽车部品有限公司
0
11
哈尔滨万 都
STRUT
BD442-021-00
110TON 1#
0
12 北京日进
CAP
工装模具台账
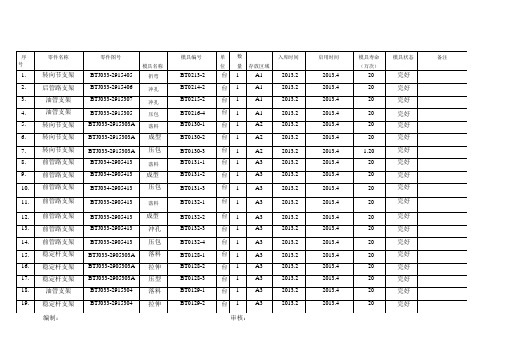
BT0124-2
台
1
A6
2013.2
2013.4
20
完好
29.
防尘罩盖
BTJ013-2905102
落料
BT0123-1
台
1
B1
2013.2
2013.4
20
完好
30.
防尘罩盖
BTJ013-2905102
成型
BT0123-2
台
1
B1
2013.2
2013.4
20
完好
31.
防尘罩盖
BTJ013-2905102
台
1
C3
2013.5
2013.6
20
完好
83.
垫圈
BTJ015-2915013
落料
BT0112-1
台
1
C4
2013.5
2013.6
20
完好
84.
垫圈
BTJ015-2915013
成型
BT0112-2
台
1
C4
2013.5
2013.6
20
完好
85.
垫圈
BTJ015-2915017
落料
BT0113-1
台
1
C4
台
1
B5
2013.2
2013.4
20
完好
52.
连接支架
BTJ033-29605311
折弯
BT01262013.4
20
完好
53.
上弹簧盘
BTJ028-2905505
落料
BT0121-1
台
1
B6
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模具台帐明细登记簿
YG/JL-SC-008 编号:
产品名称序号模具编号模具型号制造厂家入库时间存放地点备注模具 1 966 12*1.8 仓库
模具 2 908 16*1.2 仓库
模具 3 966 16*1.4 仓库
模具 4 954 16*1.5 仓库
模具 5 967 16*1.8 仓库
模具 6 979 16*2 仓库
模具7 16*3 仓库
模具8 504 16*5 仓库
模具9 964 18*1.8 仓库
模具10 18*2 仓库
模具11 958 20*1.5 仓库
模具12 945 20*2 仓库
模具13 842 20*3 仓库
模具14 503 20*4 仓库
模具15 22*2 仓库
模具16 927 25*2 仓库
模具17 25.4*2 仓库
模具18 412 20*1.8 仓库
模具19 1000 18*2 江苏通达11.13 仓库
模具20 999 18*2 江苏通达11.13 仓库
产品名称序号模具编号模具型号制造厂家入库时间存放地点备注模具21 2 18*2 江苏通达11.13 仓库
模具22 996 18*2 江苏通达11.13 仓库
模具23 3 18*2 江苏通达11.13 仓库
模具24 16 16*2 江苏通达11.21 仓库卧机模具25 16*2 江苏通达11.21 卧机模具26 8 18*2 江苏通达11.21 仓库
模具27 12 18*2 江苏通达11.21 仓库
模具28 1 20*2 江苏通达11.27 仓库
模具29 4 20*2 江苏通达11.27 仓库
模具30 998 16*3 江苏通达11.27 仓库
模具31 997 16*1.5 江苏通达11.27 仓库
模具32 995(955) 16*1.5 江苏通达11.27 仓库
模具33 18 32*2 江苏通达11.28 仓库
模具34 19 32*2 江苏通达11.28 仓库
模具35 11 18*2 江苏通达11.28 仓库
模具36 10 18*2 江苏通达11.28 仓库
模具37 9 18*2 江苏通达11.28 仓库
模具38 32*3.5 江苏通达11.28 卧机模具39 26 17*1.4 江苏通达12.06
模具40 28 17*1.4 江苏通达12.06
产品名称序号模具编号模具型号制造厂家入库时间存放地点备注模具41 17*1.4 江苏通达12.06 仓库
模具42 12*1.4 22 江苏通达12.14 仓库
模具43 12*1.4 27 江苏通达12.14 仓库
模具44 12*1.4 江苏通达12.14
模具45 20*2 47 江苏通达12.14 仓库
模具46 20*2 48 江苏通达12.14 仓库
模具47 20*2 53 江苏通达12.14 仓库
模具48 18*2 49 江苏通达12.14 仓库
模具49 18*2 37 江苏通达12.14 仓库
模具50 18*2 42 江苏通达12.14 仓库
模具51 32*3.5 54 江苏通达12.14 仓库
模具52 32*3.5 55 江苏通达12.14 仓库
模具53 17.1.4 60 江苏通达12.20 仓库
模具54 17*1.4 59 江苏通达12.20 仓库
模具55 12*1.4 65 江苏通达12.20 仓库
模具56 12*1.4 62 江苏通达12.20 仓库
模具57 12*1.4 64 江苏通达12.20 仓库
模具58 12*1.8 58 江苏通达12.20 仓库
模具59 12*1.8 29 江苏通达12.20 仓库
模具60 12*1.8 31 江苏通达12.20 仓库
产品名称序号模具编号模具型号制造厂家入库时间存放地点备注模具62 20*2.08 57 江苏通达12.20 仓库
模具63 17*1.4 41 江苏通达12.20 仓库卧机模具64 17*1.4 44 江苏通达12.20 仓库卧机模具65 17*1.4 35 江苏通达12.20 仓库卧机模具66 江苏通达仓库
模具67 江苏通达仓库
模具68 江苏通达仓库
模具69 江苏通达仓库
模具70 江苏通达仓库
模具71 江苏通达仓库
模具72 江苏通达仓库
模具73 江苏通达仓库
模具74 江苏通达仓库
模具75 江苏通达仓库
模具76 江苏通达仓库
模具77 江苏通达仓库
模具78 江苏通达仓库
模具79 江苏通达仓库
模具80 江苏通达仓库
模具81 江苏通达仓库
YG/JL-SC-008 编号:
产品名称序号模具编号模具型号制造厂家入库时间存放地点备注模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
YG/JL-SC-008 编号:
产品名称序号模具编号模具型号制造厂家入库时间存放地点备注模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
YG/JL-SC-008 编号:
产品名称序号模具编号模具型号制造厂家入库时间存放地点备注模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
YG/JL-SC-008 编号:
产品名称序号模具编号模具型号制造厂家入库时间存放地点备注模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
YG/JL-SC-008 编号:
产品名称序号模具编号模具型号制造厂家入库时间存放地点备注模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库
模具江苏通达仓库。