光学表面疵病标准
光学元件表面光洁度标准
在如图(1)所示的区或有2条长1mm
[50×(2+21)./106]0+[#40划×(痕3+2长+2)度/10]为+[2(0×2(2++22))/10];+[140×0#10划/10痕]=6长6 度为(4+4+4+4)
2.60#划痕乘以划痕长度与元件直径之比为60×(2+2)/20;
40#划痕乘以划痕长度与元件直径之比为40×(4+4+4+4)/20
10#划痕长度2mm对于表面质量要求20-10该产品最大划痕长度1mm<1/5。
图中有20#划痕长1度/4mDm。为1/4×20=5mm
1.60#划痕长度为(2+2);
60#划痕长2mm
40#划痕长度为(最4+大4+4划+4)痕的长度和为:
最大划痕的长度和为:
对(于图长 片与是宽放比大的≥5不:2是1m的实m产际品+尺2不寸m能)m用=简4单m公m式计算等效直径
3.所有级数的划痕乘以划痕长度与元件直径之比所得乘积之和为:
[60×(2+2)/20]+[40×(4+4+4+4)/20=36
元件最大划痕级数为60;60的一半为60/2=30)36>30;因此,元件不合格。
6
如左图所示的产品
则20#划痕长度mm。10#划痕长度
规定长与宽的比大于4:1的为划痕;
2mm对于表面质量要求20-10该产
左图是大家看的编号2的样品(图 片是放大的不是实际尺寸)
图中的划痕为20#,且长度>1/4D。 对于表面质量要求20-10该产品不 合格。但本次样品未提出表面质量 要求,而是要大家自已决定光洁度 等级。因此该产品划痕可判为40#。
American-光学元件表面光洁度标准资料
元件最大划痕为60#
66>60;因此,元件不合格。
左图是大家看的编号3的样品。 (图片是放大的不是实际尺寸)
图中有20#划痕长度2.2mm。10# 划痕长度7mm对于表面质量要求 20-10该产品不合格。对于表面 质量要求40-20则该产品所有级
数乘以划痕长度与元件直径之比所
得乘积之和为:
20×2.2/5+10×7/5=8.8+17=25.8
痕时,所有最大划痕的长度之和应不超过元件直径的1/4。
例如:有一长30mm宽10mm的元件,元件的表面质量要求为60—40,有2条
60#长为3 mm划痕。
它的等效直径为20mm
60#划痕长3mm
1/4D为1/4×20=5mm
最大划痕的长度和为:
60#划痕长3mm
3mm+3mm=6mm 6mm>5mm元件最大划痕的长度和超过元件直径的1/4。所以元件不合格。
(注意:美军标的麻点与划痕不同,麻点是可计量的也即麻 点的大小是确定的,50#麻点也即直径D=0.5mm的麻点)
0.125mm
点子直径: (0.125+0.255)/2=0.19mm
不规则点子
0.255mm
13
《SC-QA027表面质量标准》麻点的判定标准有6条。其 它5条是美军标规定的。公司内控标准一条。
1.当元件存在超过表面质量要求的麻点级数时,元件不合格。
例:元件为20mm,质量指标要求为60—40,元件有1个直径0.5mm
的麻点
50>40元件不合格。
2.每20mm直径上只允许有1个最大麻点。
例 : 元 件 为 20mm , 质 量 指 标 要 求 为 60—40 , 元 件 有 2 个 直 径 0.4mm的麻点元件不合格
光学零件表面庇病标准解析(MIL-PRF-13830B)
划2划痕:以美国军用标准《MIL-PRF-13830B》的表面质量划痕样板作为各级数划痕的比对标准。
(注意:美国军用标准未指明划痕的标号,也即未确定划痕的宽度和深度,只能以实际观察到的划痕的大小为准。
) 划痕级数就是划痕的标号,标准样版有10#、20#、40#、60#、80# 5个级数。
划痕的宽度不易计量,一般划痕以标准样板作为各级数划痕的比对标准。
如果用显微镜放大后,是可以度量出大小的。
参照国标GB/T1185-2006,与美国军用标准比对,元件上划痕的庇病的实际宽度,单位为:1/1000mm。
如:判断为40#划痕,那么划痕的宽度为: 40*(1/1000mm)=0.04mm。
便于划痕大小的计算,特将一些术语以代号表示:最大划痕级数“J”,较小划痕级数“J1、J2、J n+1”;最大划痕长度“L”,较小划痕长度“L1、L2、L n+1 ”;等效直径“D0”。
2.1当元件上的划痕级数超过表面质量要求的划痕级数时,元件不合格。
例如:元件的表面质量要求为60—40,则代表元件的划痕必须≤60#,如果元件有>60#的划痕,则元件不合格。
左图中(图片是放大的不是实际尺寸),元件上的划痕为20#,且长度>1/4D 。
对于表面质量要求20-10该元件不合格。
但本次未提出表面质量要求,如果要判定光洁度等级,该元件上的划痕可判为40#。
2.2当元件上的划痕级数未超过表面质量要求的划痕级数,但元件上存在最大划痕时,所有最大划痕的长度之和应不超过元件直径的1/4。
公式表达:∑L ≤1/4 D 0例如:有一长30mm 宽10mm 的元件,元件的表面质量要求为60—40,有2条 60#,长为3 mm 划痕,它的等效直径为20mm ,1/4D 为1/4×20=5mm ,最大划痕的长度和为:3mm+3mm=6mm ,元 件上最大划痕的长度之和超过元件直径的1/4,所以元件不合格。
60#划痕长3mm60#划痕长3mm左图中(图片是放大的不是实际尺寸),直径5mm ,图中有20#划痕长度2.2mm ,10#划痕长度7mm ,对于表面质量要求20-10该产品不合格。
GB光洁度标准
中华人民共和国国家标准GB 1185—89光学零件表面疵病Surface imperfections of optical elements1989-03-31发布1990-01-01实施中华人民共和国机械电子工业部1989-02-28批准代替GB 1185-74国家技术监督局发布1 主题内容与适用范围本标准规定了光学零件表面疵病术语、代号、换算、标志、密集和试验方法。
本标准适用于光学零件抛光表面的检验。
2 术语、代号2.1 表面疵病B表面疵病系指麻点、擦痕、开口气泡、破点及破边。
2.2 级数J级数J表征表面疵病大小,Sqrt(M)的值即为J。
其中,M为表面疵病的面积,mm2。
正方形表面疵病的级数J是以mm为单位的边长数值。
2.3 个数GG为允许的表面疵病数目。
3 换算换算系指较大级数的表面疵病允许用若干个具有较小级数的表面疵病来代替,其面积之和不超过原级数的表面疵病面积,但不允许将表面疵病换算为多于40个较小级数的表面疵病。
根据需要,表面疵病也可以不允许换算(见4.1.2条)。
表面疵病级数与疵病个数换算系数按表1。
表 1疵病个数 1 2.5 6.3 16 400.004 ----0.0063 0.004 ---0.01 0.0063 0.004 --0.016 0.01 0.0063 0.004 -0.025 0.016 0.01 0.0063 0.0040.04 0.025 0.016 0.01 0.00630.063 0.04 0.025 0.016 0.010.10 0.063 0.04 0.025 0.0160.16 0.10 0.063 0.04 0.025级数J0.25 0.16 0.10 0.063 0.040.40 0.25 0.16 0.10 0.0630.63 0.40 0.25 0.16 0.101.0 0.63 0.40 0.25 0.161.6 1.0 0.63 0.40 0.252.5 1.6 1.0 0.63 0.404.0 2.5 1.6 1.0 0.636.3 4.0 2.5 1.6 1.010 6.3 4.0 2.5 1.6注:①表面疵病原级数个数乘疵病个数换算系数等于换算后的级数个数(结果应化为整数)。
美军标关于表面疵病的说明

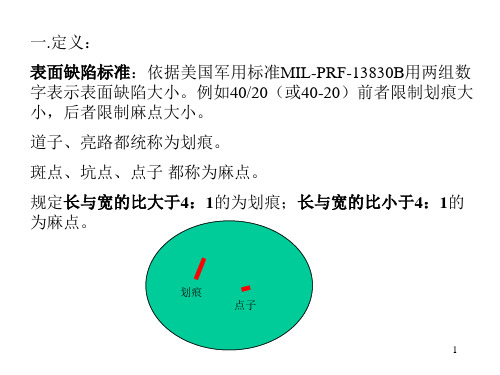
一.定义:表面缺陷标准:依据美国军用标准MIL-PRF-13830B用两组数字表示表面缺陷大小。
例如40/20(或40-20)前者限制划痕大小,后者限制麻点大小。
道子、亮路都统称为划痕。
斑点、坑点、点子都称为麻点。
规定长与宽的比大于4:1的为划痕;长与宽的比小于4:1的为麻点。
当元件的不同区域表面光洁度要求不一样时,等效直径的计算以区域进行:表面质量要求高的内区域其等效直径以内区域为准(如有效孔径的区域),表面质量要求低的外区域计算的是整体元件的等效直径。
§美军标规定对于非圆形元件其直径取相等面积圆的直径。
划痕:以美国军用标准《MIL-O-13830》的表面质量划痕样板作为各级数划痕的比对标准。
(注意:美军标未指明划痕的计量单位也即未确定划痕的宽度和深度,只能以实际观察样版为标准。
)这里的划痕级数就是通常的划痕号数,标准样版有10#、20#、40#、60#、80# 5个级。
§SC-QA027表面质量标准共有7条划痕判定标准,前5条是美军标的规定,后两条是公司内控标准。
以下逐条讲解:1.当元件的划痕级数超过表面质量要求的划痕级数时,元件不合格。
例如:元件的表面质量要求为60—40,则代表元件的划痕必须≤60#,如果元件有>60#的划痕,则元件不合格。
2.当元件的划痕级数未超过表面质量要求的级数,但元件存在最大划痕时,所有最大划痕的长度之和应不超过元件直径的1/4。
例如:有一长30mm宽10mm的元件,元件的表面质量要求为60—40,有2条60#长为3 mm划痕。
它的等效直径为20mm1/4D为1/4×20=5mm最大划痕的长度和为:3mm+3mm=6mm6mm>5mm元件最大划痕的长度和超过元件直径的1/4。
所以元件不合格。
3.当元件存在最大划痕,而最大划痕的长度之和未超过1/4D,要求所有级数的划痕乘以划痕长度与元件直径之比所得乘积之和,不得超过最大划痕级数的一半。
光学外观标准
3 GB 1185-89
注:外观表面质量等级级数和标准ISO 10110中相同; 拆分方式与标准ISO 10110相同。
13/12
其他标准
4 各标准之间的转换
1.2 1.1 ,即80-50外观,口径20mm转化为ISO10110-7标准后为1*1.1。
注:以上面积计算中,麻点的几何形状为圆形,擦痕为长方形!
光学零件外观标准总结
1 ISO 10110外观标准解读
1.1 ISO 10110标准中外观要求示例:
2/12
1 ISO 10110外观标准解读
1.2 外观对比限度板
使用方法:1)室内光; 2)检验背景为黑色挡板;3)检验光源为24、27W日光灯;4)放置 在灯下反射观察;5)若检验镜片时有使用放大镜则观察限度板时也须使用放大镜; 6)限度板上的线条为该限度要求可允许的最大缺陷,超过此限度为不良.
如Ⅳ级外观,D。=20mm,总面积=0.06284*20=1.2568mm²,转换为ISO10110 为: 1*1.1。
若D。=20mm,回想美国军标中80-50转化为1*1.1,所以GBⅣ级外观对应美国军 标为80-50。
结束 谢谢!
此课件下载可自行编辑修改,此课件供参考! 部分内容来源于网络,如有侵权请与我联系删除!
8/12
3 MIL美国军标中外观解读
美国军标中对光学零件表面质量说明及可接受缺陷规定用"擦痕"、"麻点"说明。擦 痕和麻点用两个代表其限制尺寸的号数来标记,第一个代号是擦痕号,第二个代号是 麻点号。
擦痕指相对长的缺陷,一般长宽比在20:1左右,如:擦痕、划伤、划丝。 麻点指点状缺陷,一般为远的,如麻点、麻坑包含物。
光学零件表面疵病标准(德国DIN3140)
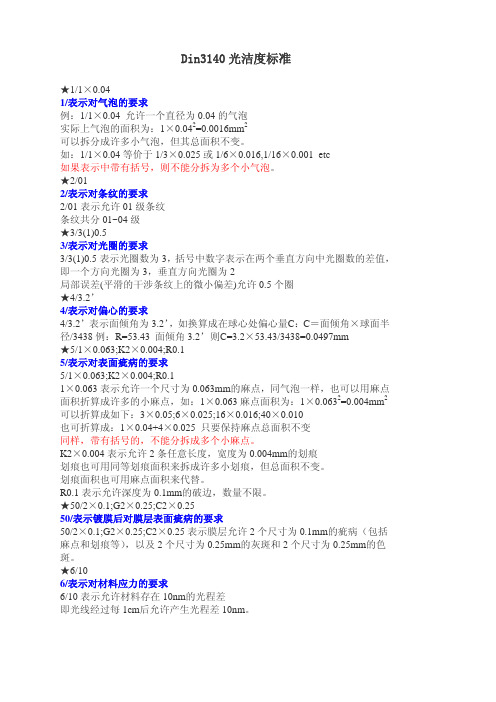
Din3140光洁度标准★1/1×0.041/表示对气泡的要求例:1/1×0.04 允许一个直径为0.04的气泡实际上气泡的面积为:1×0.042=0.0016mm2可以拆分成许多小气泡,但其总面积不变。
如:1/1×0.04等价于1/3×0.025或1/6×0.016,1/16×0.001 etc如果表示中带有括号,则不能分拆为多个小气泡。
★2/012/表示对条纹的要求2/01表示允许01级条纹条纹共分01~04级★3/3(1)0.53/表示对光圈的要求3/3(1)0.5表示光圈数为3,括号中数字表示在两个垂直方向中光圈数的差值,即一个方向光圈为3,垂直方向光圈为2局部误差(平滑的干涉条纹上的微小偏差)允许0.5个圈★4/3.2’4/表示对偏心的要求4/3.2’表示面倾角为3.2’,如换算成在球心处偏心量C:C=面倾角×球面半径/3438例:R=53.43 面倾角3.2’则C=3.2×53.43/3438=0.0497mm★5/1×0.063;K2×0.004;R0.15/表示对表面疵病的要求5/1×0.063;K2×0.004;R0.11×0.063表示允许一个尺寸为0.063mm的麻点,同气泡一样,也可以用麻点面积折算成许多的小麻点,如:1×0.063麻点面积为:1×0.0632=0.004mm2可以折算成如下:3×0.05;6×0.025;16×0.016;40×0.010也可折算成:1×0.04+4×0.025 只要保持麻点总面积不变同样,带有括号的,不能分拆成多个小麻点。
K2×0.004表示允许2条任意长度,宽度为0.004mm的划痕划痕也可用同等划痕面积来拆成许多小划痕,但总面积不变。
(美军标)光学零件表面疵病标准-MIL13830A(摘要)
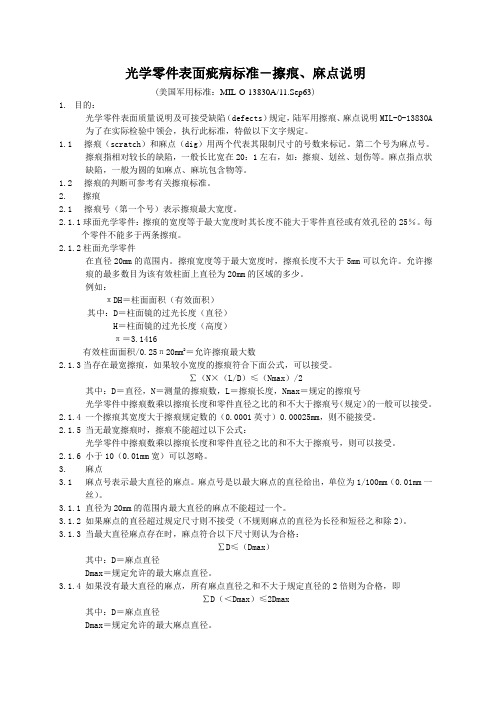
光学零件表面疵病标准-擦痕、麻点说明(美国军用标准:MIL-O-13830A/11.Sep63)1.目的:光学零件表面质量说明及可接受缺陷(defects)规定,陆军用擦痕、麻点说明MIL-O-13830A 为了在实际检验中领会,执行此标准,特做以下文字规定。
1.1擦痕(scratch)和麻点(dig)用两个代表其限制尺寸的号数来标记。
第二个号为麻点号。
擦痕指相对较长的缺陷,一般长比宽在20:1左右,如:擦痕、划丝、划伤等。
麻点指点状缺陷,一般为圆的如麻点、麻坑包含物等。
1.2擦痕的判断可参考有关擦痕标准。
2.擦痕2.1擦痕号(第一个号)表示擦痕最大宽度。
2.1.1球面光学零件:擦痕的宽度等于最大宽度时其长度不能大于零件直径或有效孔径的25%。
每个零件不能多于两条擦痕。
2.1.2柱面光学零件在直径20mm的范围内。
擦痕宽度等于最大宽度时,擦痕长度不大于5mm可以允许。
允许擦痕的最多数目为该有效柱面上直径为20mm的区域的多少。
例如:πDH=柱面面积(有效面积)其中:D=柱面镜的过光长度(直径)H=柱面镜的过光长度(高度)π=3.1416有效柱面面积/0.25π20mm2=允许擦痕最大数2.1.3当存在最宽擦痕,如果较小宽度的擦痕符合下面公式,可以接受。
∑(N×(L/D)≤(Nmax)/2其中:D=直径,N=测量的擦痕数,L=擦痕长度,Nmax=规定的擦痕号光学零件中擦痕数乘以擦痕长度和零件直径之比的和不大于擦痕号(规定)的一般可以接受。
2.1.4 一个擦痕其宽度大于擦痕规定数的(0.0001英寸)0.00025mm,则不能接受。
2.1.5 当无最宽擦痕时,擦痕不能超过以下公式:光学零件中擦痕数乘以擦痕长度和零件直径之比的和不大于擦痕号,则可以接受。
2.1.6 小于10(0.01mm宽)可以忽略。
3. 麻点3.1 麻点号表示最大直径的麻点。
麻点号是以最大麻点的直径给出,单位为1/100mm(0.01mm一丝)。
光学 元件表面光洁度标准1
左图是大家看的编号2的样品(图 片是放大的不是实际尺寸) 图中的划痕为20#,且长度>1/4D。 对于表面质量要求20-10该产品不 合格。但本次样品未提出表面质量 要求,而是要大家自已决定光洁度 等级。因此该产品划痕可判为40#。
5
3.当元件存在最大划痕,而最大划痕的长度之和未超过1/4D,要求所有 级数的划痕乘以划痕长度与元件直径之比所得乘积之和,不得超过最大 划痕级数的一半。
左图是大家看的编号3的样品。 (图片是放大的不是实际尺寸) 图中有20#划痕长度2.2mm。10# 划痕长度7mm对于表面质量要求 20-10该产品不合格。对于表面 质量要求40-20则该产品所有级 数乘以划痕长度与元件直径之比所
得乘积之和为: 20×2.2/5+10×7/5=8.8+17=25.8 25.8<40。元件符合40-20
例①:元件为∅10,表面质量指标60—40,有2条50#划痕2mm,1条40#划痕3mm, 另2条40#划痕2mm,2条20#划痕2mm,10#划痕长度合计10 mm。 所有级数的划痕乘以划痕长度与元件直径之比所得乘积之和为: [50×(2+2)/10]+[40×(3+2+2)/10]+[20×(2+2)/10]+[10×10/10]=66 元件最大划痕为60# 66>60 不合格。 66>60;因此,元件不合格。 不合格
右图是放大50倍的间隔 小于0.1mm的三条划痕。 划痕间隔小于 0.1mm
划痕合并后宽度
划 痕 合 并 后 长 度
10
8
5.当元件质量指标要求划痕等级为20或优于此等级时,元件表面不准有 密集划痕即在元件中任何一个∅6.35mm面积的区域,不允许有4条或4条 以上的大等于10#划痕。
光学疵病具体解读
光学疵病具体解读一.定义:表面缺陷标准:依据美国军用标准MIL-PRF-13830B用两组数字表示表面缺陷大小。
例如40/20(或40-20)前者限制划痕大小,后者限制麻点大小。
道子、亮路都统称为划痕。
斑点、坑点、点子都称为麻点。
规定长与宽的比大于4:1的为划痕;长与宽的比小于4:1的为麻点。
当元件的不同区域表面光洁度要求不一样时,等效直径的计算以区域进行:表面质量要求高的内区域其等效直径以内区域为准(如有效孔径的区域),表面质量要求低的外区域计算的是整体元件的等效直径。
§美军标规定对于非圆形元件其直径取相等面积圆的直径。
划痕:以美国军用标准《MIL-O-13830》的表面质量划痕样板作为各级数划痕的比对标准。
(注意:美军标未指明划痕的计量单位也即未确定划痕的宽度和深度,只能以实际观察样版为标准。
)这里的划痕级数就是通常的划痕号数,标准样版有10#、20#、40#、60#、80#5个级。
§SC-QA027表面质量标准共有7条划痕判定标准,前5条是美军标的规定,后两条是公司内控标准。
以下逐条讲解:1.当元件的划痕级数超过表面质量要求的划痕级数时,元件不合格。
例如:元件的表面质量要求为60—40,则代表元件的划痕必须≤60#,如果元件有>60#的划痕,则元件不合格。
2.当元件的划痕级数未超过表面质量要求的级数,但元件存在最大划痕时,所有最大划痕的长度之和应不超过元件直径的1/4。
例如:有一长30mm宽10mm的元件,元件的表面质量要求为60—40,有2条60#长为3mm划痕。
它的等效直径为20mm1/4D为1/4某20=5mm最大划痕的长度和为:3mm+3mm=6mm6mm>5mm元件最大划痕的长度和超过元件直径的1/4。
所以元件不合格。
3.当元件存在最大划痕,而最大划痕的长度之和未超过1/4D,要求所有级数的划痕乘以划痕长度与元件直径之比所得乘积之和,不得超过最大划痕级数的一半。
美军标
计长10mm ; C=[35X2+30X(2+3)+10X10]/10=32<40 合格
5
10-5
批准
校核
编制
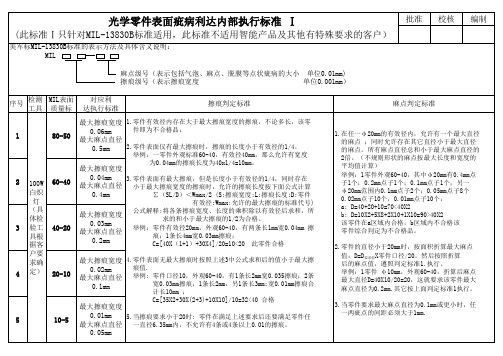
光学零件表面疵病利达内部执行标准 Ⅰ
(此标准Ⅰ只针对MIL-13830B标准适用,此标准不适用智能产品及其他有特殊要求的客户) 美军标MIL-13830B标准的表示方法及具体含义说明: MIL
麻点级号(表示包括气泡、麻点、脱膜等点状疵病的大小 单位0.01mm) 擦痕级号(表示擦痕宽度 单位0.001mm) 序号 检测 MIL表面 工具 质量标 对应利 达执行标准 擦痕判定标准 麻点判定标准
1
80-50
最大擦痕宽度 1.零件有效径内存在大于最大擦痕宽度的擦痕,不论多长,该零 0.06mm 件即为不合格品: 最大麻点直径 0.5mm 2.零件表面仅有最大擦痕时,擦痕的长度小于有效径的1/4。 最大擦痕宽度 0.04mm 3.零件表面有最大擦痕,但是长度小于有效径的1/4,同时存在 最大麻点直径 小于最大擦痕宽度的擦痕时,允许的擦痕长度按下面公式计算 0.4mm ∑(SL/D)<Wmax/2 (S:擦痕宽度;L:擦痕长度;D:零件 最大擦痕宽度 0.03mm 最大麻点直径 0.2mm
光学表面疵病标准课件

三、擦痕
当零件的擦痕级数超过表面疵病要求的擦痕级数时,零件不合格。 例1,零件的表面质量要求为60-40,则代表零件的擦痕宽度必须 ≤60μm,如果零件表面有宽度>60μm的擦痕,则该零件不合格。
当零件的擦痕级数未超过表面质量要求的级数,且只存在最大擦痕 时,所有最大擦痕的长度之和应不超过零件直径的1/4,即
光学零件表面疵病的标准
主要内容
麻点
斑点
表面疵 病
擦痕
破边
名词解释
麻点:光学零件表面呈现的微小的点状凹穴,包括开口 气泡、破点,以及细磨或精磨后残留的砂痕等。
斑点:光学零件表面经侵蚀或镀膜后形成的在 反射光中呈干涉色突变的局部腐蚀或覆盖。
定义
擦痕:光学零件表面呈现的微细的长 方形凹痕。
破边:光学零件有效孔径之 外边缘破损。不包括 可发展的裂纹。
五、检验方法
(1)我国标准规定,检验时应以黑色屏幕为背景,光源为 36V、60W~108W 的普通白炽灯泡,在透射光或反射光下 用4×~10×放大镜观察。
(2)俄国标准规定,检验时光源为60W~100W的普通白炽 灯泡,在透射光或反射光下观察。检验像面附近的光学表 面时应采用不小于 6×放大镜,检验Ⅰ~Ⅲ级的光学表面 时应采用不大于6×放大镜,检验低于Ⅳ级的光学表面时 不采用放大镜。
三、擦痕
(1)我国标准规定,光学表面除已注的疵病 外,如允许有任意长度的擦痕,则应标注 擦痕的数目和允许最大宽度的数值。 ISO 10110-7中长擦痕定义为长度大于2mm 的擦痕;我国标准规定长擦痕的长宽比应 大于160:1,其宽度不大于一般疵病公差 基本级数除以换算系数(25),长度小于 一般疵病公差基本级数乘以换算系数(6.3 ),将长擦痕与基本级数联系了起来。
光学零件表面疵病标准

光学零件表面疵病标准文稿归稿存档编号:[KKUY-KKIO69-OTM243-OLUI129-G00I-FDQS58-光学零件表面疵病标准擦痕、麻点说明(美国军用标准:MIL-O-13830A/11.Sep63)1.目的:光学零件表面质量说明及可接受缺陷(defects)规定,陆军用擦痕、麻点说明,MIL-13830A为了在实际检验中领会,执行此标准,特做以下文字规定。
1.1擦痕(scratch)和麻点(dig)用两个代表其限制尺寸的号数来标记。
第二个号为麻点号。
擦痕指相对较长的缺陷,一般长比宽在20:1左右,如:擦痕、划丝、划伤等。
麻点指点状缺陷,一般为圆的如麻点、麻坑包含物等。
1.2 擦痕的判断可参考有关擦痕标准。
2.擦痕2.1 擦痕号(第一个号)表示擦痕最大宽度。
2.1.1 球面光学零件:擦痕的宽度等于最大宽度时其长度不能大于零件直径或有效孔径的25%。
每个零件不能多于两条擦痕。
2.1.2 柱面光学零件在直径20mm的范围内。
擦痕宽度等于最大宽度时,擦痕长度不大于5mm可以允许。
允许擦痕的最多数目为该有效柱面上直径为20mm的区域的多少。
例如:πDH=柱面面积(有效面积)其中:D=柱面镜的过光长度(高度) H=柱面镜的过光长度(高度)π=3.1416有效柱面面积/0.25π20mm2=允许擦痕最大数 2.1.3 当存在最宽擦痕,如果较小宽度的擦痕符合下面公式,可以接受。
∑(N×(L/D))≤(Nmax)/2其中:D=直径,N=测量的擦痕数,L=擦痕长度,Nmax=规定的擦痕号光学零件中擦痕数乘以擦痕长度和零件直径之比的和不大于擦痕号(规定)的一般可以接受。
2.1.4 一个擦痕其宽度大于擦痕规定数的(0.0001英寸)0.00025mm,则不能接收。
2.1.5 当无最宽擦痕时,擦痕不能超过以下公式:光学零件中擦痕数乘以擦痕长度和零件直径之比的和不大于擦痕号,则可以接受。
2.1.6 小于10(0.01mm宽)可以忽略。
基于双光源下光学镜片表面疵病视觉检测方法
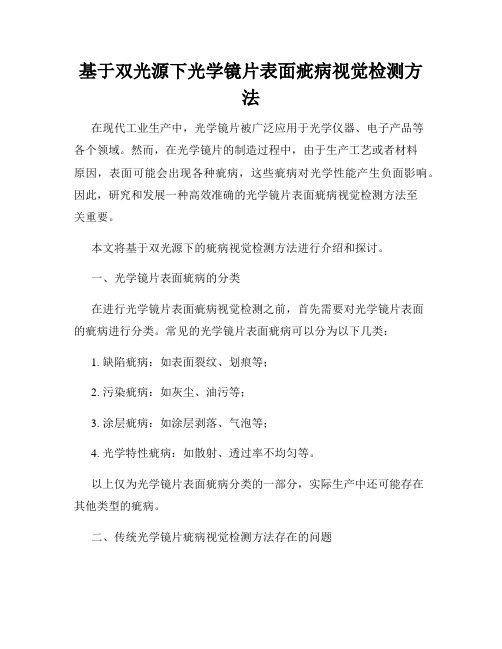
基于双光源下光学镜片表面疵病视觉检测方法在现代工业生产中,光学镜片被广泛应用于光学仪器、电子产品等各个领域。
然而,在光学镜片的制造过程中,由于生产工艺或者材料原因,表面可能会出现各种疵病,这些疵病对光学性能产生负面影响。
因此,研究和发展一种高效准确的光学镜片表面疵病视觉检测方法至关重要。
本文将基于双光源下的疵病视觉检测方法进行介绍和探讨。
一、光学镜片表面疵病的分类在进行光学镜片表面疵病视觉检测之前,首先需要对光学镜片表面的疵病进行分类。
常见的光学镜片表面疵病可以分为以下几类:1. 缺陷疵病:如表面裂纹、划痕等;2. 污染疵病:如灰尘、油污等;3. 涂层疵病:如涂层剥落、气泡等;4. 光学特性疵病:如散射、透过率不均匀等。
以上仅为光学镜片表面疵病分类的一部分,实际生产中还可能存在其他类型的疵病。
二、传统光学镜片疵病视觉检测方法存在的问题在传统的光学镜片疵病视觉检测方法中,通常采用人工目视检测的方式,即由人眼对镜片表面进行观察和判断。
然而,这种方法存在以下几个问题:1. 主观性强:不同的检测人员对同一光学镜片的判断可能存在差异,这会导致测试结果的不一致性;2. 疲劳度大:由于人员需要长时间凝视和判断,容易导致视觉疲劳,从而影响检测效果;3. 效率低下:人工目视检测的速度较慢,无法满足大规模生产的需要;4. 难以溯源:在批量生产中,难以准确追溯某一光学镜片的疵病点。
因此,为了提高检测效率和准确性,需要引入更加科学和先进的光学镜片疵病视觉检测方法。
三、基于双光源下的光学镜片表面疵病视觉检测方法基于双光源下的光学镜片表面疵病视觉检测方法是一种相对先进的检测技术,该方法利用了不同光源的特性,对光学镜片表面疵病进行分析和判断。
该方法的基本原理是通过双光源的光线照射光学镜片表面,然后利用图像处理和分析技术对照片进行提取和处理。
由于不同疵病在不同光源下的表现是不同的,因此可以通过对比两个光源下的图像差异,来判断光学镜片表面是否存在疵病。
美军标关于光学表面疵病的说明
美军标关于光学表面疵病的说明What is an optic surface figure?Filed under: choose your optics — Tags: compare, how to choose my optics, Marechal criterion,MIL-O-13830, peak-to-valley, peak-to-valley vs RMS, scratch-dig, stray light, Strehl ratio, surface figure, surface quality — Webmaster @ 7:58 pmThe surface figure, or surface quality or surface cosmetics allrefer to the deviation between an actual optic and its ideal surface. There are basicallytwo set of information that are commonly given by manufacturers: the surface flatness and what is referred to as “scratch-dig”.Why is it important?Well, an optic with a bad rating on surface flatness will introduce some wavefront distortions, which are responsible for aberrations and bad qualityfocus. Aberrated wavefront leads to poor Strehl ratio (ratio of the observedpeak intensity at the image plane compared to the theoretical maximum peak intensity of a perfect optical system), so poor optics makes one loosevaluable optical power at focus. Plus scratches or digs on an optic creatediffraction and stray light, which no one wants either.Surface flatnessThis is the measurement of the difference between the actual surface of the optic and the surface it would have if it was defect-free. There are two main wa y to measure it, the most common is called “peak-to-valley” (P-V). This isthe difference between the “highest” and “lowest” parts on the surface ofthe optic, those “top” and “bottom” being defined as the local differencebetween the actual optic and the ideal one. Of course this ignores the curvature of the optics, which is not a defect. We consider this method of measuring defects on optic as inaccurate and misleading: it is a maximummeasurement, and it does not say how many peaks and valley there are on the whole surface. Consequently it is difficult to predict how an optic will perform with this sort of measurement. An optical system having a large P-V error may actually perform better than a system having a small P-V error. Unfortunately it is by far the most widespread flatness quality control in the industry. A much better measurement is the RMS (Root Mean Square) value of theflatness. This technique involves measuring a substantial amount of the optic’s surface at many points and then calculat ing the standard deviation of thesurface from the ideal form. This measurement has direct mathematicalimplications: for instance it is possible to calculate the Strehl ratio from it.Once again, in short the Strehl ratio is a very good indication on how much power you get at the image plane of the optical system versus what power you will get from an ideal aberration-free system. Once the Strehl ratio has been calculated, the quality of the optical system may be ascertained using the Maréchal criterion. The Maréchal criterion states that a system is regardedas well corrected if the Strehl ratio is greater than or equal to 0.8, whichcorresponds to an rms wavefront error λ/14. For instance an optical systemintroducing a λ/3 RMS deformation will have his actual power at focus reduced to approximately 3% of its theoretical power. The reason for this drop in power at the focus is that some interferences are created in the focus, with different rays arriving with a different phase.Since most manufacturers are specifying their optics flatness in peak-to-valley, here is a short comparison of what one should expect. This is withoutguarantee: as explained above, peak-to-valley is imprecise and misleading.surfaceflatness quality applications(peat-to-valley)less than λ/2 very low non critical divergent applications onlyOften best standard for cube beam splitter. Not suitable for highλ/4 low power applications or when wavefront control is important General standard for quality manufacturer. Suitable for most laserλ/10 good and scientific application.Manufacturers who specify surface flatness in peak-to-valleyadvise this flatness for critical wavefront control applicationssuchas interferometry or intense femto-second lasers. But honestly, ifλ/20 very good this is your case you wouldn’t want to leave room for imprecision,and you would choose a manufacturer able to specify the RMSflatness.Scratch-digThis is yet another very subjective quality measurement. Scratch-dig, sometimes called surface quality relates to the number and apparent size of visible defects, typically scratches and pits (called digs), on the part surface. While this may seem straightforward, probably nooptical specification causes greater confusion. The problem arises because the assessment of scratches and digs is performed using a purely visual, non-quantitative comparisonto a set of standards which conform to the US military specification MIL-O-13830. This situation arose because the specification was developed many years before the advent of the laser, when surfacequality was primarilya cosmetic consideration without performance information. Scratch-dig is specified by two numbers, such as 40-20. The first number is the maximumwidth allowance for a scratch measured in microns, and the second is themaximum diameter for a dig in hundredths of a milimetre. So 40-20 wouldpermit a scratch width of 0.04mm and a dig diameter of 0.2mm This measurement is obviously badly limited: not only does it entirely rely ona visual inspection, but there is no measure of irregularities depth and scratches length, nor of their number, nor of their position (centre being worse). The problem is that this measurement has the potential to give important information on the optic. Small size defects are responsible light scattering,loss of contrast and stray light which can damage sensitive components inhigh power applications.A much better measurement would be the Fourier transform of the surface of the optic, if this were available from manufacturers. Onceagain to help people getting an idea of what they are getting, here is a comparison of the average scratch-dig quality from quality manufacturers. Just keep in mind how imprecise this measurement is, though.scratch-dig quality applicationsCommercial grade, non-critical applications. Also used in lowpower laser and imaging applications where scattered light is not as 60-40 Very lowcritical as costs.Standard scientific research applications, for laser or imaging 40-20 Low applications with focused beam that tolerate little scattered light.Laser mirrors and extra-cavity optics. For laser and imaging20-10 Moderate application with focused beams where minimising scattered light isimportant. This is the best quality offered by some manufacturer.10-5 High Intra-cavity laser optics, high power applications.Rating: 8.5/10 (4 votes cast)Share and Enjoy:引用美军标关于光学表面疵病的说明Link - Thu, 16 Oct 2008 09:30:01 +0800Description:引用pitter_li 的美军标关于光学表面疵病的说明一.定义:表面缺陷标准:依据美国军用标准MIL-PRF-13830B用两组数字表示表面缺陷大小。
美军标关于表面疵病的说明
一.定义:表面缺陷标准:依据美国军用标准MIL-PRF-13830B用两组数字表示表面缺陷大小。
例如40/20(或40-20)前者限制划痕大小,后者限制麻点大小。
道子、亮路都统称为划痕。
斑点、坑点、点子都称为麻点。
规定长与宽的比大于4:1的为划痕;长与宽的比小于4:1的为麻点。
当元件的不同区域表面光洁度要求不一样时,等效直径的计算以区域进行:表面质量要求高的内区域其等效直径以内区域为准(如有效孔径的区域),表面质量要求低的外区域计算的是整体元件的等效直径。
§美军标规定对于非圆形元件其直径取相等面积圆的直径。
划痕:以美国军用标准《MIL-O-13830》的表面质量划痕样板作为各级数划痕的比对标准。
(注意:美军标未指明划痕的计量单位也即未确定划痕的宽度和深度,只能以实际观察样版为标准。
)这里的划痕级数就是通常的划痕号数,标准样版有10#、20#、40#、60#、80# 5个级。
§SC-QA027表面质量标准共有7条划痕判定标准,前5条是美军标的规定,后两条是公司内控标准。
以下逐条讲解:1.当元件的划痕级数超过表面质量要求的划痕级数时,元件不合格。
例如:元件的表面质量要求为60—40,则代表元件的划痕必须≤60#,如果元件有>60#的划痕,则元件不合格。
2.当元件的划痕级数未超过表面质量要求的级数,但元件存在最大划痕时,所有最大划痕的长度之和应不超过元件直径的1/4。
例如:有一长30mm宽10mm的元件,元件的表面质量要求为60—40,有2条60#长为3 mm划痕。
它的等效直径为20mm1/4D为1/4×20=5mm最大划痕的长度和为:3mm+3mm=6mm6mm>5mm元件最大划痕的长度和超过元件直径的1/4。
所以元件不合格。
3.当元件存在最大划痕,而最大划痕的长度之和未超过1/4D,要求所有级数的划痕乘以划痕长度与元件直径之比所得乘积之和,不得超过最大划痕级数的一半。
光学外观标准
1 ISO 10110外观标准解读
表面质量等级对应疵病的尺寸
瑕疵等级 宽(mm)
1 0.625 0.4
长(mm)
1 1.6 2.5 4 6.25 10
面积 (mm² )
1.000 1.000 1.000 1.000 1.000 1.000
质量等 级
宽(mm)
0.25 0.16 0.1 0.0063
0.04
0.16
0.25 0.4 0.625 1 1.6
0.010
0.010 0.010 0.010 0.010 0.010
0.016
0.01
0.01
0.0063 0.01 0.0063
0.025
0.04 0.01 0.016
0.0003
0.0003 0.0001 0.0001
0.4
0.063 0.04 0.025 0.016 0.01
光学零件外观标准总结
1 ISO 10110外观标准解读
1.1 ISO 10110标准中外观要求示例:
例:5/2*0.1;C2*1.6;L1*0.01;E0.3 5/表示表面质量瑕疵的符号 5/2*0.1; 2表示外观允许有2个表面瑕疵等级数为0.1的缺陷 表示镜片表面最大允许有2个瑕疵 等级为0.1的缺陷
80
擦痕号
50
麻点号
注:其中:D=直径,N=测量的擦痕数,L=擦痕长度,Nmax=规定的擦痕号。
9/12
3 MIL美国军标中外观解读
麻点和划痕的密集度要求: 划痕:规定划痕数为20或更少的表面,在直径1/4”(6.35mm)环形范围内,划痕不应超过4个。 此要求不用于划痕少于10个的表面。 麻点:麻点为10个或更少的表面上,所有麻点必须间隔至少1mm。麻点数多于可允许的10个时,不 要求检测它的散射。 以上要求均针对通光区域,通光区域之外表面质量应为80-50,除非另有要求。 擦痕,麻点等级代码与实际尺寸对应表 擦痕号 120 100 80 60 40 30 20 10 宽(mm) 0.120 0.100 0.080 0.060 0.040 0.030 0.020 0.010 宽(μ m) 120 100 80 60 40 30 20 10 宽(inch) 0.0047 0.0039 0.0031 0.0024 0.0016 0.0012 0.0008 0.0004 麻点号 100 70 50 40 30 20 10 5 1 直径(mm) 1.00 0.70 0.50 0.40 0.30 0.20 0.10 0.05 0.01 直径(μ m) 1000 700 500 400 300 200 100 50 10 直径(inch) 0.039 0.027 0.020 0.016 0.012 0.008 0.004 0.002 0.000
光学元件表面光洁度标准

2
美军标规定对于非圆形=a ×b
D
b
长方形的等效直径D
D2
ab
a
面积=π(D/2)2 三角的面积为(低×高)/2=(a ×b)/2 三角等效直径D
h a
对于长方形元件(当长与宽的比<5:1 时)可以用简单公式:等效直径=(长+ 宽)/2来计算。如左图元件
25.8<40。元件符合40-20
8
5.当元件质量指标要求划痕等级为20或优于此等级时,元件表面不准有 密集划痕即在元件中任何一个6.35mm面积的区域,不允许有4条或4条 以上的大等于10#划痕。
例:表面质量指标为20-10,20mm, 在如图(1)所示的区或有2条长1mm 和2条长0.5mm的10#划痕。 它符合5.1.1;5.1.4 (无需考虑5.1.2;5.1.3) 但它不符合5.1.5条。元件不合格。
D2
ah
B区:80-50
1mm
A区:20-10
3mm
2mm
A区等效直径为(1+3)/2=2mm B区等效直径为(2+4)/2=3mm
对于长与宽比≥5:1的产品不能用简 单公式计算等效直径
3
4mm
划痕:
以美国军用标准《MIL-O-13830》的表面质量划痕样板作为各 级数划痕的比对标准。(注意:美军标未指明划痕的计量单位 也即未确定划痕的宽度和深度,只能以实际观察样版为标准。) 这里的划痕级数就是通常的划痕号数,标准样版有10#、20#、 40#、60#、80# 5个级。 SC-QA027表面质量标准共有7条划痕判定标准,前5条是 美军标的规定,后两条是公司内控标准。以下逐条讲解:
1.60#划痕长度为(2+2);40#划痕长度为(4+4+4+4) 2.60#划痕乘以划痕长度与元件直径之比为60×(2+2)/20; 40#划痕乘以划痕长度与元件直径之比为40×(4+4+4+4)/20 3.所有级数的划痕乘以划痕长度与元件直径之比所得乘积之和为: [60×(2+2)/20]+[40×(4+4+4+4)/20=36 元件最大划痕级数为60;60的一半为60/2=30)36>30;因此,元件不合格。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
表5 0.02mm-3.0mm光学零件表面的疵病级数参考值
二、麻点
(3)美军标规定表面疵病的第二个数字(如80-50)表示麻点 的级数(计量单位为 1%mm),是该光学表面允许麻点的最 大直径。任何一个光学表面上,每 20mm 直径上,最多只允 许有一个最大尺寸的麻点,该 20mm 直径上所有麻点的直径 总和,不得超过最大尺寸麻点直径的一倍。而直径小于 0.0025mm 的麻点可不作统计。同时还规定,若图样上未规定 表面疵病的极限尺寸时,应按表 6 求算。
下面对各种情况的擦痕进行举例说明:
三、擦痕
当零件的擦痕级数超过表面疵病要求的擦痕级数时,零件不合格。 例1,零件的表面质量要求为60-40,则代表零件的擦痕宽度必须 ≤60μm,如果零件表面有宽度>60μm的擦痕,则该零件不合格。
当零件的擦痕级数未超过表面质量要求的级数,且只存在最大擦痕 时,所有最大擦痕的长度之和应不超过零件直径的1/4,即
表4 0.004mm-0.025mm光学零件表面的疵病级数参考值
二、麻点
俄国标准规定,对位于光学系统像平面及其像平 面附近的光学零件表面采用 0-10、0-20 或 0-40级 别的表面疵病还分别给出了不同通光孔径的表面 中心区和边缘区,某一级别表面疵病麻点的最大 直径和最大麻点的个数。使用这个标准,设计师 在图样上很好标注,检验人员也很容易计算。不 在光学系统像平面附近的光学零件表面采用Ⅰ、 Ⅱ、Ⅲ、Ⅳ、Ⅴ、Ⅵ、Ⅶ、Ⅷ、Ⅷ a、Ⅸ、Ⅸa等 11个级别的表面疵病(麻点直径从0.02mm至 3.0mm)见表 5。
表7 擦痕间的相关数据
三、擦痕
(2)俄国标准也在表 4 和表 5 中分别规定了不同 通光孔径的光学表面中,某一表面疵病级别允许 擦痕的最大直径和最大尺寸擦痕的长度。
三、擦痕
(3)美军标准规定,光学零件表面疵病级数中,两个数字的前一个数
字为擦痕。并规定圆形光学零件的每个表面上,最大尺寸擦痕的总长 度不得超过零件直径的 1/4;没有最大尺寸的擦痕时,擦痕数量乘以 擦痕长度与零件直径之比的积之和,不得超过最大擦痕级数。
表面疵病级数与疵病个数换算系数见表 2。
表 2 表面疵病级数与疵病个数换算系数
表3 个数换算值系列
二、麻点
基本级数0.25mm换算成较小的级数
图1 换算示意图
二、麻点
(2)俄国标准规定,位于光学系统像平面及其像平 面附近的光学零件表面采用 0-10、0-20或 0-40 级 别的表面疵病(麻点直径从 0.004mm至 0.025mm )(见表 4),小于 0.002mm 的麻点不作考核。
光学零件表面疵病的标准
主要内容
麻点
斑点
表面疵 病
擦痕
破边
名词解释
麻点:光学零件表面呈现的微小的点状凹穴,包括开口 气泡、破点,以及细磨或精磨后残留的形成的在 反射光中呈干涉色突变的局部腐蚀或覆盖。
定义
擦痕:光学零件表面呈现的微细的长 方形凹痕。
破边:光学零件有效孔径之 外边缘破损。不包括 可发展的裂纹。
三、擦痕
(1)我国标准规定,光学表面除已注的疵病 外,如允许有任意长度的擦痕,则应标注 擦痕的数目和允许最大宽度的数值。 ISO 10110-7中长擦痕定义为长度大于2mm 的擦痕;我国标准规定长擦痕的长宽比应 大于160:1,其宽度不大于一般疵病公差 基本级数除以换算系数(25),长度小于 一般疵病公差基本级数乘以换算系数(6.3 ),将长擦痕与基本级数联系了起来。
表 6 中的光束直径是指进入观察者眼睛的轴向光束在所研究的 光学表面上的直径。如是出瞳直径大于3.5mm ,则进入人眼 的光束直径取3.5mm,若出瞳直径小于 3.5mm,则进入人眼 的光束直径应与出瞳直径相同,可见美军标规定表面疵病的 标注方法也很方便,只要设计师选好(也可以参考表 6)该表 面疵病的级数(最大尺寸的麻点直径)标注在图样上就可以 了。设计人员比较容易标注,检验人员也很容易计算。
表面疵病对光学产品的危害
1、离开成象面较远的光学零件表面疵病,会挡去一部分有用的 成象光线,并产生杂散光而降低象面衬度,其影响程度用疵病 面积与光束孔径之比,即挡光比来描述,也可用产生的杂散光 量来描述。
2、位于成象面及其附近的零件,由于此处光束孔径极小,稍有 疵病就会产生较大的挡光比,以致在视场内直接看到疵病轮廓 或阴影。其影响程度一般用疵病的大小及数量来描述。
表 6 不同光束直径的表面对应表面疵病的极限尺寸
二、麻点
依据美国军用规范MIL-PRF-13830B,麻点的级数取允许缺陷的实际直 径,规定以0.01mm作为计量单位。如果麻点形状不规则,则应取最 大长度和最大宽度的平均值作为等效直径。需要注意的是,美军标中 的麻点与擦痕不同,麻点是可计量的,也就是说麻点的大小是确定的 ,50#麻点也即是直径为0.50mm的麻点,最大麻点指表面疵病要求中 的麻点标准值。
擦痕的检验是以美国军用规范MIL-PRF-13830B的表面疵病擦痕样板作 为各级数擦痕的比对标准。需要注意的是,在美国军用规范MIL-PRF13830B中实际并未明确说明擦痕的宽度和深度,只能以实际观察样板 为标准。根据对样板的测量和实际运用情况,一般认为擦痕级数的单 位是μm,且指的是擦痕宽度。如60#擦痕,代表擦痕宽度为60μm,即 0.06mm。最大擦痕指级数等于表面疵病要求的擦痕级数的擦痕,如 表面疵病要求为60-40,则最大擦痕为60#擦痕。
三、擦痕
(4)三个国家(军)标准均规定了应标注擦痕的最大允许尺 寸。我国标准没有给出可供设计师参考的任何数据,仅仅给 出了标注实例表。 俄标准的表 4、表5中,不仅给设计师提供光学系统中不同 位置和不同尺寸光学零件表面的疵病级数参考值,而且给检 验人提供了某一级别,某一直径的光学表面上允许擦痕的确 切数值。 美军标准的表6中,给设计师提供光学系统中不同位置光学 零件表面的疵病级数参考值,标准内容中给检验人提供了某 一级别,某一直径的光学表面上允许擦痕的确切数值。
非圆形零件的计算直径应取相等面积圆的直径。为方便计算,对于长 宽比小于5:1的长方形零件可以采用公式:直径=(长+宽)/2计算等 效直径。
三、擦痕
例2,有一长30mm宽10mm的长方形零件,零件表面疵病 要求为60-40,在该零件表面有2条60#,长为3mm的擦痕。 判断过程如下表8:
表8 擦痕的判定
四、表面疵病密集
(1)我国标准规定,光学零件表面疵病不允许密集,在4%的检 验范围内(在圆形检验区相应于1/5直径范围内),不超过2个 原表面疵病数或不超过经换算后的 1/5 表面疵病数。
(3)美国军用标准MIL一0一13830A中规定,表面疵病的标注形 式为: A一B或A/B 美军标规定表面疵病的极限尺寸应用两个数字表示(如80-50 ),第一个数字表示擦痕的等级(单位为μm),第二个数字 表示麻点的等级(单位为 1/100mm)。如:一般物镜可选 60-40。
一、表面疵病标注方法
五、检验方法
(1)我国标准规定,检验时应以黑色屏幕为背景,光源为 36V、60W~108W 的普通白炽灯泡,在透射光或反射光下 用4×~10×放大镜观察。
(2)俄国标准规定,检验时光源为60W~100W的普通白炽 灯泡,在透射光或反射光下观察。检验像面附近的光学表 面时应采用不小于 6×放大镜,检验Ⅰ~Ⅲ级的光学表面 时应采用不大于6×放大镜,检验低于Ⅳ级的光学表面时 不采用放大镜。
表7 麻点判定过程
二、麻点
(4)三个国家(军)标准均规定了麻点的最大允 许尺寸。我国标准没有给出可供设计师参考的任 何数据,仅仅给出了一个供检验人员对疵病级数 的换算表(表2) 俄标准的表4、表5中,不仅给设计师提供光学系 统中不同位置和不同尺寸光学零件表面的疵病级 数参考值,而且给检验人员提供了某一级别,某 一直径的光学表面上允许麻点的确切数值。 美军标准的表6中,给设计师提供光学系统中不 同位置光学零件表面的疵病级数参考值,标准内 容中给检验人提供了某一级别,某一直径的光学 表面上允许麻点的确切数值。
(4)英国BS4301:1968规定表面疵病的标注 形式为:5/A x B x C
5—表面疵病的允许程度记号; A—允许疵病数量; B—检验条件等级; C—检验疵病用放大镜的倍数; A、B、C之间用“x”号隔开。
一、表面疵病标注方法
(5)西德DIN3140一7规定表面疵病的标注形式有以下几种: 1、 5/A x S 5—表面疵病允许程度记号; A—允许疵病数量; S—疵病的尺寸等级(最大尺寸)。 当疵病的面积为F时,S值规定由下式计算:
标准规定较小的疵病S可有较F多的数量,只要其疵病面积总
和相等或不超过规定疵病的面积,但不允许疵病向尺寸增 大的方向换算。 2、5/〔A x S〕 当在标注中有方括号时,表示为不允许按面积换算,其符 号A及S的意义与前同。
二、麻点
(1)我国标准规定表面疵病大小以毫米为单位,级数值是 该级表面疵病大小的最大值,一般疵病的级数为疵病面积 的平方根。一般疵病级数对应出圆麻点的直径,长圆形麻 点以最大轴线长度和最小轴线长度的算术平均值折算成麻 点的直径,不规则麻点以最大长度和最大宽度的算术平均 值近似为面积的平方根。开口气泡和破点均当作麻点处理 。级数小于 0.004 的表面疵病(麻点)不作考核。表面疵 病级数公比数为 1.6,疵病个数换算系数公比数为 2.5。表 面疵病原级数个数乘换算系数等于换算后的级数个数(结 果应化为整数),但不允许将表面疵病换算成多于40个较 小级数的表面疵病。换算表中给出了从 0.004mm 到 10mm 18 个表面疵病级,零件图上需给的表面疵病由设计师按此 表中的数选取。
含义:镀膜前的疵病公差是:基本级数为0.063mm,其许有个 数为3个 ;
镀膜层公差为C:基本级数为1.6mm,其许有个数为2个; 长擦痕公差为L:基本级数0.1mm(长擦痕的最大宽度),其许有个数为2
个; 破边公差为E:为1mm。