汽车零件作业指导书
汽车发动机更换作业指导书

汽车发动机更换作业指导书目标本作业指导书旨在帮助技术人员正确更换汽车发动机,并确保操作过程中的安全性和有效性。
准备工作在开始更换汽车发动机之前,请确保具备以下工具和材料:- 汽车千斤顶和支撑架- 扳手和扳手套筒- 清洁剂和润滑剂- 新的发动机和密封件- 适当的安全装备(手套、眼镜等)步骤按照以下步骤逐步进行汽车发动机的更换:1. 将汽车停在平坦且安全的地方,并拉起手刹。
2. 使用汽车千斤顶将汽车抬起,并使用支撑架确保汽车稳定。
3. 切断电池负极的电源。
4. 在汽车发动机舱内,拆卸和移除与发动机相关的组件,如排气管、冷却系统和电气连接等。
6. 调整发动机千斤顶的位置,并小心地将旧发动机从汽车上取下。
7. 使用清洁剂和润滑剂清洁发动机舱内的各个部件,确保新发动机的安装环境干净。
8. 将新发动机放置在正确的位置上,并通过发动机支架和螺栓等固定件进行安装。
9. 按照汽车制造商的规定,逆向进行装配,包括连接排气管、冷却系统和电气连接等。
10. 重新连接电池负极的电源,并检查所有连接是否牢固。
11. 降低汽车,移除千斤顶和支撑架,确保汽车牢固地靠在地面上。
12. 启动汽车,并进行必要的测试和检查,确保新发动机正常运行。
安全提示在进行汽车发动机更换时,请务必遵循以下安全提示:- 在操作过程中,务必戴上适当的安全装备,如手套和眼镜。
- 在更换发动机之前,确保汽车处于平坦且安全的地方,并拉起手刹。
- 使用汽车千斤顶时,确保其能够牢固地支撑汽车。
- 在更换发动机时,小心操作,避免受伤或损坏汽车部件。
以上是进行汽车发动机更换的作业指导书,希望能够帮助您顺利完成任务。
如果在执行过程中遇到问题,请咨询专业技术人员的建议和帮助。
样件认可作业指导书(汽车零件)

南京依维柯采购部样件认可流程操作指导书版/次:A/0 NA VECO 06 /G ****-2010 1 目的和范围为细化样件认可的流程,本标准规定了样件条件认可的具体要求和操作方法。
本文件适用于NAVECO公司样件认可的具体操作,并将条件认可的相关信息体现于样件检测/认可报告上。
2 引用标准及文件NAVECO G/0627-2009 样件认可流程3 定义条件认可:外购零部件样件认可的方式之一,指零件不符合技术要求(或符合性尚未经检验/试验判定),但其不符合的程度可以在一定条件下(如:一定时间、一定数量或一定商务条件等)接受,用于指定的用途(如:装用于产品车或试验车等)。
4 职责4.1 质保部对产品车使用零件的条件认可进行审批4.2 产品部对各种样车使用零件的条件认可进行审批4.2 物流部对条件认可的零件进行专项管理。
4.2 采购部对责任范围内的外购件不符合情况进行风险评估,提出条件认可申请。
5 管理内容5.1 条件认可的范围及条件认可申请的提出:5.1.1当外购件不符合技术要求时(或对零件是否符合技术要求的判定未完成时),在下列情况下,可开展条件认可工作:A、零件的可靠性试验(含NAVECO开展的)未完成;B、零件不符合技术要求,但责任单位已找到问题原因、能够评估其危害并制定了相应后续计划;C、零件尺寸不符合技术要求,但装车后能够实现产品的预期功能;或装车后(部分)功能不能实现,但与不符合项目无因果关系。
D、供应商已完成零件的自我认可,但NAVECO公司未完成相应项目试验检验。
E、除上述情况外,其他能够表明零件的不符合不会导致顾客满意下降的情况。
5.1.2下列情况不列入条件认可,应予以正式认可:A、产品部修改、补充技术要求(含试验方法等)以后,零件符合要求(或重新检验符合要求);B、材料代用经NAVECO批准且在有效期内;C、经评审认为不需要纠正的(或需要纠正但不需要进行监控的)不符合。
5.1.3 重要特性、安全特性经检验被判定不符合时,原则上不得办理装用于产品车的条件认可。
汽车零部件冲压作业指导书模板
汽车零部件冲压作业指导书模板英文回答:Title: Template for Automotive Stamping Operation Manual.Introduction:The purpose of this manual is to provide comprehensive guidance for automotive stamping operations. It includes instructions, safety guidelines, and best practices to ensure efficient and high-quality production of automotive parts. This template can be customized to fit specific requirements and processes of different automotive manufacturers.Section 1: Safety Guidelines.1.1 Personal Protective Equipment (PPE)。
Always wear appropriate PPE, such as safety glasses, gloves, and steel-toed boots, to protect yourself from potential hazards.For example, when operating a stamping press, wear ear protection to reduce noise exposure.1.2 Machine Safety.Familiarize yourself with the safety features and emergency stop buttons of the stamping press.Never attempt to bypass or disable safety mechanisms.For instance, always use the two-hand control system when feeding materials into the press.1.3 Material Handling.Follow proper lifting techniques and use lifting equipment when necessary to prevent injuries.Avoid overloading the stamping press with excessive material, as it may compromise safety.As an example, use a forklift to transport heavy metal sheets to the press.Section 2: Operating Procedures.2.1 Setup and Calibration.Ensure the stamping press is properly calibrated and set up according to the specifications of the automotive parts.Regularly inspect and maintain the press to prevent any operational issues.For instance, check and adjust the die clearance to ensure accurate and consistent stamping.2.2 Material Feeding.Position the material correctly in the feeder to ensure smooth and accurate feeding.Avoid feeding wrinkled or damaged materials, as it may result in defective parts.As an example, use a decoiler to straighten the metal strip before feeding it into the press.2.3 Stamping Process.Monitor the stamping process closely to detect any abnormalities or defects.Conduct regular quality checks to ensure the parts meet the required specifications.For instance, use a vision system to inspect the stamped parts for dimensional accuracy.Section 3: Troubleshooting.3.1 Common Issues.Familiarize yourself with common stamping issues, such as material misfeeds, die wear, or misalignment.Develop troubleshooting strategies to address these issues promptly and efficiently.As an example, if the stamped parts have burrs, adjust the die clearance or replace the worn-out die.3.2 Maintenance and Repairs.Regularly clean and lubricate the stamping press to prevent corrosion and ensure smooth operation.Schedule preventive maintenance to address anypotential issues before they impact production.For instance, replace worn-out punch and die components to maintain consistent stamping quality.中文回答:标题,汽车零部件冲压作业指导书模板。
汽车零部件冲压作业指导书

汽车零部件冲压作业指导书英文回答:Car stamping operation guidebook.Introduction:The car stamping operation guidebook provides detailed instructions on how to perform stamping operations for car parts. Stamping is a common manufacturing process used to shape metal sheets into desired forms. It involves the use of a die and a press to cut or shape the metal. This guidebook aims to ensure the safe and efficient operation of stamping processes in the automotive industry.Safety precautions:1. Always wear appropriate personal protective equipment (PPE) such as gloves, safety glasses, and ear protection.2. Keep the work area clean and free from any obstructions.3. Ensure that the stamping machine is properly maintained and inspected regularly.4. Follow proper lockout/tagout procedures when performing maintenance or repairs on the stamping machine.Stamping process:1. Prepare the metal sheet by cleaning it and removing any dirt or debris.2. Set up the stamping die and align it with the metal sheet.3. Position the metal sheet on the stamping machine, ensuring that it is securely held in place.4. Activate the press to apply pressure on the die,cutting or shaping the metal sheet.5. Inspect the stamped part for any defects or imperfections.6. Remove the stamped part from the machine and repeat the process for subsequent parts.Troubleshooting:1. If the metal sheet is not properly aligned with the die, adjust the position and try again.2. If the stamped part has burrs or sharp edges, use a deburring tool to remove them.3. If the stamping machine is not applying enough pressure, check the hydraulic system and adjust accordingly.4. If the stamped part is not meeting the required specifications, review the die design and make necessary modifications.中文回答:汽车零部件冲压作业指导书。
汽车.重装配检验作业指导书

序号 1
项
零件外观
目
规 范 要 求
无毛刺、锈蚀、切屑、油污、灰尘
检验方法/检验设备
目测
2
严禁打击或使用不合适的扳手,须交叉、 对称、逐步、均匀拧紧。有规定拧紧力矩 要求的紧固件,按规定的拧紧力矩紧固。 螺钉、螺栓连接 头部应露出螺母端面2~3个螺距,沉头螺 钉紧固后,沉头不得高出沉孔端面。不允 许用低性能紧固件替代高性能紧固件。 圆锥销其接触率不应小于配合长度的 60%,并应分布均匀;定位销的端面一般 应突出零件表面;开口销装入相关件后, 其尾部须分开,其扩角为60°~90°。
目测/扭力扳手
3
销连接
目测
4
键连接 打击装配
不得配制成阶梯形,两侧面应均匀接 触,其配合面不得有间隙ቤተ መጻሕፍቲ ባይዱ 打装的零件表面不准有砸痕,打装的 零件必须与相关限位轴肩等靠紧,不 准有窜动的可能。
所有配合表面,在压装前须加合适的润滑 剂,应平稳无阻压入,不准有压坏零件配 合表面的现象。 空运转试车,达到运转平稳、无异常噪声 要求。 啮合时,链条工作边必须拉紧,并应保证 啮合平稳。
目测
5
目测/游标卡尺
6
压装
目测/游标卡尺
7 8 9
齿轮传动装置 链条与链轮
目测/游标卡尺 目测/游标卡尺 目测
零、部件润滑处 必须注入适量的润滑油(或脂)。
应与装配的顺序相反,必须有次序、有规 则的摆放,配合件上做好记号,不准混淆 或颠倒,以免搞乱。 对连续运转的设备,将减速机通电,点 动,确定无卡阻现象后通电运行。对有多 种动作程序的设备,各动作要进行联动程 序的连续操作或模拟操作,运转5次以 上,各动作应平稳、到位、无异常现象。
长安汽车作业指导书和工作要素表
2017年10月3日
6
作业指导书的编写
技术人员在现场操作者的协助下,寻求所在工序的最佳 作业状态,并记录下工作内容及步骤顺序; 技术人员会同班组长确定操作者每个步骤的作业时间, 并在作业指导书上标示出来,根据确定的作业时间计算 并填写周期时间; 确认动作记录无误后,将零件、工具、工艺资料、控制 计划、特性清单、设备检查维护、国家安全法规(含职 业健康)、环境等与作业内容有关的信息填写在作业指 导书上,并注明对应的要点标识和工作要素表编号 ; 技术人员根据作业内容完成工作顺序配置图的图画或图 案,也可配置可视化教具来显示工作顺序; 生产安全处对车间每个班组、工位进行安全风险评估 (SRA编号) ,确定各工位劳保用品的穿戴要求;
2017年10月3日
3
现有作业指导书的不足
缺少对必要的操作步骤的描述,不能很好地指导 生产; 缺少对产品品质的明确要求,无法满足越来越高 的质量要求; 没有明确关键质量要点的检查内容和检查方法, 不利于过程质量控制; 没有每个操作步骤的时间;
需要重新设计作业指导书的格式和内容
2017年10月3日 4
2017年10月3日
10
工作要素表和作业指导书的关系
工作要素表和作业指导书的内容是一致、互补的: • 作业指导书明确了详细的零件名称和件号、操作步骤、作 业时间、使用工具和劳保用品,并用符号标示指出了有关 安全、质量、环境、 CTPM等各项需注意的关注点; • 工作要素表作为作业指导书的补充,用语言和图像更细化 的介绍了作业指导书中影响安全、质量的作业步骤,内部 和外部质量反馈指标、安全法规以及企业已找出的其它关 键质量控制点等重要信息,并对其作业要领和要点进行说 明,同时加入了控制方法和反映计划; • 作业指导书和工作要素表的配合使用,明确了要达到最好 效率和最高质量所必须按执行的作业内容,能够指导操作 者高效率的生产出低成本、高品质的产品,实现精益生产。
上汽通用作业指导书

上汽通用作业指导书概述上汽通用汽车有限公司,简称上汽通用,是一家在汽车制造领域颇具影响力的企业。
公司以生产多款深受消费者喜爱的汽车产品著称,包括别克、雪佛兰、凯迪拉克等品牌。
其产品覆盖了从经济型到豪华型的各个细分市场,工艺精湛,品质卓越。
上汽通用的生产工艺融合了传统与现代技术,注重每一个细节的品质把控。
生产流程与操作规范1. 原材料入场:所有原材料需经过严格的质量检查,确保符合公司及行业标准。
合格原材料方可进入生产线。
2. 生产线作业:各岗位员工需按照规定的操作流程和规范进行作业,确保产品的一致性和稳定性。
同时,遵循“5S”原则(整理、整顿、清洁、清洁检查、素养)。
3. 质量检查:每道工序完成后,需进行质量自检。
合格品方可流转至下一环节。
不合格品需进行返工或报废处理。
设备使用与维护1. 设备操作:员工在使用设备前应接受培训,熟悉设备操作规程。
严禁违规操作。
2. 日常维护:员工需按照设备保养规定进行日常维护,确保设备正常运行。
3. 定期检修:专业技术人员负责定期对设备进行全面检修,及时发现并处理潜在问题。
质量管理理念上汽通用始终坚持“质量为先”的原则,通过制定严密的标准和监管措施,确保产品质量的稳定与提升。
公司鼓励员工积极参与质量管理,不断提高自身技能水平和工作质量。
安全生产意识每位员工都应具备强烈的安全生产意识,严格遵守安全规章制度。
在作业过程中,要时刻关注自身及他人安全,发现安全隐患应及时上报和处理。
同时,积极参加公司组织的各类安全培训和演练活动,提高应急处置能力。
环境保护策略上汽通用注重绿色生产,关注环境保护问题。
通过采取一系列具体实践方法,如使用环保材料、优化生产工艺、降低能耗等,努力实现可持续发展。
此外,公司还积极参与环保公益活动,倡导绿色出行理念。
培训与提升技能为了不断提升员工的个人技能水平和职业素养,上汽通用提供了丰富的培训机会。
通过定期开展内部培训、外部交流和专家讲座等形式,使员工能够不断学习和掌握行业前沿知识。
汽车行业作业指导书(模板)

特性1.压C C C C C C数量11批准/日期标记处数更改文件号标记处数第1页 共28页编号:A/0产品名称产品图号工 序 号组装/检验作业指导书版本产品车型01IPQC 记录/标识/隔离/上报2.电流值≦0.8A 电流表IPQC 记录/标识/隔离/上报工序名称马达压蜗杆质量控制项目控制项目内容检查频次检验手段责任人记录及反应计划样件首检3只/班巡检3只/2h 末检3只/班压力表IPQC 记录/标识/隔离/上报6.蜗杆压入后高度28.85~29.15mm高度尺IPQC记录/标识/隔离/上报5.压入力范围150~450KGF 拉力计IPQC 记录/标识/隔离/上报4.压配后马达轴芯摆动≦0.1mm IPQC 记录/标识/隔离/上报3.脱拔力≥100kgf缺陷模式1.压入力过小导致脱拔力过小,蜗杆在传递扭矩时蜗杆易脱落,导致驱动盒功能失效个见上图3百分表操作要领1.按工艺参数及控制要求核对、校正零件及设备,并进行首件验证;3蜗杆DB1229001003.将马达、蜗杆放置到工装治具中;42.蜗杆导向端朝上(注:导向端马达轴芯可通4.5~5.5mm,非导向端不可入);标准工时(s/pcs)辅料组装用物料品名工装名称:压蜗杆工装编号:2016113001料号单位设备名称:油压机马达DB121100100个型号:K TCL-03TS 参数:公众号审核/日期4.同时按下两边绿色按钮、将蜗杆压入;5会签/日期签字日期更改文件号签字日期编制/日期5.安全要求:按油压机安全操作规程。
装配完成图马达蜗杆将马达、蜗杆放置到工装治具中同时按下两边绿色按钮、将蜗杆压入油压机图片1图片2图片3压配后马达轴芯蜗杆压入高度28.85~29.15mm十里山水(深度财经和社会解读)。
汽车零部件行业 MSA作业指导书
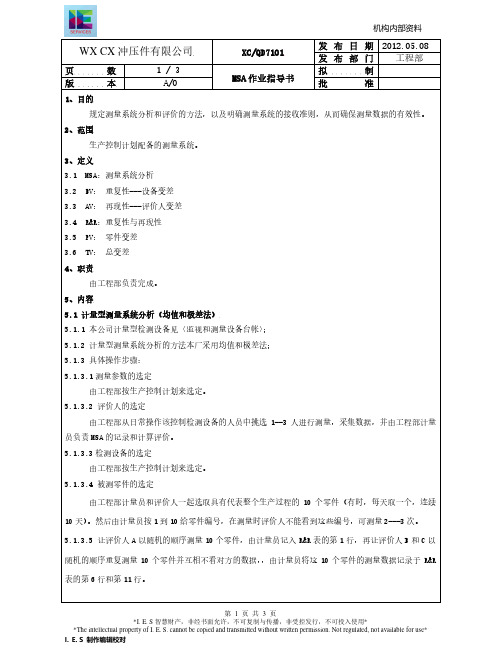
页 数 1 / 3MSA作业指导书拟 制版 本 A/0 批准1、目的规定测量系统分析和评价的方法,以及明确测量系统的接收准则,从而确保测量数据的有效性。
2、范围生产控制计划配备的测量系统。
3、定义3.1 MSA:测量系统分析3.2 EV: 重复性---设备变差3.3 AV: 再现性---评价人变差3.4 R&R:重复性与再现性3.5 PV: 零件变差3.6 TV: 总变差4、职责由工程部负责完成。
5、内容5.1 计量型测量系统分析(均值和极差法)5.1.1 本公司计量型检测设备见〈监视和测量设备台帐〉;5.1.2 计量型测量系统分析的方法本厂采用均值和极差法;5.1.3 具体操作步骤:5.1.3.1测量参数的选定由工程部按生产控制计划来选定。
5.1.3.2 评价人的选定由工程部从日常操作该控制检测设备的人员中挑选1--3人进行测量,采集数据,并由工程部计量员负责MSA的记录和计算评价。
5.1.3.3检测设备的选定由工程部按生产控制计划来选定。
5.1.3.4 被测零件的选定由工程部计量员和评价人一起选取具有代表整个生产过程的10个零件(有时,每天取一个,连续10天)。
然后由计量员按1到10给零件编号,在测量时评价人不能看到这些编号,可测量2---3次。
5.1.3.5 让评价人A以随机的顺序测量10个零件,由计量员记入R&R表的第1行,再让评价人B和C以随机的顺序重复测量10个零件并互相不看对方的数据,,由计量员将这10个零件的测量数据记录于R&R 表的第6行和第11行。
页 数 2 / 3MSA作业指导书拟 制版 本 A/0 批准5.1.3.6 使用不同的随机测量顺序重复上述操作过程,把数据填入第2、7和12行,如果需实验三次,则重复上述操作,记录于R&R表的第3、8和13行。
5.1.3.7 如果评价人在不同的班次,可以使用一个替换的方法。
让评价人A测量10个零件,并将数据记录于第1行,然后,让评价人A按不同的顺序重新测量,由计量员将结果记录于第2行和第3行,评价人B和C,也同样做。
汽车行业生产流程作业指导书

汽车行业生产流程作业指导书第1章原材料采购与检验 (5)1.1 原材料采购流程 (5)1.1.1 采购需求分析 (5)1.1.2 供应商选择 (5)1.1.3 询价与比价 (5)1.1.4 合同签订 (5)1.1.5 订单跟踪 (5)1.2 原材料检验标准 (5)1.2.1 检验依据 (5)1.2.2 检验项目 (5)1.2.3 检验方法 (5)1.2.4 检验结果判定 (5)1.3 供应商管理 (5)1.3.1 供应商评价 (6)1.3.2 供应商激励机制 (6)1.3.3 供应商辅导 (6)1.3.4 供应商淘汰机制 (6)1.4 物流与仓储 (6)1.4.1 物流运输 (6)1.4.2 仓储管理 (6)1.4.3 出入库管理 (6)1.4.4 库存盘点 (6)第2章产品设计与开发 (6)2.1 设计输入 (6)2.1.1 市场调研 (6)2.1.2 功能需求 (6)2.1.3 技术指标 (6)2.1.4 设计规范 (7)2.2 设计输出 (7)2.2.1 概念设计 (7)2.2.2 详细设计 (7)2.2.3 设计变更 (7)2.3 设计评审 (7)2.3.1 评审组织 (7)2.3.2 评审内容 (7)2.3.3 评审结论 (8)2.4 设计验证与确认 (8)2.4.1 设计验证 (8)2.4.2 设计确认 (8)2.4.3 设计冻结 (8)第3章工艺规划与布局 (8)3.1.1 工艺流程概述 (8)3.1.2 工艺流程设计原则 (8)3.1.3 工艺流程设计内容 (9)3.2 生产线布局 (9)3.2.1 生产线布局概述 (9)3.2.2 生产线布局原则 (9)3.2.3 生产线布局方法 (9)3.3 设备选型与采购 (9)3.3.1 设备选型原则 (9)3.3.2 设备采购流程 (10)3.4 工艺参数设定 (10)3.4.1 工艺参数概述 (10)3.4.2 工艺参数种类 (10)3.4.3 工艺参数设定方法 (10)第4章冲压工艺 (11)4.1 冲压模具设计与制造 (11)4.1.1 模具设计原则 (11)4.1.2 模具制造 (11)4.2 冲压设备操作 (11)4.2.1 设备选型 (11)4.2.2 设备操作流程 (11)4.3 冲压件检验 (11)4.3.1 检验标准 (11)4.3.2 检验方法 (11)4.4 生产效率与成本控制 (11)4.4.1 生产效率提升 (11)4.4.2 成本控制 (12)第5章焊接工艺 (12)5.1 焊接方法选择 (12)5.1.1 常用焊接方法 (12)5.1.2 焊接方法选择依据 (12)5.2 焊接设备与参数设定 (12)5.2.1 焊接设备选型 (12)5.2.2 焊接参数设定 (13)5.3 焊接质量检验 (13)5.3.1 外观检验 (13)5.3.2 尺寸检验 (13)5.3.3 无损检测 (13)5.3.4 力学功能检验 (13)5.4 焊接自动化与智能化 (13)5.4.1 焊接自动化 (13)5.4.2 焊接智能化 (13)第6章涂装工艺 (14)6.1.1 脱脂 (14)6.1.2 表面调整 (14)6.1.3 酸洗 (14)6.1.4 磷化 (14)6.2 喷涂工艺 (14)6.2.1 喷涂材料 (14)6.2.2 喷涂设备 (14)6.2.3 喷涂工艺流程 (14)6.3 干燥与固化 (15)6.3.1 干燥 (15)6.3.2 固化 (15)6.4 涂装质量检验 (15)6.4.1 外观检验 (15)6.4.2 厚度检验 (15)6.4.3 附着力检验 (15)6.4.4 耐腐蚀功能检验 (15)6.4.5 功能性检验 (15)第7章总装工艺 (15)7.1 零部件配送 (15)7.1.1 零部件分类 (15)7.1.2 零部件储存 (15)7.1.3 零部件配送 (16)7.2 装配工艺 (16)7.2.1 装配顺序 (16)7.2.2 装配方法 (16)7.2.3 装配标准 (16)7.2.4 装配质量控制 (16)7.3 调试与检测 (16)7.3.1 功能性调试 (16)7.3.2 功能检测 (16)7.3.3 安全性检测 (16)7.3.4 噪音和振动检测 (16)7.4 整车下线 (16)7.4.1 整车检查 (16)7.4.2 整车清洗 (16)7.4.3 整车交付 (16)第8章质量管理 (17)8.1 质量计划制定 (17)8.1.1 制定目的 (17)8.1.2 制定依据 (17)8.1.3 制定内容 (17)8.2 过程控制与检验 (17)8.2.1 过程控制 (17)8.3 不合格品处理 (17)8.3.1 不合格品判定 (17)8.3.2 不合格品标识 (17)8.3.3 不合格品隔离 (18)8.3.4 不合格品处理 (18)8.4 持续改进 (18)8.4.1 持续改进机制 (18)8.4.2 改进措施实施 (18)8.4.3 改进效果评价 (18)第9章供应链管理 (18)9.1 供应商质量管理 (18)9.1.1 供应商选择与评估 (18)9.1.2 供应商质量控制 (18)9.1.3 供应商关系管理 (18)9.2 物流与库存管理 (18)9.2.1 物流管理 (18)9.2.2 库存管理 (19)9.3 生产计划与调度 (19)9.3.1 生产计划 (19)9.3.2 调度管理 (19)9.4 供应链协同 (19)9.4.1 信息共享 (19)9.4.2 协同计划与预测 (19)9.4.3 协同优化 (19)第10章环境与职业健康安全管理 (19)10.1 环境管理体系 (19)10.1.1 环境方针与目标 (19)10.1.2 环境因素识别与评价 (19)10.1.3 环境管理计划的制定与实施 (20)10.1.4 环境管理体系审核与持续改进 (20)10.2 职业健康安全管理体系 (20)10.2.1 职业健康安全方针与目标 (20)10.2.2 危险源识别与风险评价 (20)10.2.3 职业健康安全管理计划的制定与实施 (20)10.2.4 职业健康安全管理体系审核与持续改进 (20)10.3 环保与节能 (20)10.3.1 废物分类与处理 (20)10.3.2 节能措施与实施 (20)10.3.3 污染防治与设施运行 (20)10.4 应急管理与实践操作 (20)10.4.1 应急预案的制定与演练 (21)10.4.2 应急设施与物资管理 (21)10.4.3 报告与调查处理 (21)10.4.4 应急培训与宣传教育 (21)第1章原材料采购与检验1.1 原材料采购流程1.1.1 采购需求分析根据汽车生产计划,对所需原材料进行分类、编码,并分析采购数量、质量要求、交货时间等关键要素。
汽车零部件制造作业指导书
汽车零部件制造作业指导书一、概述汽车零部件制造是指生产汽车所需的各种零部件,包括发动机、底盘、车身等。
本作业指导书旨在提供清晰的指导和规范,确保汽车零部件的制造过程高效、精确、安全。
二、工艺流程汽车零部件制造的工艺流程通常包括材料准备、加工和装配。
以下是一般的工艺流程示例:1. 材料准备a. 选取适合的材料,考虑其强度、耐久性和成本等因素。
b. 定期检查和保养生产设备,确保其正常运行。
c. 对材料进行检验,确保符合质量要求。
2. 加工a. 根据设计图纸和规格要求,进行切割、铣削、冲压等工艺操作。
b. 控制加工过程中的温度、压力和速度等参数,确保产品质量。
c. 进行必要的表面处理,如喷涂、电镀等,以提高产品的耐腐蚀性和美观度。
3. 装配a. 根据装配图纸和工序要求,将各零部件进行组装。
b. 确保装配过程中的精度,避免因装配不准确导致的故障。
c. 进行功能测试和质量检验,确保产品符合规格要求。
三、安全注意事项汽车零部件制造涉及复杂的机械操作和材料处理,为确保工作人员的安全,以下是一些必要的注意事项:1. 佩戴个人防护装备,如安全帽、护目镜和防护手套等。
2. 遵循操作规程,按照标准工序进行生产操作。
3. 定期维护和检查生产设备,确保其正常运行。
4. 注意材料的存放和搬运,防止发生意外事故。
5. 如发现安全隐患,应立即上报并采取相应措施予以解决。
四、质量控制为确保汽车零部件的质量,以下是一些常用的质量控制措施:1. 进行材料的验收检查,确保材料符合质量要求。
2. 设置合适的生产工艺参数,控制加工过程中的温度、压力和速度等。
3. 进行产品的功能测试和质量检验,确保产品满足规格要求。
4. 定期进行生产设备的检修和保养,确保其正常运行和使用寿命。
5. 根据客户反馈和市场需求,持续改进产品的设计和制造工艺。
五、环境保护汽车零部件制造过程中需要注意环境保护,以下是一些建议:1. 合理利用资源,减少废料和废气的产生。
汽车维修作业指导书

汽车维修作业指导书作业概述:本指导书旨在提供汽车维修作业的详细步骤和操作要点,以帮助维修人员进行高效准确且安全的汽车维修工作。
请维修人员仔细阅读本指导书,并按照步骤进行操作,确保维修质量和工作效率。
1. 作业准备1.1 确认车辆信息- 车辆型号:- 车辆年份:- 车辆里程数:- 车辆VIN码:1.2 确认维修内容- 故障描述:- 维修需求:1.3 检查工具和设备- 工具清单:- 扳手:- 螺丝刀:- 拆卸工具:- 测量工具:- 设备清单:- 电脑诊断仪器:- 汽车升降机:- 空调充气设备:2. 安全措施2.1 佩戴个人防护装备- 佩戴手套:- 戴上护目镜:2.2 施工区域安全- 确保维修区域通风良好;- 清理施工区域的杂物,并确保地面干净整洁;- 将车辆停放在平整稳固的地面上。
3. 维修步骤3.1 故障诊断- 对车辆进行全面检查,找出故障原因;- 使用电脑诊断仪器帮助定位故障。
3.2 维修计划制定- 根据故障诊断结果,制定维修计划;- 确定所需的零部件和材料。
3.3 维修操作- 按照维修计划进行维修操作;- 注意操作的顺序和步骤,遵循相关安全规定;- 如需升降车辆,请使用汽车升降机。
3.4 维修过程记录- 记录维修过程中的重要信息,包括更换的零部件、使用的材料和操作细节;- 记录维修所花费的时间。
4. 质量控制4.1 维修结果检验- 对维修完成的部分进行功能和质量检验;- 确保维修效果符合预期要求。
4.2 整体质量控制- 对维修完成的整车进行全面检查和测试;- 确保整车质量稳定可靠。
5. 维修报告与交付5.1 维修报告- 撰写维修报告,包括维修过程、所用材料和更换零部件清单;- 记录维修工时和费用。
5.2 维修记录- 记录维修信息,包括车辆的维修历史和已完成的维修项目。
5.3 维修交付- 将维修报告和维修记录交付给车主;- 对维修过程和结果进行解释并提供必要的建议。
结束语:本指导书总结了汽车维修作业的基本步骤和操作要点,通过严格按照指导书进行维修,可提高维修质量和工作效率。
汽车行业维修技术作业指导书

汽车行业维修技术作业指导书第1章汽车维修基本知识 (4)1.1 汽车维修概述 (4)1.2 维修工具与设备 (4)1.3 维修安全常识 (4)第2章发动机维修技术 (5)2.1 发动机结构与原理 (5)2.1.1 发动机基本构成 (5)2.1.2 发动机工作原理 (5)2.2 发动机拆卸与组装 (5)2.2.1 发动机拆卸 (5)2.2.2 发动机组装 (5)2.3 常见故障诊断与排除 (5)2.3.1 启动困难 (5)2.3.2 油耗过高 (6)2.3.3 发动机异响 (6)2.3.4 排放超标 (6)第3章变速器维修技术 (6)3.1 变速器结构与原理 (6)3.1.1 结构概述 (6)3.1.2 工作原理 (6)3.2 手动变速器维修 (7)3.2.1 故障诊断 (7)3.2.2 维修方法 (7)3.3 自动变速器维修 (7)3.3.1 故障诊断 (7)3.3.2 维修方法 (7)第4章底盘维修技术 (7)4.1 底盘结构与功能 (7)4.1.1 车身:车身是底盘的基础,为驾驶舱、乘客舱及行李舱提供空间。
(8)4.1.2 框架结构:框架结构负责承受汽车在各种工况下的力,保证车身强度和刚度。
84.1.3 悬挂系统:悬挂系统连接车轮与车身,起到减震、支撑、导向作用,保证车辆行驶稳定性。
(8)4.1.4 制动系统:制动系统负责减速和停车,保证行车安全。
(8)4.1.5 轮胎与轮轴:轮胎与轮轴负责承载车身重量,传递动力,保证车辆行驶。
(8)4.2 制动系统维修 (8)4.2.1 制动系统检查:定期检查制动盘、制动鼓、制动片、制动蹄、制动油管、制动液等部件,保证无磨损、损坏、泄漏等现象。
(8)4.2.2 制动片更换:当制动片磨损至极限厚度时,需及时更换,以保证制动效果。
(8)4.2.3 制动盘更换:制动盘磨损超过规定值时,需更换新件。
(8)4.2.4 制动液更换:根据厂家保养周期,定期更换制动液,防止制动系统腐蚀、堵塞。
汽车制造作业指导书
汽车制造作业指导书1. 指导概述本作业指导书旨在提供关于汽车制造的详细指导,包括材料准备、装配步骤、工具使用等方面的要求。
遵循本指导书可以确保汽车制造过程中的高质量和高效率。
2. 材料准备在进行汽车制造前,需要准备以下材料:2.1 汽车零件:确保所有所需的汽车零件齐全,并进行必要的检查,以确保质量和适配性。
2.2 原材料:根据设计要求准备所需的金属、塑料等原材料,确保其质量和可靠性。
2.3 工具和设备:确保所需的工具和设备齐全,并保证其正常工作状态。
3. 装配步骤3.1 准备工作(1) 清洁工作区域,确保工作区域干净整洁。
(2) 检查工具和设备是否正常工作。
(3) 阅读并理解装配图纸或说明书。
(4) 确定装配顺序和步骤,并做好记录。
3.2 组装零件(1) 根据装配图纸或说明书,将所需的零件组装到正确的位置。
(2) 使用适当的工具和固定方法,确保零件安装稳固可靠。
(3) 逐步进行组装,确保每个步骤的完成度和质量。
3.3 测试与调整(1) 在完成组装后,进行必要的功能测试,确保汽车的正常运行。
(2) 根据测试结果,对需要调整的部件进行相应的调整,以确保其性能和可靠性。
4. 安全注意事项在进行汽车制造过程中,必须注意以下安全事项:4.1 个人防护:穿戴适当的个人防护装备,如安全帽、安全眼镜、手套等。
4.2 机械操作:熟悉并遵循相关设备和工具的操作规程,避免操作不当导致伤害。
4.3 材料处理:正确处理和储存材料,避免因材料原因引发的安全隐患。
4.4 紧急情况:了解紧急情况下的应急处理方法,并确保灭火器等安全设备的可靠性。
5. 质量控制为确保汽车制造质量,应执行以下质量控制措施:5.1 在每个装配步骤的完成后,进行质量检查,确保装配质量符合设计要求。
5.2 使用合适的检测仪器,对关键部件进行必要的检测,以确保其性能和可靠性。
5.3 对制造过程中的异常情况进行记录和分析,并采取相应的纠正措施。
6. 工作流程改进持续改进工作流程是保证汽车制造过程高效性和质量的关键,可采取以下措施:6.1 定期召开工作会议,汇报和分析工作流程中的问题,并提出改进措施。
某公司汽车零部件作业指导书范例
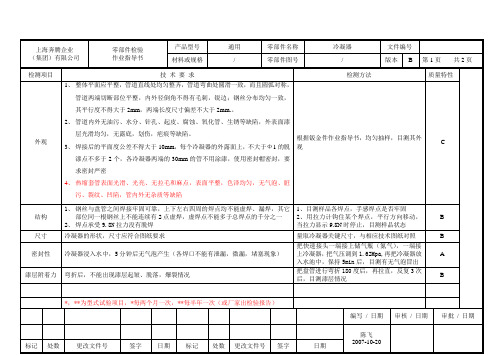
C
结构
1、钢丝与盘管之间焊接牢固可靠,上下左右四周的焊点均不能虚焊、漏焊,其它部位同一根钢丝上不能连续有2点虚焊,虚焊点不能多于总焊点的千分之一
2、焊点承受9.8N拉力没有脱焊
1、目测样品各焊点,手感焊点是否牢固
2、用拉力计钩住某个焊点,平行方向移动,当拉力显示9.8N时停止,目测样品状态
编写/日期
审核/日期
审批/日期
陈飞2007-10-20
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
焊接后的平面度公差不得大于10mm每个冷凝器的外露面上不大于个各冷凝器两端的30mm的管不用涂漆使用密封帽密封要求密封严密热缩套管表面光滑光亮无拉毛和麻点表面平整色泽均匀无气泡脏污裂纹凹陷管内外无杂质等缺陷根据钣金件作业指导书均匀抽样目测其外钢丝与盘管之间焊接牢固可靠上下左右四周的焊点均不能虚焊漏焊其它部位同一根钢丝上不能连续有焊点承受98n拉力没有脱焊1目测样品各焊点手感焊点是否牢固2用拉力计钩住某个焊点平行方向移动当拉力显示98n时停止目测样品状态尺寸冷凝器的形状尺寸应符合图纸要求量取冷凝器关键尺寸与相应技术图纸对照密封性冷凝器浸入水中分钟后无气泡产生各焊口不能有泄漏微漏堵塞现象把快速接头一端接上储气瓶氮气一端接上冷凝器把气压调到162mpa再把冷凝器放入水池中保持5min后目测有无气泡冒出漆层附着力弯折后不能出现漆层起皱脱落爆裂情况把盘管进行弯折180度后再拉直反复每半年一次或厂家出检验报告编写日期审核日期审批20071020标记更改文件号签字日期标记更改文件号签字日期上海奔腾企业集团有限公司零部件检验作业指导书产品型号通用零部件名称冷凝器文件编号材料或规格检测方法质量特性防锈试验做完试验后不能出现生锈情况冷凝器主体部分用浓度5盐水浸湿后放置于空气中过一个月后目测表面有无生锈冷凝器蒸发管部分沉浸在浓度5盐水中24小时后目测表面有无生锈耐压强度试验后冷凝器无泄漏和宏观变形现象密封冷凝器一端用快速接头往管内通水缓慢升至808mpa水压下保持5min再目测冷凝器状态
汽车零部件-包装作业指导书

合计 30
符
安
号
全
质 量
☆ 关键点
特记事项、其它(记入禁止事项·理由):
注:符号“ ◇ ”配合/功能特性、“ ▽ ”安全/法规符合特性。
零件装箱
标签内容要与实际相符 检查产品按钮孔位结合线是否在范围内 检查产品大头部位缩印是否在范围内
(内容符会造成物流混 图5
图6
乱)
E 人体工程
K
诀 窍
反应计划:遇到异常,上报班长
检查浇口断裂是否调出平面
检查好的零件放入白色泡沫盒内,每 盒装11PCS
F-COP3-01-31 版本:A
产品电镀质量
参照封样件检查壳体的表面
图3
参照封样件检查壳体的背面 图4
3 检查浇口是否高出平面,如有高出平面 6
的需要将浇口修平(图5)
☆
检查浇口
浇口高出会影产品装配
4 将合格产品放入白色泡沫盒内,每盒放 12
产品11PCS.每盒之间放一张压花片,
☆
以防止产品粘灰尘或划伤。包装好后并
泡沫盒外贴上相对应的标签
要点(理由) 外观表面光洁完整 (影响油漆外观质量)
修改/编制时间
修改标记
修改原因
编制
确 认
审核
批准
图1
编号 第Ⅰ版
第2页
共4页
图2
2 检查产品按钮孔位结合线是否在范围内 6 检查产品大头部位缩印是否在范围内 (图3、图4)
检查产品按钮孔部位, 产品按钮孔位结合线深和
☆ 检查产品大头部位
大头部位缩印会影响到
√注塑
□油漆
□装配
ห้องสมุดไป่ตู้
标准作业书
车间
最新汽车总装装配作业指导书111
工艺要求
设备/工艺装备/量具 (名称及规格)
1、零部件无碰伤变形,无锈蚀,钢板装正, 规格正确;
2、装时钢板弹簧锁紧螺母朝外; 3、U 型螺栓露出均匀,露出长度 3~10mm; 4、U 型螺栓力矩:自检并作绿色标记
单后桥: M20:350-400 (N.M) M22:450-500 (N.M) M24:550-600(N.M) 双后桥: M22:700-800(N.M) M24:750-850 (N.M)
套 筒 S13,S16,S18
4、润滑油油脂规格型号符合技术标准规定, 套 筒 S24,S27,S30 定型定量加注变速箱齿轮油,发动机机
油,不得错加、漏加、少加、多加,加 双头开口扳手 8×10 完后,并作绿色标记。
双头开口扳手 13×16
双头开口扳手 16×18 双头开口扳手 22×24
双头开口扳手 27×30
汽车总装作业指导书
编制
校对
审核
批准
制造技术部 二零一二年十一月
艺-GJT08-020
XXXX 有限公司 汽车总装作业部
汽车总装作业指导书
文件编号
艺-GJT08-O20
共 35 页 第1页
工序名称
工序内容
分装工序 F10
减震器拉伸及上支架分装 消声器吊架分装 柴滤器及支架分装 电磁阀、接头及支架分装 气喇叭、接头及支架分装 多管支架及接头分装 备胎架分装
榔头
XXXX 有限公司 汽车总装作业部
汽车总装作业指导书
文件编号
艺-GJT08-O20
共 35 页 第 11 页
工序名称
工序内容
车架上移动小车,进入流水线生产 装底盘线束、倒车报警器、起动继电器 装减振器与支架合件 装后贮气筒、制动阀合件 装消声器吊架
汽车维修作业指导书

汽车维修作业指导书1. 指导说明汽车维修作业指导书是为了提供维修人员在进行汽车维修工作时的操作指南和注意事项。
本指导书详细介绍了汽车维修中常见的故障类型、检修方法、维修步骤及注意事项,旨在提高维修效率和质量,确保汽车的安全性能。
2. 前期准备在进行任何维修工作之前,维修人员需要做以下准备工作:- 确定故障类型:通过与车主交流和检查车辆状况,确定故障类型。
- 准备工具和设备:根据维修需要,准备齐全必要的工具和设备。
- 安全措施:维修人员必须佩戴个人防护装备,确保工作场所安全。
3. 故障诊断与检修3.1 发动机故障- 检查点火系统:检查点火线圈、火花塞、点火线是否损坏或松动。
- 检查供油系统:检查燃油泵、喷油嘴、油路是否正常工作。
- 检查冷却系统:检查水泵、散热器、水箱是否正常工作。
- 检查排气系统:检查排气管是否堵塞或有泄露。
3.2 制动系统故障- 检查制动片和制动盘:检查制动片磨损程度,制动盘是否变形。
- 检查制动液:检查制动液的液位和质量。
- 检查制动管路:检查制动管路是否有泄漏或损坏。
3.3 电气系统故障- 检查电池:检查电池是否放电,终端是否锈蚀。
- 检查发电机:检查发电机是否工作正常,充电电压是否稳定。
- 检查线路连接:检查电线连接是否松动或损坏。
3.4 悬挂系统故障- 检查悬挂弹簧:检查悬挂弹簧是否有断裂或变形。
- 检查减震器:检查减震器是否有漏油或阻尼不良。
- 检查悬挂杆:检查悬挂杆是否有断裂或松动。
4. 维修步骤- 根据故障诊断结果,制定维修计划和步骤。
- 拆卸受损部件:根据需要,拆卸受损部件进行维修或更换。
- 安装新部件:按照规定的工艺流程,安装新的部件并确保其正常工作。
- 调试和测试:完成维修后,进行调试和测试以确保故障已经修复。
- 清洁和保养:维修完毕后,对车辆进行清洁和保养,保持良好的使用状态。
5. 注意事项- 安全第一:进行维修工作时,必须遵守安全操作规程,佩戴个人防护装备。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
书
机 种
SFJZ
等 级
图示
部 WHEEL HOUSE
品 名
COMP R,REAR
工 程
固定焊工程
机 械
W/H R-3工程 类 型
固定焊
模 型
作业内容
课长
系长 班长 作成
04
叶涛
作业前点检项目
作业步骤
管理重点
NO. 点 检 项 目
判 断 基 准 记 录 担 当
64333-SFE-3001 BRKT R,RR W/H
C.
3
D.
4
E.
5
F.
6
G.
7
H.
焊接强度 打点数 打点数
打点位置 打点位置
外观 缺件·误组
3
派生的变化点
1
防止检具检查时不良品混入对策
1.因需调查精度,从生产岗位中拿走工件检查 ,检查者 (TRY)(如 :检查员、副班长、班长
、品质检查员)与精度确认者( QUALITY )(如:检查员、T副班长、班长、Q主任、系
上部电极头Ø16mm 下部电极头Ø16mm
围裙
线手套
手袖
发生异常时的处理方法
操作者 → 班 长 → 系 长
必需品
帽子
皮手 套
防护眼镜
品 质 确 认 项 目
判断基准
频 度 方法 记录 担当者 NO.
无脱落
1次/整修电
极头前1件 ① ☆ 操作者 1
符合样品 n=1/初·终 ② ☆
2
符合图纸
全数 ③
3
符合样品 n=1/初·终 ② ☆
4
符合图纸
Байду номын сангаас全数 ③
5
无毛刺·无砂眼·
无变形
全数 ③
6
无缺件·无误组 全数 ② ☆
7
8
确认项目 焊接条件电流
值 通电时间
加压力 电极头修整 电极头直径 电极头同心度 更换电极头 循环水确认
工 程 确 认 项 目
判断基准
频度
方法
记录
担当 者
根据制造条件管理 表
1回/半年
电流计
◇ 技术科
根据制造条件管理 表
长、品质检查员)需在该工件上签名。签名格式如下: T : 张三,Q :李四。 2. 精度调查后的需马上归还该岗位员工。该岗位员工需作如下项目确认:①是否有漏打
点的打点确认。②欠品确认。③签名确认。 3.规定:只有检查员才能把工件放入完成品台车。
8
打点计数器
焊接条件
准确计数
☆
操作者
根据制造条件管理表
电极头规格 劳保用品
定位销确认
指针指向标示位置 水表转动或彩球上浮
油位基准线以内 Φ5.5~Φ7.0mm 上下电极端同心
无松动,无磨损
☆
操作者
☆
操作者
☆
操作者
☆
操作者
☆
操作者
☆
操作者
7
干燥器确认
水在基准线以下
☆
操作者
1
2
打点数
① 打点3点 ② 打 ③ 打
要员 1名
④ 打点
⑤ 打点
⑥ 打点
装置部品名
NO. 确认项目
A. BRKT R,RR W/H 1 B. INS RR R,RR W/H 2
1回/半年
电流计
◇ 技术科
根据制造条件管理 表
1回/半年
加压计
◇ 技术科
电极头表面
Φ覆盖5.氧0~化Φ层
6.4mm
1回/200点
气动修磨器或 平锉刀
操作者
1次/电极 头修磨后
量规
☆
上下电极端同
心
更换后、修磨
后、异常时
③
☆
距界线2mm或发生 异常时
随时
③☆
水表转动或彩球上 开始作业时
浮
电极头更换时
③
☆
0 2004.06.20
NO. 年 月 日 操作者 操作者
更改记录
新规制成
内容 操作者 操作者 操作者
竹差 承认 操作者
叶涛 作成 操作者
I.
J.
方
①
②参
④触
⑤颜
法
非
照样
③目视 感
色标
记录
☆品质检查表
◇制 造条
TEQ
W/H
-C-
1 从部品台车中取出A和B部品,装在手动夹具上夹好 2 踩脚踏开关SW焊接 3 焊接3点 4 焊点确认 64338-SFE-3002 5 转下一工序 PATCH R,RR W/H 6 重复1~5的操作
检查部品无不良 1
确认设置好
2
参照样品
3
无漏焊
4
5
6
气压确认 循环水确认
油量确认 电极头端面直径
电极头同心度