关于注塑模具的相关知识
模具注塑知识点归纳总结
模具注塑知识点归纳总结一、模具注塑的基本原理1. 模具注塑的定义模具注塑是一种塑料成型加工方法,通过形状精密的模具将熔融状态的塑料注入到模具腔中,经过冷却后得到所需形状的制品。
2. 模具注塑的基本工作原理模具注塑的工作原理可以简单分为四个步骤:1)将塑料颗粒或粉末加热至熔化状态;2)将熔化的塑料注入到模具中;3)冷却使塑料凝固成型;4)取出成型制品,并进行后续处理,如冷却、去除模具毛刺等。
3. 模具注塑的优势模具注塑技术具有生产效率高、成本低、制品精度高、表面光洁度好等优点,因此被广泛应用于各个行业的生产制造。
二、模具注塑的工艺流程1. 模具设计模具设计是模具注塑过程中至关重要的一环,它直接影响到最终产品的质量和外观。
模具设计需要考虑产品的结构、材料、成型工艺等多个方面,因此需要有丰富的经验和技术支持。
2. 原料处理塑料原料的选择和处理对成品质量有着重要的影响。
塑料颗粒或粉末需要通过预干燥、混合、装料等工序,确保原料在注塑过程中能够获得较好的流动性和成型性,同时避免因水分、杂质等因素对制品质量产生负面影响。
3. 模具注射模具注射是模具注塑过程中核心的步骤,它需要确保塑料原料能够被均匀注入到模具腔内,保证产品成型的精度和一致性。
4. 冷却在模具注塑过程中,塑料充填后需要进行冷却,使其快速固化成型。
冷却的速度和均匀性会直接影响到产品的收缩率和内部应力分布,因此冷却系统的设计和控制非常重要。
5. 取模冷却后的成型制品将从模具中取出,这一步骤需要谨慎操作,避免对产品造成损伤或变形。
6. 后处理成型后的制品可能需要进行去除毛刺、修整、喷漆等后处理工序,以使其符合最终产品的要求。
三、模具注塑的材料选择1. 塑料原料的选择不同的塑料原料拥有不同的物理性能和化学性质,在模具注塑过程中需要根据产品的要求选择合适的塑料,如ABS、PC、PP、PE等。
2. 添加剂一些特殊的塑料制品可能需要添加颜色、增强剂、阻燃剂等添加剂,以满足产品的特殊需求。
注塑模具基础知识培训

让大家了解注塑模具基 础知识,模具的一些专 业培术训语对象,模具工作原理, 技表术面员处工理类型。
培训讲师
内部讨论学习
培训课时
1H
学习重点
1、注塑模具的概念 2、常见的注塑模具类型 3、注塑模具的7大系统 4、注塑模具的加工 5、注塑模具运动原理介绍 6、试模过程
目录
ONTENTS
1 注塑模具的概念 2 常见的注塑模具类型 3 注塑模具的7大系统 4 注塑模具的加工 5 注塑模具运动原理介绍 6 试模过程
• 两板模的缺点:
– 两板模除潜伏式和牛角式浇口外都需要后续 加工去除浇口。
标准二板模基本结构
*两板模适用于一模多穴,侧边进胶的产品
三板模结构(细水口模)
• 三板模的优点: – 三板模浇口形式只有点浇口。 – 三板模在产品上留的浇口痕迹小。 可以是无痕迹成型。 – 三板模浇口不用额外去除。
• 三板模的缺点: – 三板模流道比较长,需要更长的冷 却时间,也就是需要更长的成型周 期。 – 三板模消耗物料多。 – 三板模相对来说结构复杂
加的排气槽。如下图7
1 2
4
3
6 7
5
主流 道
浇注系统 浇口
主流道:塑料从成型机最开始进入到分道模流具流经的冷井地方料。
分流道:塑料分别向不同型腔流动所经过的地方。
浇口:塑料在流到型腔前最后流经的地方。
冷料井:塑料在流经主流道,分流道时会和模具传热凝固,在 进入型腔前将凝固料储存的地方。
❖ 模具的主பைடு நூலகம்加工设备
大批量生产。
热流道模基本结构
❖ 注塑模七大系统:浇注系统,导向系统,成型系统,抽芯系 统,顶出系统,冷却系统,排气系统。
注塑模具基础知识
➢培训内容
一、注塑模具介绍 二、常见术语解释 三、注塑模具类型 四、注塑模具设计过程 五、注塑模具加工工艺 六、注塑模具修改方式 七、注塑模具常用钢材 八、常见注塑缺陷分析及案例
➢模具定义
模具
➢模具定义
通过一定的工艺,将特殊工业材料实现具有一 定外观,形状,尺寸,功能等要求的零件的模型 载体(工具).
整体减铁料:将模仁,入子,斜销,滑块,顶针等全 部加工去除一部分铁料。
更换零件:原来就是入子的地方,更换新的入子
➢注塑模具修改方式
主要的修模方式的应用范围: 修补焊:补焊机头能够伸进去,或者焊条能够伸进去, 不会碰到模具其他地方的地方,修补焊面积不能太大, 经常受力的地方建议不用修补焊。 线割入子:产品表面允许有分型线,模具上没有水路、 气路的地方 局部放电减铁料:几乎可以在任何情况下使用。 整体减铁料:在产品整体尺寸超差,模具表面花纹有 更改时需要整体减铁料,同时模板上需要留有减铁料 的间隙,否则模板也同样需要减铁料。
➢模具分类
1. 按成型材料来分类:金属和非金属类 金属材料模分为:
铸造模,压铸模,冲压模(折弯,冲孔,落料,拉伸, 整形,翻边等),锻造模(热锻,冷镦,滚轧,拉丝, 挤压等),粉末冶金模(等静压成型粉末冶金 、金属喷 射成型粉末冶金 、粉末锻造粉末冶金 、压力烧结粉末 冶金 )等
非金属材料模分为:塑料模具,无机非金属模具
➢开辟器
➢其它辅助系统
➢先复位机构
先复位机构:当模具 滑块下排布顶针、斜 销等机构时,为防止 合模过程中滑块和顶 针、斜销相撞,需要 先复位机构,既确保 合模的时候顶针、斜 销先回到合模位置, 然后滑块再回到合模
位置。
➢其它辅助系统
➢精定位
模具注塑知识点总结大全
模具注塑知识点总结大全一、模具注塑概述模具注塑是一种制造零部件的常见工艺,通过将熔融的塑料注射到模具中,然后冷却固化成型。
这种工艺的优势在于可以快速、大批量生产复杂的塑料零部件,因此在汽车、电子、家电等行业被广泛应用。
二、模具注塑的基本原理模具注塑的基本原理是,通过注射机将塑料材料加热熔化成液态,然后将液态塑料注入到模具中,模具冷却后,塑料材料固化成为所需的形状。
在注塑过程中,常见的原材料包括聚丙烯、聚乙烯、聚氯乙烯等热塑性塑料。
三、模具注塑的工艺流程1. 设计模具:根据产品的形状和尺寸要求,设计合适的注塑模具。
2. 制造模具:根据设计图纸制造好注塑模具。
3. 原料制备:准备好所需的塑料原料,并按一定的比例进行混合和加热。
4. 注塑成型:将加热熔化的塑料原料通过注射机注入到模具中进行成型。
5. 冷却固化:模具中的塑料原料在冷却的过程中固化成型。
6. 取出产品:等模具中的产品冷却完毕后,将产品从模具中取出。
7. 完善产品:对产品进行修整、去毛刺等加工,使其符合要求。
8. 检验产品:对产品进行外观、尺寸等质量检验。
9. 包装运输:符合质量标准的产品进行包装,并进行运输销售。
四、模具注塑的关键技术1. 模具设计:包括产品结构设计、模具结构设计、冷却系统设计等。
2. 原料选择:选择适合的塑料材料,根据产品结构、用途等不同要求进行选择。
3. 注塑工艺:包括注射压力、注射速度、注射温度等参数的控制,以及射胶时间、冷却时间等的设定。
4. 模具制造:包括模具材料的选择、热处理工艺、精密加工等相关技术。
5. 注塑设备:包括注塑机的选择、参数调整、设备维护等相关技术。
五、模具注塑中的常见问题及解决方法1. 料温不均匀导致产品质量不稳定:调整加热系统,加强冷却系统,改善模具结构等方法。
2. 模具磨损严重影响产品质量:定期对模具进行维护保养,及时更换磨损严重的部件。
3. 产量低导致生产成本高:优化工艺流程,提高生产效率,降低生产成本。
注塑模具必知的18个基础知识,最后一个你是不是经常遗漏?
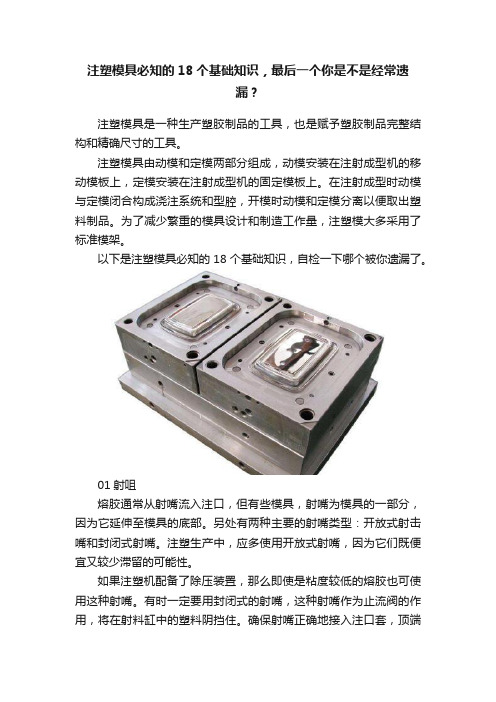
注塑模具必知的18个基础知识,最后一个你是不是经常遗漏?注塑模具是一种生产塑胶制品的工具,也是赋予塑胶制品完整结构和精确尺寸的工具。
注塑模具由动模和定模两部分组成,动模安装在注射成型机的移动模板上,定模安装在注射成型机的固定模板上。
在注射成型时动模与定模闭合构成浇注系统和型腔,开模时动模和定模分离以便取出塑料制品。
为了减少繁重的模具设计和制造工作量,注塑模大多采用了标准模架。
以下是注塑模具必知的18个基础知识,自检一下哪个被你遗漏了。
01射咀熔胶通常从射嘴流入注口,但有些模具,射嘴为模具的一部分,因为它延伸至模具的底部。
另处有两种主要的射嘴类型:开放式射击嘴和封闭式射嘴。
注塑生产中,应多使用开放式射嘴,因为它们既便宜又较少滞留的可能性。
如果注塑机配备了除压装置,那么即使是粘度较低的熔胶也可使用这种射嘴。
有时一定要用封闭式的射嘴,这种射嘴作为止流阀的作用,将在射料缸中的塑料阴挡住。
确保射嘴正确地接入注口套,顶端孔要比注口套的稍为细小,这使注口能较方便地从模具中撤出来。
注口套的孔要比射击嘴的大1mm,即射嘴半径要比注口套半径细0.5mm。
02过滤器和组合式射嘴塑料的杂质可用延伸性射嘴的过滤器来清除,即熔融和塑料流过一条信道,这信道被镶件分隔成狭窄的空间。
这些狭窄和间隙能去掉杂质并改善塑料的混合。
因此延伸开去,可使用固定混合器以行到更好的混合效果。
这些装置可安装在射料缸与射嘴之间,进行分离和再混合熔胶的工作,多数是使熔融流过不锈钢的信道。
03排气有些塑料在注塑时需要在射料缸排气,让气体排出。
多数情况下这些气体只是空气,但它可能是熔融放出来的水分或单分子气体。
这些气体若不能释放出去,气体会被熔胶压缩并带到模具中,它就会扩展并在产品中形成气泡。
要在气体到达射嘴或模具之前排掉它,降低或减少螺杆根直径就可以在射料缸中为熔胶减压。
在这里,气体就可以从射料缸上的孔或洞中排出。
然后螺杆根直径增大,并将去挥发物的熔胶适向射嘴。
注塑模具基础知识第一版
快速原型制造技术
3D打印
通过3D打印技术制造模具原型, 可快速验证模具设计的可行性。
激光快速成型
通过激光束照射光敏树脂,逐层 堆积制造出模具原型。
熔融沉积成型
通过将热熔性材料逐层堆积制造 出模具原型。
05
注塑模具应用与维护
模具安装与调试
模具安装
按照模具图纸和工艺要求,将模具各 部件正确安装到注塑机上,确保模具 与注塑机配合良好。
注模具的基本组成
型腔
型腔是模具中用于成型塑料制 品的空腔,通常由凹模和凸模
组成。
浇注系统
浇注系统是引导塑料熔体从注射机流 入模具型腔的通道,包括主流道、分 流道、浇口和冷料井等部分。
推出机构
推出机构用于将塑料制品从模 具中推出,通常由推杆、推板 、复位杆等组成。
温控系统
温控系统用于控制模具温度, 保证塑料熔体在模具中正常流
降低硬度。
淬火
淬火是将模具材料加热到适当温度, 迅速冷却,以增加硬度和耐磨性。
回火
回火是将淬火后的模具材料加热到 适当温度,保持一定时间,以稳定 组织、消除内应力、提高韧性。
03
注塑模具设计
设计原则与流程
保证产品质量
模具设计应确保生产出的产品符 合设计要求,无缺陷、无变形。
提高生产效率
模具结构设计应简化操作流程, 降低生产成本,提高生产效率。
动和成型。
注塑模具的工作原理
塑料熔体在注射机压 力作用下通过浇注系 统注入模具型腔;
推出机构将塑料制品 从模具中推出,完成 一个成型周期。
模具冷却系统将塑料 熔体冷却固化,形成 所需形状的塑料制品;
02
注塑模具材料
模具材料的要求
模具注塑知识点总结
模具注塑知识点总结1. 模具注塑的概述模具注塑是一种常见的塑料加工方法,它通过将熔化的塑料材料注入到模具中,并在冷却固化后取出制成所需的塑件。
这种方法在工业生产中广泛应用,其优点包括生产效率高、成本低、制品质量好等。
下面将介绍一些与模具注塑相关的知识点。
2. 模具注塑的主要流程•设计模具:首先需要根据产品的需求设计出相应的模具,包括模具的结构、尺寸、材料等方面。
•制造模具:制造模具是模具注塑的前提,模具的制造需要考虑到模具的精度要求、使用寿命、加工难度等因素。
•熔化塑料:将所需的塑料材料加热到熔化状态,通常使用注塑机进行加热和混合。
•注塑成型:将熔化的塑料注入到模具中,通过模具的形状来确定塑件的外形。
•冷却固化:经过注塑成型后,塑料会在模具中进行冷却固化,使得塑件获得所需的硬度和形状。
•脱模取件:冷却固化完成后,将模具打开,取出制成的塑件。
3. 模具注塑的关键技术3.1 模具设计模具设计是模具注塑的关键环节,它直接影响到塑件的质量和生产效率。
在模具设计中需要考虑以下几个方面: - 模具的结构设计:包括模具的分型面、导向系统、冷却系统等,这些设计因素会影响到塑件的成型质量和生产周期。
- 模具材料的选择:根据塑料材料的特性选择合适的模具材料,常见的模具材料有钢材、铝合金等。
- 模具加工工艺:模具的加工工艺对模具的精度和寿命有重要影响,包括CNC加工、电火花加工等。
3.2 注塑工艺参数控制在注塑成型过程中,需要对一些关键的工艺参数进行控制,以保证塑件的质量和生产效率。
这些参数包括: - 注射压力:注射压力直接影响到塑料的充填性能和塑件的密实度。
- 注射速度:控制注射速度可以避免塑料材料的热分解和气泡产生。
- 冷却时间:充分的冷却时间可以使得塑件达到所需的硬度和尺寸精度。
3.3 模具保养与维护模具的保养与维护对于模具注塑的持续生产至关重要,它可以有效延长模具的使用寿命和保证塑件的质量。
常见的模具保养与维护措施包括: - 清洁模具:定期清洁模具表面和内部,避免塑料残留导致塑件质量损失。
注塑模具知识大全
注塑模具的基本组成部分及分类一、注塑模具组成模具的结构虽然由于塑料品种和性能、塑料制品的形状和结构以及注射机的类型等不同而可能千变万化,但是基本结构是一致的。
模具主要由浇注系统、调温系统、成型零件和结构零件组成。
其中浇注系统和成型零件是与塑料直接接触部分,并随塑料和制品而变化,是塑模中最复杂,变化最大,要求加工光洁度和精度最高的部分。
注塑模具由动模和定模两部分组成,动模安装在注射成型机的移动模板上,定模安装在注射成型机的固定模板上。
在注射成型时动模与定模闭合构成浇注系统和型腔,开模时动模和定模分离以便取出塑料制品。
为了减少繁重的模具设计和制造工作量,注塑模大多采用了标准模架。
1.浇注系统浇注系统是指塑料从射嘴进入型腔前的流道部分,包括主流道、冷料穴、分流道和浇口等。
浇注系统又称流道系统,它是将塑料熔体由注射机喷嘴引向型腔的一组进料通道,通常由主流道、分流道、浇口和冷料穴组成。
它直接关系到塑料制品的成型质量和生产效率。
2.主流道它是模具中连接注塑机射嘴至分流道或型腔的一段通道。
主流道顶部呈凹形以便与喷嘴衔接。
主流道进口直径应略大于喷嘴直径(0.8mm)以避免溢料,并防止两者因衔接不准而发生的堵截。
进口直径根据制品大小而定,一般为4-8mm。
主流道直径应向内扩大呈3°到5°的角度,以便流道赘物的脱模。
3.冷料穴它是设在主流道末端的一个空穴,用以捕集射嘴端部两次注射之间所产生的冷料,从而防止分流道或浇口的堵塞。
如果冷料一旦混入型腔,则所制制品中就容易产生内应力。
冷料穴的直径约8-10mm,深度为6mm。
为了便于脱模,其底部常由脱模杆承担。
脱模杆的顶部宜设计成曲折钩形或设下陷沟槽,以便脱模时能顺利拉出主流道赘物。
4.分流道它是多槽模中连接主流道和各个型腔的通道。
为使熔料以等速度充满各型腔,分流道在塑模上的排列应成对称和等距离分布。
分流道截面的形状和尺寸对塑料熔体的流动、制品脱模和模具制造的难易都有影响。
注塑模具简介
蒸汽模的应用:
汽车等厚壁外壳及外观零件; 各类家电产品的外壳或机壳; 大型LCD透光板,大口径塑件
镜头等光学仪器用零件; 薄的外壳注塑品; 精密注塑成型品。
一、注塑模具的定义
塑料注射成型所用的模具称为注塑模;注塑模能 一次成型外形复杂、尺寸精确高或带有嵌件的塑料制 品。
“七分模具,三分工艺”。 对注塑加工来说,模具对成型 品的质量有很大的影响,在注 塑成型时如果对模具不充分了 解,就难得到优良的成型品。
二、注塑模具的结构及组成
1、成型零件
赋予成型材料形状、结 构、尺寸的零件,通常由 型芯(凸模)、型腔(凹 模)以及螺纹型芯、镶块 等构成。
注塑模的分类方法很多,按其所用注塑机的类 型可分为卧式注塑机用注塑模、立式注塑机用注塑 模、角式注塑机用注塑模及双色注塑机用注塑模等; 按模具的型腔数目可分为单型腔和多型腔注塑模; 按分型面的数量可分为单分型面和双分型面或多分 型面注塑模;按浇注系统的形式可分为普通浇注系 统和热流道浇注系统注塑模;另外还有气辅注塑模 具、蒸汽模具、重叠式模具(叠模)。
导套
流道板 导向锁 型腔板 型芯板 回锁(弹弓) 隔片 卸器保护板 卸板 底夹板
六角螺丝
六角螺丝
顶夹板
导套(1) 主流道板 导套(2) 水口拉板 导向锁 型腔板 型芯板 回锁(弹弓) 隔片 卸器保护板 卸板 底夹板 六角螺丝
六角螺丝
三板模
四板模
热流道结构
热流道结构
热流道模具
重叠模具结构图
双色模具图
5、抽芯机构
对于有侧孔或侧凹的塑件,在被顶出脱模之前,须先 进行侧向抽芯或分开滑块(侧向分型),方能顺利脱模。
6、模温调节系统 ★
为了满足注射成型工艺对模具温度的要求,需要有 模温调节系统(如:冷却水、热水、热油、蒸汽、冷 风及电热系统等)对模具温度进行调节的装置。
公共基础知识注塑模具基础知识概述
《注塑模具基础知识概述》一、引言注塑模具作为现代工业生产中重要的工艺装备,在塑料制品的制造中发挥着关键作用。
从日常生活中的塑料制品到工业领域的复杂部件,注塑模具的应用无处不在。
本文将全面深入地介绍注塑模具的基础知识,包括基本概念、发展历程、核心理论、重要实践以及未来趋势,为读者提供一个系统且深入的理解框架。
二、注塑模具的基本概念1. 定义与组成注塑模具是一种用于将熔融塑料注入特定形状的空腔中,使其冷却固化后形成所需塑料制品的工具。
它主要由以下几个部分组成:(1)模架:提供模具的整体框架结构,支撑和固定其他部件。
(2)型腔和型芯:形成塑料制品的形状,型腔是塑料制品的外部形状,型芯是内部形状。
(3)浇注系统:将熔融塑料引入型腔,包括主流道、分流道、浇口等。
(4)冷却系统:通过冷却液的循环,控制模具温度,使塑料制品快速冷却固化。
(5)顶出系统:将固化后的塑料制品从模具中顶出。
2. 工作原理注塑模具的工作过程主要包括以下几个步骤:(1)合模:模具的动模和定模闭合,形成封闭的型腔。
(2)注塑:将熔融的塑料通过注塑机的喷嘴注入模具的浇注系统,再流入型腔。
(3)保压:在塑料充满型腔后,继续施加一定的压力,以补偿塑料的收缩,确保塑料制品的尺寸精度。
(4)冷却:通过冷却系统使塑料制品冷却固化。
(5)开模:模具打开,动模与定模分离。
(6)顶出:顶出系统将塑料制品从模具中顶出。
三、注塑模具的发展历程1. 早期发展注塑模具的发展可以追溯到 19 世纪后期。
当时,塑料制品的生产主要采用简单的压缩成型和压铸成型方法。
随着塑料工业的发展,人们开始寻求更高效的生产方法。
20 世纪初,注塑成型技术开始出现,但早期的注塑模具结构简单,生产效率低。
2. 中期发展在 20 世纪中叶,随着塑料材料的不断创新和注塑机技术的进步,注塑模具得到了快速发展。
模具的结构逐渐复杂,精度和生产效率不断提高。
同时,计算机技术的应用也为注塑模具的设计和制造带来了重大变革。
注塑模具原理及结构知识讲解
注塑模具原理及结构知识讲解注塑模具是一种常用的工业模具,广泛应用于塑料制品的生产过程中。
它的原理和结构对于理解和操作注塑工艺具有重要意义。
下面将详细介绍注塑模具的原理和结构知识。
一、注塑模具的原理:注塑模具的原理是通过将已熔化的塑料注入模具的腔室中,让塑料在模具中冷却成型,最终取出成品。
具体步骤包括:1.装模:将模具放入注塑机的模具固定板上。
2.注塑:将塑料颗粒加热融化,通过注塑机的射嘴注入到模具的腔室中。
3.冷却:在模具中冷却一定时间,让塑料逐渐凝固。
4.脱模:打开模具,将冷却成型的塑料制品取出。
注塑模具的原理是利用塑料的可塑性和流动性,在模具中通过加热和冷却过程,使塑料形成所需的形状和结构。
二、注塑模具的结构:注塑模具的结构主要由以下几个部分组成:1.模具座:模具座是注塑模具的基础部分,用于固定模具并与注塑机连接。
2.模具芯:模具芯用于成品的内部形状,它的结构一般比较复杂,需要通过动模使其与模具腔配合。
3.模具腔:模具腔用于成品的外部形状,它与模具芯配合,形成成品的空腔。
4.导柱和导套:导柱和导套用于确保模具的定位和活动。
导柱固定在模具座上,而导套则位于模具芯和模具腔的连接处。
5.冷却系统:冷却系统用于控制模具中塑料的冷却过程。
一般采用水冷却,通过在模具中设置冷却通道,将冷却水流经过,使模具中的塑料快速冷却凝固。
6.顶针和顶板:顶针和顶板用于顶出成品。
顶针直接接触模具腔内的塑料,在成型结束后,通过顶板将成品从模具中取出。
7.喷嘴:喷嘴负责塑料的加热和注射。
它连接注塑机的射嘴,将已熔化的塑料注入模具中。
8.排气系统:排气系统用于排出注入模具中的空气。
在注塑过程中,空气可能被困在塑料中,通过排气系统可以将空气排出,避免空气对成品的影响。
以上就是注塑模具的原理及结构知识的讲解。
注塑模具是塑料制品生产中不可或缺的工具,掌握其原理和结构对于理解和应用注塑工艺具有重要作用。
注塑模具的结构复杂,需要经验丰富的工程师进行设计和制造,并在使用过程中进行维护和保养,以确保其正常运行和寿命。
注塑模具知识概述

精加工
对模具进行精细加工,确保模 具型腔和结构的精度和表面质 量。
设计阶段
根据产品需求进行模具结构设 计,考虑模具的强度、寿命、 脱模等要素。
粗加工
对模具进行粗加工,初步形成 模具型腔和结构。
组装与调试
将各部分组装在一起,并进行 试模、调整,确保模具正常工 作。
制造材料
钢材
高强度、耐磨性好的钢材是制 造注塑模具的主要材料,如 Cr12、718等。
注塑模具知识概述
目 录
• 注塑模具简介 • 注塑模具的设计 • 注塑模具的制造 • 注塑模具的使用与维护 • 注塑模具的发展趋势与未来展望
01 注塑模具简介
定义与作用
定义
注塑模具是一种用于生产塑料制品的 成型工具,通过高温、高压将塑料熔 融并注入模具型腔,冷却固化后得到 所需形状的塑料制品。
作用
模具调试
在生产前对模具进行试模,检查模具的成型效果、尺寸精度和浇注系统是否符合要求,并进行必要的调整。
模具使用注意事项
控制注射压力和速度
注意模具清洁
注射压力和速度对模具的成型效果和 产品质量有重要影响,应合理选择和 控制。
定期清理模具表面和内部,保持模具 干净整洁,防止杂物和积垢影响成型 效果。
保持模具温度
THANKS FOR WATCHING
感谢您的观看
注塑模具是塑料制品生产的关键设备 ,能够高效、精确地生产出各种形状 和规格的塑料制品,广泛应用于家电 、汽车、电子、包装等领域。
注塑模具的组成
动模和定模
型腔
浇注系统
顶出系统
冷却系统
注塑模具由动模和定模 两部分组成,动模随注 塑机移动,定模固定。 动模和定模闭合形成型 腔,熔融塑料注入型腔 后冷却固化。
注塑模具基础知识
四、注塑模具在试模中注意事项
4.提高模具温度: 依据成品所用原料之性能及模具之大小选用适当的模温控制机将模 具之温度提高至生产时所须的温度。等模温提高之后须再次检视各 部份的动作,因为钢材因热膨胀之后可能会引起卡模现象,因此须 注意各部的滑动,以免有拉伤及颤动的产生。 5.在调整试模条件时最好一次只能调整一个条件,以便区分单一条 件变动对成品之影响。 6.依原料不同,对所采用的原枓做适度的烘烤。 7.试模与将来量产尽可能采用同样的原料。 8.勿完全以次料试模,如有颜色需求,可一并安排试色。
注塑模具基础知识
目录
1 注塑模具的定义 22 注塑模具的基本结构 3 注塑模具制作的简单过程 4 注塑模具在试模中注意事项 5 注塑模具在生产过程中的注意事项 6 注塑模具维修、保养的要点
注塑模具基础知识
一、 注塑模具的定义
什么是注塑模具? 所谓注塑模具(MoUld)是指,为了将材料树脂做 属制模型。虽然没有图示记载,但实际上有 度管理。
注塑模具基础知识
二、 注塑模具的基本结构
排气系统
注塑模具基础知识
分型面排气
二、 注塑模具的基本结构
排气系统
注塑模具基础知识
顶针排气
二、 注塑模具的基本结构
7、其它零部件
常见组成:
.
注塑模具基础知识
三、 注塑模具制作的简单过程
1、开模资料确认
注塑模具基础知识
三、 注塑模具制作的简单过程
注塑模具基础知识
注塑模具基础知识
二、 注塑模具的基本结构
主流道、分流道、浇口、冷料井
注塑模具基础知识
冷料井
二、 注塑模具的基本结构
注塑模具基础知识
二、 注塑模具的基本结构
《注塑模具基础知识》课件

常见问题与解决方案
填充不足
检查注射压力、速度和时间是否适当,确保模具温度和材料温度 适宜。
产品表面缺陷
调整注射压力、时间和速度,改善模具排气,或更换材料。
模具卡死或运动不灵活
检查润滑情况,清洁模具并重新调整。
浇注系统是注塑模具中用于控制 塑料熔体注入模具的通道,包括 主流道、分流道、浇口和冷料井 等部分。
冷料井是位于模具一侧的凹槽, 用于收集塑料熔体在注入过程中 产生的冷料。
成型零件
成型零件是注塑模具中与塑料熔 体直接接触并形成塑件的部分,
包括凹模和凸模。
凹模是构成塑件外部轮廓的模具 零件,通常呈凹形。
03
02
详细描述
04
进行必要的工艺分析和计算,确保模具设 计的可行性。
遵循标准化和模块化原则,提高模具的互 换性和可维修性。
05
06
优化模具布局,合理安排浇注系统和冷却 系统。
制造工艺流程
总结词:采用先进的制造 工艺,确保模具精度和表
面质量。
根据设计图纸准备材料, 进行必要的材料检验和预
处理。
进行热处理和表面处理, 提高模具的硬度和耐腐蚀
01
02
03
04
05
06
详细描述
进行表面粗糙度检测,确 保模具表面质量。
对模具进行定期维护和保 养,延长其使用寿命。
01
注塑模具的使用与 维护
使用注意事项
确保模具安装稳固
01
在操作前应检查模具安装是否稳固,确保支撑结构和固定螺丝
都已紧固。
控制注射压力和速度
02
注射压力和速度是影响模具填充和产品成型的关键因素,应根
02
注塑模具主要由成型零件、浇注 系统、冷却系统、顶出系统和模 架等部分组成。
注塑模具基本常识

NG
OK 客户产品 产品评估 模仁拆分 模仁装配 模座调用
模具排位 模具报价 顶针调用 斜销座调用 2D出图 细节处理 开水路 模板裁切 滑块座调用 标准件调用
注塑机锁模力的计算公式 锁模力是注塑机的重要参数,锁模力即为注塑机施加于模具的夹紧力。锁模力与注射量 样,在一定程度上反映了机器加工制品的能力的大小,经常用来作为表示机器规格的大 的主要参数。根据注塑制品在模板上的垂直投影面积,计算锁模力P: 锁模力=锁模力常数X 制品的投影面积 即 P=kp*S P-锁模力(T) Kp-锁模力常数(t/cm2) S-制品在模板的垂直投影面积(cm2) S=产品的长L*宽B*穴数N Kp 值列于下表中 常用塑料名称 Kp
双色模的优点:
双色模可以成型不只两种不同的塑料,可以为
多色。 双色成型产品比组装件更美观,没有装配间隙。
双色模的缺点:
双色成型需要专门的成型机。 双色模需要更高的模具加工、定位精度。 双色模需要更高的模具安装精度,以及更精准
的成型工艺。
倒裝注塑模具
由于成品的特殊結構或者成品的外觀需求﹐致使進膠與頂出在成品的 同一側﹐這樣的模具結構叫做---倒裝模
打开喷嘴时阀针通过回料 槽将喷嘴端部内侧未溶解 的残留树脂带回喷嘴内部, 溶解后再进行注塑 考虑喷嘴的端部和模具浇口 之间的膨胀因素,因此留有 0.04~0.06mm的间隙,喷 嘴和浇口之间没有残留树脂回料槽(GATE OPEN)
(GATE CLOSE)
针阀式热喷嘴:针阀式喷嘴技术上较先进,主要优点有:
冷流道注塑成型原理介绍
冷流道:是指模具入口与产品浇口之间的部分。塑料在流道内靠注塑压力和 其本身的热量保持流动状态,流道作为成型物料的一部分,但并不属于产品 。 冷流道模具也就传统模具,和热流道比就是没得加热装置了,流道内的料, 后面要冷却脱模。
注塑模具入门基础知识
分开模具能取出塑件的面,称作分型面,其它的面称作分离面或称分模面,注射模只有一个分 型面。 分型面的方向尽量采用与注塑机开模是垂直方向,形状有平面,斜面,曲面。 选择分型面的位置时 〈1〉 分型面一般不取在装饰外表面或带圆弧的转角处 〈2〉 使塑件留在动模一边,利于脱模 〈3〉 将同心度要求高的同心部分放于分型面的同一侧,以保征同心度 〈4〉 轴芯机构要考虑轴芯距离 〈5〉 分型面作为主要排气面时,分型面设于料流的末端。 一般在分型面凹模一侧开设一条深 0.025 ~ 0.1mm 宽 1.5~6 mm 的排气槽。亦可以利用顶杆,型腔,型芯镶块排气 二、 浇注系统 浇注系统是指模具中从注射机喷嘴接触处到型腔为止的塑料熔体的流动通道。 作用: 〈1〉输送流体 〈2〉传递压力 〈一〉 浇注系统的组成及设计原则 1、 组成:由主流道,分流道,内浇口,冷料穴等结构组成。 2、 浇注系统的设计原则: 〈1〉 考虑塑料的流动性,保征流体流动顺利,快,不紊乱。 〈2〉 避免熔体正面冲出小直径型芯或脆弱的金属镶件。 〈3〉 一模多腔时,防止大小相差悬殊的制件放一模内。 〈4〉 进料口的位置和形状要结合塑件的形状和技术要求确定。 〈5〉 流道的进程要短,以减少成型周期及减少废料。 〈二〉 主流道设计 指喷嘴口起折分流道入口处止的一段,与喷嘴在一轴线上,料流方向不改变。 (1) 便于流道凝料从主流道衬套中拔出,主流道设计成圆锥形 。 7-15 锥角 =2°~ 4°粗糙 度 Ra≤0.63 与喷嘴对接处设计成半球形凹坑,球半径略大于喷嘴头半经。 (2) 主流道要求耐高温和摩擦,要求设计成可拆卸的衬套,以便选 用优质材料单独加工和热 处理。 (3) 衬套大端高出定模端面 5~10mm ,并与注射机定模板的定位孔成间隙配合,起定位隙作 用。 (4) 主流道衬套与塑料接触面较大时,由于腔体内反压力的作用使衬套易从模具中退出,可 设计定住 。 (5) 直角式注射机中,主流道设计在分型面上,不需沿轴线上拔出凝料可设计成粗的圆柱形。 〈三〉 分流道设计 指塑料熔体从主流道进入多腔模各个型腔的通道,对熔体流动起分流转向作用,要求熔体压力 和热量在分流道中损失小。 (1)分流道的截面形式: a、 图形断面:比表面积小(流道表面积与其体积之比) h/D = 2/3 ~ 4/5 边斜度 5~15° c、 u 形:加工方便,h/R=5/4 d、 半圆形:h/R=0.9 (2) 分流道的断面尺寸要视塑件的大小, 品种注射速度及分流道的长度而定。 一般分流道直经在 5~6mm 以下时,对流动性影响较大, 当直经大于 8mm 时,对流动性影响较小。 (3) 多腔模中,分流道的排布: a、 平衡式和非平衡式: 平衡式:分流道的形状尺寸一致。 非平衡式: a、靠近主流道浇口尺寸设计得大于远离主流道的浇口尺寸。 b、分流道不能太细长,太细长,温度,压加体大会使离主流道较远的型腔难以充满。
注塑模具设计知识点

注塑模具设计知识点注塑模具是在塑料制品生产中起关键作用的一种工具,它的设计质量直接影响着产品的质量和生产效率。
本文将介绍注塑模具设计的一些基本知识点,以及在设计中需要注意的事项。
一、模具结构注塑模具由模具板、芯轴、活塞、顶针等组成。
模具板承受注塑过程中的压力和冲击力,必须具备足够的强度和刚度。
芯轴用于形成注塑制品内部的空间形状,也要求具备较高的硬度和耐磨性。
活塞和顶针用于顶出注塑制品,其结构设计要考虑到顶出力的大小和顶出效果。
二、模具材料常用的模具材料有铝合金、钢材等。
铝合金模具具有质量轻、导热性好等优点,适用于小批量生产和快速开发新产品。
钢材模具则具有高强度、高硬度和耐磨性等特点,适用于大批量生产。
在选择模具材料时,需要根据生产要求、产品材料和使用寿命等方面综合考虑。
三、模具设计的重点1. 完整度:模具设计要保持产品的完整度,即保证产品的尺寸、形状和表面质量符合设计要求。
2. 排气性能:模具内部注塑过程会产生大量气体,需要保证模具具有良好的排气性能,以避免空气被封闭在注塑制品中形成气泡。
3. 冷却系统:注塑过程中,需要通过冷却系统将塑料制品迅速冷却固化,以确保产品的尺寸稳定性。
因此,在模具设计中要合理布置冷却水道,以提高冷却效果。
4. 塑料流道设计:塑料从注塑机进入模具的路径称为塑料流道,其设计要遵循塑料的流动特性和产品的要求。
塑料流道的布置和尺寸直接影响着产品的充填状况和成型效果。
5. 分型面设计:注塑制品在模具中成形后需要顶出,因此需要合理设置分型面,以方便产品的顶出和模具的拆卸。
四、模具制造工艺模具的制造工艺包括数控加工、装配和调试等环节。
数控加工技术能够快速高效地完成模具的加工工序,提高模具的精度和质量。
在模具装配过程中,需要确保模具的各部件相互协调和配合良好。
调试环节是验证模具性能和调整参数的过程,确保模具能够正常运行。
注塑模具设计是一个综合性较强的工程,需要根据具体的产品要求和生产条件来进行设计。
注塑模具基础知识介绍
注塑模具是一种常见的工业制造工具,广泛应用于塑料制品的生产过程中。
它是将塑料加热熔化后注入模具中,并通过冷却硬化成型的过程。
注塑模具具有高效、精确、重复性好等特点,被广泛应用于汽车、电子、家电、医疗器械等领域。
本文将介绍注塑模具的基础知识,包括模具的类型、结构、设计原则、材料选择等内容。
正文内容:一、注塑模具的类型1.依据产品形状分类平面模具:用于生产平面形状的产品,如盖板、面板等。
长条模具:用于生产长条形状的产品,如管道、线槽等。
箱式模具:用于生产具有一定体积的产品,如箱子、容器等。
2.依据模具结构分类单腔模具:只有一个腔体,适用于生产单一产品。
多腔模具:有多个相同的腔体,可以同时生产多个产品。
多组份模具:可以同时注射多种材料,生产复合产品。
二、注塑模具的结构1.注塑模具的基本结构模具座:支撑整个模具的基础部件。
固定板:固定上模板和下模板的部件。
上模板:与固定板连接,上部为模腔所在的部分。
下模板:与固定板连接,下部为产品座标部分。
2.注塑模具的附属结构抽芯装置:用于模具腔体内形状复杂的产品,使产品脱模时不损坏。
取出装置:将注塑成型的产品从模具中取出。
冷却系统:通过冷却系统对模具加热的塑料进行冷却,使其硬化成型。
三、注塑模具的设计原则1.合理性原则产品可制造性:模具设计应符合产品的形状、尺寸、结构要求。
模具结构合理性:模具应具有良好的刚度和稳定性,以保证产品的质量和生产效率。
2.生产性原则降低模具成本:在不影响产品质量和生产效率的前提下,尽量降低模具制造成本。
提高模具寿命:通过合理的设计和材料选择,延长模具的使用寿命。
四、注塑模具的材料选择1.模具材料的要求高硬度:能够承受高压力和摩擦力。
高强度:能够承受高扭矩和冲击力。
耐磨性:能够抵抗长时间的磨损。
2.常用的模具材料冷工具钢:适用于生产大批量的塑料产品。
热工具钢:适用于生产高要求的高温、高压产品。
钨钢:适用于生产高精度、高要求的产品。
五、总结注塑模具是塑料制品生产过程中不可或缺的工具。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
关于注塑模具的相关知识录1# 引言2#目录3#美國SPI-SPE 为標準来分类的模具等级4#國際標準分三大類(AISI,DIN,JIS)5#模具设计制造的常用名称中英文版 ----图纸常用名词 6#模具设计制造的常用名称中英文版 ----制造加工常用名词 7#浇口的常用形式-配有图片和中英文名称,让您和鬼佬的沟通变得简单起来8# 产品表面要求,光洁度标准,中英文版(从此以后你在这方面也是专家了) 9# 英文-中文-德语常用模具专业用语10# 模具结构之常用2板模形式11# 模具结构之特殊2板模形式(Floating “A” Plate) 12# 模具常用零件及其名称美國SPI-SPE 为標準来分类的模具等级模具類別以美國SPI-SPE 為標準分下列各類.一. 101 類模(SPI-SPE 標準1,000,000 啤或以上,長期精密生產模) 1. 需要詳細模具結構圖.2. 模胚材料硬度最低為 280BN.(DME #2 鋼 / 4140 鋼)3. 有膠位的內模件鋼材一定要見硬至 48~50HRC.其餘零件如行位,壓鎖,壓條等亦應為硬件.4. 頂針板要有導柱.位要有硬片. 5. 行6. 如有需求的話,上模,下模及行位要有溫度控制.7. 所有運水道,建議採用無電浸鎳或用420 不銹鋼做模板.這樣可防止生銹及清理垃圾.8. 需要直身鎖或斜鎖.二. 102 類模. (不超過1,000,000 啤,大量生產模具.) 1. 需要詳細模具結構圖.2. 模胚材料硬度最低為 280BHN.(DME #2 鋼 / 4140 鋼)3. 有膠位的內模件鋼材要見硬至最低 48~52HRC,其餘有用的零件亦應同一處理.4. 建議採用直身鎖或斜鎖.5. 下列項目可能或不需要.視乎最終生產數量而定.建議報價時如採用下列項目要檢查清楚是否需要:A. 頂針板導柱.B. 行位硬片.C. 電鍍運水孔.D. 電鍍模腔.三. 103 類模(少於500,000 啤,中量生產模.)1. 需要詳細模具結構圖.2. 模胚材料硬度最小為 165BHN. (DME #1 鋼 / 1040 鋼)3. 內模鋼材為P20(28~32HRC)或高硬度(36~38HRC). 4. 其餘要求視乎需要而定.四. 104 類模(少於100,000 啤,少量生產模)1. 需要模具結構圖.2. 模胚材料 P20(28~32HRC)可用軟鋼或鋁.(1040 鋼)3. 內模件可用鋁,軟鋼或其它認可金屬.4. 其餘要求視乎需要而定.五. 105 類模. (少於500 啤,首辦模或試驗模)1. 可用鋁鑄鐵或環氧樹脂或任何材料只要有足夠強度可生產最少測試數量便可國際標準分三大類(AISI,DIN,JIS)5#模具设计制造的常用名称中英文版 ----图纸常用名词DATE CODE 日期印 DATUM 基準ALIGNMENT 垂直BINDING 夾緊CAVITY (CAV.) 模腔 COLOR 顏色CORNER/OUTSIDERADIUS 外轉角DETAIL 詳圖DRAFT (DFT.) 出模角度 DWG NO. 圖紙編號ENGRAVE 雕字FILLET/INSIDE RADIUS(R)內轉角FINISH 光潔度FLUSH 平凹GATE 入水位KISS-OFF 枕位碰穿LOGO 商嘜MATERIAL (MAT’L) 膠料 OPENING 穿孔PART NO. (P/N) 產品編號 RAISED 凸高REFERENCE (REF.) 參考 REVISION (REV.) 修正 SHRINKAGE FACTOR 縮水率SHUT OFF/ (S/O ) 擦位 RECESSED 凹入TEXTURE 皮紋TITLE/PART NAME 產品名稱 TOLERANCE (TOL.) 公差 TYPICAL (TYP.) 類型VENTING 疏氣/排氣UNDERCUT(U’CUT) 倒扣 WALL THICKNESS 膠位厚度浇口图片。
不管是做模具外贸的也好,还是做模具技术的总难免要和客户沟通产品的表面要求的问题有的标示的是 SPI A1 ....有的标示的是 VDI 3400 21#纹 ....有的标示的是 MT11020.......等等SPI = Society of Plastics IndustryVDI 3400 = 歐洲標準 (也就是常说的 CHARMILLS 火花紋) MT = Mold-Tech (也就是常说的模德纹)英文-中文-德语常用模具专业用语Mold Design Checklist 模具设计清单Checkliste für Werkzeug Mold No模号 Werkzeug No Customer 客户 Kunde project 项目 Auftrag Nr. part name 产品名称 Formteil Name material 胶料 Material color 颜色 Farbe shrinkage 缩水率 Schwund No of first samples 首次样板数量 Anzahl Erstmuster color of first samples 首次样板颜色 Farbe der Erstmuster Raw material from 用中国的料? Granulat in China erhältlich China ?drawing No. 图号 Zeichnung Nummer volume 体积 Volumen weight 重量Gewicht surface 表面处理Oberfläche Fläche texture by chemical way 蚀纹Ätzen material mark 材料标识 MaterialhinweisDatumstempel (Meusburger Date stamp 年月镶件 E2400)Recycle mark 回收标识 Recyclinghinweis Part No mark 产品号标识Teilenummer Customer Logo 客户Logo Kunden Logo injection molding 啤机Spritzmaschine machineCycle time 生产周期 Zykluszeit machine 啤机 Maschine machine spec. See 啤机规格见附Maschine Spez. attachment 件 siehe Beilage force 压力 Zuhaltekraft tie bar distance 码模板间距 Holmenabstand max. Size of clamping 码模板最大尺max. Grösse Aufspannplatte plate 寸max. high of the Mold 模具最大高度max. Wergzeughöhe ejecor swing 顶出行程 Auswurferhub centering flange nozzle 前法兰 ZentrierflanschDüsenseite sidecentering flange ejector 后法兰 Zentrierflansch Auswerferseite side nozzle 唧嘴Düsenform ejector connection 顶出连接 Auswerfkupplung Form Befestigung auf der Mold Fixing 模具固定 Maschinemold 模具 Form Mold temperature Caviti Werkzeugtemperatur 前模温度Side DuesenseiteMold temperature Core Werkzeugtemperatur 后模温度 Side Auswerferseiterunner 流道 Anguss Turnable Nozzle 转换水口Drehbarer Düse Ball bearing guides 滚珠中托司Auswerfer mit Kugelführungen Mold base 模胚Formaufbau mold components 模具配件Saeule, Büchsen Ejector Pins 顶针AusstosserNo of cavity 模腔数Anzahl Kavitäten moldlife 模具寿命 Schusszahl material cavity 内模料 Material Formpartie Mold weigth 模重 WerkzeugGewicht Size Cooling connection 运水接头Dimension Kühl Anschlüsse Position of Cooling 运水接头位置Position der Kühl Anschlüsse connection mold lock 吊模板Aufhängebügel Insulation plate 隔热板Isolationsplatten Letters on the moldbase 模胚上的字唛Werkzeugbeschriftung notes 备注 Diverses data 资料 CAD Daten Drawing date 出图时间 Zeichnungsdatum critical dimension 重要尺寸 Kritische Massetarget date 完成时间 TermineFreigabe zur release of order steel 订钢料时间 Stahl Bestellungrelease of mold design 模图确认时间 Freigabe Molddesign First samples in 首次样板到瑞Erstmuster in der CH Switzerland 士时间具结构之常用2板模形式兩板模開模)合模過程當模具架到注塑機上時,母模側固定在注塑機前面板上,是不可動的,公模側可隨注塑機一起運動。
開模過程,1.公模側在注塑機的拉力作用下與母模側分開,分開到設定位置時停止不動。
2.在注塑機背杆的推動作用下,頂出板帶動頂出機構(頂針,頂杆,斜梢)向前運動,將成品頂出(自然落下或用機械手取走)。
合模過程,在注塑機的推動作用下,公模側向母模側運動,若回位銷(RP)沒有預先拉回,回位銷最先接觸母模側,在反作用力的作用下,回位銷將頂出板回位。