恒张力控制系统
恒张力控制

控制原理图—速度模式
谷城县人民医院
控制原理图—速度模式
控制方法:速度值=理论计算值+PID修正值
F F理论+F
相关信息: 卷径 线速度 张力反馈PID 机械齿轮比 电机级数
谷城县人民医院
控制原理图—转矩模式
谷城县人民医院
T=(F*D)/(2*G);
张力控制方案
1张力闭环速度控制(BW/VE) 2张力开环转矩控制(VE) 3张力闭环转矩控制(VE)
谷城县人民医院
张力闭环速度控制
BW/VE系列支持
谷城县人民医院
张力开环转矩模式
VE系列支持
谷城县人民医院
张力闭环转矩模式
VE系列支持
谷城县人民医院
张力控制功能模块
1线速度检测模块 2卷径计算模块 3PID模块 4张力锥度控制 5断带检测 6智能启动
谷城县人民医院
1线速度检测
谷城县人民医院
在张力控制系统中,准确的测量线速度是很重要的,只有一种方案 可以不用线速度信号:即选用直接控制电机的转矩且卷径来源不 选线速度计算法。
谷城县人民医院
08-42卷径来源选择(线速度/AVI/ACI/AUI/485 /厚度积分 (编码器在收卷轴/编码器在马达侧)) 08-43最大卷径 08-44空卷卷径 08-45初始卷径设定选择( AVI/ACI/AUI/485 ) 08-46初始卷径设定值0 08-47初始卷径设定值1 08-48初始卷径设定值2
08-29/08-30/08-31 P1/I1/D1 (对应空卷卷径/低频)
08-32/08-33/08-34 P2/I2/D2 (对应满卷卷径/最高操作频 率)
08-35张力控制回授方式(正回授/负回授)
恒张力控制系统在卷取机改造应用

r 一瞄《砬 既一——1
””吁 弋l :I …曼c试兰; Z兰3… 一:J 竺 : , ’丫
‘
.
^
。n
扩麓
Z% P^ ¨
廿"坩 。蹦, Nhomakorabea2) 张力传感器选择。张力传感器是采用应变片电桥测试原理,能
恒张力解决方案
恒张力解决方案一、引言恒张力解决方案是一种用于解决张力控制问题的创新方法。
在许多工业领域,如纺织、电力输送、航空航天等,张力的精确控制对于产品质量和生产效率至关重要。
本文将介绍恒张力解决方案的原理、应用以及优势。
二、原理恒张力解决方案基于张力控制系统的设计和实施。
该系统由以下几个关键组成部份构成:1. 传感器:用于测量张力的传感器安装在张力受力点上,可以实时监测张力的变化。
2. 控制器:控制器接收传感器的信号,并根据预设的张力值进行计算和控制。
控制器可以根据需要调整张力的大小和稳定性。
3. 执行器:根据控制器的指令,执行器调整张力装置的工作状态,以实现恒定的张力控制。
三、应用恒张力解决方案可以广泛应用于各种需要精确张力控制的行业和领域。
以下是几个常见的应用案例:1. 纺织业:在纺织生产中,纱线的张力控制对于纺织品的质量和生产效率至关重要。
恒张力解决方案可以确保纱线在整个生产过程中保持恒定的张力,从而提高产品质量和生产效率。
2. 电力输送:在电力输送过程中,电缆的张力控制对于电缆的安全性和可靠性至关重要。
恒张力解决方案可以实时监测和调整电缆的张力,确保其在安全范围内工作,减少故障和损坏的风险。
3. 航空航天:在航空航天领域,航空电缆和绳索的张力控制对于航空器的飞行性能和安全性至关重要。
恒张力解决方案可以确保航空电缆和绳索在飞行过程中保持恒定的张力,从而提高飞行性能和安全性。
四、优势恒张力解决方案相比传统的张力控制方法具有以下几个优势:1. 高精度:恒张力解决方案可以实时监测和调整张力,具有更高的精度和稳定性,可以满足对于精确张力控制的需求。
2. 自动化:恒张力解决方案可以自动化地进行张力控制,减少人工干预和操作错误的风险,提高工作效率。
3. 可追溯性:恒张力解决方案可以记录和存储张力的历史数据,提供可追溯性,方便质量管理和问题排查。
4. 灵便性:恒张力解决方案可以根据不同的应用需求进行定制和调整,适合于各种不同的张力控制场景。
恒张力解决方案

恒张力解决方案恒张力解决方案是一种用于解决张力不稳定问题的方法。
张力在许多工业和创造过程中都是一个重要的参数,但由于各种因素的影响,张力往往会浮现波动或者不均匀的情况,从而影响生产效率和产品质量。
恒张力解决方案通过采用一系列的措施来稳定和调节张力,从而解决这一问题。
恒张力解决方案的核心是使用张力控制系统。
该系统由张力传感器、控制器和执行器组成。
张力传感器用于测量张力的实时值,并将数据传输给控制器。
控制器根据设定的张力目标值和传感器数据来计算并控制执行器的动作,以实现恒定的张力输出。
执行器可以是气缸、机电或者液压系统,根据具体的应用需求选择合适的执行器。
除了张力控制系统,恒张力解决方案还包括其他辅助设备和措施。
其中之一是张力感知装置。
这是一种用于检测张力异常的装置,当张力超出设定范围时会发出警报或者触发自动停机。
这可以匡助操作员及时发现并解决张力问题,避免进一步影响生产。
另一个辅助设备是张力调节装置,它可以根据需要调整张力的大小,以适应不同的工艺要求。
恒张力解决方案的应用范围广泛。
在纺织、印刷、包装、造纸等行业中,恒张力解决方案可以用于纱线、布料、纸张等材料的张力控制。
在电线电缆创造、金属加工、橡胶制品生产等行业中,恒张力解决方案可以用于导线、钢带、橡胶带等材料的张力控制。
此外,恒张力解决方案还可以应用于卷取、拉伸、剪切等工艺过程中的张力控制。
恒张力解决方案的优势在于提高生产效率和产品质量。
通过稳定和调节张力,可以减少生产过程中的材料浪费、产品损坏和生产停机时间。
同时,恒张力解决方案还可以提高产品的均匀性和一致性,使得产品更加稳定和可靠。
总之,恒张力解决方案是一种有效的方法,用于解决张力不稳定问题。
通过采用张力控制系统和其他辅助设备,可以实现恒定的张力输出,提高生产效率和产品质量。
无论是在纺织、印刷、包装等行业中,还是在电线电缆、金属加工、橡胶制品等行业中,恒张力解决方案都可以发挥重要作用。
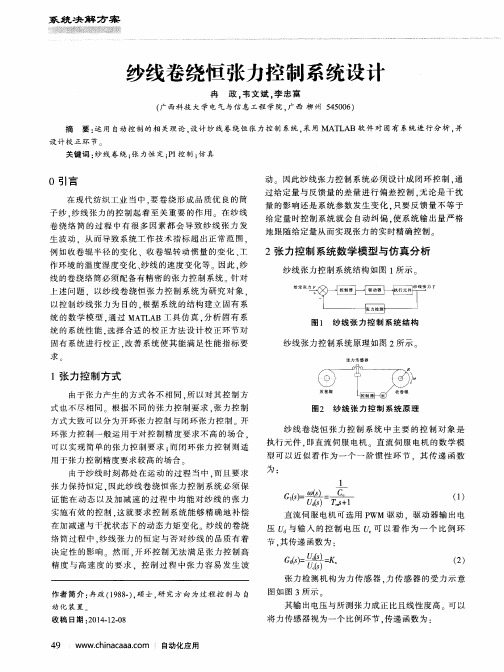
纱线卷绕恒张力控制系统设计
1
用 于 张 力 控 制 精 度 要求 较 高 的场 合
由 于纱 线 时刻 都 处 在 运 动 的过 程 当 中 . 而 且 要 求
张力 保 持恒 定 . 因此 纱 线 卷 绕 恒 张 力 控 制 系 统 必 须 保
证 能 在 动 态 以及 加 减 速 的 过 程 中 均 能 对 纱 线 的 张 力
压 与输 入 的控制 电压 可 以看 作 为一个 比例 环
节, 其 传 递 函数 为 :
决 定 性 的影 响 然 而 . 开 环 控 制 无 法 满 足 张 力 控 制 高 精 度 与 高 速 度 的 要 求 .控 制 过 程 中 张 力 容 易 发 生 波
) =
= K
( 2 )
张力检测 机构为力传感器 . 力传感 器的受力示 意
作者 简 介 : 冉政 ( 1 9 8 8 一 ) , 硕 士, 研 究 方 向为过 程控 制与 自
图如 图 3所 示
动 化装 置。
收 稿 日期 : 2 0 1 4 。 1 2 . 0 8
其 输 出 电压 与 所 测 张 力 成 正 比且 线 性 度 高 可 以
G =
( 1 )
实 施有 效 的 控 制 . 这 就 要 求 控 制 系统 能 够 精 确 地 补 偿
直 流 伺 服 电机 可 选 用 P WM 驱 动 .驱 动 器 输 出 电
在加减速与干扰状态下的动态力 矩变化 纱 线的卷绕
络筒过程中 . 纱 线 张 力 的 恒 定 与 否 对 纱 线 的 品质 有 着
固有系统进行校正 . 改善系统使其 能满足性能指标要
求。
纱 线 张 力 控 制 系 统原 理如 图 2所 示 。
恒张力卷绕控制系统设计
基与PLC的恒张力卷绕系统设计摘要卷绕系统是一种常用的控制系统,广泛应用于塑料收卷、钢铁、包装、造纸、印刷、染织等生产过程中.本设计介绍了一种常见的卷绕生产线计算机控制系统,阐述了系统的构成、主要功能和实现方法.该生产线系统具有性能稳定可靠,操作简单,维修方便,应用领域广等特点.早期的张力控制,绝大多数借助于模拟电子器件来实现,一般控制精度低,稳定性差,效果欠佳。
现代电力电子技术和集成电子技术的发展,用简便化得数字电路和控制芯片取代了原来的模拟电路,是张力控制系统向着多功能,数字化,高精度的方向迈进。
由于我国的纺织机械落后于国际水平,由此造成了纺织、造纸产品的质量差、成本高、生产率低等问题。
国外一些发达国家对纺织品在卷绕过程中织物的张力、速度控制技术已经很成熟。
国内也有这方面的研究,但并没有完全解决卷绕过程中保持恒张力问题。
本论文具体针对卷绕运转过程中的收卷张力控制进行讨论与研究。
本系统主要以PLC为控制核心,组态软件作为监控层,对系统的信号进行采集和控制。
放卷采用磁粉离合器的被动放卷张力控制方式,主牵引采用三菱FR-A540-1.5K变频器控制交流电动机进行牵引驱动,收卷采用常州宏大HVS–G三相直流可控硅调速装置驱动直流电机进行主动收卷张力控制方式.在放卷和收卷中均使用三菱LE—40MTA-E张力控制器产品对张力进行检测和控制。
在生产运行过程中为了防止产品在卷绕过程中产生偏移,放卷时利用气动――液压自动纠偏装置,收卷时应用光电纠偏装置对其进行调整。
这样使得生产工艺更完善,产品质量更好。
关键词:恒张力卷绕;张力控制;磁粉离合器 ;组态软件Base with the PLC Constant tension winding system designAbstractThe winding system is a common control system,widely used in the production process of the plastic winding,steel, packaging, paper,printing,dyeing,etc。
恒张力控制原理
恒张力控制原理
恒张力控制原理,也被称为张力控制系统,是一种可以监测和调整张力的系统,常用于各种机械设备和工业生产中。
该控制原理通过测量张力传感器的读数,并将其与设定的目标张力值进行比较,来实现张力的控制和调整。
当张力传感器测量到的张力值低于目标张力值时,控制系统会自动调整实施张力的设备,使其增加张力。
相反,当测量到的张力值高于目标张力值时,控制系统会调整设备,使其减小张力。
恒张力控制原理的核心是通过反馈机制来实现张力的精确控制。
当设备的张力发生变化时,控制系统会立即检测到并对其进行调整,以确保张力始终保持在所设定的目标范围内。
恒张力控制原理的应用非常广泛。
在纺织工业中,恒张力控制可以确保纱线在整个生产过程中保持恒定的张力,从而提高生产效率和产品质量。
在印刷机械中,恒张力控制可以保证印刷材料在传递过程中的张力控制,以避免拉伸或起皱。
此外,在拉伸机械、涂布机械和卷绕机械等领域中,恒张力控制也发挥着关键作用。
总而言之,恒张力控制原理通过测量和反馈机制,实现了对张力的稳定控制。
它在各种机械设备和工业生产中都具有重要的应用价值,可以提高生产效率和产品质量。
恒张力解决方案
恒张力解决方案一、引言恒张力解决方案是一种用于解决张力控制问题的有效方法。
在许多工业应用中,如纺织、电力线路、运输等领域,张力的控制对于保证产品质量和安全性至关重要。
本文将详细介绍恒张力解决方案的原理、应用和优势。
二、原理恒张力解决方案基于反馈控制原理,通过实时监测张力变化并自动调整系统参数,使系统能够自动维持恒定的张力水平。
该方案主要包括以下几个关键组成部分:1. 传感器:用于实时监测张力的变化。
传感器可以采用压力传感器、力传感器或位移传感器等,根据具体应用场景选择合适的传感器类型。
2. 控制器:根据传感器反馈的数据,计算出需要调整的参数,并发送控制信号给执行器。
3. 执行器:根据控制信号调整系统参数,以达到恒定的张力水平。
执行器可以是电动机、液压缸或气动元件等,根据具体应用场景选择合适的执行器类型。
4. 控制算法:根据实时监测到的张力数据和设定的目标张力值,通过控制器计算出需要调整的参数。
常用的控制算法包括比例-积分-微分(PID)控制算法、模糊控制算法等。
三、应用恒张力解决方案广泛应用于各个领域,以下是几个常见的应用场景:1. 纺织行业:在纺织生产过程中,恒定的张力对于保证纱线的均匀性和品质至关重要。
恒张力解决方案可以实时监测纱线的张力变化,并通过调整绕线机的参数,确保纱线的张力保持在设定的范围内。
2. 电力线路:在电力输送过程中,电线的张力需要保持在合适的范围内,以确保电线的安全性和稳定性。
恒张力解决方案可以实时监测电线的张力变化,并通过调整张力调节器的参数,使电线的张力保持在设定的范围内。
3. 运输行业:在运输过程中,如卷筒纸、钢卷等重物的张力控制对于保证运输安全和货物品质至关重要。
恒张力解决方案可以实时监测货物的张力变化,并通过调整卷筒纸机或卷扬机的参数,使货物的张力保持在设定的范围内。
四、优势恒张力解决方案相比传统的手动调节方法具有以下几个优势:1. 自动化控制:恒张力解决方案采用自动化控制系统,能够实时监测和调整系统参数,提高了生产效率和产品质量。
恒张力控制系统

第一章设计说明课题简介设计一个恒张力收盘控制系统,就是要控制卷取物体时保持物体相互拉长或者绷紧的力。
张力应用于最广泛的造纸、纤维、塑料薄膜、电线、印刷品、磁带等轻工业中,带材或线材的收放卷张力对产品的质量起着至关重要的作用。
在收卷和放卷的过程中,为保证生产的质量及效率,保持恒定的张力是很重要的。
本系统采用人及交互式的控制方法,由使用者输入设定张力值,通过磁粉制动器、传感器、转换芯片与单片机组成一个闭环系统,使张力恒定在设定值,达到恒张力控制的效果。
设计目的通过本次课题设计,应用《单片机原理及应用》等所学相关知识及查阅资料,完成恒张力收盘控制系统的设计,以达到理论与实践更好的结合、进一步提高综合运用所学知识和设计的能力的目的。
通过本次设计的训练,可以使我在基本思路和基本方法上对基于MCS-51单片机的嵌入式系统设计有一个比较感性的认识,并具备一定程度的设计能力。
设计任务在本次课程设计中,主要完成如下方面的设计任务:1、设计单片机系统原理图(A0,PROTEL/CAD或手画);2、编写系统程序(主程序+子程序);3、写设计说明书;(设计说明,程序流程图,程序);4、答辩(十九周周四下午两点);设计方法由按键驱动单片机中断,进入按键及显示程序,通过使用者输入数据并通知在LED上显示,输入数据储存在相关区域内备之后使用,返回到主程序后单片机接受由力传感器产生的经AD转换芯片转换后的数字力信号,通过与之前设定值的比较计算,得出控制信号,经DA 转换芯片变为模拟电压信号输入磁粉制动器控制端。
若没有键盘中断,则如此往复运行信号检测、运算、输出程序达到动态平衡。
第二章硬件设计及芯片介绍硬件系统是指构成微机系统的实体和装置,通常由运算器、控制器、存储器、输入接口电路和输入设备、输出接口电路和输出设备等组成。
单片机实质上是一个硬件的芯片,在实际应用中,通常很难直接和被控对象进行电气连接,必须外加各种扩展接口电路、外部设备、被控对象等硬件和软件,才能构成一个单片机应用系统。
四辊轧机恒张力控制系统.doc55

四辊轧机恒张力控制系统摘要张力是冷轧过程中一个非常重要的工艺参数,它影响力贯穿整个轧制生产线,不恰当的张力或不稳定的张力不仅影响板材的厚度和板形等质量指标还降低钢卷的成品率因此张力控制系统成为高精度冷轧控制系统的一个非常关键的环节。
张力系统是一个多台电机联合控制的复杂系统。
保证轧制过程正常运行的条件是各机架间在单位时间内秒流量相等,若秒流量不相等就会引起机架间有张力作用。
要实现稳定的轧制应使个机架的秒流量相等,但在实际轧制过程中影响机架间张力的工艺参数很多,不可能做到无张力控制。
在轧制过程中张力的相互作用是极其活跃的因素,因此张力问题成为核心问题之一。
本次设计主要利用欧陆590实现四辊轧机恒张力的自动控制。
详细的阐述了实现可逆冷轧张力自动控制的方法。
关键词轧机,欧陆590,张力、自动控制Four high rolling mill constant tension control systemAbstractTension is a very important in the process of cold rolling process parameters, which influence throughout the rolling production line, the tension of inappropriate or unstable tension affects not only the thickness of plate and strip shape quality indexes such as reducing the yield of steel coil so tension control system become a high-precision control system of cold rolling is a very key link. Tension system is more than a motor joint control of complex systems. Ensure the normal operation of the process of rolling condition is second flow between each frame in the unit time are equal, if the second flow is not equal to what causes a tension between frame. In order to realize stable rolling should make a frame of the second flow are equal, but in the actual process of rolling many process parameters influencing tension between stands, not possible without tension control. In the interaction of tension in the process of rolling is extremely active factors, the problem of tension becomes one of the core issues. This design mainly with European 590 four high rolling mill automatic control of constant tension. In detail elaborated the method of reversing cold rolling tension automatic control. keywordrolling mill、Euro590、tension automatic control1、概述1.1张力控制的发展历史1.1.1早期的张力控制在上世纪八十年代以前,张力控制系统一般以模拟器件为主,系统的精度一般不高。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第一章设计说明课题简介设计一个恒张力收盘控制系统,就是要控制卷取物体时保持物体相互拉长或者绷紧的力。
张力应用于最广泛的造纸、纤维、塑料薄膜、电线、印刷品、磁带等轻工业中,带材或线材的收放卷张力对产品的质量起着至关重要的作用。
在收卷和放卷的过程中,为保证生产的质量及效率,保持恒定的张力是很重要的。
本系统采用人及交互式的控制方法,由使用者输入设定张力值,通过磁粉制动器、传感器、转换芯片与单片机组成一个闭环系统,使张力恒定在设定值,达到恒张力控制的效果。
设计目的通过本次课题设计,应用《单片机原理及应用》等所学相关知识及查阅资料,完成恒张力收盘控制系统的设计,以达到理论与实践更好的结合、进一步提高综合运用所学知识和设计的能力的目的。
通过本次设计的训练,可以使我在基本思路和基本方法上对基于MCS-51单片机的嵌入式系统设计有一个比较感性的认识,并具备一定程度的设计能力。
设计任务在本次课程设计中,主要完成如下方面的设计任务:1、设计单片机系统原理图(A0,PROTEL/CAD或手画);2、编写系统程序(主程序+子程序);3、写设计说明书;(设计说明,程序流程图,程序);4、答辩(十九周周四下午两点);设计方法由按键驱动单片机中断,进入按键及显示程序,通过使用者输入数据并通知在LED上显示,输入数据储存在相关区域内备之后使用,返回到主程序后单片机接受由力传感器产生的经AD转换芯片转换后的数字力信号,通过与之前设定值的比较计算,得出控制信号,经DA 转换芯片变为模拟电压信号输入磁粉制动器控制端。
若没有键盘中断,则如此往复运行信号检测、运算、输出程序达到动态平衡。
第二章硬件设计及芯片介绍硬件系统是指构成微机系统的实体和装置,通常由运算器、控制器、存储器、输入接口电路和输入设备、输出接口电路和输出设备等组成。
单片机实质上是一个硬件的芯片,在实际应用中,通常很难直接和被控对象进行电气连接,必须外加各种扩展接口电路、外部设备、被控对象等硬件和软件,才能构成一个单片机应用系统。
本设计选用以A T89S51单片机为主控单元。
单片机的选择A T89S51是美国A TMEL公司声场的低功耗,高新能CM058位单片机,片内含4k bytes的可系统编程Flash只读程序存储器,器件采用A TMEL公司的高密度,非易失性存储技术生产,兼容标准8051指令系统及引脚。
它集Flash程序存储器既可在线编程(ISP)也可用传统方法进行编程及通用8位微处理器于单片芯片中,A TMEL公司的功能强大,价位低A T89S51单片机可以提供欧许多高性价比的应用场合,可灵活应用于各种控制领域。
图3所示为采用双列直插式封装的A T89S51芯片管脚图。
图3A/D转换芯片的选择ADC0809是美国生产的CN10S工艺的8通道,八位逐次逼近式的A/D转换器,分辨率为8位,满足系统要求。
管脚功能说明如下:IN0~IN7:8路模拟信号入口D0~D7:八位转换后的数据输出口START:A/D转换启动信号ALE:地址锁存信号EOC:转换结束信号OE:输出运行控制端CLK:时钟信号VREF+:A/D转换器的正参数电压VREF-: A/D转换器的负参数电压VCC:电源ADDA、ADDB、ADDC:模拟信号接通的多路开关选择码D/A转换芯片的选择DAC0832是采样频率为八位的D/A转换芯片,集成电路内有两级输入寄存器,使DAC0832芯片具备双缓冲、单缓冲和直通三种输入方式,以便适于各种电路的需要(如要求多路D/A 异步输入、同步转换等)。
所以这个芯片的应用很广泛,关于DAC0832应用的一些重要资料见下图:DI0~DI7:数据输入线,TLL电平。
ILE:数据锁存允许控制信号输入线,高电平有效。
CS:片选信号输入线,低电平有效。
WR1:为输入寄存器的写选通信号。
XFER:数据传送控制信号输入线,低电平有效。
WR2:为DAC寄存器写选通输入线。
Iout1:电流输出线。
当输入全为1时Iout1最大。
Iout2: 电流输出线。
其值与Iout1之和为一常数。
Rfb:反馈信号输入线,芯片内部有反馈电阻.Vcc:电源输入线(+5v~+15v)V ref:基准电压输入线(-10v~+10v)AGND:模拟地,摸拟信号和基准电源的参考地.DGND:数字地,两种地线在基准电源处共地比较好.DAC0832输出的是电流,一般要求输出是电压,所以还必须经过一个外接的运算放大器转换成电压。
外部储存器的选择选用2864A外部存储器,采用E2PROOM的突出优点是能够在线擦出,还有掉电不丢失等优点。
锁存器74LS164是高速硅门 CMOS 器件,与低功耗肖特基型 TTL (LSTTL) 器件的引脚兼容。
74HC164、74HCT164 是 8 位边沿触发式移位寄存器,串行输入数据,然后并行输出。
数据通过两个输入端(DSA 或 DSB)之一串行输入;任一输入端可以用作高电平使能端,控制另一输入端的数据输入。
两个输入端或者连接在一起,或者把不用的输入端接高电平,一定不要悬空。
时钟 (CP) 每次由低变高时,数据右移一位,输入到 Q0, Q0 是两个数据输入端(DSA和 DSB)的逻辑与,它将上升时钟沿之前保持一个建立时间的长度。
主复位 (MR) 输入端上的一个低电平将使其它所有输入端都无效,同时非同步地清除寄存器,强制所有的输出为低电平。
第三章程序框图主外部中断键盘LE D 程序AD转化流程图数据处理流程图第四章程序ORG 0000HLJMP MAINORG 0013HLJMP INT1ORG 0003HLJMP INT0MAIN:主程序开始MOV IE,#85H;打开中断总开关和两个外部中断MOV IP,#01H;设中断0为高优先级,1为低优先级LCALL ADCHANGE;调用AD转换子程序LCALL DA TA TREA T;调用数据处理子程序LCALL DACHANGE;调用DA转换子程序CPL P1.5SIMP MAININT0:外中断0SETB PCON.1RETI************************************************************ADCHANGE:SETB DACSCLK EQU P1.1DA TA EQU Q1.2ADCS EQU Q1.3ORG 0100HADMAIN:ADLOOP1:CJNE P1.1,#1H,ADLOOP1;查看是否转换完,若没有,则等待MOV SP,#60HMOV A,#0FFHCLR CLKCLR ADCSSETB P1.4SETB P1.5SETB DA TA1MOV R5,#8ADCONVTER:PUSH ACCCLR ACCCLR ADCSADLOOP:MOV C,DA TA;读取前8位数据到A中RLC ASETB CLKNOPCLR CLKDJNZ R5,ADLOOP;读后两位存放在B中MOV C,DA TAMOV B.1,CSETB CLKNOPCLR CLKMOV C,DA TAMOV B.0,CSETB CLKNOPCLR CLK;数据处理RL ARL AMOV C,ACC.1MOV B.3,CMOV C,B.1MOV ACC.1,CMOV C,ACC.0MOV B.2,CMOV C,B.0MOV ACC.0,C;把低八位数据放到2FH单元MOV 2FH,A;把高八位数据放到2EH单元MOV A,BRR ARR AANL A,#03HMOV 2EH,APOP PSWPOP ACCRET****************************************************** INT1:PUCH ACCPUSH PSWCLR EAPUSH PSWPUSH ACCSETB EAMOV DPTR,#7FFFH;置8279命令/状态口地址MOV A,#0D1H ;置清显示命令MOVX @DPTR,A;送清显示命令WEIT:MOVX A,@DPTR ;读状态JB ACC.7,WEIT ;等待清显示RAM结束MOV A,#34H ;置分频系数,晶振频率12MHZMOVX @DPTR,A;送分频系数MOV A,#40H ;置键盘/显示命令MOVX @DPTR,A;MOV IE,#84H ;允许8279中断键盘中断子程序如下:KEY:PUSH PSWPUSH DPLPUSH DPHPUSH ACCPUSH BSETB PSW.3MOV DPTR,#7FFFH ;置状态口地址MOVX A,@DPTR ;读FIFO状态ANL A,#0FH ;JZ PKYR ;MOV A,#40H ;置读FIFO命令MOVX @DPTR,A;MOV DPTR,#7FFEH ;置数据口地址MOVX A,@DPTR ;读数据MOV R3,#6MOV R0,#30HLJMP KEY1 ;转键值处理程序PKYR:POP BPOP ACCPOP DPHPOP DPLPOP PSWLCALL DISKEY1:CJNE A,#0C0H,KEY2MOV @R0,#1INC R0DJNZ R3,KEY1SJMP PKYRKEY2:CJNE A,#0C8H,KEY3MOV @R0,#2INC R0DJNZ R3,KEY1SJMP PKYRKEY3:CJNE A,#0D0H,KEY4MOV @R0,#3INC R0DJNZ R3,KEY1SJMP PKYRKEY4:CJNE A,#0D8H,KEY5MOV @R0,#4INC R0DJNZ R3,KEY1SJMP PKYRKEY5:CJNE A,#0C1H,KEY6MOV @R0,#5INC R0DJNZ R3,KEY1SJMP PKYRKEY6:CJNE A,#0C9H,KEY7MOV @R0,#6INC R0DJNZ R3,KEY1SJMP PKYRKEY7:CJNE A,#0D1H,KEY8MOV @R0,#7INC R0DJNZ R3,KEY1SJMP PKYRKEY8:CJNE A,#0D9H,KEY9MOV @R0,#8INC R0DJNZ R3,KEY1SJMP PKYRKEY9:CJNE A,#0C0H,KEY0MOV @R0,#9INC R0DJNZ R3,KEY1SJMP PKYRKEY0:MOV @R0,#0INC R0DJNZ R3,KEY1SJMP PKYR显示子程序如下:DIS:MOV DPTR,#7FFFH ;置8279命令/状态口地址MOV R0,#30H ;字段码首地址MOV R7,#06H ;8位显示MOV A,#90H ;置显示命令字MOVX @DPTR,A;MOV DPTR,#7FFEH ;置数据口地址LP:MOV A,@R0 ;取显示数据ADD A,#0BH ;加偏移量MOVC A,@+PC ;查表,取得数据的段码MOVX @DPTR,A;送段码显示INC R0 ;调整数据指针DJNZ R7,LPCLR EAPOP ACCPOP PSW ;出栈SETB EARETISEG:DB 3FH,06H,5BH,4FH,66H,6DH,7DH,07H,7FH,6FH;用共阴极LED****************************************************************DA TA TREA T:PUSH ACCPUSH PSWMOV R3,#4MOV R4,#2MOV A,31HRL ARL ARL ARL AMOV 31H,ADA TALOOP1:MOV A,31HRLC AMOV A,30HRLC ADJNZ R3,DA TALOOP1;将键盘输入数据放入30H中MOV B,#4HMOV A,2EHDIV ABANL A,#03HMOV 2EH,AMOV 2FHDIV ABANL A,#0FDHMOV 2FH,ADA TALOOP2:MOV A,2EHRRC AMOV 2EH,AMOV A,2FHRRC AMOV 2FH,ADJNZ R4,LOOP2;将AD装换输入的十位数转换为八位并且存放到2FH单元中CLR CMOV R5,CMOV A,30HSUBB A,2FH;将键盘输入值减去AD输入值MUL ABCJNE R5,#0,JIANADDC A,@R1MOV @R1,ASJMP DA TALOOP3JIAN:XCH A,@R1SUBB A,@R1MOV @R1,ADA TALOOP3:POP PSWPOP ACCRET*********************************************设转换之前把高8位放在R1中,把低4位放在R0的高四位中,其中底2位填充位为任意位,需要在运行此程序前处理好数据DACHANGE:SETB ADCSP1.4 EQU DACSP1.1 EQU CLKP1.2 EQU DINCLR CLKCLR DACS;此芯片必须在SCLK为低的情况下把片选拉低SETB P1.3SETB P1.5MOV R3,#8MOV A,R1ADLOOP1:RLC AMOV DIN,CSETB CLKNOPCLR CLKDJNZ R3,ADLOOP1MOV R3,#4MOV A,R0ADLOOP2:RLC AMOV DIN,CSETB CLKNOPCLR CLKDJNZ R3,ADLOOP2RET。