plc恒张力控制案例程序
基于PLC与变频器的恒张力电动绞车设计

基于PLC与变频器的恒张力电动绞车设计摘要:文章从变频器实现对变频电机转矩控制原理及运行特点出发,采用PLC、编码器及变频器实现绞车的恒张力的控制方案,并根据该方案阐述了系统控制的实现方案。
该恒张力绞车具有较高的使用价值及广阔的市场前景。
关键词:变频器;恒张力;扭矩控制;引言随着近年来海洋科学考察、水下资源的探测和开发,以及水下追踪与探测等技术的快速发展,促进了水下探测设备技术的进步,平稳的吊放及回收水下探测设备成了对吊放绞车不可或缺的功能,而恒张力绞车可以满足此要求,本文采用PLC算法与变频器的转矩控制功能和编码器卷绕半径检测计算实现对绞车缆绳的恒张力控制。
1变频器转矩控制原理转矩控制是指变频器以控制电机的输出转矩为目的,速度大小与转向与转矩无关,只与外负载有关。
此时变频器采用电流环控制,外部给定信号直接给电流环作为电动机的输出转矩设定。
如图1所示。
当给定信号为10V时,电动机的输出力矩为额定值(100%T),当给定信号为5V时,电机输出力矩为额定转矩的50%。
图1、电机转矩控制曲线图转矩控制的运行特点在变频器转矩控制时,拖动系统的状态取决于系统的动态转矩式中:为动态转矩,为电动机输出转矩,为绞车负载转矩式1中电动机的输出转矩取决于转矩给定信号,当=0时,绞车拖动负载等速运行,当>0时,绞车拖动负载加速,此时为防止超速,许多变频器都带有速度外环限制超速,通过设置上限频率,当电动机的转速上升到上限转速时,电动机的转矩并不取决于转矩给定信号,但转矩给定信号保证了拖动系统将在上限转速下运行。
当<0时,负载拖动绞车减速运行,直至绞车收绳速度为零,负载再拖动绞车反向加速运行,该过程绞车变频电机处于再生发电状态,将缆绳的机械能转变为电能。
但这部分电能一般通过制动电阻以热能的形式消耗掉或通过电封闭共直流母线技术供给系统中其它电机使用,避免因再生高压而损坏变频器。
2卷绕半径的检测与计算在绞车卷筒收绳过程中,卷绕半径是一个动态的变化过程,随着钢丝绳层数的增加而不断的增加,因此若要保证钢丝绳张力恒定,随着卷绕半径的增加,变频电机输出的转矩也要增加;在此采用分辨率为1024的增量编码器(A/B两相脉冲输出),通过PLC高速计数器记录编码器信号,进而计算出卷筒的卷绕层数。
plc压力控制程序实例

以下是一个简单的PLC压力控制程序的示例:// 定义输入变量input: I0.0 (启动按钮), I0.1 (停止按钮), I0.2 (压力传感器信号);// 定义输出变量output: Q0.0 (电磁阀控制信号), Q0.1 (报警灯控制信号);// 定义中间变量internal: D0 (压力设定值), D1 (实际压力值), D2 (偏差值), D3 (PID控制参数);// 程序启动时,初始化压力设定值和PID控制参数AT_start:D0 := 10; // 压力设定值为10barD3 := 0.1; // PID控制参数为比例系数为0.1Q0.0 := 0; // 电磁阀控制信号初始值为0(关闭状态)Q0.1 := 0; // 报警灯控制信号初始值为0(关闭状态)return;// 程序循环运行时,读取压力传感器信号并计算偏差值AT_loop:D1 := I0.2; // 实际压力值等于压力传感器信号D2 := D0 - D1; // 偏差值等于压力设定值减去实际压力值if (D2 < -D3) then // 如果偏差值小于-D3,则将偏差值赋给Q0.1并打开报警灯Q0.1 := 1;else if (D2 > D3) then // 如果偏差值大于D3,则将偏差值赋给Q0.0并打开电磁阀Q0.0 := 1;else // 如果偏差值在-D3和D3之间,则关闭电磁阀和报警灯Q0.0 := 0;Q0.1 := 0;endif;return;该程序通过读取压力传感器信号,计算偏差值,并根据偏差值控制电磁阀和报警灯的开关。
程序中的PID控制参数可以根据实际需要进行调整,以实现更好的控制效果。
PLC变频器张力控制

作者:中达电通股份有限公司上海浦东分公司李强摘要:本文主要介绍了张力控制变频收卷的控制原理,此技术能够使得在纺织行业中收卷的整个过程很稳定,避免小卷时张力过大;大卷启动时松纱的现象。
关键词:变频收卷张力控制闭环矢量卷径计算1 前言用变频器做恒张力控制的实质是闭环矢量控制,即加编码器反馈。
对收卷来说,收卷的卷经是由小到大变化的,为了保证恒张力,所以要求电机的输出转距要由小到大变化。
同时在不同的操作过程,要进行相应的转距补偿。
即小卷启动的瞬间、加速、减速、停车,大卷启动时,要在不同卷经时进行不同的转距补偿,这样就能使得收卷的整个过程很稳定,避免小卷时张力过大;大卷启动时松纱的现象。
2 张力控制变频收卷在纺织行业的应用及工艺要求2.1 传统收卷装置的弊端纺织机械如:浆纱机、浆染联合机、并轴机等设备都会有收卷的环节。
传统的收卷都是采用机械传动,因为机械的同轴传动对于机械的磨损是非常严重的,据了解,用于同轴传动部分的机械平均寿命基本上是一年左右。
而且经常要维护,维护的时候也是非常麻烦的,不仅浪费人力而且维护费用很高,给客户带来了很多的不便。
尤其是纺织设备基本上是开机后不允许中途停车的,如发生意外情况需要停车会造成很大的浪费。
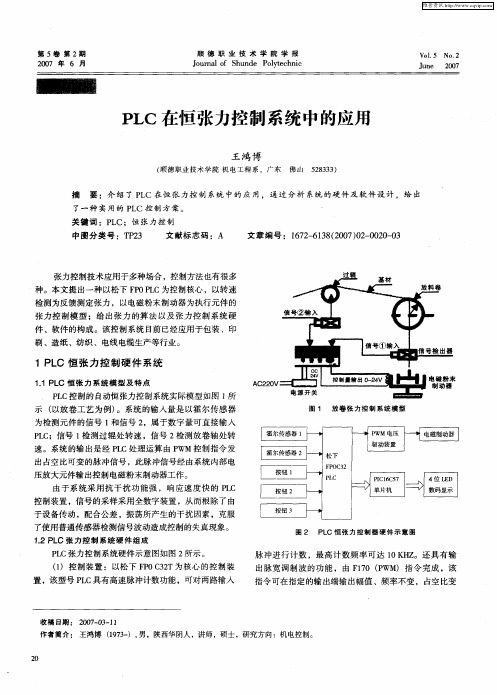
在这种情况下,张力控制变频收卷开始逐渐取代传统的机械传动系统,系统框图如图1所示。
图1 系统构成及系统框图2.2 张力控制变频收卷的工艺要求(1)在收卷的整个过程中都保持恒定的张力。
张力的单位为:牛顿或公斤;(2)在启动小卷时,不能因为张力过大而断纱;大卷启动时不能松纱;(3)在加速、减速、停止的状态下也不能有上述情况出现;(4)要求将张力量化,即能设定张力的大小(力的单位),能显示实际卷径的大小。
2.3 张力控制变频收卷的优点(1)张力设定在人机上设定,人性化的操作;(2)使用先进的控制算法:卷径的递归运算;空心卷径激活时张力的线性递加;张力锥度计算公式的应用;转矩补偿的动态调整等等;(3)卷径的实时计算,精确度非常高,保证收卷电机输出转矩的平滑性能好。
基于OMRON_PLC的PID恒压控制,实现压机

一般根据水的恒压控制理论,水泵消耗功率与转速的三次方成正比,即kW=K×n 3,KW:为水泵消耗功率;n:为水泵运行时的转速;K 为比例系数,水泵的转速用变频器来调节,使用变频设备可使水泵运行平均转速比传统工频转速降低20%,从而达到降低能耗的目的,节能率可达20%-30%。
本厂使用的变频器是安川变频器,可视化控制界面是威纶通品牌的触摸屏控制装置,通过后者实现OMRON(欧姆龙)_PLC 机对变频器的控制,以达到降低压机冷却水用量的目的。
本生产基地共有16台自动液压压砖机PHC4300,压机正常工作时,一般需要保证液压油油温在45℃左右。
为了保证正常工作,每台自动液压压机都配有其独立冷却水系统(热交换系统),单台压机的冷却水一般需求量在15-20m 3/h 左右,总冷却水量约240-320m 3/h 左右,根据系统的用水量每小时240-320m 3/h 左右,我们选择DN250镀锌管道(当压力为2.5kg ·f/cm 2时,管道流量为440m 3/h 左右),这样有一定余量方便以后新增设备。
循环水泵选择单级泵KQW250/350-75/4(流量450M3/小时,扬程41M)。
日常使用过程中,可根据气温的变化及自动液压压砖的工作频率的变化,为了节约能源自动液压压砖机的循环冷却水系统采用PID恒压控制。
应用布局图,如图1所示。
设备包括工程系统用的电器OMRON_PLC_CP1H_CP1H-XA40DR-A、安川变频器A10001台、威纶通触摸屏1个、麦克MPM/MDM484C 型压力控制器1个、75kW 水泵2台、两芯屏蔽电缆线、西门子接触器、OMRON 中间继电器、工业用电柜、铜芯电缆线3×70m2+1×35m 2等材料。
程碧峰,龙海仁,招伟培,黄帅(重庆市东鹏智能家居有限公司,重庆402160),为了节能降耗,一般会对于一年内运行周期达10-12个月的设备,利用各种控制手段达到降耗的目的,例如PID 控制。
复卷机恒张力控制的设计

79China Pulp & Paper Industry No.24 2008复卷机恒张力控制的设计〉 〉 〉 钟立1 陈冰2 (1.双汇集团动力公司,河南漯河,462000;2.漯河职业技术学院,河南漯河,462000)The design of constant tension control in rewinders〉 〉 〉 ZHONG Li 1, CHEN Bing 2 (1.Power Branch in Shineway Group, Luohe 462000, Henan, China; 2.Luohe Vocational and Technical College, Luohe 462000, Henan, China)钟立,工程师,主要从事自动控制系统的研究和设计工作。
摘要:针对复卷机在卷径变化以及加减速时对纸幅张力的影响,提出直接张力和间接张力相结合的复合张力控制、卷径实时计算等方法,用直接张力控制精度;用间接张力提高系统的抗扰动能力,以满足复卷时恒张力控制要求。
关键词:复卷机;恒张力;变频控制Abstract: Aiming at the in fl uences on tension by winding radius varying and accelerating/decelerating during re-winding, a complex control project of combining direct ten-sion with indirect tensions was put forward, with a real-time calculation of winding radius adopted. The requirement of constant tension control was met with accuracy controlled by direct tension and the ablity in antidisturbance raised by indirect tension.Key words: rewinder; constant tension; frequency-varible control中图分类号:TS736+.3; TS734+.7 文献标志码:B文章编号:1007-9211(2008)24-0079-03图1 双底辊复卷机结构复卷机在复卷过程中,纸幅张力会随着纸卷卷径和加减速的不同而大范围的变化,从而影响张力控制的稳定性,造成复卷机有时纸幅张力太低,纸幅松垮或在卷取辊上打滑;有时张力太高,则残余应力过大,甚至爆卷或损伤纸芯。
基于PLC与变频器的恒张力卷绕控制系统

务l 甸 似 违
N tl 面' - n
1 2 04
() 5
\ J,
依据 △ 时 间 内高 速计 数 模块 的计数 值 之 f 差 可 以近 似 算 出卷 绕 辊 的 实 际 瞬 时 转 速 ,设 卷绕 辊 的实 际瞬时 转速 为 r ’) (,关 系式如 下 :
∽ =
参l 訇 似 违
基于P C L 与变频器 的恒 张力卷绕 控制 系统
Cont ols t r ys em ofconst t t si i an en on w ndi ng bas ed on PLC and t ansducer r
刘 东升 。 ,王守 芳 来自目标 。 上 安装 张 力传 感 器 ,采 用 张 力 传 感 器 来 测 量 卷 材 的 实 际张 力 值 ,再 通 过张 力调 节器 控 制 张 力恒 定 。
图 1 典型 卷 绕控 制 系统 的结构 框 图 。 是 图 1中 ,箭 头 所 指 方 向 是 卷 材 的 运 动 方 向 , 牵 引辊 、卷 绕 辊 分 别 由变 频 器 控 制 的 交 流 电动 机
接 法 。两 者 相 比 ,直 接 法 控 制 系统 简单 ,而 且 控 制 精 度较 高 , 间接 法 不 易满 足 控 制 要 求 , 因而 本
论 文 采 用 直 接 张 力 控制 法 ,即 在 传 动 的卷 材 辊 道
从上 式 () () 以看 出 ,卷 材 张力 的大 小 1、 2 可
测 量 辊
在卷 绕过 程 中 ,卷 绕 半 径 是 一 个动 态 的 变 化
过 程 ,由式 ( ) 以 看 出卷绕 辊 的 线 3可 速 度 随 着卷 绕半 径 在 不 断地 变 化 ,因 此 若 要保 持卷 绕 辊 的 线 速 度恒 定 ,必 须 根 据卷 绕 半 径 不 断地 调 整 卷 绕 辊 的
plc恒张力控制步骤

plc恒张力控制步骤嘿,咱今儿就来唠唠 PLC 恒张力控制那些事儿!你想想啊,这恒张力控制就好比是驾驭一辆马车,得稳稳当当的才行呢!首先呢,你得了解你的“马儿”,也就是系统的各种参数和特性。
这就像是你得知道你的马车能拉多重,跑多快,啥样的路它能走得顺溜。
然后呢,根据这些信息来设置合适的参数,这就像是给马车配上合适的缰绳和马鞍。
接下来,就是让 PLC 这个“车夫”上岗啦!它得时刻关注着张力的变化,就像车夫时刻留意着马的状态一样。
一旦发现张力有啥不对劲,它就得赶紧采取行动。
比如说,要是张力变小了,那 PLC 就得让动力加大点儿,就好比车夫抽抽鞭子,让马跑快点儿来保持平衡。
要是张力变大了,那就得减小动力,就像车夫松松缰绳,让马慢下来点儿。
在这个过程中,反馈环节可重要啦!就像车夫得根据马的反应来调整自己的动作一样,PLC 得根据张力的实际情况不断调整控制策略。
这可不是一件简单的事儿啊,得精细着点儿呢!而且啊,这环境的变化也得考虑进去。
就好比马车在路上会遇到刮风下雨,路况也有好有坏。
在不同的情况下,PLC 得灵活应对,不能死板地按照一个套路来。
你说,这 PLC 恒张力控制是不是挺有意思的?它就像是一个聪明的车夫,能把张力控制得稳稳当当,让整个系统顺顺利利地运行。
这可不是随便谁都能做好的事儿,得有经验,有技巧,还得有那份耐心和细心呢!咱再想想,要是没有这恒张力控制,那会咋样呢?那可能就像马车失去了缰绳,乱了套啦!东西可能拉不稳,甚至会出危险呢!所以说啊,这 PLC 恒张力控制可真是太重要啦!你看,这就是 PLC 恒张力控制的大概步骤,说起来简单,做起来可不容易呢!但只要咱用心去研究,去实践,肯定能把它掌握好。
到时候,咱就能让咱的系统像那稳当的马车一样,顺利地跑起来啦!怎么样,是不是对这 PLC 恒张力控制有了更清楚的认识啦?哈哈!。
基于PLC的整经机恒张力控制系统设计
基于PLC的整经机恒张力控制系统设计杜宇;王琛;杨涛;张斌【摘要】设计了基于PLC(可编程控制器)的双伺服整经机恒张力控制系统,采用伺服控制系统,以PLC为控制核心,张力传感器为检测元件,伺服驱动器、伺服电动机为执行元件.设计了启动/停止、PID张力调节,张力过大、过小保护等主要控制程序,建立了人机界面触摸屏.采用双伺服电动机对收放卷轴的转速进行调节,PLC实时进行目标张力与实际反馈张力的比较,通过目标张力和实际反馈张力的差值,控制伺服电动机的速度,形成恒定的整经张力,通过伺服闭环控制系统保证整经过程的恒张力控制.【期刊名称】《毛纺科技》【年(卷),期】2016(044)006【总页数】4页(P58-61)【关键词】整经机;张力控制;PID;伺服系统【作者】杜宇;王琛;杨涛;张斌【作者单位】天津市现代机电装备技术重点实验室,天津300387;天津工业大学机械工程学院,天津300387;天津工业大学机械工程学院,天津300387;天津市现代机电装备技术重点实验室,天津300387;天津工业大学机械工程学院,天津300387;天津工业大学机械工程学院,天津300387【正文语种】中文【中图分类】TS103.322整经是织造前的一道重要工艺,是将一定数量的经纱按照工艺规定的长度和幅宽,以均匀、适宜的张力平行卷绕到经轴上的过程[1-3],整经机分为分批整经和分条整经[4]。
张力过大或者过小都会影响整经产品的质量,进而影响后一步工序的进行[5]。
因此,在放卷绕过程中,保持张力恒定是控制的关键。
张力控制系统主要是运用电子齿轮对线卷绕过程中的张力进行控制,以保持整经张力的恒定。
张力控制系统有很多,袁佑新等[6]采用直流电动机作为执行元件,在保持纱线速度和其他变量不变的情况下,通过调节电动机的励磁电流来控制张力的整体恒定;李核心等[7]采用直接闭环张力控制系统,将传感检测到的张力信号与人为给定的张力信号进行比较后,通过调制器产生的脉宽调制信号来控制伺服电动机的转速,进而来维持纱线速度差的恒定,从而实现恒定的张力控制;李正熙等[8]介绍了一种间接的张力控制系统,输入到单片机的量是直接检测到的纱线角速度和线速度,通过相应的算法计算出卷径和张力补偿电流,再通过常规模拟调节器来实现电流和磁通量控制。
利用plc实现恒线速卷绕修改完

题目:PLC实现恒线速卷绕系统设计摘要卷绕系统是一种常用的控制系统,广泛应用于塑料收卷、钢铁、包装、造纸、印刷、染织等生产过程中。
它要求系统能连续地控制料带再设备上运行时的张力,并且要在规定的速度范围内能有效控制,包括加速、减速及匀速运行。
工业生产上常采用闭环张力控制系统,由张力传感器直接检测料带的实际张力值,然后把张力值转换成张力信号反馈给张力控制器,通过与预先设定的张力值进行比较,计算出控制信号,自动控制执行单元即使实际张力值与给定张力值相等,从而达到张力稳定的目的。
本系统主要以PLC为控制核心,组态软件作为监控层,对系统的信号进行采集和控制。
放卷采用磁粉离合器的被动放卷张力控制方式,主牵引采用三菱FR-A540-1.5K变频器控制交流电动机进行牵引驱动,收卷采用常州宏大HVS–G三相直流可控硅调速装置驱动直流电机进行主动收卷张力控制方式。
在放卷和收卷中均使用三菱LE-40MTA-E张力控制器产品对张力进行检测和控制。
在生产运行过程中为了防止产品在卷绕过程中产生偏移,放卷时利用气动――液压自动纠偏装置,收卷时应用光电纠偏装置对其进行调整。
这样使得生产工艺更完善,产品质量更好。
关键字:卷绕系统;张力控制;恒线速;PLC目录第一章收、放卷张力控制应用概述 (3)1.1行业应用 (3)1.2收、放卷张力控制分类 (4)1.3卷取方式分类比较 (5)1. 4分设计选用 (5)1.4.1放卷方式的选用 (5)1.4.2收卷方式的选用 (6)第二章卷绕系统设计概况 (7)2.1系统简介 (7)2.2系统构成及原理 (8)2.3系统技术指标 (9)2.4 FX2N-4DA详细说明 (9)2.5 系统设计原则 (10)第三章系统主要部件设计 (12)3.1张力控制系统设计 (12)3.1.1放卷张力控制 (12)3.1.2收卷张力控制 (13)3.2 主牵引设计 (14)3.3收卷驱动设计 (15)3.4 纠偏装置设计 (16)3.4.1放卷纠偏 (17)3.4.2 收卷纠偏 (17)第四章卷绕系统电气设计 (19)4.1 电气原理图设计 (19)4.2 PLC发展史 (22)4.3 PLC的概念及特点 (22)4.3.1 PLC的概念 (22)4.3.2 PLC的特点 (23)4.4 PLC的基本结构 (23)4.5 PLC的工作原理 (25)4.6PLC的性能指标 (25)4.7 PLC程序设计 (26)4.8组态软件设计 (28)第五章设计小结 (29)参考文献 (30)附录 (31)致谢 (33)第一章收、放卷张力控制应用概述1.1行业应用在工业生产的很多行业,都要卷绕生产线对物料进行放卷,加工,收卷,其中放卷和收卷时要保持张力的恒定,以提高产品的质量。
PLC在恒张力控制系统中的应用
霍 传 器2 _ 下 尔 感 _松 L-
按钮 1 h
F 0C 2 P 3 P【 C
由于系统采用抗 干扰功 能强 ,响应速度快的 P C L 控制装置,信号 的采样采用全数字装置 , 而根除了由 从
按 L- 钮2 _ —
j
于设备传动 ,配合公差 ,振荡所产生的干扰因素 ,克服
维普资讯
第 5卷 第 2期
2 o 年 6 月 07
顺 德 职 业 技 术 学 院 学 报 J u n l f S u d oye h i o r a h n e P ltc n c o
Vo . NO 2 15 .
Jl 2 0 ui e 07
作者简介: 王鸿博 (9 3), 17 一 男,陕西华 阴人,讲师 ,硕士 ,研究方 向:机电控制。
维普资讯
第 2期
王 鸿博 :PL C在 恒 张力 控制 系统 中的应 用
化的信号【 l J 。张力信号检测及控制算法均 由P C完成。 L
()执 行 装 置 :直 流 2 2 4V,电 流 0 3A的 电磁 粉 ~ 末 制 动 器 ,形 成 阻 力 矩 用 于 形 成 张 力 。 电磁 粉 制 动 器 是 一 种性 能 优 越 的 自动 控 制 元 件 ,它 以磁 粉 为 工 作 介
在 图 3中 ,
为 过轮 半 径 , 。 放 卷 轴 半 径 ,见 为
为放 卷 的带 材半 径 , 为 带运 行 的线 速 度 。根据 电磁粉 末 制 动器 工 作原 理 可知 ,磁 粉 制 动器 产生 的制 动力 矩是
与励 磁 电流 的大小 成 正 比的 ,即 :
=
质 ,以激磁 电流为控制 手段 ,达到控制制 动或传递转
【应用案例】分切机恒张力控制系统

【摘要】该方案采用2套MOTEC内置PLC型交流伺服无需外加控制器,即可完成分切机的恒张力收放料控制。
这种内置的PLC在运行中控制部分可直接调用伺服参数,不需要通过额外通信接口。
响应速度高,抗干扰能力强。
避免接口通讯问题。
除了分切机在其他各种自动化设备应用中也有其独特的优势。
【关键字】MOTEC内置PLC速度控制转矩控制一、系统结构主动辊带动料膜旋转收料,料膜通过若干展平辊,通过张力摆杆反馈,带动放料轴以恒定张力放料,基础张力由张力摆杆气缸提供。
二、控制方式收料轴为模拟速度控制,使用外部电位器进行工作速度设定。
伺服电机内部参数控制加减速时间,并由一个外部开关控制伺服电机使能,当电机设置好工作速度后,可通过伺服使能按钮控制电机工作,励磁,无需每次都调节电位器刻度。
放料轴伺服电机采用转矩模式+速度限制,通过张力摆杆带动电位器反馈给伺服系统的模拟量接收端口,转换为数字量,再根据内置PLC的PID(比例,积分,微分)调节功能,在1ms周期中,用偏差量计算出对应的程控值。
输出给伺服电机对应的转矩值三、工作流程1、安装放料辊料膜,将料膜通过展平辊,张力摆杆缠绕到收料轴上。
2、调压阀设定张力摆杆基础张力,将张力摆杆顶起。
3、放料轴工作按钮按下,此时放料轴反向以每分钟10转低速度旋转,将料膜拉紧,张力摆杆拉到设定位置。
系统准备完成。
4、设定收料轴旋转速度,收料轴开始旋转,放料轴根据摆杆反馈开始配合放料。
四、系统优势1、本系统采用MOTEC交流伺服驱动自带的运动控制和逻辑控制功能,无需外部控制器协调工作,节省成本。
2、外围部件简洁,只有一个电位器设置速度,一个按钮控制伺服工作。
3、采用MOTEC交流伺服驱动内置PLC中PID调节模块进行偏差量调节,采样时间短,误差小,系统平稳,运行中张力摆杆保持不动。
4、采用转矩+速度限制控制放料,发生意外情况料膜断裂时,放料辊不会高速旋转(保持10rpm),更加安全。
5、可扩展性强,收料轴电机也可以通过模拟量输入接口采集传感器反馈偏差量信号进行PID控制,这样可以将整套收放料设备并入更加复杂的设备系统中,如金属蒸汽镀膜设备,收料轴接收镀膜厚度传感器信息进行PID调节控制收料速度,放料轴跟随保持恒张力放料。
PLC控制器在九模连续退火大拉机收线恒张力系统上的应用

PLC控制器在九模连续退火大拉机收线恒张力系统上的应用摘要:本文重点介绍我公司的大拉机收线部分恒张力控制软件设计内容。
针对我公司的大拉机实际情况,利用三菱FX2NPLC强大的功能指令,编写相应特定的张力控制软件,对九模连续退火大拉机生产线中的盘式收线部分进行恒张力控制系统的改造。
关键词:PLC控制器;大拉机;恒张力;初始卷径A/D;D/A转换模块;张力转换一、工艺流程简述线径为8毫米的铜杆进入拉丝机(动力为拉丝机直流电机带动),经过拉丝模具的拉丝后,线径变为合符工艺要求的硬铜线,并以一定的速度输出;进入退火机进行退火软化,其动力由退火电机带动,软化后的铜线就进入收线机收线。
收线机是双盘收线,自动换盘。
大拉丝机生产线正常的情况下,张力辊的位置在中点位置附近。
拉丝机、退火机、收线机三者的速度就相等,处于最佳状态。
二、存在问题2006年中,我公司为了各种电线电缆的生产需要,从佛山市国耀实业有限公司电工机械厂引进了一条九模连续退火大拉机生产线,拉丝机部分电机采用直流电机拖动,牵引和收线机部分的电机采用变频器控制;收线恒张力控制。
恒张力卷取控制器的型号为:JK-A3,由深圳杰控科技有限公司的一位工程师发明的。
是模拟式恒张力卷取器。
此控制器运行存在着如下问题:1初始卷径会变化,使得初始收线困难,因此,要经常调整初始卷径和PID参数,这些参数调整要有一定的专业知识。
调整起来要费一定的时间和精力。
2到了夏天,环境温度较高,控制器的参数要变化,收线出现不稳定,严重影响了产量和效益。
二、改进方案2018年1月底2月初,利用年底生产压力不紧张之际对生产线进行技术改造。
其方案:保留原来的收线变频器。
由于大拉机生产线采用三菱PLC控制器,其型号为FX2N-128MR。
其有较为强大的功能指令。
因此,取消了恒张力控制器,增加四路模拟输入的A/D模块(FX2N-4AD)和四路模拟输出模块(FX2N-4DA),分别对拉丝直流电机控制器、退火变频器、退火控制器和收线变频器进行控制。
基于PLC的恒张力恒速度卷绕控制系统设计
基于PLC的恒张力恒速度卷绕控制系统设计
刘伟;胡昂;何勇
【期刊名称】《工业控制计算机》
【年(卷),期】2022(35)4
【摘要】针对目前众多行业中都需要解决的高效率下恒张力恒速度卷绕控制问题,以典型的收放卷系统为研究对象,提出了一套完整的恒张力恒速度控制方案,对关键部分进行了建模,并在张力控制中引入了积分分离和可变参数的PI算法,同时进行了相关实验,验证了算法的有效性。
该系统以西门子S7-1500的PLC为控制核心,交流同步伺服电机为执行器,通过张力传感器和增量编码器获取张力和线速度反馈值,经过PLC运算后分别控制收卷辊和放卷棍电机的转速来达到恒张力、恒速度的控制。
【总页数】3页(P117-118)
【作者】刘伟;胡昂;何勇
【作者单位】三峡大学电气与新能源学院
【正文语种】中文
【中图分类】TP2
【相关文献】
1.基于PLC的整经机恒张力控制系统设计
2.纱线卷绕恒张力控制系统设计
3.基于PLC与变频器的恒张力卷绕控制系统
4.基于模糊自适应PID的恒张力卷绕系统设计
5.恒张力恒速度卷绕控制系统的设计及应用
因版权原因,仅展示原文概要,查看原文内容请购买。
plc压力控制程序实例
plc压力控制程序实例(原创实用版)目录一、PLC 压力控制程序概述二、PLC 压力控制程序实例分析1.恒压控制梯形图程序2.压力控制系统的台达 PLC 程序3.用压力控制调节阀开度的 PLC 程序4.基于 PLC 的液压机自动控制系统三、PLC 压力控制程序的实际应用1.换热站自动监控系统2.基于 PLC 的流量液位压力控制系统四、PLC 压力控制程序的发展前景正文一、PLC 压力控制程序概述PLC(可编程逻辑控制器)是一种广泛应用于工业自动化控制的设备,它可以实现逻辑控制、时序控制等多种控制功能。
在压力控制方面,PLC 可以根据压力传感器的信号,对压力进行调节,从而实现对液压设备、换热站等设备的自动控制。
本文将通过实例分析,介绍 PLC 压力控制程序的基本原理和应用方法。
二、PLC 压力控制程序实例分析1.恒压控制梯形图程序恒压控制梯形图程序是一种常见的 PLC 压力控制程序,其基本原理是:通过模拟量设定目标值,然后用传感器的模拟量与目标值进行比较,实现区间比较或大小比较,从而控制压力在设定范围内。
2.压力控制系统的台达 PLC 程序台达 PLC 是一种常见的 PLC 品牌,其 N80-M22mad-AC/DC 型号的PLC 具有较强的压力控制功能。
通过编写梯形图程序,可以实现对压力传感器信号的采集和处理,从而实现对压力的精确控制。
3.用压力控制调节阀开度的 PLC 程序压力控制调节阀是压力控制系统中的重要组成部分,通过调节阀的开度,可以实现对压力的精确控制。
利用 PLC 编写相应的程序,可以根据压力传感器的信号,对调节阀进行控制,实现压力的自动调节。
4.基于 PLC 的液压机自动控制系统液压机是工业生产中常见的设备,通过对液压机的自动控制,可以提高生产效率和产品质量。
基于 PLC 的液压机自动控制系统,可以通过编写相应的程序,实现对液压机的压力、流量等参数的自动调节。
三、PLC 压力控制程序的实际应用1.换热站自动监控系统换热站是工业生产中常见的设备,通过对换热站的自动监控,可以实现对管网压力、流量的控制。
演示文稿恒张力控制
• γ通讯设定
第13页,共65页。
BW相关参数
• 10-37线速度来源选择(无/AVI/ACI/AUI/485/脉冲/DFM) • DFM频率=输出频率(H)*数字输出频率倍数(03-07) • 最大线速度对应的最大接受频率(PG卡) • =最高操作频率(1-00)*数字输出频率倍数(03-07)
• 08-43最大卷径
• 08-44空卷卷径 • 08-45初始卷径设定选择( AVI/ACI/AUI/485 ) • 08-46初始卷径设定值0
• 08-47初始卷径设定值1 • 08-48初始卷径设定值2
第19页,共65页。
VE相关参数
• 08-49每圈脉冲数(厚度积分法-编码器在收卷轴,接入PG2端子) • 08-50每层圈数(厚度积分法) • 08-51材料厚度(厚度积分法) • 08-52卷径滤波时间 • 08-54当前卷径 • 10-00PG脉冲范围设定(厚度积分法-编码器在电机侧,接入
• 10-59断带检测启动选择 • 10-60断带检测最小线速度限制 • 10-61断带检测卷径误差量 • 10-62断带检测时间
第27页,共65页。
VE相关参数
• 08-59断带检测启动选择 • 08-60断带检测最小线速度限制 • 08-61断带检测卷径误差量 • 08-62断带检测时间
第28页,共65页。
第23页,共65页。
4张力锥度控制
• 有的卷曲控制,需要材料张力随着卷径增大而相应降 低,以防止损伤卷轴和提高产品卷曲质量。
• 张力锥度公式:F=F0*(1-K(1-D0/D)) • F实际输出张力,F0设定张力,K张力锥度系数,D0最小卷径,D当前卷径
第24页,共65页。
三菱PLC模拟量控制变频电机恒线速度恒张力

三菱PLC模拟量控制变频电机恒线速度恒张力
在绕卷机和导开机的工作过程中卷轴的直径随着绕卷(或导开)的累积不断变大(或变小),而且很多场合中需要绕卷的线速度和制品的张力保持稳定。
这就需要卷轴的角速度和转矩随着直径的变化而变化。
例如有一台导开设备,制品由输送带牵引,牵引制品的张力有一根张力检测辊检测,制品导开辊的卷轴有一定阻尼使得制品在导开过程中有一定张力,制品导开的动力由一根带变频电机的垫布绕卷辊提供。
设备大致结构如下图所示
如图所示,在输送带运行的过程中带动其上面的制品向前移动,从而在张力辊上产生一个大约45度角的张力。
根据工艺的要求需要在导开的过程中制品在导开辊上产生一定的张力保证制品有一定的张紧度。
从图中可知,导开制品的速度由垫布绕卷辊控制,且制品的张力也是由垫布绕卷辊来实现的。
那么在垫布上产生的张力F(张力)=F(导开阻力)-F(垫布绕卷)
在这个过程中制品是张紧的,那么如果采用速度控制的方式来实现,则很容易出现张力过大(导开线速度<。
恒张力控制系统课程设计(附程序)

恒张力控制系统课程设计(附程序)单片机原理及应用课程设计项目名称: 恒张力控制系统姓名: 学院: 机电学院专业: 机械电子工程学号:目录摘要: .................................................................... ..................... 1 一(课程设计的要求、目的和意义 (2)1.1课程设计要求: (2)1.2课程设计的目的与意义: (2)二:总体方案的设计: (2)2.1外围系统设计: (2)2.2系统结构框图: (3)2.3工作原理介绍: ............................................................. 4 三:各单元硬件设计说明 (4)3.1单片机的选择: (4)3.2键盘与LED驱动芯片的选择: (6)3.3AD转换芯片的选择: (9)3.4DA转换芯片的选择: (10)3.5看门狗芯片的选择: (12)3.6注:..................................................................... ......... 14 四:软件设计与说明.. (14)五(程序 ..................................................................... .. (17)摘要:张力控制系统往往是张力传感器和张力控制器的一种系统集成,目前主要应用于冶金,造纸,薄膜,染整,织布,塑胶,线材等设备上,是一种实现恒张力或者锥度张力控制的自动控制系统,其作用主要是实现辊间的同步,收卷和放卷的均匀控制。
这种控制对机器的任何运行速度都必须保持有效,包括机器的加速、减速和匀速。
即使在紧急停车情况下,也应有能力保证被分切物不破损。
张力控制的稳定与否直接关系到分切产品的质量。
基于PLC的收排线机恒张力控制系统的设计
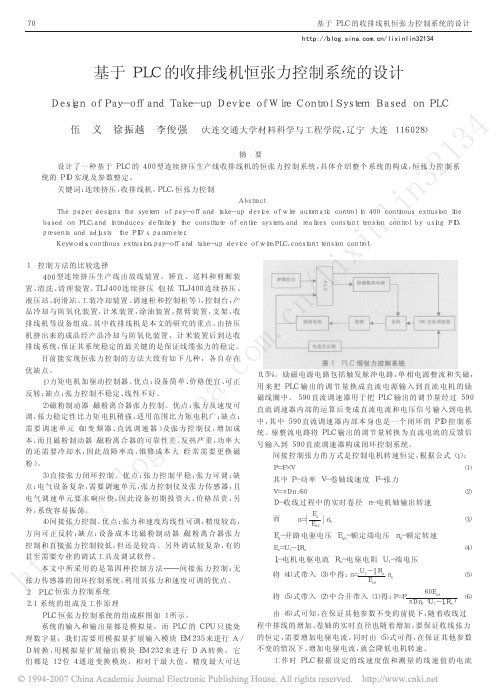
基于PLC的收排线机恒张力控制系统的设计1控制方法的比较选择400型连续挤压生产线由放线装置,矫直、送料和剪断装置,清洗、清理装置,TLJ400连续挤压(包括TLJ400连续挤压、液压站、润滑站、工装冷却装置、调速柜和控制柜等),控制台,产品冷却与防氧化装置,计米装置,涂油装置,摆臂装置,支架,收排线机等设备组成。
其中收排线机是本文的研究的重点。
由挤压机挤出来的成品经产品冷却与防氧化装置,计米装置后到达收排线系统,保证其系统稳定的最关键的是保证线缆张力的稳定。
目前能实现恒张力控制的方法大致有如下几种,各自存在优缺点。
1)力矩电机加驱动控制器。
优点:设备简单、价格便宜、可正反转;缺点:张力控制不稳定、线性不好。
2)磁粉制动器/磁粉离合器张力控制。
优点:张力及速度可调,张力稳定性比力矩电机稍强,适用范围比力矩电机广;缺点:需要调速单元(如变频器、直流调速器)及张力控制仪,增加成本,而且磁粉制动器/磁粉离合器的可靠性差、发热严重,功率大的还需要冷却水,因此故障率高,维修成本大(经常需要更换磁粉)。
3)直接张力闭环控制。
优点:张力控制平稳,张力可调;缺点:电气设备复杂,需要调速单元,张力控制仪及张力传感器,且电气调速单元要求响应快,因此设备初期投资大,价格昂贵,另外,系统容易振荡。
4)间接张力控制。
优点:张力和速度均线性可调,精度较高,方向可正反转;缺点:设备成本比磁粉制动器/磁粉离合器张力控制和直接张力控制较低,但还是较高。
另外调试较复杂,有的甚至需要专业的调试工具及调试软件。
本文中所采用的是第四种控制方法———间接张力控制:无张力传感器的闭环控制系统,利用其张力和速度可调的优点。
2PLC恒张力控制系统2.1系统的组成及工作原理PLC恒张力控制系统的组成框图如1所示。
系统的输入和输出量都是模拟量,而PLC的CPU只能处理数字量,我们需要用模拟量扩展输入模块EM235来进行A/D转换,用模拟量扩展输出模块EM232来进行D/A转换,它们都是12位4通道变换模块,相对于最大值,精度最大可达0.5%。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
plc恒张力控制案例程序
项目目的
1.了解电线自动化生产线张力控制系统;
2.掌握电线自动化生产线恒张力控制系统工作原理;
3.掌握S7-300PLC编程软件平台、STEP7的程序结构和编程方法;
・培养学生逻维思维能力、创新能力、分析题与解决问题能力
二、硬件系统设汁
1硬件系统组成
硬件系统由编程计算机(上位机)、S7-300PIC控制器(下位机)和电线生产线(被控对象)等组成,编程计算机(RS232通讯口)和37-300PLC控制器(DP通讯接口)之间通讯米用PP1通讯方式。
2·恒张力控制原理
恒线速度恒张力调节系统以牵引机的速度为全线的基准速度,实现前后张力分段。
收线机为卷取张力调节系统,放线机为开卷机张力调节系统,前后张力方向相反开卷机由欧陆514C致力调速板控制,形成一个张力、电流双闭环调速系统,它按照牵引机速度进行调节,开卷机张力给定,张力反馈信号和开苍机屯流、张力双闭环调节系统构成了开卷机的调速系统,随着生产的进行,开卷机上的铜线盘半径不断减小,相应的电机转速必须逐断增人才能保持电线上的张力恒定,但实现裸铜线的线圈半径检测很困难于是我们采用电缆张力负反馈,这样根据张力反馈信号的人小来调节开卷机的转速,在整个过程中开卷机随着牵引机的速度转动,从而使电缆张力保持恒定。
1.模拟量闭环控制系统的组成
2模拟量闭坏控制原理图
在过程控制中,按照偏差的比例(P)、积分(1)和微分(D)进行控制的PI控制器是应用最广泛的一种自动控制器。
2.57-300PLC实现闭环控制的方法
S7-300PLC的FM355是智能化的4路迎用闭环控制模块,可用于化工和过程控制,模块带有A/D转换器和D/A转换器除了专用的闭环控制模块,S7-
300PLC也可以用PID控制功能块来实现PID控制。
但是需要配置模拟量输入模块和模拟量输出模块系统功能块SFB41可用于cPUr314的闭环控制。
SFB41“COR_C”(连续控制器)
的输出为连续变量。
可以用SFB“CONT C”作为单独的PID晅指控制器。
控制器的功能基于模拟信号采样控制器的PID控制算法。
3.程序要求
(1)按下开卷电机起动按钮,开卷电机起动,经过P参数和参数设定的PID控制器控制电线的张力达到要求的恒定值。
(2)按下牵引电机起动按钮,牵引电机起动,通过调节控制牵引电机的变频器的给定值调节牵引电机的转速,要求PID控制器鬥动控制开卷机的转速保持电线的张力维持恒定值。
(3)按下停止按钮,系统停止运行。
4程序设计提示
(1)生产线启动过程应先起动放线机,再起动牵引电机。
(2)PID控制方式中的P参数和工参数的数值多为经验值,可通过多次试验得出合适的设定值。
四、习报告设汁要求
1.实验前,根据控制内容设计出系銃的接线图、程序流程图、时序图设计出控制程序,并尝试创新出其他的电线生产线恒张力控制功能。
五、系统调试及问题分析
实验中,先把事先设计好的控制程序输入编程计算机,编译无错误后(只说明编程语法无错误)下载到PILC的CPU中。
2.PLC控制器控制电线生产线运行,如果控制功能不满足要求,再进行控制程序调试(可在监控状态下),反复修改控制程序直到满足控制功能为止。
3.在调试中所遇到的问题,要运用所学的理论知识或实践经验独立解决,逐步提高分析问题及解决问题的能力。
六、设计报告要求
1.实验结束后,要书写出设计报告,报告中要求有系统接线图、状态时序图、程序流程图、带有功能注释的控制程序等;
2.报告小必须有词试过程小遇到的问题及解决方法;收获、体会及建议。