AIAG-CQI-11电镀体系标准
CQI-11电镀系统评估

CQI-11电镀系统评估报名电话:400-086-8596参训对象:电镀工厂特种工艺审核员、电镀产品与工艺设计师、现场质量控制工程师、生产管理人员、负责电镀零件采购和供应商管理的人员(SQE)课程收益:全面了解电镀系统审核(CQI-11 第二版)要求和相关技术标准的要求;获得有效建立电镀管理体系的思路和方法;掌握运用过程方法有效实施电镀这一特殊过程审核的审核技巧;提高对电镀产品和过程的风险意识。
降低电镀产品的风险;借助于AIAG推荐的方法和工具策划和改进电镀系统,从电镀质量策划、现场管理和物料处理以及电镀设备控制等角度推进组织的整体提升。
课程定位:电镀作为一个特殊的工艺过程,由于其材料特性的差异性、工艺参数的复杂性和过程控制的不确定性,长期以来一直视为汽车零部件制造业的薄弱环节,并将很大程度上直接导致整车产品质量的下降和召回风险的上升。
美国汽车工业行动集团AIAG的特别工作小组(电镀工作组)2012年2月发布了第2版。
电镀系统评估适用于评审一个组织满足的PSA要求及顾客要求、政府法规要求和组织自身要求的能力;也适用于对供应商的评审。
该标准定义了电镀管理系统的基本要求,提供了电镀制造过程审核的共同方法, 以达成持续改进、缺陷预防和降低供应链的变差和浪费。
美国戴姆勒克莱斯勒、福特、通用三大汽车公司在其顾客特殊要求中均对电镀系统评估提出要求,凡是电镀供应商都必须按CQI-11做审核。
预备知识:有关电镀基础知识和生产过程的知识、ISO9001:2015或IATF16949:2016质量管理体系知识、汽车行业的核心工具(APQP/FMEA/MSA/SPC/PPAP)课程无法实现:通过2天学习就变成电镀专家;在两天培训时间内学习到要在电镀行业花费一生的精力所得到的认识课程大纲:0.培训项目说明0.1培训师自我介绍0.2培训时间安排、内容大纲和注意事项0.3学员介绍:明确学员的培训期望1.CQI-11简介1.1 CQI-11是顾客特殊要求1.2 CQI-11内容1.2.1 范围1.2.2 电镀系统评估程序1.2.3 评估表和过程表1.3 CQI-11评估流程1.4 CQI-11第二版主要变化1.5 CQI-11支持PDCA1.6 CQI-11与汽车行业过程方法1.7CQI-11支持基于风险的思维讨论1:CQI-11评估与IATF16949三大法宝运用2. 电镀基础知识2.1表面处理概述2.2 电镀基础知识2.2.1电镀原理2.2.2电镀基本要求2.2.3 常见电镀工艺2.3 典型电镀工艺常见缺陷及原因分析讨论2:用PFMEA对企业电镀过程进行风险分析3. CQI-11条款详解3.1电镀系统评表-管理职责和质量策划(20条)案例:纠正及纠正措施应用3.2电镀系统评表-现场和物料处理职责(15条)讨论3:电镀过程具体的审核要求(过程表A-J)3.3电镀系统评表-电镀设备3.3.1锌/锌合金电镀设备3.3.2装饰(铜、镍、铬)电镀设备3.3.3 EN(化学镀镍)电镀设备3.3.4镀硬铬电镀设备讨论4:系统审核及客观证据查找4. 作业审核4.1 作业审核概述讨论5:审核要求与客观证据查找5. 评估演练5.1 CQI-11系统审核演练5.2 CQI-11作业审核演练讨论5: CQI-11评估难点及对策6. 理论测试6.1 理论测试问题点回顾7. 答疑结束讲师简介:仇老师擅长:ISO9001, IATF16949体系咨询;SPC, FMEA, MSA,APQP,PPAP五大工具;CQI-9, CQI-12,CQI-15 AIAG 质量改善工具;QC七大手法,Minitab 工具;TPG, ASNT无损检测体系建立。
AIAG-CQI-11电镀体系标准

AIAG全称Automotive Industry Action Group即汽车工业行动小组。
该组织成立于1982年,由美国三大汽车公司通用、福特和克莱斯勒共同创建,是全球公认的著名的非盈利组织。
AIAG已有超过1000多家的成员公司,其中包括:整车制造商:克莱斯勒、福特、通用、北美丰田和北美本田一级供应商:德尔福、江森自控、固特异、麦格纳、约翰迪尔、伟世通、李尔、博格华纳等。
AIAG CQI-11电镀系统评估的三大目的Plating System Assessment(英文简称:PSA)‧持续改善‧问题与风险预防‧降低制程变异与供应链上的损耗浪费AIAG CQI-11评估准则•原则:1次/年•客户有特别要求对PSA符合程度评估时,则按客户要求执行•评估必须使用ISO/TS16949:2009规定的流程步骤审核/评测AIAG CQI-11审核员资格要求•质量内审员资格(ISO/TS16949 ISO9001)•必须具备电镀专业知识•具有表面处理作业五年以上经验, 或正式的化工与表面处理工作合并共五年以上学经历•接受过TS16949五大手册专业培训AIAG CQI-111.1 现场是否有专门且合格的表面处理人员?•现场需要一位专门且合格的表面处理人员。
•是全职员工,且职位需被列入于组织图中。
•需有化工与表面处理相关知识的描述。
•需包含具有表面处理作业五年以上经验, 或正式的化工与表面处理工作合并共五年以上学经历。
AIAG CQI-111.2 表面处理厂是否执行先期产品质量规划?•公司文件应纳入先期产品质量规划(APQP)之程序。
•公司可以将相似的零件定义为同一类型的产品进行可行性评估。
•在客户审核通过后,除非客户同意,否则不允许改变任何程序。
•当制造程序需要改变时,电镀厂需与客户联络要求审核。
•重大制造程序改变的客户审核文件,应该以记录归档。
AIAG CQI-111.3 制程处理FMEA是否为最新的且反应出目前的制程?•公司文件应纳入制程失效模式(FMEA)程序,并确保FMEA适时更新以反映出目前产品质量状况。
CQI-11第2版(中英文附全套表格)

CQI-11Special Process: Plating System AssessmentVersion 2 Issued 2/2012Facility Name 工厂名字:Address 地址:Phone Number 电话:Fax Number 传真:Name:名字Title:职位Phone:电话Name:名字Company:公司Phone:电话Number of "Fail" Findings in the Job Audit(s):审计工作的“不符合”的项目数:Surface Conditioning of Metals for Decorative Plating or Electropolishing 金属装饰性电镀或电解抛光表面处理Surface Conditioning of Plastics for Decorative Plating 塑料装饰电镀表面处理Electropolishing and/or Chrome Flash on Stainless Steel 不锈钢电解抛光和(或)亮铬Process evaluation table/column observation, the recognition of the number "is not in conformity with the"过程表评价/观察栏中识别的“不符合”项目数Number of "Not Satisfactory" Findings:“不满意”项目数Number of "Needs Immediate Action" Findings:“需要立即采取行动”的项目数:Auditors/Assessors:审核员/评估员Email:邮件Personnel Contacted:人员联系:Email;邮件Electroless Nickel 化学镍Process Table I:流程表IHydrogen Embrittlement Relief Bake Process 氢脆释放烘烤过程Process Table J:流程表JProcess Control and Testing Equipment 过程控制和测试设备Current Quality Certification(s)现有质量体系认证:Decorative Plating for Metal and Plastic 塑料和金属装饰电镀Process Table F:流程表FProcess Table G:流程表GHard Chrome Plating 镀硬铬Process Table H:流程表HProcess Table D:流程表D Date of Previous Assessment 前次评估日期:Date of Re-assessment (if necessary)再次评估日期(如需):Process Table E:流程表ECaptive Plater (Y/N)自有电镀企业:Mechanical Plating 机械电镀Commercial Plater (Y/N)商业电镀企业:Process Table C:流程表C Date of Assessment 评估日期:Process Table A:流程表A Zinc 锌Number of Plating Employees at this Facility 工厂员工数:Zinc Alloy Plating 锌合金Process Table B:流程表B Special Process: Plating System Assessment, 2nd Edition 特殊过程:电镀系统评估Type(s) of Plating Processing at this Facility:© 2012 AIAG (Automotive Industry Action Group)。
CQI-11 电镀系统评估-培训大纲_20170331

第二天
第二天下午 5.2 电镀系统评审表-场地和物料处理职责 5.3 电镀系统评审表-电镀设备
6.产品审核:作业审核表 6.1 作业审核表概述 练习 4:作业审核流程
7.CQI-11 运用过程方法
第一天上午 培训师自我介绍 培训课程安排介绍、作息时间安排和注意事项
0 序言 0.1 培训目标 0.2 CQI-11 培训建议参加对象 0.3 学员预备知识要求
1. CQI-11 标准总体介绍 1.1 CQI-11 是顾客特殊要求 讨论 1:电镀过程的主要特点 讨论 2:什么是特殊过程?举例说明 讨论 3:什么是顾客特殊要求? 1.2 CQI-11 电镀系统评审 标准的框架及结构 1.2.1 简介 1.2.2 范围 1.2.3 电镀系统评审 评审程序 1.2.4 电镀系统评审 评审报告的表格介绍 1.3 CQI-11 第二版主要变化(略)
第二天上午 3.4 电镀工艺过程开发步骤 3.5 产品试验
4.电镀过程审核:过程表 A-J 5.CQI-11 工厂电镀系统审核
5.01 封面的填写说明 5.02 评审表的填写说明 5.1 电镀系统评审表-管理职责和质量策划
第一天
第一天下午
2. 电镀基础知识 2.1 表面处理基本过程&电镀过程分类 练习 1:比较各电镀过程 2.2 电镀常用术语 2.3 电镀工艺技术与应用 2.4 电镀工艺常见缺陷与原因分析 练习 2 用 PFMEA 对电镀过程进行风险分析
8.复习、回顾,考试
CQI-11特殊过程电镀系统评估说明
一、综述:为实施电镀的组织或其供应商规定了过程的要求,他们需要:1.1证明其有能力稳定提供满足顾客要求和适用的法律法规要求的产品。
1.2通过体系的有效运用,包括对体系的持续改进的过程,旨在增强顾客的满意。
1.3PSA适用于汽车供应链中顾客指定的生产件和服务件的制造现场。
注:目前,美国戴姆勒克莱斯勒、福特、通用三大汽车公司在其顾客特殊要求中均对电镀系统评审提出要求,凡是电镀供应商都必须按CQI-11要求做评审。
二、运用:2.1PSA的所有要求都是通用的,适用于实施本文件涉及的电镀操作的所有组织,不论其类型、大小和产品。
2.210个针对不同过程而建立的过程表。
在评估过程中请参照相应的表格。
2.3这些过程表规定了过程参数的公差以及过程控制参数和零件的检查频次。
PSA表格中的要求和指南会告诉审核员在什么时候去参考这些过程表。
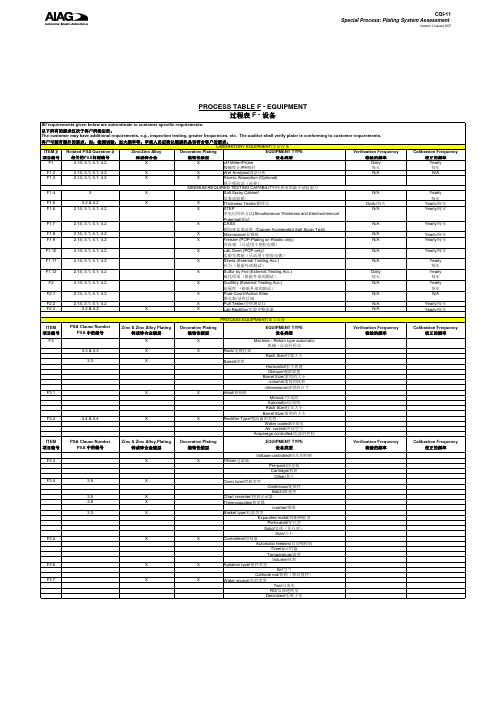
三、过程表:过程表A-锌-锌合金电镀过程表B-机械镀过程表C-装饰电镀或电解抛光金属表面调节过程表D-装饰电镀的塑料表面调节过程表E-金属和塑料的装饰电镀过程表F-不锈钢电解抛光和/或镀亮铬过程表G-镀硬铬过程表H-化学镀铬过程表I-氢脆去除烘烤过程过程表J-过程控制和测试设备四、电镀系统评估过程:4.1从AIAG得到当前版本的CQI-11特殊过程:电镀系统评估,第二版。
4.2识别CQI-11特殊过程:电镀系统评估(第二版)中所使用的所有电镀过程(参见CQI-11,1.2),将这些过程记录在PSA封面表中。
4.3完成PSA,包含第一、第二部分以及所有适用的过程表,并确定其符合程度。
每一次审核至少必须应完成一次作业审核(第7部分)。
4.4处理每一条“不满意”项并决定其纠正措施,包括分析其根本原因并实施相应的纠正措施。
纠正措施必须在90天内完成。
必须保持纠正措施及其验证的记录。
4.5“需要立即纠正”项要求立即遏制可能有问题的产品。
处理每个“需要立即纠正”项目,并确定正确的纠正措施,包括分析其根本原因并实施相应的纠正措施。
AIAG:CQI-11电镀体系标准(中)
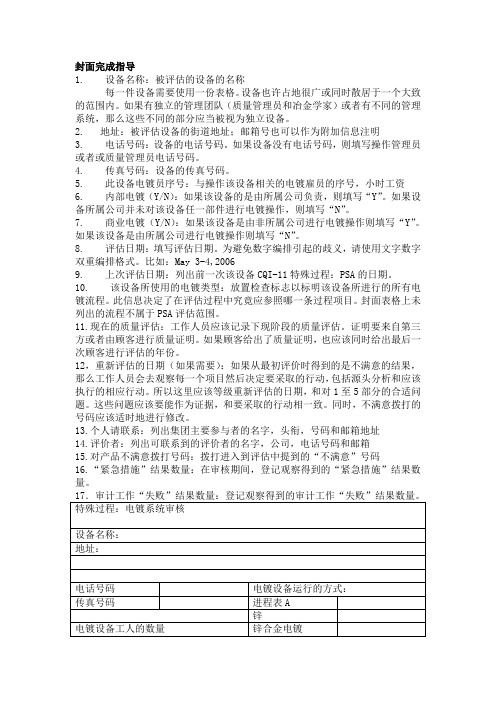
封面完成指导1. 设备名称:被评估的设备的名称每一件设备需要使用一份表格。
设备也许占地很广或同时散居于一个大致的范围内。
如果有独立的管理团队(质量管理员和冶金学家)或者有不同的管理系统,那么这些不同的部分应当被视为独立设备。
2. 地址:被评估设备的街道地址;邮箱号也可以作为附加信息注明3. 电话号码:设备的电话号码。
如果设备没有电话号码,则填写操作管理员或者或质量管理员电话号码。
4. 传真号码:设备的传真号码。
5. 此设备电镀员序号:与操作该设备相关的电镀雇员的序号,小时工资6. 内部电镀(Y/N):如果该设备的是由所属公司负责,则填写“Y”。
如果设备所属公司并未对该设备任一部件进行电镀操作,则填写“N”。
7. 商业电镀(Y/N):如果该设备是由非所属公司进行电镀操作则填写“Y”。
如果该设备是由所属公司进行电镀操作则填写“N”。
8. 评估日期:填写评估日期。
为避免数字编排引起的歧义,请使用文字数字双重编排格式。
比如:May 3-4,20069. 上次评估日期:列出前一次该设备CQI-11特殊过程:PSA的日期。
10. 该设备所使用的电镀类型:放置检查标志以标明该设备所进行的所有电镀流程。
此信息决定了在评估过程中究竟应参照哪一条过程项目。
封面表格上未列出的流程不属于PSA评估范围。
11.现在的质量评估:工作人员应该记录下现阶段的质量评估。
证明要来自第三方或者由顾客进行质量证明。
如果顾客给出了质量证明,也应该同时给出最后一次顾客进行评估的年份。
12,重新评估的日期(如果需要):如果从最初评价时得到的是不满意的结果,那么工作人员会去观察每一个项目然后决定要采取的行动,包括源头分析和应该执行的相应行动。
所以这里应该等级重新评估的日期,和对1至5部分的合适问题。
这些问题应该要能作为证据,和要采取的行动相一致。
同时,不满意拨打的号码应该适时地进行修改。
13.个人请联系:列出集团主要参与者的名字,头衔,号码和邮箱地址14.评价者:列出可联系到的评价者的名字,公司,电话号码和邮箱15.对产品不满意拨打号码:拨打进入到评估中提到的“不满意”号码16.“紧急措施”结果数量:在审核期间,登记观察得到的“紧急措施”结果数量。
CQI 特殊过程 电镀体系的评估
Volume/体积
X
Agitation type/搅拌类型
Air/空气
Cathode rod/阴极(移动搅拌)
X
Water source/水的类型
Tap/自来水
RO/反渗透纯水
Deionized/去离子水
Verification Frequency 检验的频率
Verification Frequency 检验的频率
3.4 & 4.4
PSA Clause Number PSA 中的编号
3.5 3.5 3.6 3.3
Zinc & Zinc Alloy Plating 锌或锌合金镀层 X X X
X
X
Zinc & Zinc Alloy Plating 锌或锌合金镀层 X
X X X X
X
X X
PROCESS EQUIPMENT/加工设备
Themocouples/热电偶
number/数量
Basket type/挂篮类型
Expanded metal/网眼钢板型
Perforated/穿孔型
Solid/实体(非孔状)
Size/大小
X
Controllers/控制器
Automatic feeders/自动喂料机
Timers/计时器
Temperature/温度
Decorative Plating 装饰性镀层
EQUIPMENT TYPE 设备类型
Voltage controlled/电压的控制
X
Filters/过滤器
Pre-pack/预包装
Cartridge/药筒
Other/其它
Oven type/烤箱类型
CQI-11特殊过程 电镀系统评估 第三版(中文版)
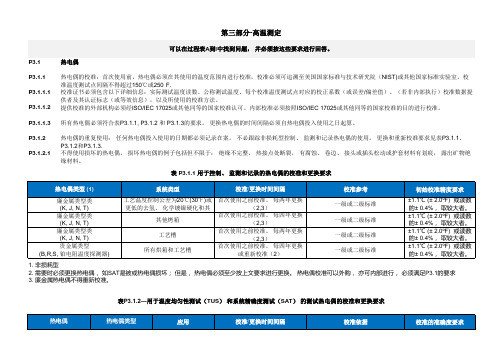
P3.1P3.1.1P3.1.1.1P3.1.1.2P3.1.1.3P3.1.2P3.1.2.11. 非损耗型2. 需要时必须更换热电偶, 如SAT 是被或热电偶损坏; 但是, 热电偶必须至少按上文要求进行更换。
热电偶校准可以外购, 亦可内部进行, 必须满足P3.1的要求3. 廉金属热电偶不得重新校准。
表P3.1.2—用于温度均匀性测试(TUS ) 和系统精确度测试(SAT ) 的测试热电偶的校准和更换要求表 P3.1.1 用于控制、 监测和记录的热电偶的校准和更换要求第三部分-高温测定可以在过程表A 到I 中找到问题, 并必须按这些要求进行回答。
热电偶热电偶的校准:首次使用前,热电偶必须在其使用的温度范围内进行校准,校准必须可追溯至美国国家标准与技术研究院(NIST)或其他国家标准实验室。
校准温度测试点间隔不得超过150℃或250°F.校准证书必须包含以下详细信息:实际测试温度读数、公称测试温度、每个校准温度测试点对应的校正系数(或误差/偏差值)、(若非内部执行)校准数据提供者及其认证标志(或等效信息),以及所使用的校准方法。
提供校准的外部机构必须经ISO/IEC 17025或其他同等的国家校准认可。
内部校准必须按照ISO/IEC 17025或其他同等的国家校准的目的进行校准。
所有热电偶必须符合表P3.1.1, P3.1.2 和 P3.1.3的要求。
更换热电偶的时间间隔必须自热电偶投入使用之日起算。
热电偶的重复使用: 任何热电偶投入使用的日期都必须记录在案。
不必跟踪非损耗型控制、 监测和记录热电偶的使用。
更换和重新校准要求见表P3.1.1、P3.1.2和P3.1.3.不得使用损坏的热电偶。
损坏热电偶的例子包括但不限于: 绝缘不完整, 热接点处断裂, 有腐蚀、 卷边、 接头或插头松动或护套材料有划痕, 露出矿物绝缘材料。
P3.2P3.2.1P3.2.1.1P3.2.1.2P3.2.1.3P3.2.1.4P3.2.21. 热电偶必须专用于特定的、不可改变的用途(TUS 、 SAT 、 负载传感、 控制、 监测或记录)。
CQI-11特殊过程:电镀流程评估

零部件和装运容器的识别程序,可以帮助避免不正
2.2
产品是否在电镀过程 中被明确说明并做好 准备工作?
确的流程或货物批次混淆。适当的位置和配置设施 确保订单在所有要求的操作完成后进行发货。客户 的产品必须在电镀过程中进行明确区分和配置,未 电镀的,在制品和成品必须适当分离和识别,所有
材料必须分配到专门的,明确分隔的区域。
合所有相关文件,比如工作说明,车间导示和
FMEA,所有由企业客户定义的特性,必须在控制
计划中进行确定、定义和处理。评估过程和产品特
性的取样数量及频率也必须至少按流程来处理
CQI-11 Special Process: Plating System Assessment
Version 1 Issued 8/07
及如何将这些信息在2周内传达到车间等问题,企业
还必须确定有谁来负责这些工作。
CQI-11 Special Process: Plating System Assessment
Version 1 Issued 8/07
无 理想
评价 不理想 需要立即改进
N/A
电镀厂必须有针对所有现行工序具体的书面规范,
24小时进行氢脆环节 过24小时或在零部件发运之前,对于不符合工序要 的零部件的锅炉使用 求的部件,电镀产必须有相应的反应计划,至少包
记录进行检查
括隔离材料,并通知客户。
客观证据
CQI-11 Special Process: Plating System Assessment
Version 1 Issued 8/07
N/A
N/A
特殊过程:电镀流程评估(一般设施概况)
问题编 号
问题
要求与标准
AIAG CQI 电镀体系标准

AIAG全称Automotive Industry Action Group即汽车工业行动小组。
该组织成立于1982年,由美国三大汽车公司通用、福特和克莱斯勒共同创建,是全球公认的著名的非盈利组织。
AIAG已有超过1000多家的成员公司,其中包括:整车制造商:克莱斯勒、福特、通用、北美丰田和北美本田一级供应商:德尔福、江森自控、固特异、麦格纳、约翰迪尔、伟世通、李尔、博格华纳等。
AIAG CQI-11电镀系统评估的三大目的Plating System Assessment(英文简称:PSA)‧持续改善‧问题与风险预防‧降低制程变异与供应链上的损耗浪费AIAG CQI-11评估准则•原则:1次/年•客户有特别要求对PSA符合程度评估时,则按客户要求执行•评估必须使用ISO/TS16949:2009规定的流程步骤审核/评测AIAG CQI-11审核员资格要求•质量内审员资格(ISO/TS16949 ISO9001)•必须具备电镀专业知识•具有表面处理作业五年以上经验, 或正式的化工与表面处理工作合并共五年以上学经历•接受过TS16949五大手册专业培训AIAG CQI-111.1 现场是否有专门且合格的表面处理人员?•现场需要一位专门且合格的表面处理人员。
•是全职员工,且职位需被列入于组织图中。
•需有化工与表面处理相关知识的描述。
•需包含具有表面处理作业五年以上经验, 或正式的化工与表面处理工作合并共五年以上学经历。
AIAG CQI-111.2 表面处理厂是否执行先期产品质量规划?•公司文件应纳入先期产品质量规划(APQP)之程序。
•公司可以将相似的零件定义为同一类型的产品进行可行性评估。
•在客户审核通过后,除非客户同意,否则不允许改变任何程序。
•当制造程序需要改变时,电镀厂需与客户联络要求审核。
•重大制造程序改变的客户审核文件,应该以记录归档。
AIAG CQI-111.3 制程处理FMEA是否为最新的且反应出目前的制程?•公司文件应纳入制程失效模式(FMEA)程序,并确保FMEA适时更新以反映出目前产品质量状况。
电镀系统审核CQI-11-2007
CERT-09-0471 CERT-09-0472 CERT-09-0473 CERT-09-0474 CERT-09-0475 CERT-09-0476 CERT-09-0477 CERT-09-0478 CERT-09-0479 CERT-09-0480 CERT-09-0481 CERT-09-0482 CERT-09-0483 CERT-09-0484 CERT-09-0485 CERT-09-0486 CERT-09-0487 CERT-09-0488 CERT-09-0489 CERT-09-0490 CERT-09-0491 CERT-09-0492 CERT-09-0493 CERT-09-0494 CERT-09-0495 CERT-09-0496 CERT-09-0497 CERT-09-0498 CERT-09-0499 CERT-09-0500 CERT-09-0501 CERT-09-0502 CERT-09-0503 CERT-09-0504 CERT-09-0505 CERT-09-0506 CERT-09-0507 CERT-09-0508 CERT-09-0509 CERT-09-0510 CERT-09-0511 CERT-09-0512 CERT-09-0513 CERT-09-0514 CERT-09-0515 CERT-09-0516 CERT-09-0517 CERT-09-0518 CERT-09-0519 CERT-09-0520 CERT-09-0521 CERT-09-0522 CERT-09-0523
博世汽车零部件(苏州)有限公司
博世汽车零部件(苏州)有限公司
博世力士乐(北京)液压有限公司 博世电动工具(中国)有限公司 博世(珠海)安保系统有限公司 博世汽车部件(长沙)有限公司 上海博世力士乐液压及自动化有限公司 联合汽车电子有限公司 怡得乐电子(杭州)有限公司 合兴集团汽车电子有限公司 宁波赛宁电器有限公司 万泰机电工业(昆山)有限公司 宁海鑫城汽车配件有限公司 宁波双林汽车部件股份有限公司 宁波华德汽车零部件有限公司 宁波永佳电子科技有限公司 南京莫新机电工程技术有限公司 宁波诗兰姆汽车部件有限公司 贵州华昌汽车电器有限公司 浙江裕泰紧固件制造有限公司 台州恒丰汽车零部件有限公司 浙江俱进汽摩配件有限公司 台州市重发汽车部件有限公司 台州市黄岩怡泰模业有限公司 台州市路桥欧亿部件厂 瑞安市弘业紧固件有限公司 天津盛洋汽车部件厂 安徽省宁国市晨光汽车零部件有限公司 宁波华联汽车零部件有限公司 襄樊航宇救生装备汽车零部件公司 台州市路桥欧亿部件厂 浙江大悍汽车装饰件有限公司 临安鸿基通用工具有限公司 襄樊航宇救生装备汽车零部件公司 浙江福达标牌有限公司 浙江利民实业有限公司 吉林汽车制动器厂 台州市黄岩怡泰模业有限公司 余姚市梁弄塑料制品厂 浙江顶立添翼汽车部件有限公司 温州东启汽车零部件制造有限公司 宁波晟赫机械配件有限公司 台州市新立塑模有限公司 蚌埠金威滤清 器有限公司 宁波晟赫机械配件有限公司
CQI-11(2012)中文翻译稿
CQI-11 Special Process: Plating System Assessment 特殊过程:电镀系统评估(第二版)2012年2月发布关于AIAGAIAG被公认为全球性的汽车工业协会,集合汽车OEM和供应商的力量,共同提出并解决影响全球汽车供应链的问题。
AIAG的目标和愿景是:通过整个供应链的协同与合作,降低成本,简化流程,改善产品质量,改善员工健康、安全状况、改善环境并缩短产品上市的速度。
CQI-11第2版的变化特殊过程:电镀系统评估,第2版包含新的要求,变更后的要求以及有关供应商组织需要考虑做自我评估的说明。
下面是第2版重要变化的摘要。
1. 增加四个新的过程表:•表F电解抛光和闪镀铬•表G镀硬铬•表H化学镀镍•表I除氢脆烘烤过程2. 第6部分:己增加“硬铬设备”。
3. 以下部分包含最重要的更新或变动:•封面页:增加以下总结项目:“不符合最低要求的过程表项目数量:”•第1部分:特殊过程:电镀过程评估(工厂概要)问题1.9 是否保持记录并可查取?所有过程控制和测试记录必须保持从产生记录的年度起,再加一个日历年。
•第3部分锌/锌合金电镀设备问题3.8 是否有烘干系统?电镀厂必须有确定的烘干过程以充分烘干零件,过程包括对温度和时间的控制和验证。
•第4部分装饰电镀设备问题4.7 所有热电偶/温度计都检查/更换了吗?电镀厂应该有文件化预防性的维修保养系统,并被实施,包括热电偶/温度计。
•第7部分作业审查:增加的新要求包括:7.8.8 要求:硬度7.8.9 要求:平滑度,Rz/Ra7.8.10 要求:抛光/磨光7.8.11 要求:应力7.8.12 要求:延展性7.8.13 要求:微孔数量/活性部位7.8.14 用箔片测硫含量7.8.15 拉伸试验•过程表:多数过程表中包含星号(*),用以指示经证明的偏离要求的变差是允许的。
•过程表A;B;C;D;E:有几处变动,包括但不限于“监控频次”栏。
CQI-11电镀审核中文表

Version 1 Issued 8/07第五部分----工作审核----成品检查
工作性质:
车间订单号:
零件号:
零件描述:
材质:
电镀要求:
Version 1 Issued 8/07
第五部分----工作审核----成品检查
工作性质:
车间订单号:
零件号:
零件描述:
材质:
电镀要求:
Version 1 Issued 8/07第五部分----工作审核----成品检查
工作性质:
车间订单号:
零件号:
零件描述:
材质:
电镀要求:
Version 1 Issued 8/07
第五部分----工作审核----成品检查
工作性质:
车间订单号:
零件号:
零件描述:
材质:
电镀要求:
Version 1 Issued 8/07
第五部分----工作审核----成品检查
工作性质:
车间订单号:
零件号:
零件描述:
材质:
电镀要求:
Version 1 Issued 8/07第五部分----工作审核----成品检查
工作性质:
车间订单号:
零件号:
零件描述:
材质:
电镀要求:
Version 1 Issued 8/07
第五部分----工作审核----成品检查
工作性质:
车间订单号:
零件号:
零件描述:
材质:
电镀要求:。
CQI-11特殊工艺:电镀过程评估评估表

CQI-11Special Process: Plating System Assessment Version 2 Issued 2/2012项目PSA 相关问题#分类/过程步骤控制类型检测频率观察/评论最低要求实际条件最低要求实际条件(通过/不通过/不适用)1.0金属件清洁(离线)类型:大小,体积:专利商品名:化学药剂供应商:B1.1温度自动手动测量8小时一次B1.2浓度自动或手动小时一次B1.3时间自动或手动如自动,项目变化后。
B1.4搅拌自动按流程表B1.5溶液等级自动或手动8小时一次B1.62.15流动清洗自动或手动8小时一次机械电镀滚筒内清洁类型:大小,体积:专利商品名:化学药剂供应商:B1.7 1.4; 2.11;2.13时间手动每次装载B1.8转速手动每次装载B1.9溶液等级手动每次装载B1.10 2.15Rinse 清洗手动每次装载2.0机械电镀类型:大小,体积:专利商品名:化学药剂供应商:B2.1装载量(如:重量、面积、体积)手动每次装载B2.2水量手动每次装载B2.3 1.4; 2.11;2.13温度手动每次装载B2.4介质混合(比率):操作员确认珠子大小和混合是否正确手动每次装载B2.5介质混合:筛网分离测试,除非在线分离,离线分离需根据零件大小和混合。
手动每月一次B2.6介质(装载量)手动每次装载B2.7介质(清洁-避免污染)手动每周一次B2.8表面调节剂(体积或重量)手动每次装载B2.9表面调节剂(时间)手动每次装载B2.10表面预处理(体积或重量)-沉铜手动每次装载B2.11表面预处理(时间)手动每次装载B2.12催化剂(体积)手动每次装载B2.13催化剂(时间)手动每次装载B2.14镀锌(重量或体积)手动每次装载B2.15镀锌(时间)手动每次装载B2.16金属添加剂(重量或体积)手动每次装载B2.17金属添加剂(添加剂数量)手动每次装载B2.18 3.2PH 值调节(根据添加剂)手动根据需要B2.19金属(厚度)手动每次装载B2.20水抛光(时间)手动每次装载B2.21零件/介质分离手动每次装载3.0钝化类型:大小,体积:专利商品名:化学药剂供应商:B3.1浓度自动或手动生产开始前,自动控制每天一次,手动控制8小时一次B3.21.4;2.11;2.13温度自动或手动自动:控制器持续监控并且每日手动验证。
AIAG:CQI-11电镀体系标准(下)
对电镀人员有可提供的工序或工作指示以阐述电镀加工吗?应该有提供涵盖电镀加工工序或工作指示给电镀人员。
这些工序或工作指示应该包括处理电压的突发状况(例如电源故障),启动仪器,关闭仪器,隔离产品(详见2.8),检验产品和整体操作步骤。
这些步骤或工作指示应该易于让车间工作人员获取。
管理人员会给雇员提供电镀培训吗?筹备工作可给雇员提供所有的电镀操作训练。
所有的雇员,包括候补人员和临时雇员都将培训。
将有文件持有证明雇员经培训并且证据将包括有效训练的评估。
管理人员会阐述对每一项操作程序的要求合格标准,并且接下来的训练也将被重点提出。
有责任矩阵来确保所有的中心管理和监督操作程序由胜任的工作人员运转吗?筹备工作会坚持采用责任矩阵来鉴定所有中心管理和监督操作程序以及那些能运转这些操作程序的胜任的工作人员。
责任矩阵将为关键操作程序(由筹备工作时阐明)一起鉴定首要和次要(后备)工作人员。
此责任矩阵将于任何时候都能轻易地便利于管理人员。
第二部分——地板和原材料运输责任设备能确保数据进入接收系统与客户的货运单据信息相匹配吗?备有证明文件的加工工序和证明依照的单据会留存根,例如,购物旅行信用卡,特定产品订单等。
设备会以详尽的工序来消除接受的差异。
产品在整个电镀过程中显而易见地被鉴定和呈现了吗?零件的加工步骤和集装箱鉴定有助于避免不正确的加工或混淆。
设备的正确定位及呈现也有助于确保订单直到所有被要求的操作都运转后运传。
客户产品将在整个电镀过程中清除地被鉴定和呈现。
还没经电镀的,在处理中的和已加工完成的产品将被正确地分隔并鉴定。
所有的原材料将被展现在专用的和有明确定义的领域。
出售商品的溯源性和完善性在整个加工过程中都将被主张吗?向外出售的商品是可追踪于新到的货品。
精确鉴定商品和关联对外售商所有品相关信息原则增强了从根源分析产品的能力和持续的改善。
加工步骤能有效防止不合格产品进入生产系统吗?必须控制可疑的或不合格的产品以防止粗心大意的的运输或污染其它出售商品。
CQI-11 Plating CN

CQI-11美国汽车工业行动集团Special Process: Plating System Assessment特殊过程:电镀系统评估CQI-11Special Process: Plating System AssessmentVersion 1 Issued 8/07ABOUT AIAG关于AIAGPurpose Statement目的声明Founded in 1982, AIAG is a globally recognized organization where OEMs and suppliers unite to address and resolve issues affecting the worldwide automotive supply chain. AIAG’s goals are to reduce cost and complexity through collaboration; improve product quality, health, safety and the environment; and optimize speed to market throughout the supply chain.美国汽车工业行动集团(AIAG)成立于1982年,是由OEM厂商和供应商联手组建的一家全球公认的著名机构,旨在体现并解决影响全球汽车供应链的诸多问题。
AIAG的目标是通过相互协作,降低产品的成本及复杂性;提高产品质量,改善员工健康、安全与环境;并优化产品在整个供应链范围内的上市速度。
AIAG OrganizationAIAG 组织构成AIAG is made up of a board of directors, an executive director, executives on loan from member companies, associate directors, a full-time staff, and volunteers serving on project teams. Directors, department managers, and program managers plan, direct and coordinate the association’s activities under the direction of the executive director.AIAG 由董事会、一名执行董事、多名来自成员公司的贷款事务高级管理人员、多名副董事、一位全职职员以及为项目团队服务的志愿者组成。
CQI-11中文表

N/A
1.15
电镀人员必须得到包含电镀流程的工作程序和具体 电镀工是否可以获得 说明,这些流程或说明必须包括对潜在紧急情况, 详细说明电镀流程的 (比如停电)的处理方法,设备启动,设备关闭和 产品隔离(见2.7),产品检查和一般操作流程,这 操作指南? 些流程或说明必须易于车间人员理解。
N/A
1.16
企业必须有责任矩阵,来确定所有关键管理和监管 职能,并且制定由谁来行使这些职能。必须明确首 要的和后备的人员行使关键职能(由企业界定), 该矩阵必须随时供管理部门使用。
N/A
CQI-11 Special Process: Plating System Assessment
Version 1 Issued 8/07
N/A
CQI-11 Special Process: Plating System Assessment
Version 1 Issued 8/07
特殊过程:电镀流程评估(一般设施概况)
评价 问题编 号 问题 要求与标准 客观证据 无 理想 不理想 需要立即改进
1.3
企业必须使用正规的失效模式和后果分析 (FMEA)程序,并确保FMEAs能够反映最新的零 件质量情况。必须对每个零部件或系列都编写 电镀厂是否更新 FMEA,如果有具体的流程,则每一步都要编写。 FMEA失效模式与后 任何情况下,都必须处理从零部件接收到装运的每 果分析,使其能反映 一步和企业所界定的所有关键电镀参数,必须组成 现有流程? 一个综合职能团队来开发FMEA。所有企业定义或 者客户规定的特性必须在FMEA中进行确认,定义 和处理
N/A
CQI-11 Special Process: Plating System Assessment
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
AIAG全称Automotive Industry Action Group即汽车工业行动小组。
该组织成立于1982年,由美国三大汽车公司通用、福特和克莱斯勒共同创建,是全球公认的著名的非盈利组织。
AIAG已有超过1000多家的成员公司,其中包括:整车制造商:克莱斯勒、福特、通用、北美丰田和北美本田一级供应商:德尔福、江森自控、固特异、麦格纳、约翰迪尔、伟世通、李尔、博格华纳等。
AIAG CQI-11电镀系统评估的三大目的Plating System Assessment(英文简称:PSA)‧持续改善‧问题与风险预防‧降低制程变异与供应链上的损耗浪费AIAG CQI-11评估准则•原则:1次/年•客户有特别要求对PSA符合程度评估时,则按客户要求执行•评估必须使用ISO/TS16949:2009规定的流程步骤审核/评测AIAG CQI-11审核员资格要求•质量内审员资格(ISO/TS16949 ISO9001)•必须具备电镀专业知识•具有表面处理作业五年以上经验, 或正式的化工与表面处理工作合并共五年以上学经历•接受过TS16949五大手册专业培训AIAG CQI-111.1 现场是否有专门且合格的表面处理人员?•现场需要一位专门且合格的表面处理人员。
•是全职员工,且职位需被列入于组织图中。
•需有化工与表面处理相关知识的描述。
•需包含具有表面处理作业五年以上经验, 或正式的化工与表面处理工作合并共五年以上学经历。
AIAG CQI-111.2 表面处理厂是否执行先期产品质量规划?•公司文件应纳入先期产品质量规划(APQP)之程序。
•公司可以将相似的零件定义为同一类型的产品进行可行性评估。
•在客户审核通过后,除非客户同意,否则不允许改变任何程序。
•当制造程序需要改变时,电镀厂需与客户联络要求审核。
•重大制造程序改变的客户审核文件,应该以记录归档。
AIAG CQI-111.3 制程处理FMEA是否为最新的且反应出目前的制程?•公司文件应纳入制程失效模式(FMEA)程序,并确保FMEA适时更新以反映出目前产品质量状况。
•每一零件或同一类型的零件应有其FMEA。
•在所有情况下,FMEA应说明从零件收料至零件出货的每一程序,及注明公司所有主要处理程序的参数。
•FMEA的展开应由包括操作员在内的跨功能团队,及其各项RPN数据应每年评估更新。
•所有公司与客户认定的重要或关键的特性应被鉴别、定义、及注明在FMEA里。
AIAG CQI-111.4 表面处理制程管制计划是否为最新的且反应出目前的制程?•公司文件应纳入管制计划, 并确保管制计划适时更新,以反映出目前产品管制状况。
•每一零件或同一类型的零件应有其管制计划。
•在所有情况下,管制计划应说明从零件收料至零件出货的每一步骤及其使用设备与所制定的所有主要热处理程序之参数。
•管制计划的展开应由包括操作员在内的跨功能团队,并应与相关的文件:如作业标准书、作业流程、和FMEAs等,取得一致性。
•所有公司与客户认定的重要或关键的特性应被鉴别、定义、及注明在管制计划里。
AIAG CQI-111.5 是否所有与电镀相关的参数都是最新的,并且可以获得?比如SAE,AIAG,ASTM,通用,福特和克莱斯勒•公司应具有所有有关热处理和客户参考规范以供使用,并且应具有一方法以确保这些标准与规范是符合当时最新的。
•这些规格与规范包括(但不局限于) SAE, AIAG, ASTM, GM, Ford, DCX 等所出版的相关文件。
•公司应有一程序来确保适时的检视、分发、及实施所有客户和工业相关的规范•更新方法应尽快地执行,间隔不应超过两个星期。
•公司应有相关外来标准与技术文件之定期审查及更新之程序并确实执行AIAG CQI-111.8 是否有全时程收集分析数据及对此数据做对应?•全时程收集产品制程的分析能对获致预防不良品的重要讯息。
•公司应有一个系统来收集、分析、和对应长时程收集的产品或制程数据。
•分析的方法应包括进行中趋势线,或重要的产品或制程参数之历史资料分析。
•公司应决定哪一些重要的参数应包含在此分析里。
AIAG CQI-111.9 主管是否是每24 个小时检视除氢处理监控系统?•主管应时常检视除氢炉之监视系统其间隔不可超过24小时。
(或出货前)•管理审查应包括检视出失控或警示情况。
•应变计划应建立并包含隔离识别及通知客户。
钢中白点AIAG CQI-11 氢脆现象弹簧片在装配一段时间后发生断裂弹簧片断口微观形貌氢脆只可防,治不了!AIAG CQI-11如何防治?•主要是将酸洗控制好。
•首先,尽量缩短酸洗时间;•其次,加缓蚀剂,减少产氢量常用方法:1、减少金属中渗氢的数量在除锈和氧化皮时, 尽量采用吹砂除锈, 若采用酸洗, 需在酸洗液中添加若丁等缓蚀剂; 在除油时,采用化学除油、清洗剂或溶剂除油, 渗氢量较少, 若采用电化学除油, 先阴极后阳极;在电镀时, 碱性镀液或高电流效率的镀液渗氢量较少。
2、采用低氢扩散性和低氢溶解度的镀涂层3、镀前去应力和镀后去氢以消除氢脆隐患4、对氢脆敏感的高强度钢及高合金铁素体钢,酸洗及电镀后,在200~240℃的温度下,加热2~4小时可将绝大部分氢去除。
AIAG CQI-111.10 內部稽核評估是否每年完成,至少使用AIAG CQI-11表格?•公司每年将至少一次使用AIAG CQI-11 做内部稽核。
•问题点应及时地被提出并改善。
•内部稽核依AIAG CQI-11 最新版表格AIAG CQI-11 PSAAIAG CQI-111.11 是否有适当的系统来确认重工制程及重工是否有文件化?•质量管理系统对重工制程应有文件规定,包括指定的重工授权人员。
•重工的程序将针对那些产品特性是被允许的及那些产品特性是不被允许的加以描述。
•任何重工活动必须要由具有资格的技术人员发出新的制程管制表,指示必要的参数修改。
•记录须清楚地表明产品于何时及如何被重工。
品管经理或被指定人员将监督重工产品的放行。
AIAG CQI-111.12 质量部门是否检讨、指出及文件化所有来自客户回馈及内部问题?•质量管理系统应包括一个文件化、能检视及指出所有来自客户回馈及公司内部问题的程序。
•一种有系统的问题解决方法应被实行使用。
AIAG CQI-111.14 质量经理或指定人员是否授权处置隔离区中的可疑物料?•质量经理负责授权及发文合适的人员去处理隔离区中的可疑物料AIAG CQI-111.15 操作员是否可拿到整个表面处理制程的操作手册?•涵盖所有表面处理制程的操作手册应提供给现场处理人员。
•手册将包括所有制程的工作指导书,指示潜在紧急状况(例如停电)、设备启动、设备停止、产品分隔(参考2.8)、产品检查及一般操作步骤。
•工作指导书将涵盖从产品进料到产品出货之所有操作步骤,并且基层工厂人员将容易取得这些程序或工作指导书。
AIAG CQI-111.18 是否有维修计划,并且维修资料是否可做成预期保养计划?•针对主要制程设备,公司应提供一个定期保养方案。
方案将是一个闭路循环过程(PDCA),此过程是追踪从维护请求、保养完成,到对效果的评估。
•设备操作员将有机会提报问题,并且问题也将以闭路循环方式处理。
•公司数据,例如:停机时间,质量报废物料,制程一次合格率,再发的维护工单,及操作员报告的问题,将被使用于改善预防性保养计划。
AIAG CQI-111.19 是否有关键零件备品表并可取得以期降低断线危机?•电镀处理者应建立并且维护一份重要备用零件清单, 并且保证这些零件的可取得性, 使生产线中断危险减到最低。
•维修内容要能回馈到此关键零件表•例如:进耗存月结表、易损件损耗计划XXXX X XXXXXX XXXXXAIAG CQI-112.1 厂方是否确保收料系统的数据与客户托运文件上的数据相符合?•将客户的所有要求与生产批号,恰当的移转到内部表面处理文件上是非常重要的。
•厂方应确保收料系统里面的数据要与客户托运的文件相符。
•过程的文件化与符合的证据应存在,例如,流程管制卡, 工令单or 检验记录表等。
有时接收到的材料与客户托运文件上的材料并不完全吻合。
•厂方应有一个恰当的程序以解决所接收材料的差异。
( IQC 作业规定/程序)•上述的需求也适用于厂内表面处理部门,这个流程可看出接收与托运货物进出表面处理厂的状况。
AIAG CQI-112.4 流程的运作是否适当能避免不符合的产品进入生产系统?•有疑虑或不符合的产品的管控能避免疏忽下的出货或是与其它批次的货物混料。
•流程能适当地避免不符合的产品进入生产系统。
•流程中应存在着适当的处置指示、产品识别及在进、出货管制区域原料流动的追踪。
•一个不合格品管制区域应清楚的标示将此类原料隔离。
AIAG CQI-112.5 是否有一個可鑑別整個表面處理流程中卡料點的系統以減少工件混料的風險? ( 外來物、未加工的工件或是表面處理失敗的工件)•电镀处理线与其它制程的设备包含有了堵塞或留有制程产品之风险的区域。
•如此工件的堵塞会导致设备损伤、残留不当制程的工件或是工件的混料。
•系统应存有能够辨识整个电镀处理流程中的堵塞点,以降低工件混淆的风险(外来物、未加工的工件或是电镀处理失败的工件)。
•电镀处理厂应有文件化的流程去辨认与监察每个流程/设备的堵塞点。
•每次生产批的更换前均应检查潜在的堵塞点AIAG CQI-112.6 容器中是否无外来的材料?•容器中客户的产品应避免外来的材料。
•容器中应检验无外来的材料及若有外来的材料须留意来源。
•在倒空及再次使用容器之前,应确实检查容器是空的。
•这是确保无未表面处理产品与完成表面处理产品间的混料。
AIAG CQI-11清理&检查避免混料电镀桶离心机(干燥)盛装零件容器AIAG CQI-112.7 电镀处理线承载量是否明确说明、文件化及被管控?•表面处理线承载参数应明确说明、文件化及被管控。
(含尾数处理方式)•例如包括供料率、输送带速度、每套夹具的工件数量与装载重量。
AIAG CQI-112.8 操作员是否做训练对断电等的设备故障突发事件之材料采取控管、防阻行动与产品隔离措施?•无计划或紧急的停工会大幅提高不当制程之风险。
•操作员应接受对断电等的设备故障突发事件之材料采取控管、防阻行动,与产品隔离措施的训练。
•训练记录应文件化。
•明确的指出设备突发状况与失败的潜在类型的工作指导书应让设备操作员容易取得与了解。
•这些指导书应指出有关于所有处理单元之防堵隔离行动,例如:前洗、中和、电镀与烘烤。
AIAG CQI-112.9 搬运、储存与包装是否能维持产品质量?•有些设备虽包含了输送带和一些搬运机构,但可能无法处理全程工件的放置。
•其它的补助做法如将堆积满载的储存桶,会增加工件损坏的风险。