金桥焊条 合格证
焊条质量证明书

焊条质量证明文件汇总表施工单位(公章):制表:监理单位(公章):监理工程师:篇二:02 焊接材料(焊条、焊丝、焊剂)进场质量合格证明文件及外观质量检查记录gb50205-2001 焊接材料(焊条、焊丝、焊剂)进场质量合格证明文件及外观质量检查记录4.3.4条)检查批次:共批,第批。
工程名称:产品名称:施工单位:注: 1、全数检查质量合格证明文件、中文标志及检验报告等;2、重要钢结构采用的焊接材料应进行抽样复试。
焊条、焊剂外观抽查1%,不少于10包。
材料员:质检员:3、质保书复印件应注明原件存放单位,原件存放单位盖红章、复印人签名,质保书字迹或项目技术负责人:应清晰。
年月日年月日 2篇三:焊条质量管理规程焊条管理制度1、焊接材料的验收1.1 焊接材料的质量必须符合国家及有关标准。
1.2 焊接材料入库前首先由仓库管理员验证以下有关资料是否齐全,否则不得入库。
其资料应妥善保存备查。
1.2.1 焊接材料的质保单合格证; 1.2.2 焊接材料的牌号、标记;1.2.3 焊接材料的批号、规格、数量;1.3 材料管理员负责焊接材料的外观检查和复验工作,不合格品不得入库。
2、焊接材料的保管2.1 各使用单位应设专用焊材库,并有专人保管。
2.1.1 焊材库内应设置温度计、除湿机,室内温度应不低于5℃,相对湿度不大于60%,并且通风良好。
2.1.2 库房内应设专用烘干箱和恒温箱。
2.1.3 库房内应悬挂醒目的烘焙规范,管理人员应严格按规范执行。
2.2 焊材管理人员要按类别、牌号、规格、批号进行,建帐、建卡做好标识,并做到帐、卡、物相符。
2.2.1 焊接材料不得就地堆放,应离地大于200mm,离墙大于300mm。
3 、焊接材料的发放3.1 焊材管理人员应根据焊接技术人员或工艺员签发的焊接材料发放单发放。
3.2 焊材发放单应注明牌号、规格、数量、施焊部位等。
3.3 焊材管理人员应做好焊材发放记录台帐,做到追踪无误。
金桥焊材企业标准
金桥焊材企业标准
金桥焊材企业标准是指金桥焊材企业内部制定并严格执行的一系列规范和要求,旨在确保金桥焊材企业生产过程中的产品质量和生产流程的稳定性。
这些标准通常涵盖了从原材料采购、生产工艺到产品检验等方方面面,以确保金桥焊材企业生产出的焊材产品符合国家相关标准和客户要求。
首先,金桥焊材企业标准通常包括原材料采购的要求。
金桥焊材企业需要制定
一套严格的原材料采购标准,包括对原材料的质量要求、供应商的选择标准以及采购程序的规定等。
只有确保采购的原材料符合要求,金桥焊材企业生产的焊材产品才能保证质量稳定。
其次,金桥焊材企业标准还应包括生产工艺的要求。
金桥焊材企业在生产焊材
产品的过程中,需要严格执行规范的生产工艺,包括焊材的配方、生产流程、生产设备的维护等。
只有在严格遵守生产工艺标准的情况下,金桥焊材企业才能生产出符合要求的焊材产品。
此外,金桥焊材企业标准还应包括产品检验的要求。
金桥焊材企业需要建立完
善的产品检验体系,对生产出的焊材产品进行全面的检测,确保产品的质量稳定。
产品检验标准应包括产品外观检查、性能测试、包装标识等内容,以确保金桥焊材企业生产的焊材产品符合国家相关标准和客户的要求。
总的来说,金桥焊材企业标准是金桥焊材企业的生产质量保障体系的重要组成
部分,是金桥焊材企业生产管理的基础。
金桥焊材企业要严格执行企业标准,确保焊材产品的质量稳定,提升企业的竞争力和市场信誉。
只有通过制定和执行严格的企业标准,金桥焊材企业才能在市场竞争中立于不败之地。
金桥焊材产品质量证明书 可 编 辑
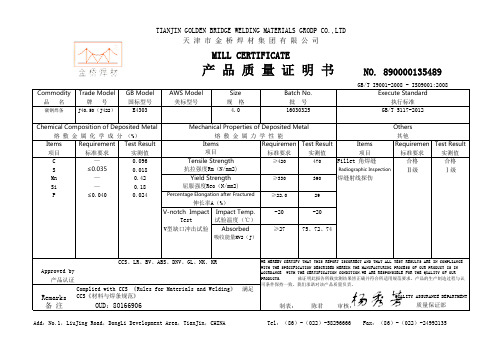
Commodity Trade Model GB Model AWS Model Size 品 名牌 号国标型号美标型号规 格碳钢焊条J40.50(J422)E43034.0Items Requirement Test Result Requiremen Test Result Items Requiremen Test Result 项目标准要求实测值标准要求实测值项目标准要求实测值C —0.096≥420470Fillet 角焊缝合格合格S ≤0.0350.018Radiographic Inspection Ⅱ级Ⅰ级Mn —0.42≥330390焊缝射线探伤Si —0.18P ≤0.0400.024≥22.029V-notch Impact Impact Temp.-20-20Test 试验温度(℃)V型缺口冲击试验Absorbed ≥2775、72、74吸收能量KV2(J)Approved by产品认证Remarks 备 注制表:陈君审核:Add:No.1,LiuJing Road,DongLi Development Area,TianJin,CHINA Tel:(86)-(022)-58296666 Fax:(86)-(022)-24992135Complied with CCS 《Rules for Materials and Welding》 满足CCS《材料与焊条规范》WE HEREBY CERTIFY THAT THIS REPORT ISCORRECT AND THAT ALL TEST RESULTS ARE IN COMPLIANCE WITH THE SPECIFICATION DESCRIBED HEREIN.THE MANUFACTURING PROCESS OF OUR PRODUCT IS IN ACCRDANCE WITH THE CERTIFICATION CONDITION.WE ARE RESPONSIBLE FOR THE QUALITY OF OUR PRODUCTS. 兹证明此报告所载实测结果皆正确并符合所适用规范要求。
电焊条质量证明书
电焊条质量证明书
电焊条质量证明书
前言
基本信息
电焊条名称:(电焊条的具体名称)
规格型号:(电焊条的规格型号)
制造商:(电焊条的制造商名称)
生产地点:(电焊条的生产地点)
技术要求
符合国家标准:(电焊条所需符合的国家标准编号)
特殊要求:(如果有特殊要求需要满足,可以在此描述)质量检验
为确保电焊条的质量符合要求,以下检验项目被执行:1. 外观检查
长度:(检查电焊条长度是否符合标准)
直径:(检查电焊条直径是否符合标准)
表面光滑度:(电焊条表面是否光滑,并无明显瑕疵)
2. 化学成分分析
C(碳)含量:%(检查电焊条中碳元素的含量是否符合要求)Mn(锰)含量:%(检查电焊条中锰元素的含量是否符合要求)Si(硅)含量:%(检查电焊条中硅元素的含量是否符合要求)P(磷)含量:%(检查电焊条中磷元素的含量是否符合要求)S(硫)含量:%(检查电焊条中硫元素的含量是否符合要求)
3. 机械性能
屈服强度: MPa(测定电焊条材料的屈服强度)
抗拉强度: MPa(测定电焊条材料的抗拉强度)
延伸率:%(测定电焊条材料的延伸率)
4. 酸洗性能
酸洗试验:通过酸洗试验检查焊缝的酸洗后是否有明显的碳化物残留
符合标准
本电焊条质量证明书确认,上述检验项目符合国家标准,并满足特殊要求。
结论
附录
附录1:标准编号及要求附录2:化学成分分析报告附录3:机械性能报告
附录4:酸洗性能报告。
焊工合格证的说明
焊工合格证的说明目前使用的锅炉压力容器压力管道焊工合格证,填写的内容都是以焊接项目代码表示,其代码与国际上所通用的焊接代码接轨,非专业人员一般很难理顺,为了在施工中合理使用焊工资源,以及在焊工培训中方便各施工单位报考项目,现根据国家《焊考规》中有关内容,将我公司常用的焊接项目符号作如下解释,以方便各有关单位及施工管理人员查阅。
1.焊工合格证项目的组成:焊接方法+母材类别+焊接位置+母材规格及一种焊接方法的融覆厚度+焊材的要素1.焊接方法:GTAW――氩弧焊SMAW――焊条电弧焊GMAW――气体保护焊SAW――埋弧焊2.母材类别:国家规定将母材分成4类Ⅰ――碳素钢Ⅱ――低合金钢(该材料考试合格后可以免去Ⅰ类钢的考试Ⅲ――马氏体钢、铁素体不锈钢Ⅳ――奥氏体、双向不锈钢除了Ⅱ类材料可以代替Ⅰ类材料外,其他间不能互相代替。
3.焊接位置1G――板平焊管转动焊2G――板横焊管垂直固定公司常有的项目3G――板立焊公司常有的项目4G――板仰焊5G――管水平固定(向上)公司常有的项目5GX――管水平固定(下降焊)6G――管45度固定(向上)6GX――管45度固定(下降焊)2FG――管板垂直固定公司常有的项目4FG――管板垂直固定仰焊5FG――管板水平固定6FG――管板45度固定公司常有的项目4.母材规格(忽略)5.焊接材料要素1.02――实芯焊丝公司常有的项目2.03――药芯焊丝3.FI――钛钙型(酸性)焊条4.F3J――低氢型(碱性)焊条公司常有的项目5.F4――不锈钢(酸性)焊条6.F4J――不锈钢低氢型(碱性)焊条公司常有的项目在上述焊材中,除了碱性焊条考试焊工后可以代替酸性焊条的考试,其他之间不能相互代替。
举例说明:1.GTAW-Ⅱ-5G-4/63.5-02(全氩弧焊,低合金钢63.5×4管材,水平固定,实芯焊丝)2.GTAW-Ⅰ-5G-2/63.5-02/SMAW-Ⅰ-2G(K)-5/63.5-F3J碳钢管63.5×7(典型的20#)氩弧焊打底(厚度为2m)电焊填充盖面(厚度5mm),垂直固定,实芯焊丝碱性焊条。
焊工合格证的说明
焊工合格证的说明目前使用的锅炉压力容器压力管道焊工合格证,填写的内容都是以焊接项目代码表示,其代码与国际上所通用的焊接代码接轨,非专业人员一般很难理顺,为了在施工中合理使用焊工资源,以及在焊工培训中方便各施工单位报考项目,现根据国家《焊考规》中有关内容,将我公司常用的焊接项目符号作如下解释,以方便各有关单位及施工管理人员查阅。
1.焊工合格证项目的组成:焊接方法+母材类别+焊接位置+母材规格及一种焊接方法的融覆厚度+焊材的要素1.焊接方法:GTAW――氩弧焊SMAW――焊条电弧焊GMAW――气体保护焊SAW――埋弧焊2.母材类别:国家规定将母材分成4类Ⅰ――碳素钢Ⅱ――低合金钢(该材料考试合格后可以免去Ⅰ类钢的考试Ⅲ――马氏体钢、铁素体不锈钢Ⅳ――奥氏体、双向不锈钢除了Ⅱ类材料可以代替Ⅰ类材料外,其他间不能互相代替。
3.焊接位置1G――板平焊管转动焊2G――板横焊管垂直固定公司常有的项目3G――板立焊公司常有的项目4G――板仰焊5G――管水平固定(向上)公司常有的项目5GX――管水平固定(下降焊)6G――管45度固定(向上)6GX――管45度固定(下降焊)2FG――管板垂直固定公司常有的项目4FG――管板垂直固定仰焊5FG――管板水平固定6FG――管板45度固定公司常有的项目4.母材规格(忽略)5.焊接材料要素1.02――实芯焊丝公司常有的项目2.03――药芯焊丝3.FI――钛钙型(酸性)焊条4.F3J――低氢型(碱性)焊条公司常有的项目5.F4――不锈钢(酸性)焊条6.F4J――不锈钢低氢型(碱性)焊条公司常有的项目在上述焊材中,除了碱性焊条考试焊工后可以代替酸性焊条的考试,其他之间不能相互代替。
举例说明:1.GTAW-Ⅱ-5G-4/63.5-02(全氩弧焊,低合金钢63.5×4管材,水平固定,实芯焊丝)2.GTAW-Ⅰ-5G-2/63.5-02/SMAW-Ⅰ-2G(K)-5/63.5-F3J碳钢管63.5×7(典型的20#)氩弧焊打底(厚度为2m)电焊填充盖面(厚度5mm),垂直固定,实芯焊丝碱性焊条。
天津市金桥焊材产品质量证明书
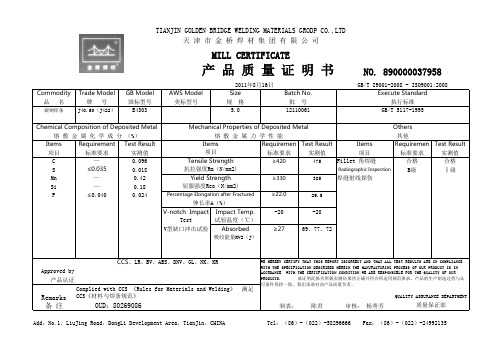
Commodity Trade Model GB Model AWS Model Size 品 名牌 号国标型号美标型号规 格碳钢焊条J40.50(J422)E4303 5.0Items Requirement Test ResultRequiremen Test Result Items Requiremen Test Result 项目标准要求实测值标准要求实测值项目标准要求实测值C —0.096≥420475Fillet 角焊缝合格合格S ≤0.0350.018Radiographic Inspection B级Ⅰ级Mn —0.42≥330385焊缝射线探伤Si —0.18P ≤0.0400.024≥22.029.5V-notch Impact Impact Temp.-20-20Test 试验温度(℃)V型缺口冲击试验Absorbed ≥2769、77、72吸收能量KV2(J)Approved by产品认证Remarks备 注制表:陈君审核: 杨秀芳Add:No.1,LiuJing Road,DongLi Development Area,TianJin,CHINA Tel:(86)-(022)-58296666 Fax:(86)-(022)-24992135Complied with CCS 《Rules for Materials and Welding》 满足CCS《材料与焊条规范》WE HEREBY CERTIFY THAT THIS REPORT ISCORRECT AND THAT ALL TEST RESULTS ARE IN COMPLIANCE WITH THE SPECIFICATION DESCRIBED HEREIN.THE MANUFACTURING PROCESS OF OUR PRODUCT IS IN ACCRDANCE WITH THE CERTIFICATION CONDITION.WE ARE RESPONSIBLE FOR THE QUALITY OF OUR PRODUCTS. 兹证明此报告所载实测结果皆正确并符合所适用规范要求。
电焊条质量证明书
电焊条质量证明书电焊条质量证明书本证明书旨在证明以下电焊条的质量符合相关标准和要求。
1. 产品信息产品名称:电焊条型号:(根据实际情况填写)批次号:(根据实际情况填写)生产日期:年月日生产厂家:公司2. 技术指标以下为电焊条的主要技术指标:外观:电焊条表面光滑,没有裂纹和明显的缺陷。
化学成分:符合相关标准的要求。
机械性能:抗拉强度、屈服强度、延伸率等指标符合相关标准的要求。
总含水量:符合相关标准的要求。
3. 产品优点本电焊条具有以下优点:焊接性能优良,能够满足各种焊接需求。
稳定的电弧特性,焊接过程稳定可靠。
熔滴过渡性好,焊缝均匀且美观。
前热处理效果显著,减少了焊接变形。
4. 质量控制生产过程中,我们严格按照相关的质量控制标准进行生产,并进行以下质量控制措施:原材料:选用优质的焊条原材料,确保产品质量稳定。
生产工艺:采用先进的生产工艺,确保产品性能可靠。
严格检测:每批次产品均经过严格的化学成分和机械性能测试。
质量记录:对每批次产品进行记录和追溯,确保产品质量可追溯。
5. 质量保证本公司对该电焊条提供以下质量保证:保质期限:年(根据实际情况填写)在保质期限内,如出现产品质量问题,本公司将负责免费更换或退货。
在使用过程中如有任何问题,可随时联系本公司质量部门或客户服务部门进行咨询和解决。
本证明书依据相关标准和要求,对所述电焊条的质量进行证明。
感谢您选择我们的电焊条,如有任何问题或需要进一步的信息,请随时联系我们。
X公司日期:年月日。
电焊条质量证明书2023简版
电焊条质量证明书电焊条质量证明书引言本质量证明书旨在确认电焊条产品的质量,并提供相关技术规范和测试结果的详细信息。
本证明书基于相关质量标准进行核实,并确保电焊条产品符合质量要求。
在此证明书中,我们将提供关于产品名称、生产商信息、质量标准和测试方法等方面的详细内容,以证明电焊条产品的质量可靠。
产品信息产品名称:电焊条生产商信息:- 公司名称:电焊制造- 公司地质:市区街道号- X-X- 电子inf质量标准本质量证明书所针对的电焊条产品符合以下质量标准:- ISO :国际标准化组织制定的有关电焊材料质量的国际标准。
- GB :中华人民共和国国家标准化管理委员会颁布的电焊材料质量国家标准。
- AWS :美国焊接学会颁布的电焊材料质量标准。
技术规范根据质量标准的要求,以下是本电焊条产品的技术规范:- 材料类型:铁合金材料,包括铁、镍、铬等- 化学成分:符合质量标准要求,如含铁量、合金元素含量等- 外观要求:表面光滑,无明显缺陷、裂纹或气泡- 直径范围:根据不同规格,直径范围从2.0mm到4.0mm不等- 包装形式:塑料包装,每包含有20支电焊条- 标识要求:每支电焊条上均有清晰可见的产品标识,包括生产商信息、产品规格和批次号等测试方法化学成分测试化学成分测试是确保电焊条产品符合质量标准的重要测试之一。
通过以下测试方法来测试电焊条的化学成分:1. 取样:从电焊条的不同位置取样。
2. 考核:利用X射线荧光光谱仪或光谱分析设备来分析样品的化学成分。
3. 分析:将测试结果与质量标准进行比较,以确定电焊条的化学成分是否符合要求。
外观检验外观检验是评估电焊条产品外观质量的一种测试方法。
以下是外观检验的步骤:1. 视觉检查:用肉眼观察电焊条的外观,检查表面有无明显缺陷、裂纹或气泡。
2. 触觉检查:用手触摸电焊条的表面,检查是否光滑。
直径测量直径测量是评估电焊条直径质量的方法之一。
以下是直径测量的步骤:1. 准备样品:从不同批次的电焊条中选择一定数量的样品。
天津金桥焊材产品目录手册

精选文档金桥焊材Golden Bridge Welding Materials 产品样本天津市金桥焊材集团有限公司TIANJIN GOLDEN BRIDGE MATERIALS GROUP CO.,LTD精选文档金桥焊材Golden Bridge Welding Materials目录前言(公司简介) (4)焊材分类 (5)本公司特色产品 (6)焊条焊条药皮渣系简介 (8)一、碳钢焊条 (10)二、低合金结构钢焊条(耐候钢及低合金耐蚀钢焊条) (44)三、钼和铬钼耐热钢焊条 (96)四、低温钢焊条 (122)五、不锈钢焊条(舍菲尔图) (130)六、堆焊焊条 (183)七、铸铁焊条 (226)八、管道焊接专用焊条 (234)焊丝一、气体保护焊丝 (243)二、氩弧焊丝 (281)三、埋弧焊丝 (300)四、烧结焊剂 (339)精选文档五、药芯焊丝 (361)引用标准 (405)符号说明 (406)附录一、船级社认可一览表 (408)二、金桥焊材包装重量表 (410)三、“金桥焊材”焊条长度表 (411)四、气保实心焊丝、药芯焊丝包装规格 (412)五、金桥焊条牌号编制说明 (413)六、金桥实心气保焊丝常用牌号编制方法 (416)七、金桥药芯焊丝牌号编制方法 (417)八、金桥埋弧焊丝-焊剂常用牌号编制方法 (419)九、焊材的保管 (420)十、硬度值对照表 (423)十一、常用单位及换算表 (426)十二、长度单位换算表 (427)十三、焊材(熔敷金属)扩散氢含量的国际标准 (428)十四、钢材碳当量Pcm焊材扩散氢含量〔H〕及板厚δ所需的预热温度 (428)十五、常见焊接缺陷 (429)十六、普通碳素钢标准及低合金结构钢新旧标准对照 (432)十七、常用的碳钢、低合金钢推荐选用的焊条 (433)十八、填充材料的消耗量 (434)十九、焊条电弧焊根据板厚建议的坡口形状 (436)二十、实心CO2气保护焊坡口形状及焊接工艺参数 (437)二十一、药芯CO2气保护焊坡口形状及焊接工艺参数 (440)二十二、一般焊接缺陷的产生与预防 (442)精选文档金桥焊材Golden Bridge Welding Materials前言(公司简介)我公司是专业生产焊接材料的大型企业。
焊接工艺合格证J427
焊接工艺合格证J427一、背景介绍焊接工艺合格证J427是根据相关法规和标准对某一特定焊接工艺进行评估和认证的证书。
该证书的颁发是为了确保焊接工艺达到一定的质量和安全标准,以保证焊接产品的可靠性和耐久性。
二、申请条件要获得焊接工艺合格证J427,申请人需要满足以下条件:1. 具备相关焊接技能和经验;2. 掌握焊接工艺的规范和标准要求;3. 拥有合格的焊接设备和工具;4. 具备良好的焊接质量控制和检测能力;5. 遵守相关法规和标准的要求。
三、申请流程申请者需要按照以下步骤进行申请焊接工艺合格证J427:1. 提供个人或企业的相关信息和资质证明;2. 提交焊接工艺方案和相应的技术文件;3. 进行焊接工艺考核和评估;4. 完成焊接工艺的试验和质量检测;5. 提交申请表和相关证明材料。
四、评估标准焊接工艺合格证J427的评估标准包括但不限于以下内容:1. 焊接工艺的可行性和适用性;2. 焊接接头的质量和强度;3. 焊接工艺的稳定性和一致性;4. 焊接产品的外观和表面质量;5. 焊接工艺的安全性和环境友好性。
五、证书有效期与续期焊接工艺合格证J427的有效期根据具体情况而定,通常为一定的时间段。
在证书过期前,申请人可以进行续期申请,需要重新提交相关材料进行评估和审查。
六、总结焊接工艺合格证J427是保证焊接工艺质量和安全的重要证明。
申请人需要符合一定的条件,按照规定的流程进行申请和评估,通过合格的焊接工艺方案和试验,最终获得该证书的颁发。
该证书的持有人需时刻遵守相关标准和法规的要求,并定期进行续期申请,以确保焊接工艺的持续合格和优良。
天津金桥焊条焊条编号和分类方法
天津金桥焊条焊条编号和分类方法天津金桥焊条的编号(1)焊条的牌号以结构钢为例:牌号,编制法。
结XXX,结为结构钢焊条,第3个数字,代表药皮类型,焊接电流要求,第1、2数:代表焊缝金属抗拉强度。
(2)焊条牌号的编制方法(船用焊条除外)一个焊条牌号由六部份组成。
例如CHHE507CrNiFe13可分割为:1。
(CHH) 二个字母,中国航海产品代号。
2。
(E)一个字母,焊条种类。
3。
(50)二个数字,熔敷金属强度或合金类型。
4。
(7)一个数字,药皮类型及电流种类。
5。
(CrNi)1~2字母,附加合金元素或焊条特性。
6。
(Fe13)字母+二个数字,焊条名义效率。
1.CHH:中国航海产品代号2.焊条种类:(见表1)①焊条种类表1记号焊条名称E 碳钢焊条、低合金钢焊条L 低温用低合金钢焊条S 铬镍奥氏体不锈钢焊条H 耐热用低合金钢及不锈钢焊条K 铬不锈钢焊条C 铸铁焊条N 镍及镍合金焊条R 堆焊焊条Cu 铜及铜合金焊条②熔敷金属强度及合金类型:表2记号数字强度(MPa)主要合金类型备注E 42 б0.2≥330 бb≥420(S) Mn-Si50 ≥400 ≥490≥390 ≥490 Mn-Si (Ni)55 ≥440 ≥540 Mn-Si-Mo60 ≥490 ≥590 Mn-Si-Mo (Ni)70 ≥590 ≥690 Mn-Si-Mo (Ni)75 ≥640 ≥740 Mn-Si-MoMn-Si-Ni-Mo80 ≥690 ≥780 Mn-Si-Mo-V-Ni85 ≥740 ≥830 Mn-Si-Ni-Mo-V-CrH 1×Mo~0.5% 第二位数字(×)表示同一类型中的不同牌号2×Mo~0.5% Cr~0.5%3×Mo0.5~1% Cr~2%4×Mo~1% Cr~2.5%5×Mo~0.5% Cr~5%7×Mo~1% Cr~9%8×Mo~1% Cr~11%R 1×普通常温用2×普通常温用记号数字强度(MPa) 主要合金类型备注按用途分类3×模具及工具用第二位字(×)表示同一类型不同牌号4×模具或工具用5×阀门用6×合金铸铁型7×碳化钨K 2× Cr~13 (Ni、Mo) 第二位数字(×)表示同一类型不同牌号3× Cr~17%S 0×C≤0.04%第二位数字(×)表示同一类型不同牌号1× Cr~19% Ni~9%2× Cr~18% Ni~12% Mo~2%3× Cr~25% Ni~13%4× Cr~25% Ni~20%5× Cr~16% Ni~25%6× Cr~15% Ni~35%C 1×碳钢或高钒钢第二位数字(×)表示同一类型不同牌号2×铸铁型3×纯镍4×镍铁5×镍铜记号数字合金类型备注L 70 2.5%Ni (-70℃) 第二位数字(×)表示同一类型中的不同牌号90 3.5%Ni (-90℃)10 5.5%Ni (-100℃)N 1×纯镍第二位数字(×)表示同一类型中的不同牌号2×镍铜3×镍铬铁Cu 1×紫铜3×铜镍合金(白铜)③药皮类型及电流种类: 表3记号数字药皮种类电源类型EHLKSNCu 012345678 不规定氧化钛钾型钛钙型钛铁矿型氧化铁型纤维素型低氢钾型低氢钠型铁粉低氢钾型 AC或DCAC或DCAC或DCAC或DCAC或DCAC或DCAC或DCDCAC或DC记号数字药皮种类电源类型RC 2678 钛钙型低氢钾型低氢钠型石墨型 AC或DCAC或DCDCAC或DC④附加合金元素或焊条特性:⑴附加合金元素分别用该元素连接在药皮类型后,如Cu、Mo等。