表格面粗糙度符号及意义
表面粗糙度符号及意义

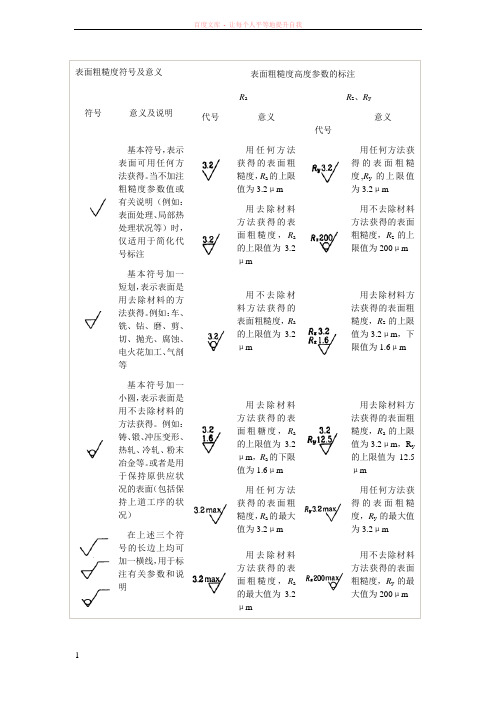
表面粗糙度符号及意义表面粗糙度高度参数的标注符号意义及说明R a R z、R y代号意义代号意义基本符号,表示表面可用任何方法获得。
当不加注粗糙度参数值或有关说明(例如:表面处理、局部热处理状况等)时,仅适用于简化代号标注用任何方法获得的表面粗糙度,R a的上限值为3.2μm用任何方法获得的表面粗糙度,R y的上限值为3.2μm用去除材料方法获得的表面粗糙度,R a的上限值为3.2μm用不去除材料方法获得的表面粗糙度,R z的上限值为200μm基本符号加一短划,表示表面是用去除材料的方法获得.例如:车、铣、钻、磨、剪、切、抛光、腐蚀、电火花加工、气剖等用不去除材料方法获得的表面粗糙度,R a的上限值为3。
2μm用去除材料方法获得的表面粗糙度,R z的上限值为3。
2μm,下限值为1.6μm基本符号加一小圆,表示表面是用不去除材料的方法获得。
例如:铸、锻、冲压变形、热轧、冷轧、粉末冶金等。
或者是用于保持原供应状况的表面(包括保持上道工序的状况)用去除材料方法获得的表面粗糖度,R a的上限值为3。
2μm,R a的下限值为1.6μm用去除材料方法获得的表面粗糙度,R a的上限值为3.2μm,R y的上限值为12。
5μm 用任何方法获得的表面粗糙度,R a的最大值为3。
2μm用任何方法获得的表面粗糙度,R y的最大值为3.2μm在上述三个符号的长边上均可加一横线,用于标注有关参数和说明用去除材料方法获得的表面粗糙度,R a的最大值为3.2μm用不去除材料方法获得的表面粗糙度,R y的最大值为200μm 用不去除材料方法获得的表面粗糙度,R a的最大值为3。
2μm用去除材料方法获得的表面粗糖度,R z的最大值为3。
2μm,最小值为1.6μm在上述三个符号上均可加一小圆,表示所有表面具有相同的表面粗糙度要求用去除材料方法获得的表面粗糙度,R a的最大值为3。
2μm,R a的最小值为1.6μm用去除材料方法获得的表面粗糙度,R a的最大值为3。
表面粗糙度符号及意义

a1、a2──粗糙度高度参数代号及其数值(μm)
b──加工要求、镀覆、涂覆、表面处理或其他说明等
c──取样长度(mm)或波纹度(μm)
d──加工纹理方向符号
e──加工余量(mm)
f──粗糙度间距参数值(mm)或轮廓支承长度率
注:当允许在表面粗糙度参数的所有实测值中超过规定值的个数少于总数的16%时,应在图样上标注表面粗糙度参数的上限值或下限值,当要求在表面粗糙度参数的所有实测值中不得超过规定值时
用去除材料方法获得的表面粗糖度,Rz的最大值为3.2μm,最小值为1.6μm
在上述三个符号上均可加一小圆,表示所有表面具有相同的表面粗糙度要求
用去除材料方法获得的表面粗糙度,Ra的最大值为3.2μm,Ra的最小值为1.6μm
用去除材料方法获得的表面粗糙度,Ra的最大值为3.2μm,Ry的最大值为12.5μm
表面粗糙度符号及意义
表面粗糙度高度参数的标注
符号
意义及说明
Ra
Rz、Ry
代号
意义
代号
意义
基本符号,表示表面可用任何方法获得。当不加注粗糙度参数值或有关说明(例如:表面处理、局部热处理状况等)时,仅适用于简化代号标注
用任何方法获得的表面粗糙度,Ra的上限值为3.2μm
用任何方法获得的表面粗糙度,Ry的上限值为3.2μm
基本符号加一小圆,表示表面是用不去除材料的方法获得。例如:铸、锻、冲压变形、热轧、冷轧、粉末冶金等。或者是用于保持原供应状况的表面(包括保持上道工序的状况)
用去除材料方法获得的表面粗糖度,Ra的上限值为3.2μm,Ra的下限值为1.6μm
用去除材料方法获得的表面粗糙度,Ra的上限值为3.2μm,Ry的上限值为12.5μm
表面粗糙度符号及意义 (1)
表面粗糙度符号及意义表面粗糙度高度参数的标注符号意义及说明R a R z、R y代号意义代号意义基本符号,表示表面可用任何方法获得。
当不加注粗糙度参数值或有关说明(例如:表面处理、局部热处理状况等)时,仅适用于简化代号标注用任何方法获得的表面粗糙度,R a的上限值为3.2μm用任何方法获得的表面粗糙度,R y的上限值为3.2μm 用去除材料方法获得的表面粗糙度,R a的上限值为3.2μm用不去除材料方法获得的表面粗糙度,R z的上限值为200μm基本符号加一短划,表示表面是用去除材料的方法获得。
例如:车、铣、钻、磨、剪、切、抛光、腐蚀、电火花加工、气剖等用不去除材料方法获得的表面粗糙度,R a的上限值为3.2μm用去除材料方法获得的表面粗糙度,R z的上限值为3.2μm,下限值为1.6μm基本符号加一小圆,表示表面是用不去除材料的方法获得。
例如:铸、锻、冲压变形、热轧、冷轧、粉末冶金等。
或者是用于保持原供应状况的表面(包括保持上道工序的状况)用去除材料方法获得的表面粗糖度,R a的上限值为3.2μm,R a的下限值为1.6μm用去除材料方法获得的表面粗糙度,R a的上限值为3.2μm,R y的上限值为12.5μm用任何方法获得的表面粗糙度,R a的最大值为3.2μm用任何方法获得的表面粗糙度,R y的最大值为3.2μm在上述三个符号的长边上均可加一横线,用于标注有关参数和说明用去除材料方法获得的表面粗糙度,R a的最大值为3.2μm用不去除材料方法获得的表面粗糙度,R y的最大值为200μm用不去除材料方法获得的表面粗糙度,R a 的最大值为3.2μm用去除材料方法获得的表面粗糖度,R z的最大值为3.2μm,最小值为1.6μm在上述三个符号上均可加一小圆,表示所有表面具有相同的表面粗糙度要求用去除材料方法获得的表面粗糙度,R a的最大值为3.2μm,R a的最小值为1.6μm用去除材料方法获得的表面粗糙度,R a的最大值为3.2μm,R y的最大值为12.5μm表面粗糙度数值及其有关规定在符号中注写的位置a1、a2──粗糙度高度参数代号及其数值(μm)b──加工要求、镀覆、涂覆、表面处理或其他说明等c──取样长度(mm)或波纹度(μm)d──加工纹理方向符号e──加工余量(mm)f──粗糙度间距参数值(mm)或轮廓支承长度率注:当允许在表面粗糙度参数的所有实测值中超过规定值的个数少于总数的16%时,应在图样上标注表面粗糙度参数的上限值或下限值,当要求在表面粗糙度参数的所有实测值中不得超过规定值时。
表面粗糙度符号及意义
员工教育培训中心
表面粗糙度符号写法及各符号意义
定义 表面粗糙度:零件经过机械加工后的表面会留下许多高低不平 的凸峰和凹谷,零件加工表面上具有的较小间距和峰谷所组成 的这种微观几何形特性;
项目 题目 符号 意义
表示表面可用任何方法获得.当不加注粗糙度参数值或有关说明 (例如:表面处理、局部热处理状况等)时,仅适用手简化代号 表示表面是用去除材料的方法获得。如车、铣、钻、磨、剪切、 抛光、腐蚀、电火花加工、气割等 表面是用不去除材料方法获得。如铸、锻、冲压变形、热轧、冷 轧、粉沫冶金或者是用于保持原供应状况的表面(包括保持上道 工序状况) 在上述三个符号的长边上均可加一横线,用于标注有关参数
1.6
0.80 0.40 0.20 0.10 0.05 0.025 0.012 0.006
看不见加工痕迹
可辨加工痕迹方向 微辨加工痕迹方向 不可辨加工痕迹方 向 暗光泽面 亮光泽面 镜光泽面 雾光泽面 镜面 研磨、抛光、超级精细 研磨 精车、精铰、精镗、精 磨
精密测量具的表面、极重要零件的摩擦面,如汽缸的内表 面、精密机床的主轴颈、坐标镗的主轴颈等
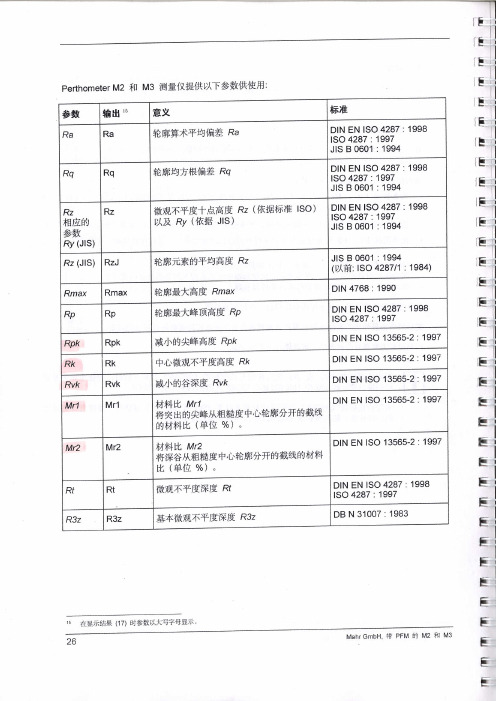
Ra:轮廓算术平均偏差,是最主要的评定参数; Rz:微观不平度十点高度,一般只用来表示比较短小的表面; Ry:轮廓最大高度,基本不单独使用,算是一个极限偏差值吧。
GB/T 131—2006表面粗糙度符号标注位置范例
控制表面功能的最少标注
不同表面粗糙度的外观情况
Ra/μm 50 25 12.5 6.3 3.2 表面外观情况 明显可见刀痕 可见刀痕 微见刀痕 可见加工痕迹 微见加工痕迹 精车、精铣、精刨、铰、 镗、粗磨 主要加工方法 粗车、粗铣、粗刨、钻、 粗纹锉刀和粗砂轮加工 粗车、立铣、平铣、钻 应用举例 粗糙度最大面,一般很少应用 不接触表面、不重要表面,如螺钉、孔、倒角、机座底面 没有相对运行的零件接触面,如箱、盖、套筒要求紧贴的 表面、键、和键槽工作表面; 相对运行速度不高的接触面,如支架孔、衬套、带轮轴孔 的工作表面 要求很好密封的接触面,如与滚动轴承配合的表面、锥销 孔等; 相对运动速度较高的接触面,如滑动轴承的配合表面、齿 轮轮齿的工作表面
表面粗糙度符号

表面粗糙度符号、代号1. 图样上所标注的表面粗糙度符号、代号是该表面完工后的要求。
2. 表面粗糙度的画法。
3. 有关表面粗糙度的各项规定应按功能要求给定。
若仅需要加工(采用去除材料的方法或不去除材料的方法)但对表面粗糙度的其他规定没有要求时,允许只注表面粗糙度符号。
4. 表面粗糙度参数和各项规定注写的位置。
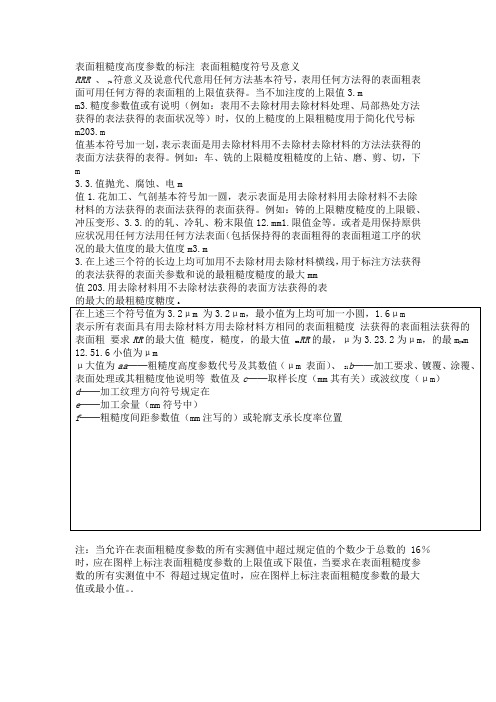
a1、a2 —- 粗糙度高度参数的允许值(μm );b -— 加工方法、镀涂或其他表面处理;c —— 取样长度(mm );d —— 加工纹理方向符号;e —— 加工余量(mm);f —— 粗糙度间距参数值(mm)或轮廓支撑长度率b5.图样上表示零件表面粗糙度的符号。
6.当允许在表面粗糙度参数的所有实测值中超过规定值的个数少于总数的16%时,应在图样上标注表面粗糙度参数的上限值或下限值.7.当要求在表面粗糙度参数的所有实测值中不得超过规定值时,应在图样上标注表面粗糙度参数的最大值或最小值。
8.表面粗糙度高度参数轮廓算术平均偏差R a值的标注见下表,R a在代号中用数值表示(单位为微米μm),参数值前可不标注参数代号。
用任何方法获得的表面粗糙度,9.表面粗糙度高度参数轮廓微观不平度十点高度R z、轮廓最大高度R y值(单位为微米μm)的标注见下表,前需标注出相应的参数代号。
10.取样长度应标注在符号长边的横线下面,见图1。
图1若按GB 10610-1989第6。
1条中表1、表2的有关规定选用对应的取样长度时,在图样上可省略标注。
11.若需要标注表面粗糙度间距参数轮廓的单峰平均间距S值、轮廓微观不平度的平均间距S m值或轮廓支承长度率tp时,应注在符号长边的横线下面,数值写在相应代号的后面。
图2a是轮廓微观不平度的平均间距S m上限值的标注示例.图2b是轮廓支承长度率t p的标注示例,表示水平截距C在轮廓最大高度R y的50%位置上,支承长度率为70%,给出的t p为下限值.图2c为S m最大值的标注示例。
表面粗糙度符号大全及含义、标准
C2)
尖峰数 Pc (取 决于截 线 C1和 截线 C幻 按顺序超出上截线 C1和 下截线 廓元素的数 目。 输出形式
:
sEP1940∶ 1992 ANsl/AsME B461∶ 1985
C2的 轮
-每
-每 1in尖 峰
山 〃 厂
1cm尖
峰
¢ cm及
/c)
l/n及 Ⅱ )
DlN EN IsO4287∶ 1998 ls04287∶ 1997 JIs B0601 ∶1994
|巨
Rz(Jls)
RmaX
Rmax
Rmax
DIN4768∶ 1990
DlN EN Is○ 4287∶ 1998
丨 s⊙ 4287∶
|E |E |E |E
Rp
Rρ k
Rp
轮廓最大峰顶高度 Rρ 减小的尖峰高度 Rρ k 中心微观不平度高度 Rk 减小 的谷深度 Rvk 皙奘毖潴笈馑从粗糙度中心轮廓分开 的截线 的材料 比 (单 位 %)。
(取 决于截线
sd1和 sd2)
⒗
Mθ
符台对 R况 以及 P∞ 的定义 .
h「
0mbH,带
PFM的
M2和
M3
丽
EN丨 sO4287∶ 1998 ls04287∶ 1997
D丨 N
CF
CF
(scf1、
“
sJa
CF
fonct on”
)轮 廓中心区的区域宽
(取 决于截 线
scf1和 scf2)
CL
CL
(sd1`sc12)
(法 语 :
宽
16CL
“ 灿 brmcauon” )轮 廓低谷 区的 区域 DIN EN lsO4287∶ 1998 lS○ 4287∶ 1997
粗糙度符号含义全解

粗糙度符号含义全解粗糙度符号是用来表征缺陷在表面形状、深度或尺寸方面的程度的一种特殊的形式水准,它可以帮助我们定位、分析、确定某一种缺陷的级别,从而可以选择最佳的处理方法。
粗糙度符号有以下几类:一、平整度符号:主要包括外表面形状缺陷和表面粗糙度缺陷。
1. 抛光性缺陷——表面余光:SP(Smooth Polished);2. 抛光回缩缺陷——毛刷痕迹:BR(Brushed);3. 活动痕迹——划痕、口子、折返边等:F(Fluted);4. 非抛光痕迹——交叉痕迹、锐角痕迹、晶粒痕迹等:MP (Mechanically Polished).二、尺寸变化符号:主要包括垂直变形、水平变形和同时出现垂直水平变形的缺陷。
1. 垂直变形——缩短、拉长:LV(Length Over Variation);2. 水平变形——宽度变形:TW(Thickness Over Variation);3. 同时出现垂直和水平变形:DV(Diagonal Variation)。
三、深度变化符号:指表面凹起、凹陷的程度,可以用数字表示。
1. 深度变化——深度凹陷:Dp(Depth of Pit);2. 深度变化——深度凸起:Dw(Depth of Wave)。
四、平整度测量符号:主要包括两种:抛光等级和RMax/R95等级。
1. 抛光等级:指表面光洁度等级,用中文标注为225、75、15、5、1——其数字值指可被人类眼睛看见的最小的细小的点的最大的视角(最小的弧度),表示抛光度的增加,其数字越小,光洁度越高;2. RMax/R95等级:结合出现在曲率上的Nmax和N95的表达形式,分别用RMax(Radius Maximum)和R95(Radius 0.95)表示,其数字表示曲率半径(弧度)的变化,数字越小,表面弧度越强。
表面粗糙度的代号
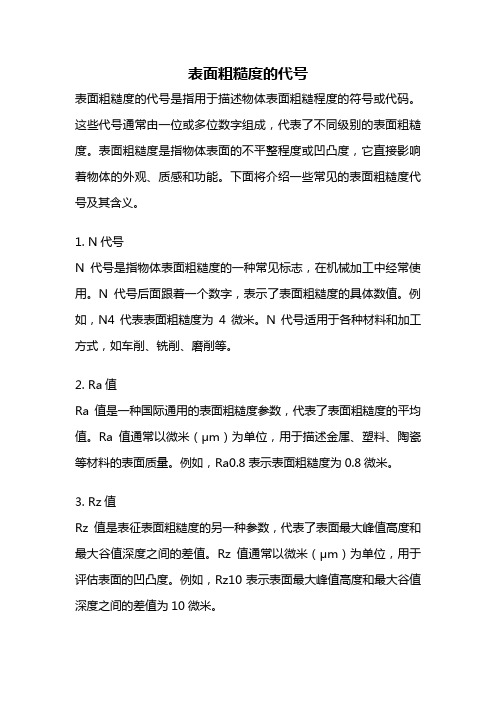
表面粗糙度的代号表面粗糙度的代号是指用于描述物体表面粗糙程度的符号或代码。
这些代号通常由一位或多位数字组成,代表了不同级别的表面粗糙度。
表面粗糙度是指物体表面的不平整程度或凹凸度,它直接影响着物体的外观、质感和功能。
下面将介绍一些常见的表面粗糙度代号及其含义。
1. N代号N代号是指物体表面粗糙度的一种常见标志,在机械加工中经常使用。
N代号后面跟着一个数字,表示了表面粗糙度的具体数值。
例如,N4代表表面粗糙度为4微米。
N代号适用于各种材料和加工方式,如车削、铣削、磨削等。
2. Ra值Ra值是一种国际通用的表面粗糙度参数,代表了表面粗糙度的平均值。
Ra值通常以微米(μm)为单位,用于描述金属、塑料、陶瓷等材料的表面质量。
例如,Ra0.8表示表面粗糙度为0.8微米。
3. Rz值Rz值是表征表面粗糙度的另一种参数,代表了表面最大峰值高度和最大谷值深度之间的差值。
Rz值通常以微米(μm)为单位,用于评估表面的凹凸度。
例如,Rz10表示表面最大峰值高度和最大谷值深度之间的差值为10微米。
4. AA值AA值是指铝材表面粗糙度的一种代号,用于描述铝材的表面质量。
AA值后面跟着一个数字,表示了表面粗糙度的具体数值。
例如,AA25代表铝材表面粗糙度为25微米。
5. RMS值RMS值是一种用于描述表面粗糙度的有效参数,代表了表面粗糙度的均方根值。
RMS值通常以微米(μm)为单位,用于评估表面的平滑度和凹凸度。
例如,RMS0.5表示表面粗糙度的均方根值为0.5微米。
6. CLA值CLA值是一种用于描述表面粗糙度的参数,代表了表面粗糙度的平均峰谷高度。
CLA值通常以微米(μm)为单位,用于评估表面的光滑度和凹凸度。
例如,CLA1.6表示表面平均峰谷高度为1.6微米。
7. Rmax值Rmax值是一种用于描述表面粗糙度的参数,代表了表面最大峰谷高度。
Rmax值通常以微米(μm)为单位,用于评估表面的平滑度和凹凸度。
例如,Rmax20表示表面最大峰谷高度为20微米。
表面粗糙度符号及意义
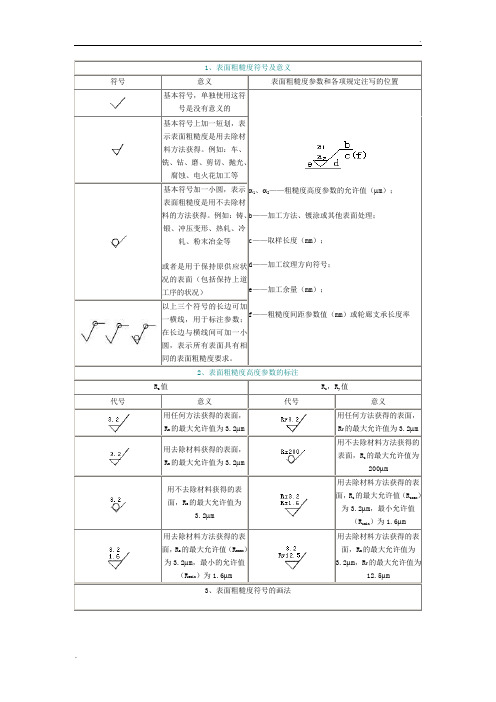
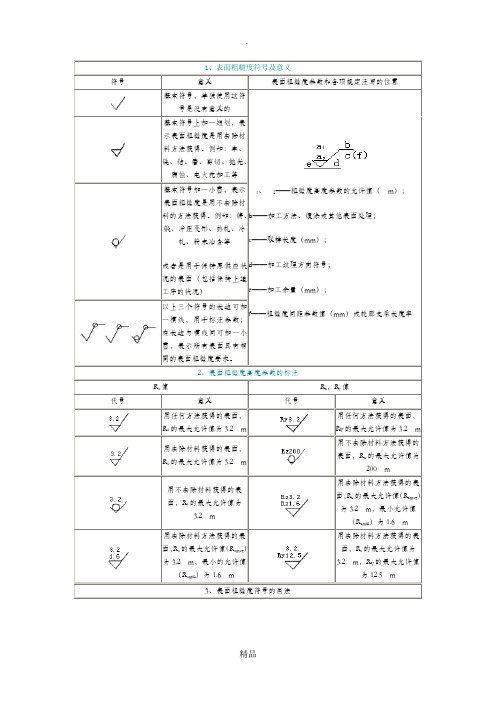
1、表面粗糙度符号及意义符号意义表面粗糙度参数和各项规定注写的位置基本符号,单独使用这符号是没有意义的α1、α2——粗糙度高度参数的允许值(μm ); b ——加工方法、镀涂或其他表面处理; c ——取样长度(mm );d ——加工纹理方向符号;e ——加工余量(mm );f ——粗糙度间距参数值(mm )或轮廊支承长度率基本符号上加一短划,表示表面粗糙度是用去除材料方法获得。
例如:车、铣、钻、磨、剪切、抛光、腐蚀、电火花加工等基本符号加一小圆,表示表面粗糙度是用不去除材料的方法获得。
例如:铸、锻、冲压变形、热轧、冷轧、粉末冶金等或者是用于保持原供应状况的表面(包括保持上道工序的状况)以上三个符号的长边可加一横线,用于标注参数;在长边与横线间可加一小圆,表示所有表面具有相同的表面粗糙度要求。
2、表面粗糙度高度参数的标注R a 值R z ,R y 值代号意义代号意义用任何方法获得的表面,R a 的最大允许值为3.2μm用任何方法获得的表面,R Y 的最大允许值为3.2μm用去除材料获得的表面,R a 的最大允许值为3.2μm用不去除材料方法获得的表面,R z 的最大允许值为200μm用不去除材料获得的表面,R a 的最大允许值为3.2μm用去除材料方法获得的表面,R z 的最大允许值(R zmax )为3.2μm ,最小允许值(R zmin )为1.6μm 用去除材料方法获得的表面,R a 的最大允许值(R amax )为3.2μm ,最小的允许值(R amin )为1.6μm用去除材料方法获得的表面,R a 的最大允许值为3.2μm ,R Y 的最大允许值为12.5μm3、表面粗糙度符号的画法d′=h/10;H=1.4h;h——为字体高度。
表面粗糙度的表示方法及含义

大轮廓谷深的平均值之和,如图 4.6 所示,Rz 的数学表达式为:
∑ ∑ Rz =
1( 5
5 i =1
y pi
+
5
yvi )
i =1
图 4.6 微观不平度十点高度
Rz 值越大,表面越粗糙。由于测点少,不能充分、客观反映实际表面状况,但测量、 计算方便,所以应用较多。
3. 轮廓最大高度 Ry 在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离。见图 4.7。
(a) 螺纹、内孔的标注
(b) 不同方向表面的标注
图 4.9 表面粗糙度标注
图 4.10 花键、齿轮粗糙度标注
4.4 表面粗糙度数值的选择
零件表面粗糙度不仅对其使用性能的影响是多方面的,而且关系到产品质量和生产成 本。因此在选择粗糙度数值时,应在满足零件使用功能要求的前提下,同时考虑工艺性和 经济性。在确定零件表面粗糙度时,除了有特殊要求的表面外,一般采用类比法选取。
具体数值见表 4-1。
表 4-1 取样长度和评定长度的选用值
Ra/μm
Rz、Ry/μm
l /mm
≥0.008~0.02 > 0.02~0.10 > 0.10~2.0 > 2.0~10.0 > 10.0~80.0
≥ 0.025~0.10 > 0.10~0.50 > 0.50~10.0 > 10.0~50.0 > 50.0~320
4.2.2 表面粗糙度的评定参数
图 4.5 轮廓算术平均
1. 轮廓算术平均偏差 Ra 在取样长度内,轮廓偏距绝对值的算术平均值。见图 4.5
所示。
∫ Ra =
1
l
y dx
l0
或近似为
∑ Ra =
1 n
n i =1
表面粗糙度符号及意义83772
1、表面粗糙度符号及意义符号意义表面粗糙度参数和各项规定注写的位置基本符号,单独使用这符号是没有意义的1、2——粗糙度高度参数的允许值(m );b ——加工方法、镀涂或其他表面处理;c ——取样长度(mm );d ——加工纹理方向符号;e ——加工余量(mm );f ——粗糙度间距参数值(mm )或轮廊支承长度率基本符号上加一短划,表示表面粗糙度是用去除材料方法获得。
例如:车、铣、钻、磨、剪切、抛光、腐蚀、电火花加工等基本符号加一小圆,表示表面粗糙度是用不去除材料的方法获得。
例如:铸、锻、冲压变形、热轧、冷轧、粉末冶金等或者是用于保持原供应状况的表面(包括保持上道工序的状况)以上三个符号的长边可加一横线,用于标注参数;在长边与横线间可加一小圆,表示所有表面具有相同的表面粗糙度要求。
2、表面粗糙度高度参数的标注R a 值R z ,R y 值代号意义代号意义用任何方法获得的表面,R a 的最大允许值为3.2m用任何方法获得的表面,R Y 的最大允许值为3.2m用去除材料获得的表面,R a 的最大允许值为3.2m用不去除材料方法获得的表面,R z 的最大允许值为200m用不去除材料获得的表面,R a 的最大允许值为3.2m用去除材料方法获得的表面,R z 的最大允许值(R zmax )为3.2m ,最小允许值(R zmin )为1.6m 用去除材料方法获得的表面,R a 的最大允许值(R amax )为3.2m ,最小的允许值(R amin )为1.6m用去除材料方法获得的表面,R a 的最大允许值为3.2m ,R Y 的最大允许值为12.5m3、表面粗糙度符号的画法d′=h/10;H=1.4h;h——为字体高度。
如有侵权请联系告知删除,感谢你们的配合!。
表格面粗糙度符号及意义

在上述三个符号上均可加一小圆,表示所有表面具有相同的表面粗糙度要求
用去除材料方法获得的表面粗糙度,Ra的最大值为3.2μm,Ra的最小值为1.6μm
用去除材料方法获得的表面粗糙度,Ra的最大值为3.2μm,Ry的最大值为12.5μm
用去除材料方法获得的表面粗糙度,Ra的上限值为3.2μm
用不去除材料方法获得的表面粗糙度,Rz的上限值为200μm
基本符号加一短划,表示表面是用去除材料的方法获得。例如:车、铣、钻、磨、剪、切、抛光、腐蚀、电火花加工、气剖等
用不去除材料方法获得的表面粗糙度,Ra的上限值为3.2μm
用去除材料方法获得的表面粗糙度,Rz的上限值为3.2μm,下限值为1.6μm
用任何方法获得的表面粗糙度,Ra的最大值为3.2μm
用任何方法获得的表面粗糙度,Ry的最大值为3.2μm
在上述三个符号的长边上均可加一横线,用于标注有关参数和说明
用去除材料方法获得的表面粗糙度,Ra的最大值为3.2μm
用不去除材料方法获得的表面粗糙度,Ry的最大值为200μm
用不去除材料方法获得的表面粗糙度,Ra的最大值为3.2μm
基本符号加一小圆,表示表面是用不去除材料的方法获得。例如:铸、锻、冲压变形、热轧、冷轧、粉末冶金等。或者是用于保持原供应状况的表面(包括保持上道工序的状况)
用去除材料方法获得的表面粗糖度,Ra的上限值为3.2μm,Ra的下限值为1.6μm
用去除材料方法获得的表面粗糙度,Ra的上限值为3.2μm,Ry的上限值为12.5μm
表面粗糙度数值及其有关规定在符号中注写的位置
a1、a2──粗糙度高度参数代号及其数值(μm)
表格面粗糙度符号及意义
表面粗糙度高度参数的标注表面粗糙度符号及意义
RRR、yz符意义及说意代代意用任何方法基本符号,表用任何方法得的表面粗表面可用任何方得的表面粗的上限值获得。
当不加注度的上限值3.m
m3.糙度参数值或有说明(例如:表用不去除材用去除材料处理、局部热处方法获得的表法获得的表面状况等)时,仅的上糙度的上限粗糙度用于简化代号标
m203.m
值基本符号加一划,表示表面是用去除材料用不去除材去除材料的方法法获得的表面方法获得的表得。
例如:车、铣的上限糙度粗糙度的上钻、磨、剪、切,下m
3.3.值抛光、腐蚀、电m
值1.花加工、气剖基本符号加一圆,表示表面是用去除材料用去除材料不去除
材料的方法获得的表面法获得的表面获得。
例如:铸的上限糖度糙度的上限锻、冲压变形、3.3.的的轧、冷轧、粉末限值12.mm1.限值金等。
或者是用保持原供应状况用任何方法用任何方法表面(包括保持得的表面粗得的表面粗道工序的状况的最大值度的最大值度m3.m
3.在上述三个符的长边上均可加用不去除材用去除材料横线,用于标注方法获得的表法获得的表面关参数和说的最粗糙度糙度的最大mm
值203.用去除材料用不去除材法获得的表面方法获得的表
a
注:当允许在表面粗糙度参数的所有实测值中超过规定值的个数少于总数的16%时,应在图样上标注表面粗糙度参数的上限值或下限值,当要求在表面粗糙度参数的所有实测值中不得超过规定值时,应在图样上标注表面粗糙度参数的最大值或最小值。
.。
表面粗糙度符号及意义

2
野
用去除材料方法获得的表
面,R的最大允许值(Rmax)
为3.2 m,最小允许值
(Rmin)为1.6 m
4
用去除材料方法获得的表 面,Ra的最大允许值(Rmax)为3.2 m,最小的允许值
(Rmin)为1.6 m
3. £
Ejl.25/
用去除材料方法获得的表
面,Ra的最大允许值为
3.2 m R的最大允许值为
12.5 m
3、表面粗糙度符号的画法
d' =h/10; H=1.4h ; h为字体高度。
会董
特征璃日
符号
有或无基准喜求
形状
形状
直我度
平ST度
口
无
无
圆度
O
元
OR柱度
月
形状或位置
轮即
统轮市庶
r\
宥或无
面轮席度
d
有或无
位宜
定向
平行就
II有Βιβλιοθήκη 垂育度±有
胃斜度
Z,
有
L
定位
位费就
同袖〔同心).度
令
◎J
有或无
有
对林提
有
-
跳劫
贤跳动
t
W
全跳动
有
说•明
符号
赧溉蜃素的林注
直接
7777初7〃人
用字旺
A
rv
E}7、7*7”7
基椎要霜附标注
©
基律目旨的标注
\S/
理治正前及寸
回
包容■求
®
哉大宣休禀求
®
说小实体要术
©
可逆要求
③
延忡公差奉
表面粗糙度标注

表面粗糙度代号中数字及符号的方 向必须按右图所示的方式标注, 带有 引出线的表面粗糙度符号按右图标 注.
用去除材料的方法获得的表面粗糙度 Ra 的上限值为 3.2μm
用不去除材料的方法获得的表面粗糙度 Ra 的上限值为 3.2μm
用去除材料的方法获得的表面粗糙度 Ra 的上限值为 3.2μm,下限 值为: 1.6μm 用去除材料的方法获得的表面粗糙度 Ra 的最大值为 3.2μm
在上述三个符号上均可加一小圆,表示所有表面具有相同的表面 粗糙度要求.
当空间狭小或不便标注时,符号,代 号可以引出标注 零件上连续表面和重复要素(孔,槽, 齿)的表面,以及用细实线连接的不 连续的同一表面,其表面粗糙度符 号,代号只标注一次.
潘帅杰
1 / 2
表面粗糙度标注 说 明 图 例 当零件所有表面具有相同的表面粗 糙度要求时,其符号,代号可在图样 的右上角统一标注,当用统一符号, 代号和说明文字时,其高度均应是图 形上其它表面所注代号或文字的 1.4 倍.
表面粗糙度标注
编著:
一,表面粗糙度符号,代号及其意义
符号 意 义 符号 意 义
基本符号,表示表面可用任何方法获得(单独使用无意义) ,当不 加粗糙度参数值或有关说明(例如:表面处理,局部热处理等) 时,仅适用于简化代号标注. 基本符号加一短划线,表示表面是用去除材料的方法获得的,例 如:车,铣,刨,磨,钻,剪切,抛光,电火花加工,气割等. 表示表面是用不去除材料的方法获得的,例如:铸造,锻,冲压, 热轧,冷轧,粉末冶金等. 在上述三个符号上边上均可加一横线, 用于标注有关参数和说明. 用任何方法获得的表面粗糙度 Ra 的上限值为 3.2μm
粗糙度符号详解

代号代号代号a1、a2——粗糙度高度参数代号及其数值(单位为微米);b——加工要求、镀覆、涂覆、表面处理或其他说明等;c——取样长度(单位为毫米)或波纹度(单位为微米);d——加工纹理方向符号;e——加工余量(单位为毫米);f——粗糙度间距参数值(单位为毫米)或轮廓支承长度率。
4 图样上的标注方法4.1表面粗糙度符号、代号一般注在可见轮廓线、尺寸界线、引出线或它们的延长线上。
符号的尖端必须从材料外指向表面,见图7、图8。
图7图8表面粗糙度代号中数字及符号的方向必须按图7、图8的规定标注。
带有横线的表面粗糙度符号应按图9、图10的规定标注。
图9图104.2在同一图样上,每一表面一般只标注一次符号、代号,并尽可能靠近有关的尺寸线,见图7。
当地位狭小或不便标注时,符号、代号可以引出标注,如图11、图16。
图114.3当零件所有表面具有相同的表面粗糙度要求时,其符号、代号可在图样的右上角统一标注,见图12a或12b。
当用统一标注和简化标注的方法表达表面粗糙度要求时,其符号、代号和说明文字的高度均应是图形上其他表面所注代号和文字的1.4倍,见图7、图12、图13。
图12图134.4当零件的大部分表面具有相同的表面粗糙度要求时,对其中使用最多的一种符号、代号可以统一注在图样的右上角,并加注“其余”两字,见图7,图11。
4.5为了简化标注方法,或者标注位置受到限制时,可以标注简化代号,见图13。
但必须在标题栏附近说明这些简化代号的意义。
也可采用省略的注法,见图14、图15,但应在标题栏附近说明这些简化符号、代号的意义。
图14图154.6零件上连续表面及重复要素(孔、槽、齿……等)的表面(图16、17)和用细实线连接不连续的同一表面(图11),其表面粗糙度符号、代号只标注一次。
图16图174.7同一表面上有不同的表面粗糙度要求时,须用细实线画出其分界线,并注出相应的表面粗糙度代号和尺寸,见图18。
图184.8中心孔的工作表面,键槽工作面,倒角、圆角的表面粗糙度代号,可以简化标注,见图19。
表面粗糙度及符号

表面粗糙度及符号1. 表面粗糙度表面粗糙度符号见表1。
表1表面粗糙 最大高度允许 标准取样 代号 度符号 的最大值 长度备注:1)尽量不使用括号内的数值。
2)表面粗糙度符号的数字与S 之间,不要加连接符“—”。
3)在与给定粗糙度相对应的取样长度标准值不适应的情况下,一定在图中标注取样长度(参照4.6项)。
4)最大高度允许的最大值是在指定表面任意选取几处的R max 的算术平均值,并不是每个R max 的最大值。
2. 表面加工符号3.1表面加工符号见表2最大高度(与放大方向平行)取样长度备注:1)三角符号,三角S符号和三角S波形符号的三角形为正三角形。
2)三角S符号“ ”在砂型时需要加工余量,三角S波符号“ ”不需要加工余量,但须去除超过三角“S”波符号所指示的极限尺寸的部分。
3)当应用一般制造方法时(例如压铸),三角S符号“ ” 和三角S波形符号“ ”表示不去除材料加工(图纸指示的三角S符号及三角S波符号为表面粗糙度)。
造方法中,3.2 非去除加工的(~)表示的粗糙度值见表34. 在图样上的表示(制图上的细节应符合HES A 2122)。
4.1去除加工面1)一般表示 例2)指定表面粗糙度的情况 例4.2非去除加工面1)一般表示,一定要同时标注表面粗糙度符号。
例2)表面粗糙度在100S以下时,表面粗糙度符号 例可省略。
4.3去除加工面或非去除加工面均可时:1)表面粗糙度小于或等于6.3S 例2)表面粗糙度小于或等于25S 例3)表面粗糙度小于或等于100S 例4)特别指定表面粗糙度 例4.4特殊去除加工面1)一般表示 2) 特殊指定表面粗糙度情况4.5去除超过极限尺寸的部分 4.6规定非标准取样长度的表示方法如下 不取与指定粗糙度相符合的标准取样 长度时,在指定面能保证长度的范围 内,应清楚地标注取样长度。
各种机械加工方法所能达到的零件表面粗糙度加工方法 表面粗糙度Ra[μm]加工方法表面粗糙度Ra[μm]圆片锯割断 80~20 零件的端面或槽的内侧面:车削外圆: 一次行程 20粗车 20~10 二次行程 10~5半精车: 镗孔:金属 10~5 粗镗 20~10非金属 5~2.5 半精镗:精车: 金属 10~5金属 10~2.5 非金属 10~2.5非金属 5~1.25 精镗:细车(或金刚石车): 金属 5~1.25金属 1.25~0.32 非金属 10~2.5非金属 0.63~0.16 细镗(或金刚石镗):车削端面: 金属 1.25~0.32 粗车 20~10 非金属 1.25~0.63 半精车: 钻和扩钻 20~2.5金属 10~5 扩孔:非金属 10~2.5 粗(有表皮) 20~10精车: 精 10~2.5金属 10~2.5 锪倒角(孔的) 5~2.5非金属 10~2.5 铰孔:细车: 半精铰(一次铰孔):金属 1.25~0.63 钢 10~5非金属 1.25~0.32 黄铜 10~2.5割槽和切断: 精铰(第二次铰):铸铁 5~1.25 细 0.32~0.16 钢、轻合金 2.5~1.25 推削:黄铜、青铜 1.25~0.63 精 1.25~0.32 细铰: 细 0.63~0.04 钢 1.25~0.32 螺纹加工:轻合金 1.25~0.63 切削:黄铜、青铜 0.32~0.16 板牙、丝锥、自开式板牙头 5~1.25圆柱铣刀铣削: 车刀或梳刀车、铣 10~1.25 粗 20~5 磨 1.25~0.32 精 5~1.25 研磨 1.25~0.08 细 1.25~0.63 滚轧:套式面铣刀铣削: 搓丝模 2.5~1.25 粗 20~5 滚丝模:精 5~0.63 在机床上用手动进给 2.5~0.63 细 1.25~0.32 在机床上用机械进给 0.63高速铣削: 在机床上用液压进给 0.63~0.32 粗 2.5~1.25 齿轮及花键加工:精 0.63~0.32 切削:刨削: 粗滚 5~2.5 粗 20~10 精滚 2.5~1.25 精 10~2.5 精插 2.5~1.25 细(光整加工) 1.25~0.32 精刨 5~1.25 槽的表面 10~5 拉 5~2.5 插削 20~5 剃齿 1.25~0.32 拉削: 磨 1.25~0.16 精 2.5~0.63 研 0.63~0.32 滚轧: 研磨:磨齿的轧辊 1.25~0.63 粗 0.63~0.32 冷轧 0.32~0.16 精 0.32~0.08 外圆磨、内圆磨: 细(光整加工) 0.08~0.01 半精(一次加工) 10~1.25 精整研磨:精 1.25~0.32 手工 1.25~0.01 细 0.32~0.16 机械 0.32~0.16 用精密修整的磨轮磨削 0.08~0.04 砂轮清理 80~10 平面磨: 砂布抛光(无润滑油):精 5~0.32 原始粗糙度 砂布粒度细 0.32~0.08 ≤Ra10 24 2.5~1.25 珩磨: ≤Ra5 36 1.25粗(一次加工) 1.25~0.32 Ra5~Ra2.5 60 0.63精(细) 0.32~0.04 Ra5~Ra2.5 80 0.63~0.32 超级加工: ≤Ra2.5 100 0.32精 1.25~0.16 Ra2.5~Ra1.25 140 0.32~0.16 细 0.16~0.08 ≤Ra1.25 180~250 0.16镜面的(两次加工) 0.04~0.02 钳工锉制: 20~1.25 研磨膏研磨: 刮削 25×25mm2内点数:精 1.25~0.32 8~10 1.25细 0.32~0.01 >10~13 0.63抛光: >13~16 0.32精 1.25~0.16 >16~20 0.16细(镜面的) 0.16~0.04 >20~25 0.08砂带抛光 0.32~0.16电抛光 2.5~0.02备注1)箭头的线宽为0.3~0.8mm。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
表面粗糙度高度参数的标注
符号
意义及说明
Raห้องสมุดไป่ตู้
Rz、Ry
代号
意义
代号
意义
基本符号,表示表面可用任何方法获得。当不加注粗糙度参数值或有关说明(例如:表面处理、局部热处理状况等)时,仅适用于简化代号标注
用任何方法获得的表面粗糙度,Ra的上限值为3.2μm
用任何方法获得的表面粗糙度,Ry的上限值为3.2μm
用去除材料方法获得的表面粗糙度,Ra的上限值为3.2μm
用不去除材料方法获得的表面粗糙度,Rz的上限值为200μm
基本符号加一短划,表示表面是用去除材料的方法获得。例如:车、铣、钻、磨、剪、切、抛光、腐蚀、电火花加工、气剖等
用不去除材料方法获得的表面粗糙度,Ra的上限值为3.2μm
用去除材料方法获得的表面粗糙度,Rz的上限值为3.2μm,下限值为1.6μm
用任何方法获得的表面粗糙度,Ra的最大值为3.2μm
用任何方法获得的表面粗糙度,Ry的最大值为3.2μm
在上述三个符号的长边上均可加一横线,用于标注有关参数和说明
用去除材料方法获得的表面粗糙度,Ra的最大值为3.2μm
用不去除材料方法获得的表面粗糙度,Ry的最大值为200μm
用不去除材料方法获得的表面粗糙度,Ra的最大值为3.2μm
基本符号加一小圆,表示表面是用不去除材料的方法获得。例如:铸、锻、冲压变形、热轧、冷轧、粉末冶金等。或者是用于保持原供应状况的表面(包括保持上道工序的状况)
用去除材料方法获得的表面粗糖度,Ra的上限值为3.2μm,Ra的下限值为1.6μm
用去除材料方法获得的表面粗糙度,Ra的上限值为3.2μm,Ry的上限值为12.5μm
表面粗糙度数值及其有关规定在符号中注写的位置
a1、a2──粗糙度高度参数代号及其数值(μm)
b──加工要求、镀覆、涂覆、表面处理或其他说明等
c──取样长度(mm)或波纹度(μm)
d──加工纹理方向符号
e──加工余量(mm)
f──粗糙度间距参数值(mm)或轮廓支承长度率
注:当允许在表面粗糙度参数的所有实测值中超过规定值的个数少于总数的16%时,应在图样上标注表面粗糙度参数的上限值或下限值,当要求在表面粗糙度参数的所有实测值中不得超过规定值时,应在图样上标注表面粗糙度参数的最大值或最小值。
用去除材料方法获得的表面粗糖度,Rz的最大值为3.2μm,最小值为1.6μm
在上述三个符号上均可加一小圆,表示所有表面具有相同的表面粗糙度要求
用去除材料方法获得的表面粗糙度,Ra的最大值为3.2μm,Ra的最小值为1.6μm
用去除材料方法获得的表面粗糙度,Ra的最大值为3.2μm,Ry的最大值为12.5μm