电池生产流程图
详细锂离子电池生产工艺流程含图片

极片烘烤 烘烤箱 刷粉台 刷粉
相应图片 (2)
卷绕-放入正极片 卷绕-放入负极片 卷绕-放入正极片 卷绕-卷绕体
相 应 图 片(3)
捏扁的电芯 压扁 贴上胶纸 贴侧胶纸
相应图片 (4)
贴底胶纸 套壳 套壳后全测内阻 焊连接片
相 应 图 片(5)
缠胶纸 已缠好胶纸 点焊负极 极耳整形
相应图片 (6)
单击此处添加副标题
锂离子电池生 产工艺流程
正极拉浆流程图
双面拉浆
开 始
正 极 配
料
正
正
极
极
搅
拉
拌
浆
量 确 认
厚 度 、 重
正 极 拉 浆 检
查
符号说明:
•
表示对生产对象进行加工、装配等;
•
表示品质部负责的专检点;
1
表示生产对象在工作地有计划地存放;
负极拉浆流程图
双面拉浆
开 始
负 极 配
料
负
负
极
极
正
负
极
片
烘
卷
烤
绕
正负极刷粉
卷 绕 检 查
捍
压
贴
扁
扁
上
胶
纸
符号说明:
•
表示对生产对象进行加工、装配等;
•
表示品质部负责的专检点;
•
表示生产对象在工作地有计划地存放;
4
表示生产对象在工作地附近的临时存放。
钢壳电池装配工艺流程图2
钢壳
盖板
贴
贴贴
套
电
测套
焊
上
侧底
壳
池
内壳
连
胶
动力电池PACK生产工艺流程图
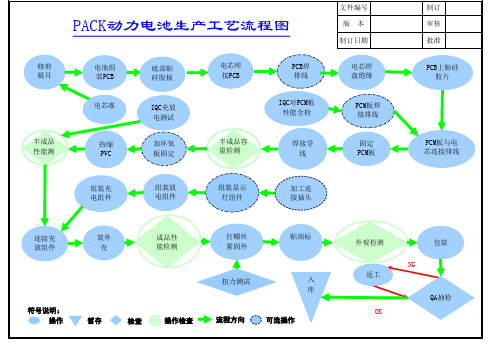
修剪 极耳
半成品 性能测
电池组 装PCB
电芯准
热缩 PVC
底部贴 硅胶板
IQC充放 电测试
加环氧 板固定
电芯焊 接PCB
半成品容 量检测
PCB焊 排线
IQC对PCM板 性能全检
焊接导 线
文件编号 版本 制订日期
电芯焊 盘绝缘
PCM板焊 接排线
固定 PCM板
组装充 电组件
组装放 电组件
组装显示 灯组件
加工连 接插头
制订 审核 批准 PCB上贴硅
胶片
PCM板与电 芯连接排线
连接充 放组件
装外 壳
成品性 能检测
打螺丝 紧固外
贴商标
符号说明: 操作
暂存
扭力测试
入
库
检查
操作检查
流程方向
可选操作
外观检测 返工 OK
包装 NG
QA抽检
电池和组件生产工艺流程图
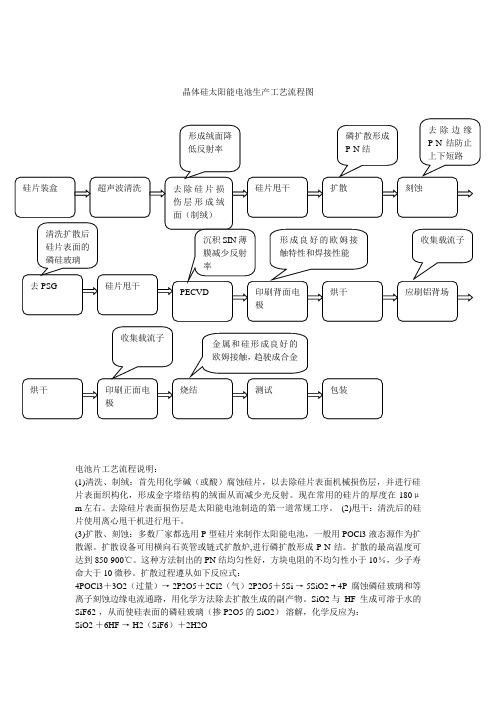
晶体硅太阳能电池生产工艺流程图电池片工艺流程说明:(1)清洗、制绒:首先用化学碱(或酸)腐蚀硅片,以去除硅片表面机械损伤层,并进行硅片表面织构化,形成金字塔结构的绒面从而减少光反射。
现在常用的硅片的厚度在 180μm 左右。
去除硅片表面损伤层是太阳能电池制造的第一道常规工序。
(2)甩干:清洗后的硅片使用离心甩干机进行甩干。
(3)扩散、刻蚀:多数厂家都选用P型硅片来制作太阳能电池,一般用POCl3液态源作为扩散源。
扩散设备可用横向石英管或链式扩散炉,进行磷扩散形成P-N结。
扩散的最高温度可达到850-900℃。
这种方法制出的PN结均匀性好,方块电阻的不均匀性小于10%,少子寿命大于10 微秒。
扩散过程遵从如下反应式:4POCl3+3O2(过量)→ 2P2O5+2Cl2(气)2P2O5+5Si → 5SiO2 + 4P 腐蚀磷硅玻璃和等离子刻蚀边缘电流通路,用化学方法除去扩散生成的副产物。
SiO2 与HF生成可溶于水的SiF62-,从而使硅表面的磷硅玻璃(掺P2O5的SiO2)溶解,化学反应为:SiO2 +6HF → H2(SiF6)+2H2O(4)减反射膜沉积:采用等离子体增强型化学气相沉积(PECVD: Plasma Enhanced Chemical Vapor Deposition)积一层氮化硅减反射膜,不仅可以减少光的反射,而且由于在制备SiNx 减反射膜过程中有大量的氢原子进入,因此也起到了很好的表面钝化和体钝化的效果。
这是因为对于具有大量晶界的多晶硅材料而言,晶界的悬挂键被饱和,降低了复合中心的原因。
由于表面钝化和体钝化作用明显,就可以降低对制作太阳能电池材料的要求。
由于增强了对光的吸收,氢原子对太阳能电池起到很好的表面和体内钝化作用,从而提高了电池的短路电流和开路电压。
(5)印刷、烧结:为了从电池上获取电流,一般在电池的正、背两面制作电极。
正面栅网电极的形式和厚度要求一方面要有高的透过率,另一方面要保证栅网电极有一个尽可能低的接触电阻。
手机电池生产工艺流程图
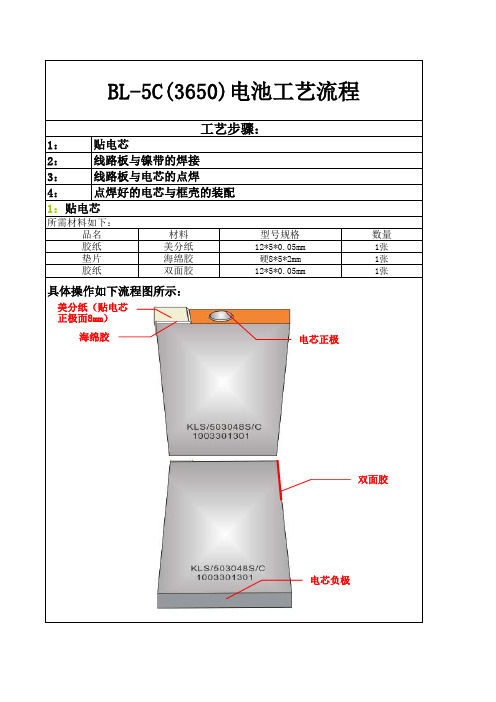
工艺步骤:
1: 贴电芯
2: 线路板与镍带的焊接
3: 线路板与电芯的点焊
4: 点焊好的电芯与框壳的装配
1:贴电芯
所需材料如下: 品名 胶纸 垫片 胶纸
材料 美分纸 海绵胶 双面胶
型号规格 12*5*0.05mm 硬8*5*2mm 12*5*0.05mm
数量 1张 1张 1张
具体操作如下流程图所示:
美分纸(贴电芯 正极面8mm)
海绵胶
电芯正极
双面胶 电芯负极
2:线路板与镍带的焊接
所需材料如下: 品名 镍带 镍带
材料
型号规格
数量
钢镀镍
0.127*25*2.5(正极)mm
1条
钢镀镍
0.127*45*2.5(负极)mm
1条
具体操作如下流程图所示:
正极镍带
负极镍带
线路注意地方如下 正负极镍带和线路板之间需保持平整整齐 线路板与镍带之间的焊接无虚焊,无满锡,焊点光亮,无拉尖 焊接时电烙铁停留在焊接点的时间不能过长,以免造成线路板的五金脱落 在焊接时锡不能满到线路板的五金里,以免造成不必要的短路
3:线路板与电芯的点焊 具体操作如下流程图所示:
海绵垫 (30*4*4mm)
线路板正极点焊
海绵垫 (30*4*4mm)
线路板负极点焊
备注:在焊接过程中正负极镍带、线路板和电芯需保平整整齐 ,并确保 点焊牢固.
4:点焊好的电芯与框壳的装配 具体操作如下流程图所示:
备注:将点焊好的电芯装入电池框壳中,确保电芯上的五金与框壳中 的五金相对应,无下陷,并且五金与框壳五金线对齐
锂电池生产工艺(聚合物锂电制造流程)PPT课件

27.09.2020
*
14
极片收卷轴(作用:收单双面极片)
27.09.2020
*
15
纠偏器
作用:控制收 卷整齐度
27.09.2020
*
16
自动上料缸
作用:①保持液面高度稳定; ②浆料保持搅拌状态;
27.09.2020
*
17
⑶极片段切
段切机
分切机
段切机
27.09.2020
*
18
脚踏剪扳机
27.09.2020
*
35
正极超声波金属焊接机
27.09.2020
*
36
极耳修剪
27.09.2020
*
37贴胶板Fra bibliotek27.09.2020
*
38
预封
27.09.2020
*
39
包装
27.09.2020
包装机
*
40
热封模具
27.09.2020
*
41
自动胶纸切割机
27.09.2020
*
42
检测内阻
27.09.2020
*
19
⑷极片烘烤
烤箱
27.09.2020
*
20
⑸辊压
辊压机
27.09.2020
*
21
⑹冲切
27.09.2020
*
22
刀模
27.09.2020
*
23
⑺极片分档
27.09.2020
*
24
电子称
档次栏
27.09.2020
*
25
极耳断切机
27.09.2020
聚合物电池各车间生产工艺流程图
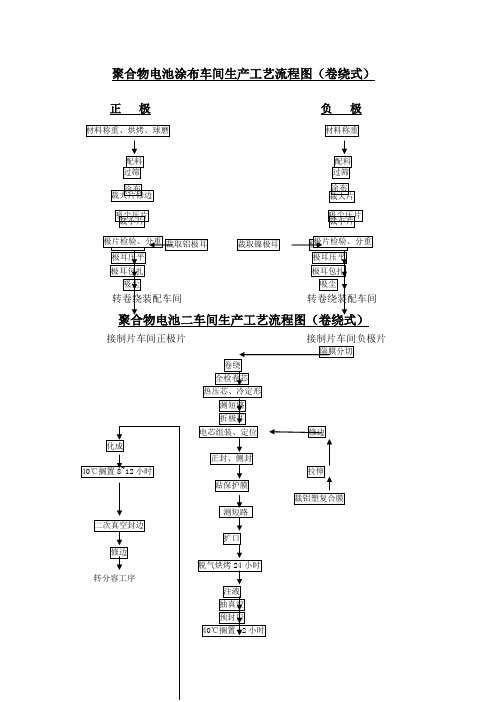
聚合物电池二车间生产工艺流程图(卷绕式)
接制片车间正极片
化成 40℃搁置 8~12 小时
卷绕 全检卷芯 热压芯、冷定形
测短路 折极耳 电芯组装、定位
正封、侧封
贴保护膜
二次真空封边 修边
转分容工序
测短路
扩口
脱气烘烤 24 小时
注液 抽真空 预封口 40℃搁置 12 小时
接制片车间负极片
隔膜分切
修边 拉伸 裁铝塑复合膜
聚合物电池三车间生产工艺流程图(卷绕式)
接修边后的电芯
分容 剪极耳 折边、烫边 贴顶胶 撕保护膜 平压整形 40℃老化 5 天 检测内阻、电压、厚度 喷码 包装
出货
聚合物电池涂烘烤、球磨
负极
材料称重
配料 过筛
涂布 裁大片修边
配料 过筛
涂布 裁大片
吸尘压片 裁小片
吸尘压片 裁小片
极极片耳检焊验接、分重 裁取铝极耳 极耳压平 极耳包扎 吸尘
转卷绕装配车间
裁取镍极耳
极极耳片焊检接验、分重 极耳压平 极耳包扎
吸尘
转卷绕装配车间
锂电池生产工艺流程图
Mixing (搅拌)--与叠片工艺基本相同
工序功能:将正极或者负极粉料以及其他配料混合均匀,并调制成浆。
活性物质
导电剂
粘接剂
搅拌罐 溶剂
Mixing示意图
浆料检测点: 1.Viscosity粘度 2.Particle size颗粒度 3.Solid content固含量
卷绕工艺的主要工艺流程 ---Coating
Cold Lam (冷压)
工序功能:将Coating后的极片压实,达到合适的密度和厚度
原理:通过调节压辊的间隙以调节压 力,从而调节极片被压实的厚度和密 度
叠片工艺的主要工艺流程 --- Stacking
Stacking(叠片)
工序功能:通过手工或夹具将正极极片、隔离膜、负极 极片规则地重叠在一起。
卷绕工艺的主要工艺流程 --- Inject
Inject(注液)---与叠片工艺基本相同
工序功能:将电解液加入到电芯中,并将电芯完全封住
环境要求:电芯注液前要进行除水,关注过程要求低湿度
原理:水作为电解液中一种痕量组分,对锂离子电池SEI膜的形成 和电池性能有非常大的影响,满充状态的负极与锂金属性质相近, 可以直接与水发生反应。因此,在锂离子电池的制作过程中必须严 格控制环境的湿度和正负极材料、电解液的含水量。
卷绕工艺的主要工艺流程 --- Inject
卷绕工艺的主要工艺流程 --- Formation
Formation(预化成)---与叠片工艺原理相同,流程不同
工序功能:通过充电方式将其内部正负极物质激活, 同时在负极表面形成良好的SEI膜。 预化流程:
Formation: 0.1C CC 200min to 3.95V
预化流程:
锂电池生产工艺流程图

卷绕工艺的主要工艺流程 --- Inject
卷绕工艺的主要工艺流程 --- Formation
Formation<预化成---与叠片工艺原理相同,流 程不同
工序功能:通过充电方式将其内部正负极物质 激活,同时在负极表面形成良好的SEI膜. 预化流程:
Formation: 0.1C CC 200min to 3.95V
叠片工艺的主要工艺流程 --- Welding
Welding〔焊接
工序功能:将多个Al、Ni 极耳一起焊接 成为裸电芯 原理:超声波焊接利用超声频率〔超过 16KH Z的机械振动能量在静压力的共同作用
下,将弹性振动能量转变为工件间的摩擦功、形变能及随后有限的温升,从而达到连接 异种金属的目的.
叠片工艺的主要工艺流程 --- Welding
Fullymax Confidential
44
卷绕工艺的主要工艺流程 --- Forming
Forming〔成型 工序功能:将电芯外型作最后加工
Baking
高温老化
Degassing
释放化成产生的气体
切边
切去气袋和多余的 侧边
折边
将侧边折起,完成电 芯最终外形
卷绕工艺的主要工艺流程 --- Forming
知识回顾 Knowledge Review
制造工艺分类
Li离子电芯核心制造工艺分为:
叠片工艺和卷绕工艺
两种工艺的主要区别和工艺名称来源
极片装配方式的区别
Part A:叠片工艺的主要工艺流程介绍
叠片工艺的定义
叠片工艺是将正极、负极切成小片与隔离膜叠合成小电芯单体,然后将小电 芯单体叠放并联起来组成一个大电芯的一种Li离子电芯制造工艺.
详细锂离子电池生产工艺流程含图片
粉
辊
小
片
片
• 符号说明:
1 表示对生产对象进行加工、装配等;
2 表示品质部负责的专检点;
3 表示生产对象在工作地有计划地存放;
• 4 表示生产对象在工作地附近的临时存放。
详细锂离子电池生产工艺流程含图片
•负极片工艺流程图2
•极耳
•
• • • • • •
片裁
重
极
负
小
量
耳
极
分
连
片
档
接
贴
胶
外 观
计 数
检
相 应 图 片(7)
•盖板激光焊-侧 面
•盖板激光焊-侧 面
•测气密性
•盖板激光焊-正面
详细锂离子电池生产工艺流程含图片
相 应 图 片(8)
•测气密性 •测断路
•电池烘烤 •烘烤箱 详细锂离子电池生产工艺流程含图片
相 应 图 片(9)
•测短路
•分档
•称重
•注液
详细锂离子电池生产工艺流程含图片
已注液流转的电池1
详细锂离子电池生产工艺流程含图片
相 应 图 片(1)
•卷状极片
•已刮好的极 粉
•裁大片
•刮粉
详细锂离子电池生产工艺流程含图片
相 应 图 片(2)
•
•翻面刮粉
•刷粉
•裁小片
•对辊
详细锂离子电池生产工艺流程含图片
正极片工艺流程图2
极耳
•
• • • • • •
片裁
重
极
正
小
量
耳
极
分
连
片
档
接
贴
胶
外 观
电池PACK产品过程工艺流程图

批准:
12
固定单体电池模块、电池组总成转移
13
电池组进行封箱
14
电池包气密性检测
15
充电、成品入库出货
审核:
编写日期:2016.2.05
考核方式
标准操作指引、工艺文件 标准操作指引、工艺文件 标准操作指引、工艺文件 标准操作指引、工艺文件 标准操作指引、工艺文件 标准操作指引、工艺文件 标准操作指引、工艺文件 标准操作指引、工艺文件 标准操作指引、工艺文件
过程符号
序号 制造 移动 储存 检测 关键过程 重要过程
◆●▲■ ★
☆
5◆
10 ◆
★
☆
15 ◆
20 ◆ 25 ◆
☆ ★
30 ◆ 35 ◆
★ ☆
40 ◆
45 ◆
50
■
☆
55
■★
60
●
65 ◆
☆
70 ◆
☆
75
▲
注:“★”表示关键过程,“☆”表示重要过程
制定:
产品过程流程图
编号:
过程流程
编号
流程描述
总成前加工 模块入箱 电气固定 模块串联 线束连接 接插件安装 通讯线测试 绝缘罩固定 压板固定 通讯测试 均衡测试 电池组转运 电池组封箱 电池包气密性检测 充电、入库
1
底部清理、粘贴加热膜
2
测量内阻、模块入箱
3
绝缘柱、继电器、分流器及防水通气阀固定
4
使用软连接进行串联
5
连接温度线束、电压采集线束,均衡线束
6
锂电池车间工艺流程图
12
3. 辊压机:涂布后的极片进一步压实, 提高电池的能量密度。
13
4. 极片分切设备
14
5. 全自动超声焊接导电柄设备
15
6. 卷绕机:将制造好的极片卷绕成电池
16
全自动卷绕机
17
7. 手套箱:保证在低湿度环境下将电 解液与卷芯封装在一起
18
8. 注液机:保证高精度的流水化将电解液真空 注入电池包装材料内
材质:单层PE(聚乙烯)或者 三层复合PP(聚丙烯) +PE+PP 厚度:单层一般为0.016~0.020mm 三层一般为0.020~0.025mm
10
锂离子电池生产用的主要设备
1. 真空行星搅拌机
用途:将各种电池材 料均匀的搅拌成浆状。
11
2. 电极涂布机:
用途:搅拌后的浆料均匀涂膜在金属箔片 上。对浆料的涂布厚度精确到3微米以下 。
18mm高度50mmlir18500用三个字母和6位数字来表示前两个字母表示锂离子电池li后一个字母表示方形s前两位数字表示以mm为单位的最大厚度中间两位数字表示以mm为单位的宽度后两位数字以mm为单位的最大高度如lis043048即表示厚度为4mm宽30mm高48mm的方形锂离子电池
培训教程
锂离子电池生产流程
微宏动力系统
1
教程大纲
锂离子电池配料 锂离子电池 涂布 锂离子电池之流程及设备
2
电池(battery)
电池是指通过正负极之间的电化反应将化学 能转化为电能的装置。 充电时,将电能转化为化学能进行储存。 放电时,将化学能转化为电能释放,作为电 源供用电器。 活性物质:电池充放电时,能进行氧化或还 原反应而产生电能和储存化学能的电极材料。
锂电池生产工艺课件PPT(共 43张)
0.02C CC 210min to 3.4V; 0.1C CC 420min to 3.95V
叠片工艺的主要工艺流程 --- Forming
Forming(成型)
工序功能:将电芯外型作最后加工
Baking
高温老化
Degassing
释放化成产生的气体
切边
切去气袋和多余的 侧边
折边
将侧边折起,完成 电芯最终外形
叠片工艺的主要工艺流程 --- Inject
叠片工艺的主要工艺流程 --- Formation
预化
工序功能:通过充放电方式将其内部正负极物质激活,同时在负极表面形 成良好的SEI膜。
原理:锂电芯的化成是电池的初使化,使电芯的活性物质激活,即是一个能量转换的 过程。锂电芯的化成是一个非常复杂的过程,同时也是影响电池性能很重要的一道 工序,因为在Li+第一次充电时,Li+第一次插入到石墨中,会在电池内发生电化学反 应, 在电池首次充电过程中不可避免地要在碳负极与电解液的相界面上、形成覆盖在 碳电极表面的钝化薄层,人们称之为固体电解质相界面或称SEI膜(SOLID ELECTROLYTE INTERFACE)
冷压 (Cold Lam)
注液 ( Inject)
顶封 ( Top sealing)
卷绕 (Winding)
化成 ( Formation)
成型 ( Forming)
测试
裁片分条 ( Slitting
焊接 ( Welding
卷绕工艺的主要工艺流程
---物料形态流程图
卷绕工艺的主要工艺流程 ---Mixing
制造工艺分类
Li离子电芯核心制造工艺分为:
叠片工艺和卷绕工艺
LR6、LR03电池制造运作流程图
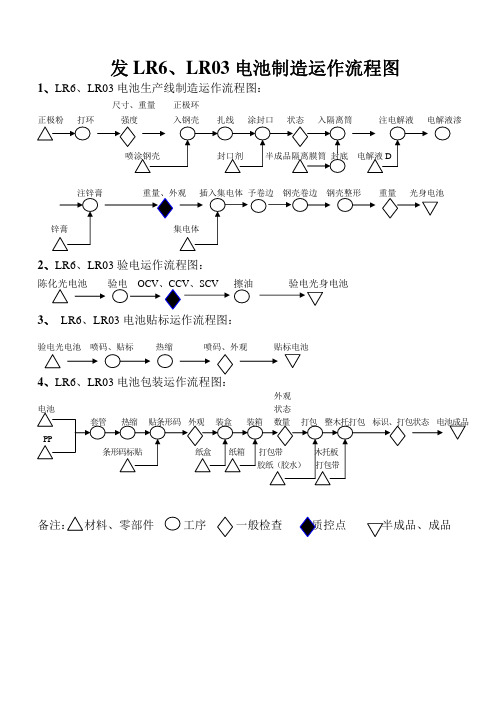
2、LR6、LR03 验电运作流程图:
陈化光电池 验电 OCV、CCV、SCV 擦油 验电光身电池
3、 LR6、LR03 电池贴标运作流程图:
验电光电池 喷码、贴标 热缩 喷码、外观 贴标电池
4、LR6、LR03 电池包装运作流程图:
电池 套管 PP 条形码标贴 纸盒 纸箱 打包带 木托板 胶纸(胶水) 打包带 热缩 贴条形码 外观 装盒 装箱 外观 状态 数量 打包 整木托打包 标识、打包状态 电池成品备注:来自材料、零部件工序
一般检查
质控点
半成品、成品
发 LR6、LR03 电池制造运作流程图
1、LR6、LR03 电池生产线制造运作流程图:
尺寸、重量 正极粉 打环 强度 正极环 入钢壳 扎线 涂封口 状态 入隔离筒 注电解液 电解液渗
喷涂钢壳
封口剂
半成品隔离膜筒 封底
电解液 D
注锌膏
重量、外观
插入集电体 予卷边
钢壳卷边 钢壳整形
重量
光身电池
锌膏
集电体