Cr12钢真空热处理工艺研究
cr12热处理工艺及硬度
cr12热处理工艺及硬度CR12热处理工艺及硬度CR12是一种具有优异耐磨性能和高硬度的冷作模具钢,常用于制造模具、刀具等耐磨零件。
而热处理是一种通过加热和冷却过程来改变材料的结构和性能的工艺方法。
本文将介绍CR12的热处理工艺流程以及不同工艺对其硬度的影响。
CR12热处理工艺一般分为四个步骤:预热、加热、淬火和回火。
具体工艺参数如下:1. 预热:将CR12加热至500℃左右,保持一定时间,主要是为了减少热应力和均匀加热。
2. 加热:将预热后的CR12继续加热至淬火温度,通常在980℃-1040℃之间。
加热时间与截面厚度有关,一般为30分钟至1小时。
3. 淬火:将加热至淬火温度的CR12迅速冷却至室温,一般采用油淬或空气淬火。
淬火速度快可以增加材料的硬度和强度。
4. 回火:在淬火后的CR12上进行回火处理,目的是降低材料的脆性并提高延展性。
回火温度通常在150℃-600℃之间,持续时间为1小时至数小时。
不同热处理工艺对CR12的硬度有不同的影响。
一般而言,淬火温度越高,冷却速度越快,CR12的硬度就越高。
然而,过高的淬火温度和过快的冷却速度会引起内部应力和裂纹,降低材料的韧性和抗冲击性。
在实际应用中,CR12的硬度要根据具体需求进行选择。
过高的硬度可能导致材料易于产生裂纹,而过低的硬度则会影响其使用寿命和耐磨性能。
一般来说,CR12的硬度范围在58-64HRC之间,可以根据不同的工艺要求进行调整。
除了热处理工艺外,CR12的硬度还受其他因素的影响,如冷加工变形、化学成分、元素分布等。
因此,在进行CR12的热处理过程中,需要综合考虑工艺参数、材料性能和应用要求等因素,以获得最佳的硬度和性能组合。
总而言之,CR12的热处理工艺是一项关键的工艺,可以通过合理的预热、加热、淬火和回火过程来获得所需的硬度和性能。
通过不同的工艺参数和工艺控制,可以满足不同应用对CR12硬度的需求,提高材料的耐磨性能和使用寿命。
cr12的热处理工艺

Cr12的热处理工艺
Cr12的热处理工艺
Cr12是应用广泛的冷作模具钢,具有高强度、较好的淬透性和良好的耐磨性,但冲击韧性差。
主要用作承受冲击负荷较小,要求高耐磨的冷冲模及冲头、冷切剪刀、钻套、量规、拉丝模、压印模、搓丝板、拉延模和螺纹滚模等。
目录
一、冲头的工作环境与失效分析•2
二、冲头的性能要求•4
三、冲头材料化学成份与临界•4
四、冲头化学成份作用•4
五、冲头的加热设备及冷却剂概述•5
六.冲头的热处理•8
【1】预先热处理
(1)球化退火
退火温度选择
退火时间选择
2016-全新公文范文-全程指导写作–独家原创
(2)去应力退火
【2】最终热处理
(1)淬火
不同淬火温度选择对材料力学性能影响
淬火时间的选择
不同淬火冷却介质对力学性能影响
(2)回火
回火温度确定
回火时间确定
七、回火时应注意的问题•17
八、淬火过程中常出现的缺陷防止方法•17
九、结论•18
2016。
Cr12MoV模具钢应用的主要问题和热处理研究进展
Cr12MoV模具钢应用的主要问题与热处理研究进展1引言近20年来,我国模具工业发展非常迅速,尤其是近几年.模具需求一直以每年15%左右的速度快速增长,国民经济的高速发展对模具工业提出了越来越高的要求,也为其发展提供了强大的动力。
Cr12MoV钢属于高耐磨微变形冷作模具钢,其特点是具有高的耐磨性、淬透性、微变形、高热稳定性、高抗弯强度,仅次于高速钢,是冲模、冷镦模等的重要材料,其消耗量在冷作模具钢中居首位。
该钢虽然强度、硬度高,耐磨性好,但其韧度较差,对热加工工艺和热处理工艺要求较高,处理工艺不当,很容易造成模具的过早失效。
Cr12MoV钢常用的加工工艺是:下料一锻造一球化退火一机械加工一淬火+低温回火一平磨一线切割加工一组装。
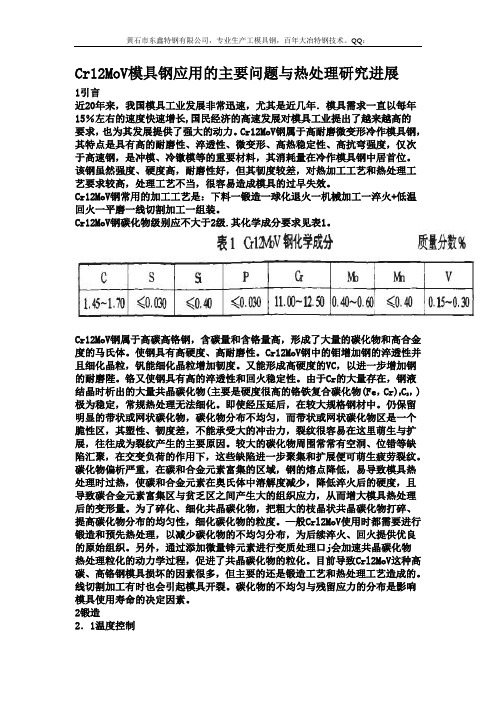
Cr12MoV钢碳化物级别应不大于2级.其化学成分要求见表1。
Cr12MoV钢属于高碳高铬钢,含碳量和含铬量高,形成了大量的碳化物和高合金度的马氏体。
使钢具有高硬度、高耐磨性。
Cr12MoV钢中的钼增加钢的淬透性并且细化晶粒,钒能细化晶粒增加韧度。
又能形成高硬度的VC,以进一步增加钢的耐磨陛。
铬又使钢具有高的淬透性和回火稳定性。
由于Cr的大量存在,钢液结晶时析出的大量共晶碳化物(主要是硬度很高的铬铁复合碳化物(Fe,Cr)7C3,)极为稳定,常规热处理无法细化。
即使经压延后,在较大规格钢材中。
仍保留明显的带状或网状碳化物,碳化物分布不均匀,而带状或网状碳化物区是一个脆性区,其塑性、韧度差,不能承受大的冲击力,裂纹很容易在这里萌生与扩展,往往成为裂纹产生的主要原因。
较大的碳化物周围常常有空洞、位错等缺陷汇聚,在交变负荷的作用下,这些缺陷进一步聚集和扩展便可萌生疲劳裂纹。
碳化物偏析严重,在碳和合金元素富集的区域,钢的熔点降低,易导致模具热处理时过热,使碳和合金元素在奥氏体中溶解度减少,降低淬火后的硬度,且导致碳合金元素富集区与贫乏区之间产生大的组织应力,从而增大模具热处理后的变形量。
探讨Cr12MoV钢的热处理工艺改进

探讨Cr12MoV钢的热处理工艺改进引言某厂在制作冲头的过程中使用Cr12MoV钢,但经过热处理后冲头的使用期限就会呈现出很大的差异,或使用10h左右出现折断,或冲头左边角出现崩裂,最后只有约三分之一的冲头能使用50-70h。
这样一来,不仅浪费经济资源,也影响冲头的使用效果。
由此可见,对Cr12MoV钢在热处理工艺中进行实验分析,有效改善冲头的使用寿命十分重要且迫切。
1、原材料分析1.1 Cr12MoV钢化学成分检测由于Cr12MoV钢在该厂的使用较多,厂库房存放的Cr12MoV钢为确保实验效果,均对Cr12MoV钢的化学成分进行了检测,得出如下结果:通过检测发现,Cr12MoV钢含有的化学成分主要有C、Cr、P、S、Mo、Mn、Si和V。
其中C的测量值为1.60%,Cr的测量值为12.0%,而这两种化学成分含量的合格值分别为 1.5-1.7%和11.5-12.5%,其它化学成分的含量分别为P-0.016%、S-0.014%、Mo-0.53%、Mn-0.32%、Si-0.30%、V-0.21%,而这些化学成分含量对应的合格值分别为P-<0.03%、S-<0.03%、Mo-0.4~0.6%、Mn-<0.35%、Si-<0.4%、V-0.15~0.3%。
对比发现,Cr12MoV钢中化学成分的含量值均在合格范围之内。
换言之,该厂家采购的Cr12MoV钢属于合格的原材料。
1.2 Cr12MoV钢铸造质量检验Cr12MoV钢属于莱氏体钢,碳化物含量高且块度粗大,硬度高且脆性大,加之共晶碳化物枝晶十分发达,因此,要降低甚至消除Cr12MoV钢因为共晶碳化物的不均匀分布而对模具的变形、开裂及性能等造成的影响,就必须要对材料进行反复锻打处理,以改变碳化物的形态。
换言之,要保障模具的使用效果与寿命,首先必须要确保Cr12MoV钢的锻造质量。
为确保铸造质量检验的可靠性,在库存随机抽取了20件Cr12MoV钢,严格依照GB/T1299-1985《合金工具钢技术条件》以及GB/T14979-94《钢的共晶碳化物不均均度评定法》的有关规定和标准进行锻造质量检验。
《12%Cr耐热钢微观组织与力学性能研究》范文

《12%Cr耐热钢微观组织与力学性能研究》篇一一、引言耐热钢因其卓越的高温性能,在众多工业领域如航空航天、能源生产、汽车制造等具有广泛的应用。
其中,12%Cr耐热钢以其出色的高温强度、抗蠕变性和抗氧化性,成为关键部件制造的首选材料。
本文旨在深入研究12%Cr耐热钢的微观组织与力学性能,为该类材料的进一步应用和优化提供理论依据。
二、材料与方法1. 材料选择实验选用12%Cr耐热钢作为研究对象,其化学成分包括C、Cr、Si、Mn等元素。
2. 实验方法(1)微观组织观察:采用光学显微镜(OM)、扫描电子显微镜(SEM)和透射电子显微镜(TEM)对12%Cr耐热钢的微观组织进行观察。
(2)力学性能测试:通过拉伸试验、硬度测试和冲击试验等方法,测定12%Cr耐热钢的力学性能。
(3)热处理工艺:对12%Cr耐热钢进行不同温度和时间下的热处理,研究热处理对微观组织和力学性能的影响。
三、实验结果与分析1. 微观组织观察通过OM、SEM和TEM观察,发现12%Cr耐热钢的微观组织主要由奥氏体、铁素体和碳化物等组成。
其中,碳化物的分布和形态对材料的性能具有重要影响。
2. 力学性能测试(1)拉伸试验:12%Cr耐热钢具有较高的抗拉强度和屈服强度,表现出良好的塑性。
(2)硬度测试:该钢种硬度较高,具有较好的耐磨性。
(3)冲击试验:在高温环境下,12%Cr耐热钢仍能保持较好的冲击韧性。
3. 热处理工艺对微观组织和力学性能的影响不同温度和时间下的热处理对12%Cr耐热钢的微观组织和力学性能具有显著影响。
适当的热处理可以优化材料的微观组织,提高其力学性能。
四、讨论与结论通过对12%Cr耐热钢的微观组织和力学性能进行研究,得出以下结论:1. 12%Cr耐热钢的微观组织主要由奥氏体、铁素体和碳化物组成,其中碳化物的分布和形态对材料的性能具有重要影响。
2. 12%Cr耐热钢具有较高的抗拉强度、屈服强度和硬度,表现出良好的塑性和耐磨性。
Cr12型钢检测分析及热加工技术

第27卷 第1期2007年2月航 空 材 料 学 报J OURNAL OF A ERONAUT ICAL MAT ER I A LSV ol 27,N o 1F ebruary 2007Cr12型钢检测分析及热加工技术唐赣民,史忠科(西北工业大学自动化学院,西安710072)摘要:设计了一种计算机实时金相定量分析系统(简称:计算机分析系统),该系统采用先进的图像处理技术实现定量金相测量。
利用该系统对C r12型钢进行了定量金相分析,完成对模具失效形式的分析,并提出了解决模具寿命短的锻造方法。
在保证锻件质量前提下,对锻后热处理工艺的主要特性和某些现象的可行性作了探讨性研究。
提出了掌握Cr12型钢热加工关键技术是保证模具质量,提高模具寿命的主要途径。
关键词:C r12型钢;视频检测;图像处理;金相技术;热加工技术中图分类号:TG142 71 文献标识码:A 文章编号:1005-5053(2007)01-0070-06收稿日期:2005-02-20;修订日期:2006-06-25基金项目:国家自然基金重点项目资助(60134010)作者简介:唐赣民(1958 ),男,博士,从事信号检测与信号处理方面的研究。
金相分析的传统方法是由检测人员对照标准图谱,目测受检试样评估技术等级。
这种方法误差大(平均误差0.5级),人工因素多且重复性不好,尤其是在产品质量仲裁时往往引起争议,须申请权威部门仲裁。
近年来用图像系统进行自动定量金相测量已在国际上广泛应用,检测结果准确可靠、科学公正,是传统人工测评方法不可比拟的。
本工作设计了一种计算机实时金相定量分析系统(简称:计,算机分析系统)该系统采用先进的图像处理技术实现定量金相测量。
并利用该系统对C r 12型钢进行了定量金相分析,完成对模具失效形式的分析,并提出了解决模具寿命短的锻造方法。
1 计算机分析系统组成对于一幅单色图像,可以用一个连续二元函数来描述。
B =F (x,y ),其中x ,y 分别表示图像中某点的坐标值。
Cr12MoV钢真空炉与盐浴炉热处理工艺试验研究
一
…
。
近
表
1
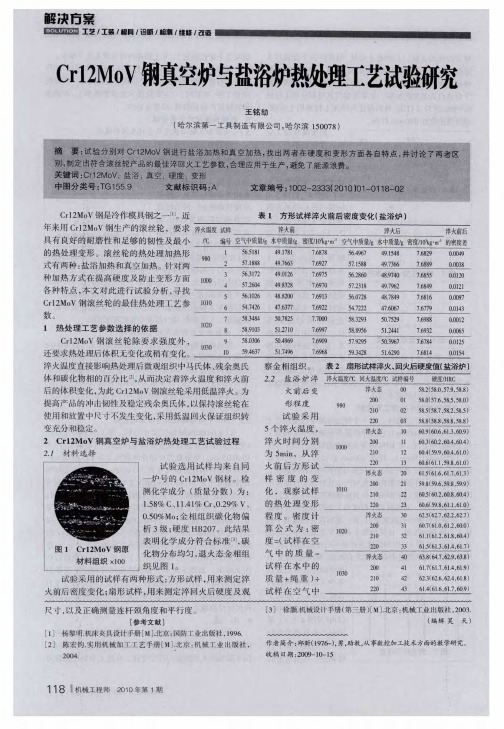
方 形 试 样 淬火前 后 密 度 变 化 ( 盐 浴 炉 )
年来用
Cr l 2 Mo V
钢 生 产 的滚 丝 轮
,
要求
具 有 良好 的 耐 磨 性 和 足 够 的韧 性 及 最 小 的热 处 理 变 形
。
滚 丝 轮 的热 处 理 加 热 形
。
式 有 两 种 :盐 浴 加 热 和 真 空 加 热
。
5
,
金 相组
2j
盐 浴 炉 淬 回 火 前 后 硬 度 变 化 和 金 相组 织
织见图
,
2
、
3 4
、
回火 方 式 为 硝 盐 回 火 试 验 采 用 3 个 回 火 温 度 回 火
,
时间 1h
。
分 别 对 扇形 试 样 淬 火 态
,
、
2 0 0 C 2 10 C 2 2 0 C 四
、 、
~0~种 Nhomakorabea 态 进 行 硬 度 及 金 相检 测 结 果 见 表
,
试验采用
5
变充分和稳定
2
2 J
.
。
个淬火温 度
5 in
,
C
r
l 2M
o
V
钢 真 空炉 与盐浴 炉热 处 理 工 艺试 验过程 试 验 选 用 试 样 均 来 自同
一
淬火 时间分别
为
m
,
材料 选择
从淬
火前 后 方 形试 样 密 度 的 变 化
,
炉号 的
Cr l 2 M o V
钢材
。
检
测 化 学 成 分 ( 质量 分 数 ) 为 :
Cr12MoV热处理工艺及注意事项
Cr12MoV热处理工艺及注意事项一、CrMoV冷作模热处理工艺及注意事项 12热处理工艺图如下图:说明:一、淬火在实际热处理中,第一次预热温度:650? ,升温时间30分钟,保温时间 2 小时第二次预热温度:850? ,升温时间20分钟,保温时间 2 小时第三次升温温度:1030?,升温时间20分钟,保温时间1.5小时冷却:冷却方式:油冷。
冷却至油温。
然后及时进行第一次回火二、回火根据所要求的硬度,来确定回火温度。
50-55HRC 回火温度 530?55-60HRC 回火温度 520?,60HRC 回火温度 ,180?回火后空冷(加风扇)至室温即可。
说明:回火一次后,出炉冷却,然后继续回火。
重复回火三次,达到要求硬度即可。
如不能达到要求的硬度可经讨论后适量微调回火温度及回火次数。
保温时间一般为每次回火保温6个小时,可视工件大小来做具体调整。
以上热处理过程均在真空热处理炉内进行。
三、注意事项:1、具体预热温度,保温时间要根据工件的大小、厚度、形状复杂程度等稍作调整,不宜有过大的跨度。
2、装炉前清洁工件各个部位。
3、工件上的一些容易变形的型面、内孔应尽量加固、填充或用其它合适的方法做优化。
如凹模两侧面在热处理后容易产生变形,应焊接固定板固定,一些螺孔拧入螺丝等。
4、工件的摆放要科学合理,工件之间应避开相互大面积的接触,小工件用铁丝相互固定在一起。
大工件如不可避免接触,应用特制工具隔离开叠加放置。
5、注意炉筐重量的平衡性,如两侧的重量不一致,务必重量更大的一侧朝向炉口,防止出炉时因模具重量过大导致的支架不能抬起炉筐,而无法出炉的情况。
6、在合理的一炉最大重量内,应尽量装入多的待加工工件,合理摆放,充分利用空间,节省资源。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
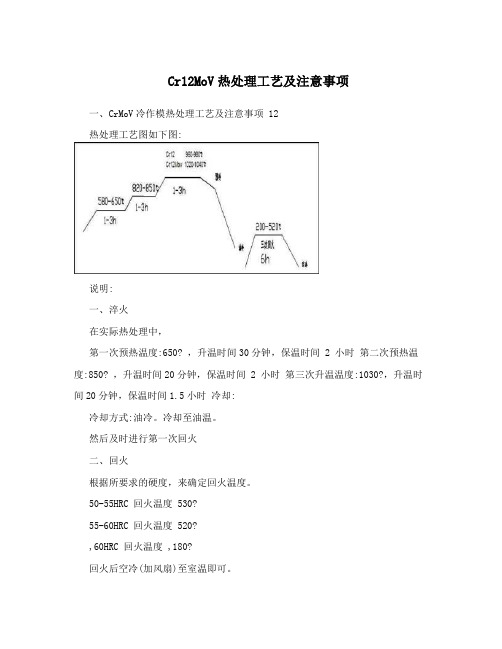
温度 /℃
850 ̄1100
650 ̄850 15 30
油淬
100 ̄500
60
空冷
时间 /min 图 1 Cr12 真空热处理工艺 Fig.1 The vacuum heat treatment process for Cr12 steel
2 实验结果与分析
收 稿 日 期: 2007-09-14 作者简介:陈勇(1975-),男, 江苏盐城人,工程师,硕士研究生;
and annealing temperature on microstructure and mechanical properties of Cr12 steel were studied. The deformation degree between ordinary heat treatment and vacuum heat treatment was compared. The results show that the optimal vacuum heat treatment process is selected at 1 000℃ and 50 kPa vacuity, quenching in oil.
Key wor ds: Cr12 steel; vacuum heat treatment; hardness; deformation
Crl2 钢是目前国内广泛使用的冷作模具钢之 一。该钢具有淬透性好、硬度高且耐磨、热处理变 形小等优点, 常用于制作承受重负荷、生产批量 大、形状复杂的冷作模具, 如冷冲、压印、冷镦、冷 挤压模等。但该钢的显著缺点是脆性大, 常常导 致模具的早期失效。模具失效分析表明, 热处理 因素影响最大, 约占 50%[1]。真空热处理具有防止 加热氧化和不脱碳的特点, 同时由于真空热处理 可以有效地控制加热和冷却速率, 与普通热处理 相比, 零件或工件变形较小[2]。真空热处理在使材 料具有相同强度和硬度的前提下, 能显著提高材 料的韧性, 大幅度提高模具的寿命。鉴于此, 本文 对 Cr12 钢真空热处理工艺进行了初步探索。
真空烧结炉, 它是兼有油冷和加压气冷功能的双 室式真空热处理设备。
将 !16 mm ×15 mm 的同一组试样分别加热到 850、900、950、1000、1050 和 1100℃进行真空油淬 (油温 40 ℃, 冷室真空度 102 Pa)。测量各个温度下试 样的硬度值, 根据硬度值找出最佳淬火温度。根据最 佳淬火温度, 在不同的油温下淬火, 再测量硬度, 找 出最佳油温。在最佳淬火温度、最佳油温下研究冷室 真空度对材料的影响。具体热处理工艺见图 1。
1 实验材料及方法
1.1 实验用料 实验所用材料为 Cr12 钢, 其化学成分(质量分
数, %)为:2.32C, 0.82Si, 0.73Mn, 0.052S, 0.097P, 12.62Cr, 0.17Ni, 0.62Mo。
1.2 处理设备及热处理工艺 采用北京机电研究所生产的 WZS-20 型双室
温(40 ℃)进行真空热处理实验。对三组试样进行
硬度测试, 结果见表 3。
表 3 冷室真空度对材料硬度的影响 Tab. 3 Effect of vacuum degr ee on the
har dness of Cr 12 steel
真空度 /kPa
30
硬 度(HRC)
67
50
100
67.5
67
实践证明: 对某些低淬透性钢, 若将气压增至 大气压以上, 将可以获得更高的冷速。这是由于淬 火时蒸汽膜进一步变薄了, 缩短了传热慢的蒸汽 膜阶段[3]。由于 Cr12 的淬透性较好, 由表 3 可知, 冷室真空度对 Cr12 钢的硬度影响不大。 2.4 回火温度对材料性能的影响
电 话 :13812451928; E-mail:chenyongshane@126.com
2.1 真空淬火温度对材料硬度的影响 不同淬火温度下的硬度值如表 1 所示。可看
出, 随淬火温度升高, 硬度逐渐增大, 当淬火温度 达到 1 000 ℃时, 随淬火温度的升高, 硬度逐渐下
《热加工工艺》2008 年第 37 卷第 4 期
文章编号: 1001-3814(2008)04-0077-02
Resear ch on Vacuum Heat Tr eatment Pr ocess for Cr 12 Steel
CHEN Yong, WANG Hailong
(School of Materials Science and Engineering, Jiangsu University of Science and Technology, Zhenjiang 212003, China) Abstr act: The effects of quenching temperature, vacuum degree of cooling system, quenching oil temperature
到沉积层的结果。依据 Fe-Cr-C 相图, 结合能谱、衍 射和维氏硬度曲线可知, 在基体内 6 ̄10 μm, 形成了 铬 在 α-Fe 中 的 固 溶 体 和 铬 的 碳 化 物 ; 而 在 10 ̄ 25 μm, 因铬含量低, 只形成铬在铁中的固溶 体 。
3 结论
(1) 碳素工具钢在 580 ℃低温状态下, 利用双 辉等离子渗铬, 能够获得良好的含铬渗镀层。
由 图 4 可 看 出 , 表 层 主 要 由 Fe、Fe-Cr 及 Cr7C3 及 Cr23C6 等组成。对铬源极的 X 射线衍射表 明, 铬丝的物相为 Fe-Cr 固溶体和 Cr 的混合物。显 然表层中铬碳化物的形成是基体内的碳原子扩散
Fe Fe-Cr Cr23C6 Cr7C3
CPS!
20 30 40 50 60 70 80 90 2θ/(°)
表 2 油温对 Cr 12 硬度的影响 Tab. 2 Effect of quenching oil temper atur e on
the har dness of Cr 12 steel
油温 /℃
30
40
60
80
硬 度(HRC)
66
67
68
67.5
真空淬火油应在(30~40) ℃~80 ℃使用。温
800
Hardness(HV)
600
400
200 0
5
10
15 20
25
Distance from the surface/μm
图 3 渗铬硬化层的硬度分布
Fig.3 The microhardness distribution of chromized layer
体硬度 250 HV 左右。 2.4 渗镀层的相组成
60
59.17
900
63.5
63.5
62
63
950
68
66
68
67.3
1000
67.5
68.5
68
68
1050
67
66
66.5
66.5
1100
62
63
62.5
62.5
降。淬火温度低于 1 000 ℃时, 随温度升高, 因奥氏
体中合金元素和碳的溶入量的增多, 淬火后马氏
体中碳含量增高, 因此硬度增高; 当淬火温度高于
工艺对 Cr12 钢组织和性能的影响, 并且对普通热处理和真空热处理条件下钢的变形量进行对比。结果表明, 经
1 000 ℃真空加热、50 kPa 气压下油淬, Cr12 钢具有良好的综合性能、变形小、无氧化、脱碳。
关键词: Cr12; 真空热处理; 硬度; 变形
中图分类号: TG156.99
文献标识码: A
77
材料热处理技术 Material & Heat Treatment
2008 年 2 月
表 1 不同温度淬火后硬度(HV) Tab. 1 The har dness of differ ent temper atur e quenching
温度 /℃ 第 1 点
第2点
第3点
平均值
850
58
59.5
图 3 回火温度对冲击韧度的影响 Fig.3 The effect of tempering temperature on
impact toughness
2.6 金相分析 Cr12 钢热处理的试样抛光后用 3% ̄5%硝酸
酒精腐蚀, 在金相显微镜下进行组织观察及照相 (见图 4)。 由于铬含量高, 导热性差, 淬火时应进 行预热。这种钢在淬火后可得到与高速钢相似的 组织, 但淬火后马氏体不易浸蚀, 呈白色隐针状, 与基体中的残留奥氏体很难区别, 但晶界颇为明 显[4]。 2.7 真空热处理与普通热处理变形量的对比
度过低时, 油的黏度大, 冷却速度低, 淬火后的工 件硬度不均, 表面不光亮[3]。从表 2 可知, 油温 对
Cr12 硬度的影响不是很大。故规定油温为 40 ℃。
2.3 冷室真空度对 Cr 12 硬度的影响
实验中, 采用向冷室填充纯氮气至 30、50 和
Hale Waihona Puke 100 kPa, 选用前面实验的加热温度(1 000 ℃)和油
经热处理后的冷作模具, 或多或少地存在变 形。在热处理前将 !16 mm ×180 mm 圆棒经磨床 磨外圆后用 V 型铁支撑两端, 并用(下转第 81 页)
78
Hot Working Technology 2008, Vol.37, No. 4
下半月出版
Material & Heat Treatment 材料热处理技术
图 4 渗镀层的 X 射线衍射图谱 Fig.4 The X-ray diffraction spectrums of chromized layer