钢铁厂化验误差允许值
一般轧制钢材下产前的允许偏差值

一般轧制钢材下产前的允许偏差值注:碳当量CE=C+Mn/6+Ni/15+(Mo+Cr)/4+Cu/13(%) 各种金属材料焊后消除应力热处理温度金属焊接性能间接评定方法一、碳当量法常用碳当量(Ceq)计算公式国际焊接学会(IIW)Ceq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15(%)美国焊接学会(A WS)Ceq-C+Mn/6+Si/24+Ni/15+Cr/5+Mo/4+Cu/13+P/2(%) 日本工业标准(JIS)Ceq=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/4(%)其中IIW 式用的较多,该式主要用于含碳量较高(C ≥0.18%)的中高强度非调质合金钢(σb=500~900Mpa);JIS 主要用于低碳调质钢(σb=500~1000Mpa) 在计算碳当量时,合金元素含量一般取其成分范围的上限。
计算出的碳当量数量越高,被焊母材的淬硬倾向越大,越容易产生冷裂纹,采用IIW 式计算的Ceq<0.4%时,钢材的淬硬性不大,焊接性能良好,当Ceq=0.4%~0.6%时,钢材易于淬硬 ,焊接时需要预热才能防止裂纹,当Ceq>0.6%时,钢材的液硬倾向大,焊接性差。
二、冷裂敏感指数法根据化学成分,熔敷金属含氢量(H)和板厚(δ)或拘束度(R)来估算低合金钢的焊接冷裂倾向以及所需的预热温度。
D D Pcm=C+(Mn+Cr+Cu)/20+Si/30+Ni/60+Mo/15+V/10+5B(%) 三、热裂纹和再热裂纹指数对于一般低合金高强度钢(包括低温钢和珠光体耐热钢),热裂纹指数计算公式为3103)100/25/(X VMo Cr Mn Ni Si P S C H cs ++++++=当Hcs ≤4时,可以防止热裂纹。
对于低碳钢,低合金中碳钢等,热裂纹指数为410703)30/25/(X MoTi Cr Mn Ni Si P S C H cs ++++++=当Hcs ≤2时,可以防止热裂纹根据合金元素(Cr 、Mo 、V 、Nb 、Ti 等)对钢材再热裂纹的影响可以得到评定钢材再热裂纹的经验公式:ΔG=Cr+3.3Mo+8.1V -2式中,ΔG 为再热裂纹敏感性指数,当Δ>0时,易产生再热裂纹。
常用钢材尺寸允许偏差范围2023
常用钢材尺寸允许偏差范围2023钢材作为我们日常生活和工业生产中广泛使用的材料之一,其尺寸的准确性和偏差范围对于保证产品质量和使用安全至关重要。
在钢材制造和加工过程中,由于各种原因,很难做到尺寸完全精确,因此,钢材的允许偏差范围是必不可少的。
常用钢材的尺寸允许偏差范围可以根据国家标准进行规定和统一。
以下是一些常见的钢材尺寸及其允许的偏差范围:1. 直径:对于圆形钢材,其直径是一个重要的尺寸指标。
国家标准规定了不同直径范围内的钢材允许的偏差范围。
例如,对于直径小于等于50mm的圆钢,其允许偏差范围是±0.5mm;对于直径大于50mm的圆钢,其允许偏差范围是±1.0mm。
这样的规定可以确保钢材的直径满足要求,从而保证了加工和使用的准确性和安全性。
2. 厚度:对于板材和薄板材料,其厚度是一个关键的尺寸参数。
国家标准对于不同厚度范围内的钢材允许的厚度偏差进行了规定。
例如,对于厚度小于等于4mm的钢板,其允许偏差范围是±0.3mm;对于厚度大于4mm的钢板,其允许偏差范围是±0.5mm。
这样的规定可以确保钢板的厚度满足设计要求,从而保证了产品的质量和可靠性。
3. 宽度:对于带状材料和板材,其宽度也是一个重要的尺寸参数。
国家标准对于不同宽度范围内的钢材允许的宽度偏差进行了规定。
例如,对于宽度小于等于300mm的钢带,其允许偏差范围是±0.5mm;对于宽度大于300mm的钢带,其允许偏差范围是±1.0mm。
这样的规定可以确保钢带的宽度满足设计要求,从而保证了产品的加工和使用的准确性。
4. 长度:对于钢材的长度,允许的偏差范围通常较小。
国家标准对于不同长度范围内的钢材允许的长度偏差进行了规定。
例如,对于长度小于等于2000mm的钢材,其允许偏差范围是±2.0mm;对于长度大于2000mm的钢材,其允许偏差范围是±3.0mm。
这样的规定可以确保钢材的长度满足要求,从而保证了产品的装配和使用的准确性。
钢板误差允许值范围

钢板误差允许值范围引言钢板是一种广泛应用于建筑、制造和汽车等行业的常用材料。
在生产和加工过程中,钢板的大小和形状主要受到误差的影响。
为了保证钢板的质量和尺寸的准确性,制定了钢板误差允许值范围的标准。
本文将深入探讨钢板误差的定义、分类以及常见的允许值范围。
一、钢板误差的定义钢板误差是指在加工或生产过程中,钢板的实际尺寸与理论或设计尺寸之间的差异。
钢板误差可分为尺寸误差和形状误差两类。
1. 尺寸误差尺寸误差是指钢板的实际尺寸与理论或设计尺寸之间的差异。
尺寸误差可分为长度误差、宽度误差和厚度误差三个方面。
•长度误差:钢板长度与理论长度的差值。
•宽度误差:钢板宽度与理论宽度的差值。
•厚度误差:钢板厚度与理论厚度的差值。
2. 形状误差形状误差是指钢板的实际形状与理论或设计形状之间的差异。
形状误差可分为平直度误差、翼形误差、弯曲误差和表面质量误差等几个方面。
•平直度误差:钢板表面与平面的垂直度偏差。
•翼形误差:钢板两侧边缘的高低不平整度。
•弯曲误差:钢板在加工过程中出现的弯曲变形。
•表面质量误差:钢板表面的凹凸不平或者划痕等问题。
二、钢板误差的分类根据国家标准和行业标准,钢板误差可被划分为不同的等级和范围。
以下是常见的钢板误差分类及其允许值范围。
1. 尺寸误差分类根据国家标准,钢板尺寸误差可分为一级误差、二级误差和三级误差。
•一级误差:尺寸误差在规定的范围内,适用于高精度要求的场合,如航天器制造等。
允许值范围通常较小。
•二级误差:尺寸误差略大于一级误差,适用于一般精度要求的场合,如建筑和汽车制造等。
允许值范围适中。
•三级误差:尺寸误差较大,适用于低精度要求的场合,如大型机械制造等。
允许值范围通常较大。
2. 形状误差分类根据行业标准,钢板形状误差可分为A级、B级和C级。
•A级:形状误差最小,适用于高精度要求的场合,如航空航天等。
允许值范围较小。
•B级:形状误差略大于A级,适用于一般精度要求的场合,如建筑和机械制造等。
钢铁及铁合金分析误差

0.30
>0.050-0.100
0.010
>0.100-0.250
0.015
>0.25-0.50
0.02
>0.50-1.00
0.03
>1.00-2.00
0.04
>2.00-3.00
0.05
铝
>0.010-0.030
0.003
≤0.050
0.05
>0.030-0.050
0.005
>0.50-1.00
0.03
>5.00-10.00
0.20
>0.500-1.000
0.04
>10.00-25.00
0.30
>1.00-2.50
0.05
>25.00-50.00
0.40
>2.50-4.00
0.06
>50.00
0.60
>4.00
0.07
锰
≤0.050
0.005
≤0.20
0.02
>0.050-0.100
0.010
0.004
≤50.00
0.50
>0.050-0.100
0.010
>0.100-0.300
0.015
>50.00
0.60
>0.300-0.500
0.020
>0.500-1.000
0.025
>1.00-2.00
0.04
>2.00-4.00
0.06
>4.00-8.00
0.10
>8.00-15.00
常用钢材尺寸允许偏差范围2023
常用钢材尺寸允许偏差范围2023在工业生产和建筑领域中,钢材是一种常见的材料,广泛应用于各种结构和设备中。
钢材的尺寸精度对于产品的质量和性能具有重要影响。
因此,制定了一系列标准和规范,对常用钢材的尺寸允许偏差范围进行了规定。
常用钢材的尺寸允许偏差范围是指钢材在生产过程中,其实际尺寸与标准尺寸之间的允许偏差范围。
这是为了考虑到生产过程中的不可避免的误差和变形,以及钢材在使用过程中的装配要求而制定的。
根据国家标准和行业规范,常用钢材的尺寸允许偏差范围一般分为以下几个方面。
首先是钢材的长度允许偏差范围。
钢材的长度允许偏差是指钢材的实际长度与标准长度之间的允许差值。
一般来说,钢材的长度允许偏差范围较小,以保证钢材在使用时的装配精度和结构稳定性。
其次是钢材的宽度允许偏差范围。
钢材的宽度允许偏差是指钢材的实际宽度与标准宽度之间的允许差值。
钢材的宽度允许偏差范围一般较小,以保证钢材在使用时的装配精度和结构稳定性。
再次是钢材的厚度允许偏差范围。
钢材的厚度允许偏差是指钢材的实际厚度与标准厚度之间的允许差值。
钢材的厚度允许偏差范围的大小与钢材的具体用途有关,一般要求较高的钢材需要较小的厚度偏差。
钢材的截面形状和外形尺寸也有相应的允许偏差范围。
这包括钢材的直线度、弯曲度、偏斜度、平直度等方面的要求。
这些偏差范围的规定是为了保证钢材在使用过程中的装配精度和结构稳定性。
需要注意的是,钢材的尺寸允许偏差范围是根据国家标准和行业规范制定的,不同的钢材和不同的用途有不同的要求。
在实际应用中,需要根据具体的情况选择合适的钢材和合适的尺寸允许偏差范围。
常用钢材的尺寸允许偏差范围是为了保证钢材在生产和使用过程中的装配精度和结构稳定性而制定的。
钢材的尺寸允许偏差范围涉及到钢材的长度、宽度、厚度、截面形状和外形尺寸等方面的要求。
在选择和使用钢材时,需要根据具体的情况和要求来确定合适的尺寸允许偏差范围。
通过严格控制钢材的尺寸允许偏差,可以保证钢材的质量和性能,提高产品的安全性和可靠性。
国家规定钢筋允许误差
国家规定钢筋允许误差I级钢的标准为GB13013-91《钢筋混凝土用热轧光圆钢筋》:II级和III级钢的标准为GB1499-1998《钢筋混凝土用热轧带肋钢筋》。
1.热轧带肋钢筋尺寸、外形、重量和允许偏差,1)公称直径范围及推荐直径钢筋的公称直径范围为6~25mm,标准推荐的钢筋公称直径为6、8、10、12、14、16、18、20、22、25、32、40、50mm;内径为5.8、7.7、9.6、11.5、13.4、15.4、17.3、19.3、21.3、24.2、31.0、38.7、48.52)带肋钢盘的表面形状(见附图)及尺寸允许偏差、带肋钢筋横肋应符合下列基本规定:横肋与钢盘轴线的夹角β不应小于45度,当该夹角不大于70度时,钢筋相对两面上横肋的方向应相反;横肋与间距l不得大于钢筋公称直径的0.7倍;横肋侧面与钢筋表面的夹角α不得小于45度;钢筋相对两面上横肋末端之间的间隙(包括纵肋宽度)总和不应大于钢筋公称周长的20%;当钢筋公称直径不大于12mm时,相对肋面积不应小于0.055;•公称直径为14mm和16mm,相对肋面积不应小于0.060;公称直径大于16mm时,相对肋面积不应小于0.065。
3)长度及允许偏差a、长度:钢筋通常按定尺长度交货,具体交货长度应在合同中注明;•钢筋以盘卷交货时,每盘应是一条钢筋,允许每批有5%•的盘数(不足两盘时可有两盘)由两条钢筋组成。
其盘重及盘径由供需双方协商规定。
b、长度允许偏差:钢筋按定尺交货时的长度允许偏差不得大于+50mm。
c、弯曲度和端部:直条钢筋的弯曲变应不影响正常使用,总弯曲度不大于钢筋总长度的40%;钢筋端部应剪切正直,局部变形应不影响使用。
4)重量允许偏差:直径6~12mm为±7%,14~20mm为±5%,22~50mm为±4%。
续;图中:d-钢筋内径;α-横肋斜角;h-横肋高度;β-横肋与轴线夹角;h1-纵肋高度;θ-纵肋斜角;a-纵肋顶宽;l-横肋间距;b-横肋顶宽2.热轧光圆钢筋尺寸、外形:1). 钢筋的公称直径范围为8mm~20mm,推荐的钢筋公称直径为8、10、12、14、16、18、20mm.2). 钢筋的公称直径、横截面积列于下表:公称直径公称截面面积公称质量(mm)(mm2 kg/m)8 50.27 0.39510 78.54 0.61712 113.1 0.88814 153.9 1.2116 201.1 1.5818 254.5 2.0020 314.2 2.473). 钢筋的直径允许偏差:A级精度+0.40mm B级精度+0.30mm C级精度+0.15mm4). 通常长度:钢筋按直条交货时,其通常长度为3.5m~12mm,其中长度为3.5m至小于6 m 之间的钢筋不得超过每批质量的3%。
一般轧制钢材下产前的允许偏差值

预热温度(℃)
冷裂敏感指数
应用条件
T0=1440Pc-392
Pc=Pcm+[H]/60+δ/600
斜 y 形坡口试件,适用于 C
≤ 0.17% 的 低 合 金 钢 , H=1~5mL/100g , δ
=19~50mm
T0=1600PH-408
PH=Pcm+0.075lg[H]+R/(4X105) 斜 y 形坡口试件,适用 范
HP 50 克
铝合金
每 升 水 中 磷 酸 每 升 水 中 硝 酸 80~120
110~150 克 , 15~25,温度 20~25℃
K2Cr2O71.5~0.8 克,
温度 30~50℃
镁合金
在 0.3~0.5 升水中氢 氧化钠 300~600 克,
120~180
硝 酸 钠 40~70 克 , NaNO2 150 克,温度
围同上,但 H>5mL/100g,
R=5000~33000N/mm2
T0=1400PHT-330
PHT=Pcm+ 0.088lg[ λ H’D] 斜 y 形坡口试件,RHT 考虑
+R/(4X105)
了氢在熔合区附近的聚集
上表中 H’D 为有效扩散氢含量(ml/100g),表中λ为有效系数(低氢焊条 0.6,H’D=[H]/2,
Ceq=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/4(%)
其中 IIW 式用的较多,该式主要用于含碳量较高(C≥0.18%)的中高强度非调质合金钢(σ b=500~900Mpa);JIS 主要用于低碳调质钢(σb=500~1000Mpa) 在计算碳当量时,合金元素含量一般取其成分范围的上限。
钢材成品分析化学成分允许偏差
钢材成品分析化学成分允许偏差摘要:在钢材检测试验中,常常遇到临界值的问题,此时就需考虑允许偏差,本文讨论了允许偏差的原理,和偏差允许范围,以方便处理临界值问题。
关键词:钢材;成品分析;偏差1引言随着钢材产业的升级,钢材分析方法也得到了完善,所分析的数据准确性更高,在检测手段上,要求尽可能输出精确数据的同时,考虑钢材熔炼过程中不可避免的材料不均匀性,对材料成分的允许偏差做了相应规定。
由于质检员常用成品分析,掌握允许偏差的范围和原因,对判断钢材质量有着很大的帮助。
2产生原因工艺过程中,钢材采用的是熔炼分析,熔炼分析是指在钢液浇注过程中采取样锭,然后进一步制成试样并对其进行的化学分析。
分析结果表示同一炉或同一罐钢液的平均化学成分。
工艺完成后,检验员通常对钢材进行成品分析。
成品分析是指在经过加工的成品钢材(包括钢坯)上采取试样,然后对其进行的化学分析。
成品分析主要用于验证化学成分,又称验证分析。
由于钢液在结晶过程中会产生元素的不均匀分布(或偏析),成品分析的值有时与熔炼分析的值不同。
基于以上原因,就出现了成品化学成分允许偏差。
具体地说,由于钢中元素偏析,成品分析的值有可能超出标准规定的成分范围。
对超出的范围规定一个允许的数值,就是成品化学成分允许偏差。
3成品分析用试样的取样和制样方法在GB222-2006《钢的化学成分允许偏差》中,未对取样方法做明确规定,而GB222-1984《钢的化学分析用试样取样法及成品化学成分允许偏差》中提到取样应遵循的原则,此处引用GB222-1984中的规定,做具体介绍。
(1)用于钢的化学成分成品分析的试样,必须在钢液或钢材具有代表性的部位采取。
试样应均匀一致。
能充分代表每一罐号钢材的化学成分,并应具有足够数量。
(2)化学分析用试样的样屑,可以钻取、刨取,或用某些工具制取。
样屑应粉碎并混合均匀。
制取样屑时不能用水、油或其他润滑剂,并应去除表面氧化铁皮和脏污。
成品钢材还应除去脱碳层、渗碳层、涂层、镀层金属和其他外来物质。
钢材重量误差允许值范围

钢材重量误差允许值范围
钢材重量误差允许值的范围通常根据相关标准和规范来确定。
具体的允许误差范围可能会因不同的钢材类型和应用领域而有所不同。
以下是一些常见的钢材重量误差允许值范围的示例:
1. 普通钢材重量误差允许值范围一般在正负3%以内。
2. 高精度钢材重量误差允许值范围通常在正负1%以内。
3. 特殊应用领域的钢材,如航空航天、核能等,其重量误差允许值范围可能更为严格,通常在正负0.5%以内。
需要注意的是,这些数值仅供参考,具体的允许误差范围应根据相关标准和规范来确定,并根据具体情况进行调整。
钢铁厂化验误差允许值

0.201—0.500
0.501—1.00
1.01—2.00
0.005
0.009
0.018
0.025
0.045
0.060
CaO
≤2.00
2.01—5.00
5.01—10.00
10.01—20.00
>20.00
0.15
0.25
0.35
0.45
0.50
K2O
≤1.00
1.01—2.00
0.015
0.025
0.035
Cu
≤0.100
—0.500
0.501—1.00
1.01—2.00
2.01—3.00
3.01—10.00
10.01—15.00
15.01—20.00
>20.00
015
0.025
0.030
0.035
0.045
0.20
0.25
0.30
0.40
As
≤0.010
0.011—0.030
0.30
0.40
SiO2
≤5.00
5.01—10.00
10.01—20.00
>20.00
0.30
0.40
0.50
0.60
P
≤0.010
0.011—0.030 0.031—0.050
0.051—0.100
0.101—0.300
0.301—1.00
0.002
0.004
0.006
0.010
0.014
0.024
>0.100—0.200
>0.200—0.400
国家规定钢筋允许误差
国家规定钢筋允许误差I级钢的标准为GB13013-91《钢筋混凝土用热轧光圆钢筋》:II级和III级钢的标准为GB1499-1998《钢筋混凝土用热轧带肋钢筋》。
1.热轧带肋钢筋尺寸、外形、重量和允许偏差,1)公称直径范围及推荐直径钢筋的公称直径范围为6~25mm,标准推荐的钢筋公称直径为6、8、10、12、14、16、18、20、22、25、32、40、50mm;内径为5.8、7.7、9.6、11.5、13.4、15.4、17.3、19.3、21.3、24.2、31.0、38.7、48.52)带肋钢盘的表面形状(见附图)及尺寸允许偏差、带肋钢筋横肋应符合下列基本规定:横肋与钢盘轴线的夹角β不应小于45度,当该夹角不大于70度时,钢筋相对两面上横肋的方向应相反;横肋与间距l不得大于钢筋公称直径的0.7倍;横肋侧面与钢筋表面的夹角α不得小于45度;钢筋相对两面上横肋末端之间的间隙(包括纵肋宽度)总和不应大于钢筋公称周长的20%;当钢筋公称直径不大于12mm时,相对肋面积不应小于0.055;•公称直径为14mm和16mm,相对肋面积不应小于0.060;公称直径大于16mm时,相对肋面积不应小于0.065。
3)长度及允许偏差a、长度:钢筋通常按定尺长度交货,具体交货长度应在合同中注明;•钢筋以盘卷交货时,每盘应是一条钢筋,允许每批有5%•的盘数(不足两盘时可有两盘)由两条钢筋组成。
其盘重及盘径由供需双方协商规定。
b、长度允许偏差:钢筋按定尺交货时的长度允许偏差不得大于+50mm。
c、弯曲度和端部:直条钢筋的弯曲变应不影响正常使用,总弯曲度不大于钢筋总长度的40%;钢筋端部应剪切正直,局部变形应不影响使用。
4)重量允许偏差:直径6~12mm为±7%,14~20mm为±5%,22~50mm为±4%。
续;图中:d-钢筋内径;α-横肋斜角;h-横肋高度;β-横肋与轴线夹角;h1-纵肋高度;θ-纵肋斜角;a-纵肋顶宽;l-横肋间距;b-横肋顶宽2.热轧光圆钢筋尺寸、外形:1). 钢筋的公称直径范围为8mm~20mm,推荐的钢筋公称直径为8、10、12、14、16、18、20mm.2). 钢筋的公称直径、横截面积列于下表:公称直径公称截面面积公称质量(mm)(mm2 kg/m)8 50.27 0.39510 78.54 0.61712 113.1 0.88814 153.9 1.2116 201.1 1.5818 254.5 2.0020 314.2 2.473). 钢筋的直径允许偏差:A级精度+0.40mm B级精度+0.30mm C级精度+0.15mm4). 通常长度:钢筋按直条交货时,其通常长度为3.5m~12mm,其中长度为3.5m至小于6 m 之间的钢筋不得超过每批质量的3%。
钢材品质检验规范
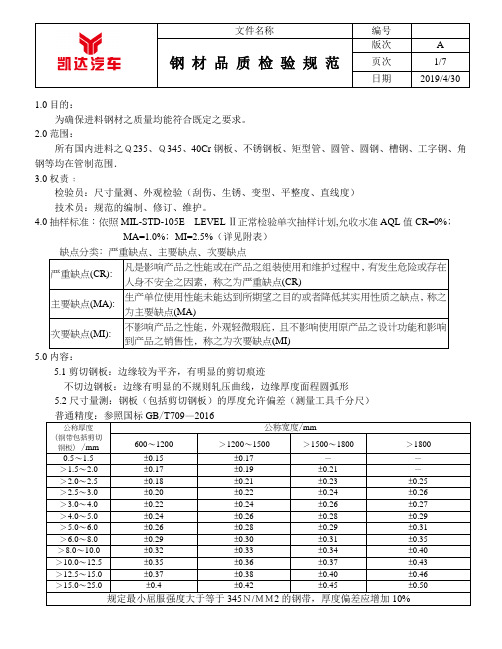
1.0目的:为确保进料钢材之质量均能符合既定之要求。
2.0范围:所有国内进料之Q235、Q345、40Cr钢板、不锈钢板、矩型管、圆管、圆钢、槽钢、工字钢、角钢等均在管制范围.3.0权责﹕检验员:尺寸量测、外观检验(刮伤、生锈、变型、平整度、直线度)技术员:规范的编制、修订、维护。
4.0抽样标准:依照MIL-STD-105E LEVEL Ⅱ正常检验单次抽样计划,允收水准AQL值CR=0%﹔MA=1.0%﹔MI=2.5%(详见附表)5.0内容:5.1剪切钢板:边缘较为平齐,有明显的剪切痕迹不切边钢板:边缘有明显的不规则轧压曲线,边缘厚度面程圆弧形5.2尺寸量测:钢板(包括剪切钢板)的厚度允许偏差(测量工具千分尺)普通精度:参照国标GB/T709—20165.3尺寸量测:钢板(包括剪切钢板)的允许凸度(测量工具千分尺)普通精度:参照国标GB/T709—20165.4尺寸量测:钢板(包括剪切钢板)的宽度允许偏差(测量工具:卷尺)5.5尺寸量测:钢板(不包括剪切钢板)的长度允许偏差(测量工具:卷尺)普通精度:参照国标GB/T709—20165.6尺寸量测:剪切钢板的长度允许偏差(测量工具:卷尺)普通精度:参照国标GB/T709—20165.7尺寸量测:矩形管的边长允许偏差(测量工具:卡尺)单位:mm5.8尺寸量测:矩形管的壁厚允许偏差(测量工具:千分尺)单位:mm5.9尺寸量测:矩形管及圆管的通常交货常度为4000mm—12000mm、允许偏差:正50mm、负0mm(测量工具:卷尺)参照国标:GB/T6728—2017 5.10尺寸量测:圆形管的外径允许偏差(测量工具:卡尺)单位:mm5.11尺寸量测:圆钢的通常交货常度为2000mm—12000mm、允许偏差:正50mm、负0mm(测量工具:卷尺)参照国标:GB/T702—2017 5.12尺寸量测:圆钢的外径允许偏差(测量工具:卡尺)单位:mm>5.13尺寸量测:工字钢、槽钢的尺寸外形允许偏差(测量工具:卡尺)单位:mm参照国标:GB/T706—20165.14尺寸量测:角钢的尺寸外形允许偏差(测量工具:卡尺)单位:mm参照国标:GB/T706—20165.15尺寸量测:工字钢、槽钢、角钢的长度允许偏差(测量工具:卷尺)单位:mm参照国标:GB/T706—2016备注﹕如BOM表或图纸中有规定之尺寸公差则依BOM和图纸为准。
钢铁化学成分分析中允许偏差的研究

钢铁化学成分分析中允许偏差的研究钢材在我国的各行各业中的应用非常广泛,这就对于钢材的质量提出了更高的要求,我国针对钢材化学成分的分析以及允许偏差制定了相应的规范标准。
我国在进行钢材化学成分分析的时候会分为两种情况,一是熔炼分析,二是成品分析,而且这两种分析方法之间有着一定的差值,如果熔炼分析的值在允许范围内的时候,成品分析值就有可能会过大,这种现象就会对其误差值制定一个允许偏差,这就是我们所说的钢材化学成分分析中的允许偏差。
标签:钢铁化学成分;分析;允许偏差1钢材化学分析中的允许偏差钢材中的化学成分分析有:熔炼成分检测和化学成品检測。
在钢水浇注过程中采用球拍试样,通过风动送样系统到实验室,实验室接到试样,对样品进行制备,满足检测后进行检测分析,分析结果表示同一炉或同一个钢包中钢水的平均化学成分,叫做熔炼成分检测。
通过在加工完成以后的成品钢材上取样进行检测,叫做成品检测。
由于钢水在结晶过程中会产生偏析或元素的不均匀分布,所以,成品检测的值有时与熔炼检测的值不一致,就出现了成品化学分析的允许偏差。
GB/T6992015《优质碳素结构钢》中规定的钢的化学成分就是针对熔炼成分检测而言。
新标准中熔炼检测被成品检测所替代,熔炼检测试样不正确导致分析结果不可靠和在未取得熔炼检测试样的时候,可以使用成品化学分析,但是要求成品检测分析的结果要符合熔炼成分规定。
2国外标准的一些相关情况国外标准规定的情况作简要说明:(1)美标:在钢类或品种标准的综合标准中将成品成分偏差纳入,或在各标准中分别规定。
(2)德标:分别在各标准中规定成品成分允许偏差,未统一。
(3)前苏联标:在各标准中分别做出规定,不按元素的不同含量分类,没有统一性。
(4)日标:JISG0321是日本专用的标准,共有四个成品成分允许偏差表,不锈耐热钢的成分偏差是根据成分元素含量范围分档规定其大小;中低合金钢成分偏差是根据除了元素含量范围分档规定以外,还增加了按钢材截面积大小分档的规定,截面愈大,要求愈宽;碳素钢则两种情况都存在。
钢铁化学分析允许误差参考表

0.06
>4.00~8.00
0.08
>6.00~10.00
0.07
>8.00~15.00
0.10
>15.00~30.00பைடு நூலகம்
0.15
>30.00~40.00
0.20
<0.0250
0.0015
<0.0250
0.0025
>0.025~0.050
0.005
>0.025~0.050
0.005
0.07
>4.00~6.00
0.08
>6.00~9.00
0.12
>9.00~12.00
0.15
<0.010
0.0015
>0.010
0.002
>0.010~0.0250
0.0025
>0.025~0.050
0.004
>0.0250~0.050
0.005
>0.050~0.100
0.006
>0.050~0.100
0.010
>0.100~0.200
0.010
>0.100~0.200
0.015
稀土
镁
>0.100~0.250
0.017
>0.100~0.250
0.015
>0.250~0.5000
0.023
碳
>0.250~0.500
0.020
硅
>0.500~1.000
0.035
>0.500~1.000
0.025
钢板误差允许值的范围说明

钢板误差允许值的范围说明标题:钢板误差允许值的范围说明摘要:本文详细介绍了钢板误差允许值的定义和范围,探讨了在制造、设计和质量控制过程中的重要性。
通过分析误差的来源以及对钢板性能和使用的影响,为读者提供了更全面、深入的理解。
同时,本文还分享了对钢板误差允许值的观点和理解。
引言钢板是广泛应用于制造业的一种重要材料。
然而,在生产和使用过程中,钢板的误差是难以避免的。
误差的存在不仅可能影响产品的性能和质量,还会增加生产成本。
为了确保钢板的质量和稳定性,制定了钢板误差允许值的标准。
本文将深入探讨钢板误差允许值的范围,以帮助读者更好地理解和应用。
1. 钢板误差允许值的定义和背景- 钢板误差允许值是指在制造和使用过程中,钢板相对于理想状态的偏差范围。
- 该标准的制定旨在确保钢板的质量,同时为制造商和用户提供一个可接受的公认标准。
2. 钢板误差的分类和来源- 形状误差:包括平直度误差、弯曲度误差和平整度误差,常见原因有制造设备不精确、材料变形和热处理。
- 尺寸误差:包括长度误差、宽度误差和厚度误差,主要由制造过程中的测量、切割和修整引起。
- 表面质量误差:包括凹凸表面、氧化皮和划痕等,来源于钢板加工和储存环境。
3. 钢板误差允许值的范围和标准- 根据不同的钢板类型和应用领域,制定了相应的误差允许值标准,如国际标准ISO 9445。
- 允许值的范围通常以公差或误差的绝对值表示,例如平直度误差在±2mm/m以内。
4. 钢板误差的质量影响和控制方法- 误差对钢板性能、加工和使用的影响是显著的,如影响焊接质量、降低精密度和限制装配。
- 为了控制误差,制造商可以采取多种方法,如改善制造设备的精度、严格控制工艺流程和引入自动化检测系统。
5. 钢板误差允许值的意义和应用- 误差允许值的确立是为了平衡生产成本和产品质量,提供了一个统一的标准。
- 制造商和用户可以根据允许值来评估钢板的质量,并做出合理的决策,如接受、调整或退货。
美标钢材误差范围

美标钢材误差范围
美标钢材误差范围指的是根据美国标准协会(ASTM)制定的钢材尺寸误差范围。
根据ASTM规定,钢材的误差范围分为三类:直线度误差、直角度误差和厚度误差。
直线度误差是指钢材表面的几何特征与理想状态之间的差异。
ASTM规定,钢材直线度误差应在每米长度内不超过3毫米。
直角度误差是指钢材表面的直角度与理想状态之间的差异。
ASTM 规定,钢材直角度误差应在每米长度内不超过1毫米。
厚度误差是指钢材厚度与理想状态之间的差异。
ASTM规定,钢材厚度误差应在每米长度内不超过0.5毫米。
以上是ASTM对美标钢材误差范围的规定,钢材制造商和使用者应根据这些规范进行生产和使用。
- 1 -。
制管厂钢带检验标准
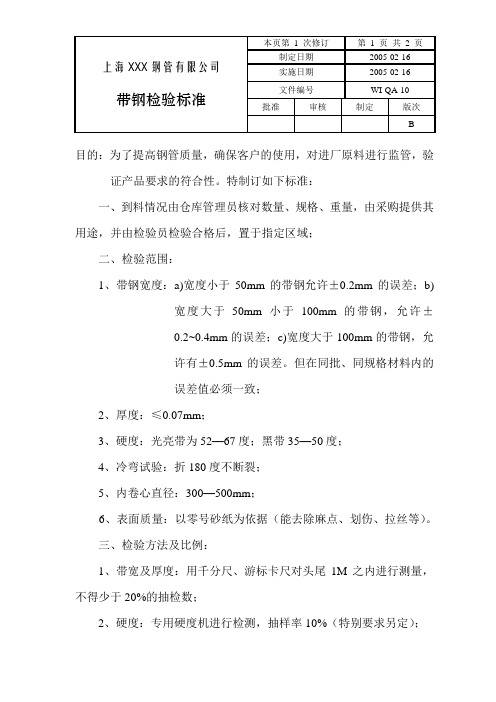
目的:为了提高钢管质量,确保客户的使用,对进厂原料进行监管,验证产品要求的符合性。
特制订如下标准:
一、到料情况由仓库管理员核对数量、规格、重量,由采购提供其用途,并由检验员检验合格后,置于指定区域;
二、检验范围:
1、带钢宽度:a)宽度小于50mm的带钢允许±0.2mm的误差;b)
宽度大于50mm小于100mm的带钢,允许±
0.2~0.4mm的误差;c)宽度大于100mm的带钢,允
许有±0.5mm的误差。
但在同批、同规格材料内的
误差值必须一致;
2、厚度:≤0.07mm;
3、硬度:光亮带为52—67度;黑带35—50度;
4、冷弯试验:折180度不断裂;
5、内卷心直径:300—500mm;
6、表面质量:以零号砂纸为依据(能去除麻点、划伤、拉丝等)。
三、检验方法及比例:
1、带宽及厚度:用千分尺、游标卡尺对头尾1M之内进行测量,不得少于20%的抽检数;
2、硬度:专用硬度机进行检测,抽样率10%(特别要求另定);
3、冷弯:专用试验机(待采购)检测,抽样率5%;
4、表面:以外圈第二层为基准,进行目测;
四、特别说明:
1、目前对带钢表面的检验,因检验设备、场地以及带钢无包装(裸包装,因运输、装卸、存放等原因,外表面肯定不能作为检验的样板)的特殊性等各方面的因素,只能把生产作为检验手段,投入生产中的实际使用情况作为检验依据。
如不符合产品需求即判为不合格品,出具产品质量异常通知单。
2、如遇特殊情况(夜晚到料即生产、材料检验员请假或下班),材料直接上线生产,可由制管检验与生产时进行检验,并填写原料检验记录表。