NTK-综合样本—金属陶瓷刀片
纳米TiN改性TiC基金属陶瓷可转位刀片研究
纳米 TN粉 , i 就是 出于这样 的设 想 , 这对 于作 为刀具 材
料 的金属 陶瓷来说 具有 重要意义 。
l 纳 米 TN 改 性 对 TC 基 金 属 陶 瓷 力 学性 能 i i
的影 响
采用粉末 冶金 的方 法制取金 属 陶瓷 纳米 TN粉 i 末经 超声分 散后加 入到 混合粉末 中去进 行 湿磨一 干燥
维普资讯
纳米 TN 改 性 TC基 金 属 陶 瓷可 转 位 刀 片研 究 i i
Re e rh o C tl r mi T ma l o l tMo i d T r u h A dn a o1 N s ac nTi Mea a c u be T o df h o g d ig N n 1 Ce Bi i e
T i N都提高了材料的耐腐蚀性和化学稳定性 。由上可 知 , 米 TN改 性 TC金 属 陶瓷 刀具 具 有很 好 的综台 纳 i i
切削性 能 。
3 切 削性能研究
用 自制 的纳米 TN改 性 的 TC基金 属 陶瓷可 转 位 i i
要是 M、 _ n还有部 分 的 N、 ) C 的溶 解 度较 大 , 加上 纳 米 颗粒 的高表面 能和 高 表面 活 性 , 以认 为在 烧结 后 残 可 留不 多 , 因此起 强韧 作用不 大 同时由于其造 成孔 隙 、 杂质 等负面影 响 , 可能 导 致 材料 的硬 度 下 降。 当纳 米 TN添加 重量逐 渐增 加 时 , 料 中实 际存在 的纳 米 TN i 材 i 颗粒 不断增 多 , 强韧 的效 果也 逐 渐 体 现 出来 了。 当 其 纳米 TN添 加 重量 大 于 6 i %时 , 裂 韧 性 和硬 度下 降 断 而强 度上 升 , 是由 于 TN在 TC基金 属 陶瓷 中 , i i 可能 与 TC、iM 形成 固溶 体 ( 、 iM ) C、 覆 于 TN或 i N、o N 、 o ( N) i TC的表 面 , i 即所谓 的“s 相 ; 可 能 残 留下 来作 为硬 s” 也 质相 。 当它形 成 s 相 时 , 以阻止 硬度 相颗粒 和粘 结 - S 可 相之 间各元 素 的 扩 散 , 到 细化 晶粒 的作 用 。但 TN 起 i 本身 的硬度较 TC低 , i 而且 在较 高 的 温 度 下 易分 解 产 生氮气 , 以在纳 米 TN添 加 量较 大 时 , 度 、 裂 韧 所 i 强 断 性 和硬度均 有下 降现象 。
超细晶粒Ti(C,N)基金属陶瓷刀具切削性能

能 好 于 TN高 的 刀 片 ; 削 速 度 对 刀具 寿命 的影 响 很 大 ; 给 量在 切 削 速 度 较低 时 对 刀 具 寿 命 的 影 响 程 度 要 i 切 进
维普资讯
第 2 卷 第 3 9 期
2008年 6月
材
料
热
处
理
学
报
Vo 1.2 9
No .3
T RANS  ̄ ONS OF M A ERI S AND AC T AL HEA REA TT TME NT
J ne u
C tn e a iro l af eT ( N) ae eme c t r ut gb h vo f t — n iC, b sd cr t ut i ur i e
CHEN W e .i n 1n, L U Nig, CHAO h n ZHAN i I n S e g, Bn
属 陶瓷 刀具 切 削 性 能 iC, 基
陈 文琳 , 刘 宁 , 晁 晟 , 詹 斌
( 合肥 工业 大学 材料 科学 与工 程学 院 ,安徽 合 肥 200 ) 3 0 9
摘 要 : 用 真 空 烧 结 工艺 制备 了 两 组 含 有 不 同 TN成 分 的 超 细 晶 粒 r( N 基 金 属 陶瓷 可转 位 刀 片 , 不 利 i r c, ) i 用 同的切削速度和进给量切削正火 4 5钢 , 析 了 刀具 的 耐 用 度 、 损 和失 效方 式 等 切 削 性 能 。结 果 表 明 : 速 分 磨 高
fiue mo fc teswee a ay e alr deo u tr r n lz d.T e ut h w ta xd t n we r a d dfu in we ra e t rn ia a c a ims i ih s e d her s lss o h to iai a n i so a r wo p icp lwe rme h n s n hg p e o tr ig.Un e h o dio so ih s e d a d fe ae,t ee te t o rTi c ne te hbt etrp ro a c unn d rte c n t n fhg p e n e d r t i h utrwih lwe N o tn x ii b te efr n e.Th ut g s e d h sa s m e c ti p e a n ge tifu n e o h utn ie.T e fe ae as a n u nc n c tig le e p cal tlw utn p e ra n e c n t e c tig l l f h e d r t lo h sif e e o utn i s e il a o c tig s e d. l f y
微米/纳米Ti(C,N)基金属陶瓷刀具材料的研制
2 实
验
以 T( 0N0) i . .固溶 体 为基 体 ,粘 结 金 属 为 Ni C7 3 和 硬度下 降, Mo的加 入 能 改 善粘 结相 同硬 质 相 的 润湿
C 3 2 i 0 No) rC ;T ( . . 、Ni C7 3 、Mo r 2购 于 北京 安 泰 、C 3 C
耐磨性好 、化学稳定性好 的特 点制成 ,综合二者的 科技股份有 限公司 ,T( 0N .粒度为 3 l i . o) C7 3 m,N 、 x i 优 点 。许 崇海 【对 复相 陶 瓷 刀 具材 料 的 化 学 相 容 性 Mo粒 度 为 23p 纯 度 > 8 A1 3 度 为 8 m, 3 】 . m, 9 %; 2 粒 O 0i l 9 %;材 料 配 比见表 1 。 问题 进行 了编 程 计 算 ,得 到 了 Al 系 统 的热 力 学 纯 度 > 9 2 O3
( .烟 台大学机 电汽 车工程 学 院, 山东 烟 台 2 4 0 ) 1 6 05 ( .山东大 学机械工 程学 院 ,先 进射 流工程 技术研 究 中心 ,山东 济 南 2 0 6 ) 2 5 0 1
摘
要 :系统研 究 了添加 纳米级 Al 2 O3的含 量对 T( , 基金 属陶 瓷力 学性能 和显微 结 构的影 响 。结果表 明:纳 i N) C
维普资讯
ห้องสมุดไป่ตู้
20 0 7在
第2 4卷 第 5 期 l 0月
、1 4 ,. 02
No 5 .
Oco e 2 0 tbr 07
微 米/ 纳米 T( ,) 金属 陶 瓷刀具材 料 的研 制 i N基 C
徐 立 强 ,侯 志 刚 ,黄传真 2 ,刘加 光
T( , 基 金 属 陶 瓷 具 有 较 高 的 红 硬 性 、 耐 磨 i N) C 性 、 热 性 、 月牙 洼 磨 损 能 力及 较 低 的摩 擦 系 数 , 耐 抗 因此 刀 具 寿 命 较 长 【。作 为 刀 具 材 料 ,其 高温 强度 1 】 比 WCC . o硬 质 合 金 高 , 韧 性 又 比 Al 陶 瓷 刀具 而 2 O3
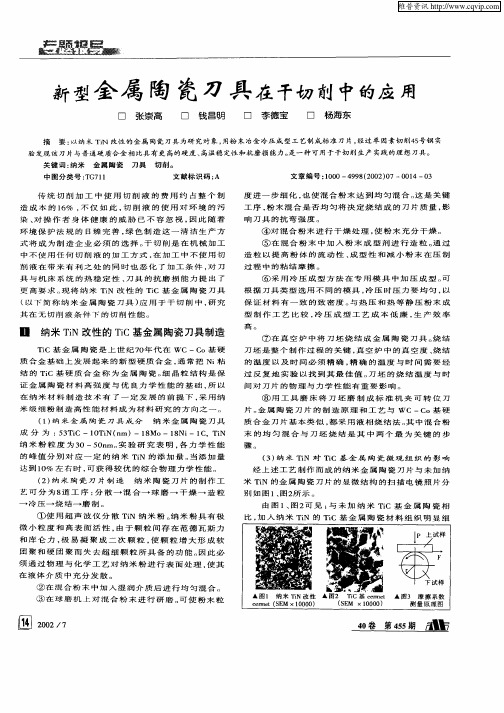
新型金属陶瓷刀具在干切削中的应用
质 合 金 刀 片 基 本 类 似 , 采 用 液 相 烧 结 法 。 中 混 合 粉 都 其
末 的 均 匀 混 合 与 刀 坯 烧 结 是 其 中 两 个 最 为 关 键 的 步
骤 。
( ) 米 TN 对 TC 基 金 属 陶 瓷 微 观 组 织 的 影 响 3纳 i i 经 上 述 工 艺 制 作 而 成 的 纳 米 金 属 陶 瓷 刀 片 与 未 加 纳 米 Ti 的 金 属 陶 瓷 刀 片 的 显 微 结 构 的 扫 描 电 镜 照 片 分 N
TC基 金 属 陶 瓷 是 ห้องสมุดไป่ตู้ 世 纪 7 i 0年 代 在 W C —C o基 硬
⑦ 在 真 空 炉 中将 刀 坯 烧 结 成 金 属 陶 瓷 刀 具 。 结 烧
刀 坯 是 整 个 制 作 过 程 的 关 键 , 空 炉 中 的 真 空 度 、 结 真 烧
质 合 金 基 础 上 发 展 起 来 的 新 型 硬 质 合 金 , 常 把 Ni 通 粘 结 的 Ti 基 硬 质 合 金 称 为 金 属 陶 瓷 。 晶 粒 结 构 是 保 C 细 证 金 属 陶 瓷 材 料 高 强 度 与 优 良 力 学 性 能 的 基 础 , 以 所 在 纳 米 材 料 制 造 技 术 有 了 一 定 发 展 的 前 提 下 , 用 纳 采 米 级 细粉 制造 高性 能 材 料成 为材 料 研究 的方 向之一 。 ( ) 米金 属 陶 瓷 刀具 成 分 1纳 纳 米 金 属 陶 瓷 刀 具 成 分 为 : 3 I 一 1 Ti n 5 TC 0 N( m)一 1 Mo一 1 Ni 1 ,T N 8 8 一 C i 纳 米 粉 粒 度 为 3 ~5 n 。 验 研 究 表 明 , 力 学 性 能 0 0m 实 各 的 峰 值 分 别 对 应 一 定 的 纳 米 TN 的 添 加 量 。 添 加 量 i 当
Ti(C,N)基金属陶瓷刀具切削性能的研究

溶解析出等机制有效的活化烧结、提高密度。
烧结气氛对材料的组织和性能影响很大【241。
真空气氛可以减小液相对硬质相的润湿角。
但是在真空气氛下高温时TiN易分解出N2(g),套封在材料内产生很多气孔,对材料的性能有很大影响,同时也会造成炉内真空度的下降,所以烧结时也常常使用氮气气氛【251。
关于脱氮的机理,有学者认为这是因为在TiC.Ni的共晶点1353。
C及以上温度,液相中能溶解的Ti的量远大于N,TiN在向Ni中溶解时分解放出N2(g)所致【2”。
对一定含氮量的金属陶瓷在一定温度下有一个与之相对应的氮气平衡离解压,如果炉内氮气气氛的压力大于此氮气平衡离解压则会造成渗氮,在组织中出现游离碳。
但由于氮气平衡离解压受烧结温度、c含量、M02C含量等的影响,要准确求得非常困难。
1.3.2金属陶瓷的显徽组织金属陶瓷的正常组织是由陶瓷硬质相和金属粘结相组成的两相组织,陶瓷晶粒埋置在金属相的基体内。
典型的金属陶瓷的硬质相存在着一种芯/壳结构,芯部的成分是没有完全熔解的Ti(C,N)颗粒,壳的形成是通过溶解一再析出机制新形成的复杂的碳氮化物固溶体,其化学式可表示为:(Ti,W,Mo,Ta…)(c,N)。
有些金属陶瓷的壳相还可以分为内壳层和外壳层两个部分,其中内壳层是在固相烧结时形成的,富含Mo,W等重元素,而外壳层是在液相烧结时形成的,其Mo,W等重元素含量介于芯和壳之间[27,30】。
图I-I为典型的金属陶瓷显微组织示意图[3J】。
图I-I典型金属陶瓷显微组织示意图图3—1试样的组织图(a)TiN改性TiC基金属陶瓷(b)超细晶Ti(C,N)基金属陶瓷试样从这两张图片可以看出一些特征:(1)两试样的显微组织都呈现典型的金属陶瓷的特征。
黑色的Ti(c,N)芯部被灰色的(Ti,Mo,w)(CN)壳层包裹而形成陶瓷相颗粒。
在这些陶瓷相颗粒外层的形状不规则的白色部分是金属粘结相。
(2)由TiN改性的TiC基金属陶瓷的试样组织颗粒大小比超细晶Ti(c,N)基金属陶瓷的要大很多。
京瓷刀片样本 金属陶瓷
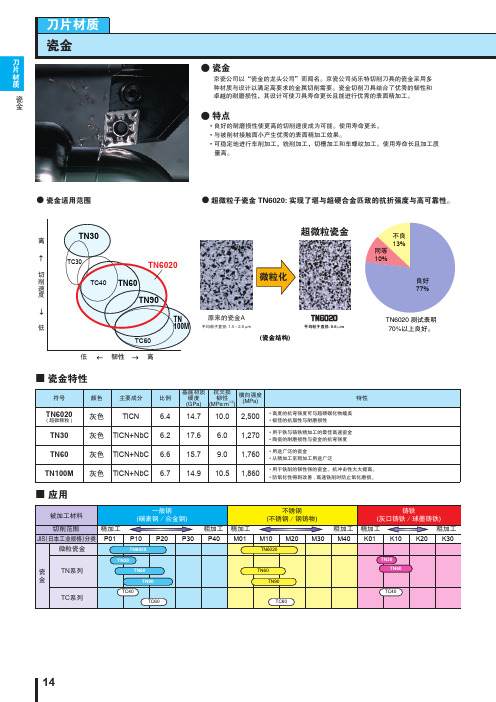
TN6020
200 个/刃
其他公司的瓷金L
70 个/刃
• 较其他公司的瓷金L,TN6020提高工具寿命3倍,并带来了良好
的表面精加工。
15
1,860
• 用于铣削的韧性强的瓷金。抗冲击性大大提高。 • 防氧化性得到改善 , 高速铣削时防止氧化磨损。
■ 应用
被加工材料
一般钢 (碳素钢/合金钢)
切削范围
精加工
JIS(日本工业规格)分类 P01 P10 P20 P30
微粒瓷金
TN6020
TN30
瓷 TN系列 金
TN60 TN90
TC系列
TC40
• V = 160m/min
ø30 ø20 ø45
• d = 0.3mm
• d = 1.0mm
• f = 0.15mm/rev
• f = 0.15mm/rev
• 湿式
• 湿式
• TNGG160404L-C
30
100
• TPGH160304L
160 40
TN6020
300 个/刃
其他公司的瓷金 I
• 较竞争对手瓷金ITN6020改进了工具使用寿命
40
TN6020
120 个/刃
其他公司的瓷金K
70 个/刃
• TN6020表现出良好的表面精加工与尺寸精度,切削速度高,提
高工具寿命70%
(其它公司的瓷金K的切削速度是 V=110m/mn)
ø38 ø80 ø60
SUS316L
•轴 • V = 180m/min • d = 0.1mm • f = 0.14mm/rev • 湿式 • VNMG160404GP
200 个/刃
碳氮化钛基硬质合金(金属陶瓷)简介
碳氮化钛基硬质合金金属陶瓷简介BRIEF INTRODUCTION OF CERMETS CUTTING TOOL TiCN基金属陶瓷具有良好的使用性能与WC基硬质合金相比它具有低密度、高硬度、对钢的摩擦系数小加工中显示出较高的红硬性、相近的强度、较低的腐蚀性和导热性切削时抗粘结磨损和抗扩散磨损在相同切削条件下TiCN基金属陶瓷刀具具有较高的寿命或在寿命相同的情况下可采用较高的切削速度被加工件有较好的光洁度。
因此TiCN基金属陶瓷在许多加工场合下可成功取代WC基硬质合金填补了WC基硬质合金和陶瓷之间的空白特别适用于钢材的半精加工和精加工及耐磨耐蚀零件。
TiCN substrate cermets cutting tool has very good application. Compared with tungsten carbide cutting tool cermets cutting tool has advantages of lower density harder much lower friction for machining steel better thermal stability when machining close toughness lower causticity and heat conduction better wear-resistance. Working in the same condition TiCN based cermets cutting tool has longer using life and can be used under faster cutting speed. We can get more finish work-piece with smoother surface using cermets cutting tool. From above we have used TiCN based cermets cutting tool to replace WC based carbide cutting tool in some fields successfully. It fills up the gap between WC based carbide and ceramic. It is suitable for semi-finishing and finishing machining of steel and wear part specially. TiCN基金属陶瓷采用精制高纯原料通过严格控制各个工艺环节而制备的具有优异特性的陶瓷制品具有高强度、高硬度、轻质抗腐蚀、抗氧化耐热性好等优异性能。
ntk cutting tools的产品分类
ntk cutting tools的产品分类题目:[NTK Cutting T ools的产品分类]导言:NTK Cutting Tools是一家专业从事切削工具制造的公司,拥有丰富的经验和领先的技术。
其产品广泛应用于机械加工行业,帮助客户实现高效的生产和加工。
本文将详细介绍NTK Cutting Tools的产品分类,并逐步解释每类产品的特点和应用领域,以帮助读者更好地了解该公司的产品。
一、车削刀具(Turning Tools)车削刀具是NTK Cutting Tools的主打产品之一,主要用于车床上的车削加工。
根据刀片形状和用途的不同,可以将车削刀具分为以下几类:1. 钻孔刀具(Drilling Tools)钻孔刀具广泛应用于金属材料的孔加工,可实现高精度的钻孔作业。
钻孔刀具通常包括钻头和钻杆两部分,钻头的材质和结构决定着切削效果和稳定性。
2. 装配刀具(Boring Tools)装配刀具主要用于内径加工,适用于各种大小的孔。
装配刀具通常具有可调节的切削角度和刀片位置,以适应不同的加工需求。
3. 切槽刀具(Grooving Tools)切槽刀具用于在材料表面切割槽道,常用于切割螺纹、切槽和切断工艺。
切槽刀具的设计和材料选择对加工效果至关重要。
4. 车削刀片(Inserts)车削刀片是车床车削的核心部件,决定着加工表面的质量和效率。
NTK Cutting Tools的车削刀片采用优质的硬质合金制造,具有耐磨、耐腐蚀和高效切削的特点。
二、铣削刀具(Milling Tools)铣削刀具是用于铣削加工的工具,可实现材料表面的平整和精细加工。
NTK Cutting Tools的铣削刀具在设计和制造上有着独特的技术优势,具有以下几类产品:1. 平面铣刀具(Face Milling Tools)平面铣刀具用于加工平面和平面特征。
NTK Cutting Tools的平面铣刀具采用高硬度的材料制造,具有良好的切削性能和较长的使用寿命。
金属陶瓷刀具的性能及发展
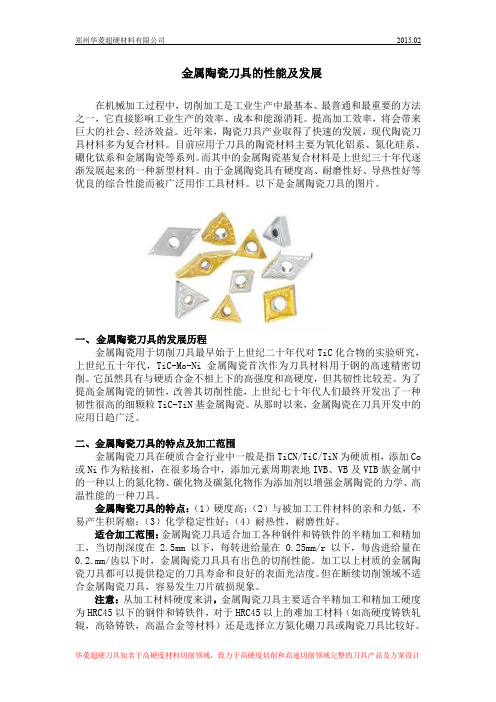
金属陶瓷刀具的性能及发展在机械加工过程中,切削加工是工业生产中最基本、最普通和最重要的方法之一,它直接影响工业生产的效率、成本和能源消耗。
提高加工效率,将会带来巨大的社会、经济效益。
近年来,陶瓷刀具产业取得了快速的发展,现代陶瓷刀具材料多为复合材料。
目前应用于刀具的陶瓷材料主要为氧化铝系、氮化硅系、硼化钛系和金属陶瓷等系列。
而其中的金属陶瓷基复合材料是上世纪三十年代逐渐发展起来的一种新型材料。
由于金属陶瓷具有硬度高、耐磨性好、导热性好等优良的综合性能而被广泛用作工具材料。
以下是金属陶瓷刀具的图片。
一、金属陶瓷刀具的发展历程金属陶瓷用于切削刀具最早始于上世纪二十年代对TiC化合物的实验研究,上世纪五十年代,TiC-Mo-Ni金属陶瓷首次作为刀具材料用于钢的高速精密切削。
它虽然具有与硬质合金不相上下的高强度和高硬度,但其韧性比较差。
为了提高金属陶瓷的韧性,改善其切削性能,上世纪七十年代人们最终开发出了一种韧性很高的细颗粒TiC-TiN基金属陶瓷。
从那时以来,金属陶瓷在刀具开发中的应用日趋广泛。
二、金属陶瓷刀具的特点及加工范围金属陶瓷刀具在硬质合金行业中一般是指TiCN/TiC/TiN为硬质相,添加Co 或Ni作为粘接相,在很多场合中,添加元素周期表地IVB、VB及VIB族金属中的一种以上的氮化物、碳化物及碳氮化物作为添加剂以增强金属陶瓷的力学、高温性能的一种刀具。
金属陶瓷刀具的特点:(1)硬度高;(2)与被加工工件材料的亲和力低,不易产生积屑瘤;(3)化学稳定性好;(4)耐热性,耐磨性好。
适合加工范围:金属陶瓷刀具适合加工各种钢件和铸铁件的半精加工和精加工,当切削深度在 2.5mm以下,每转进给量在0.25mm/r以下,每齿进给量在0.2.mm/齿以下时,金属陶瓷刀具具有出色的切削性能。
加工以上材质的金属陶瓷刀具都可以提供稳定的刀具寿命和良好的表面光洁度。
但在断续切削领域不适合金属陶瓷刀具,容易发生刀片破损现象。
纳米金属陶瓷刀具高速干切削性能的研究
s o d ta h sc r t sa pia l ohg e eo i u nn ,temanf i r d f h sc te swe r h we h t i e me p l bet ih rv lct tr ig h i al emo e o i u trwa a. t wa c y u t
文章 编 号 :0 2 2 3 ( 0 6 1 — 1 2 0 10 — 3 3 2 0 )0 0 2 — 2
Байду номын сангаас
Th s a c n t e H i h e o iy Dr - uti o r i s o e a n - e m e t i g To l e Re e r h o h g -v l c t y c tng Pr pe te fM t lNa o c r tCu tn o ZHOU n FU i n hu , LI Le, YANG H a - n , ZHANG o g g o XI e g Ya , Ja — i U i i do g Ch n - a , EFn ( c o l fMe h n c l n uo b l n ie r g Hee U i est o e h oo y e e 2 0 0 ,C i a S h o c a ia d A tmo i E gn e i , fi n v ri f c n lg ,H fi 3 0 9 h n ) o a e n y T
米金属 陶瓷 刀具在切 削正 火态 4 5钢时的切削性能及磨损机理。结果表明 , 金属陶瓷刀具适用于 较高速度下 的切 削 , 刀 具 失效形式主要 为磨损。 关 键词 : 纳米 T( N) i C, 金属陶瓷 : 干切削 ; 能 性
中图分 类号 :G 1 T 71
肯纳刀具综合介绍-

KC7210
65
SE 钻 头
加工钢和不锈钢
66
SE 钻 头
产品特点: 新型钻尖 高刚性 新型排屑槽 高稳定性
67
SE 钻 头
直径范围(mm): 最大钻深(mm): 材质: CS5 CS3
3-21 12-85 切削
CD2
68
HSS 麻 花钻
SE 钻 头
SE钻 头
KY3500
氮化硅基陶瓷
18
耐磨性
肯纳铣刀材质
金刚石 陶瓷 金属陶瓷 CVD PVD 非 涂 层 硬 质合 金 高速钢
韧性
57
K313 应 用
铣 削 铝 ,不 锈 钢, 铸 铁,非 铁 合 金, 非 金 属 ,高 温 合 金等
58
KC721M 应 用
• KC721M – 材质: K903/PVD TiAlN (SPARCV) – 适合于钛合金和高温合金
59
KC705M 应 用
• KC705M
– 材质: K313/PVD TiAlN (SP39CV)
– 应用范围
• 铸铁 • 高温合金 • 铝合金
60
Kennametal Drilling Tools
整体硬质合金钻头 TF钻头 SE钻头 TX钻头
机夹式钻头 DRILL-FIX 钻头 HTS&HTS-C钻头
组合刀具 BF刀具 SEFAS刀具 Chamfering ring
特殊钻头
61
TF 钻 头
加 工 铸 铁 ,铝 合 金 和 钛 合 金
62
TF 钻 头
3条切削刃代替传统的2条切削刃,导 致好的定心能力,有效地降低了每条切削 刃的负载。 宽的排屑槽保证排屑良好。 在外冷的情况下,钻深可达直径的5倍 具有攻击性的钻尖不需任何中心导引。 干式加工铸铁时,可用涂层材质CS1和 KC7210,PVD涂层能降低切削刃加工温 度。 可加工半圆孔。
北京科技大学科技成果——ST陶瓷刀片

北京科技大学科技成果——ST陶瓷刀片成果简介ST新型陶瓷刀片是葛昌纯教授等采用独创的新型复相陶瓷和先进的粉末冶金工艺结合而取得的一项发明,具有很高的耐磨性,红硬性、抗热震性和化学稳定性,较高的韧性和抗冲击的能力。
不但可以用于精加工和半精加工,而且在很多情况下用于粗加工和断续切削,切削轻快顺利。
适用于加工硬质合金难以加工或不能切削的冷硬合金铸铁,淬火钢,金属陶瓷硬面涂层等高硬高强材料,也适用于高速加工调质合金钢和灰口铸铁及铝合金等一般材料,具有良好的通用性。
刀片硬度HRA93-94,断裂韧性7-8MPam,在切削高合金耐磨铸铁Cr26(硬度为HRC60-61)和Cr15Mo3(硬度为HRC61-64)时切削速度分别达80米/分钟和50米/分钟,在国际上未见有先例报道。
ST新型陶瓷刀片不仅适用于车削,也适用于铣削、镗孔、刨削,在冷却液条件下的各种加工和作数控机床刀具。
切削速率为硬质合金刀具的3-4倍。
其经济社会效益如下:不增加车床人力条件下使单台机床产量成倍提高,可节约工时、电力、机床占用台数和生产面积30%以上。
在很多情况下可实现“以车代磨”,简化生产工艺,减少工序,使成本大幅度下降。
可代替部分进口陶瓷和硬质合金刀片,节约外汇,也可出口创汇。
六年生产实践证明,每个ST新型陶瓷刀片可为企业产生经济效益100元左右。
ST陶瓷刀具不但可以用于精加工和半精加工,而且在很多情况下用于粗加工和断续切削,切削轻快顺利。
适用于加工硬质合金难以加工或不能切削的冷硬合金铸铁,淬火钢,金属陶瓷硬面涂层等高硬高强材料,也适用于高速加工调质合金钢和灰口铸铁及铝合金等一般材料,具有良好的通用性。
经济效益及市场分析主要设备投资:300万元到450万元(后者用于生产出口刀片)年产值600万元,年利税200万元以上。
水电等消耗:250kW,用循环水冷却设备,无环境污染。
合作方式技术转让、技术入股或者其它合作方式。
金属陶瓷及金属陶瓷刀片的基本概念
金属陶瓷及金属陶瓷刀片的基本概念一、金属陶瓷1. 金属陶瓷的定义金属陶瓷英文单词cermet或ceramet是由ceramic(陶瓷)和metal(金属)结合构成的。
金属陶瓷是一种复合材料,它的定义在不同时期略有不同,如,有的定义为由陶瓷和金属组成的一种材料,或由粉末冶金方法制成的陶瓷与金属的复合材料。
《辞海》定义为:由金属和陶瓷原料制成的材料,兼有金属和陶瓷的某些优点,如前者的韧性和抗弯性,后者的耐高温、高强度和抗氧化性能等。
美国ASTM专业委员会定义为:一种由金属或合金与一种或多种陶瓷相组成的非均质的复合材料,其中后者约占15%~85%体积分数,同时在制备的温度下,金属和陶瓷相之问的溶解度相当小。
从狭义的角度定义的金属陶瓷是指复合材料中金属和陶瓷相在三维空间上都存在界面的一类材料。
2. 金属陶瓷的基本特性金属陶瓷既保持了陶瓷的高强度、高硬度、耐磨损、耐高温、抗氧化和化学稳定性等特性,又具有较好的金属韧性和可塑性。
由于“金属陶瓷”和“硬质合金”两个学科术语没有明确的分界,所以具体材料也很难划分界线,从材料的组成看,“硬质合金”应该归入“金属陶瓷”。
3. 金属陶瓷的发展历史WC-Co基金属陶瓷作为研究最早的金属陶瓷,由于具有很高的硬度(HRC 80~92),极高的抗压强度6000MPa (600kg.N/mm),已经应用于许多领域。
由于W和Co资源逐渐的短缺,促使了无钨金属陶瓷的研制与开发,迄今已历经三代:第一代是“二战”期间,德国以Ni粘结TiC生产金属陶瓷;第二代是20世纪60年代美国福特汽车公司添加Mo到Ni粘结相中改善TiC和其他碳化物的润湿性,从而提高材料的韧性;第三代金属陶瓷则将氮化物引入合金的硬质相,改单一相为复合相。
又通过添加Co相和其他元素改善了粘结相。
二、金属陶瓷刀具1. 金属陶瓷刀具的优点⑴硬度高,适合高速加工;⑵与被加工工件材料的亲和力低,不易产生积屑瘤,加工后工件光洁度高;⑶化学稳定性好,不容易与工件发生化学反应,性能稳定;⑷耐热性,耐磨性好,高温状态下硬度比较号,适合干式加工。
金属陶瓷刀片光洁度参数

金属陶瓷刀片光洁度参数一、引言在当今的工业领域,金属陶瓷刀片作为一种高性能切削工具,广泛应用于机械加工行业。
其出色的耐磨性、耐腐蚀性和高硬度使其成为许多生产流程中的理想选择。
而其中一项关键的性能指标就是刀片的表面光洁度。
本文将详细解析金属陶瓷刀片的光洁度参数及其对加工效果的影响。
二、什么是金属陶瓷刀片的光洁度?金属陶瓷刀片的表面光洁度是指其表面的粗糙程度。
一般用Ra(轮廓算数平均偏差)或Rz(微小峰谷值的绝对差值)等参数来衡量。
这些数值越低,表明刀片表面越光滑。
理想的金属陶瓷刀片应具有极低的Ra 或Rz值,以减少切削过程中的摩擦和磨损,提高切割效率和使用寿命。
三、金属陶瓷刀片光洁度与加工效果的关系1. 切割质量:更高的光洁度意味着更少的切削痕跡和不均匀现象,从而提高了切割面的质量和精度。
2. 刀具寿命:较低的光洁度参数会导致刀具更快地磨损,影响其使用寿命。
因此,良好的光洁度能显著延长刀具的使用时间。
3. 生产效率:较高的切割质量和较长的刀具寿命可以降低换刀时间和加工时间,从而提高整体生产效率。
4. 成本效益:优化金属陶瓷刀片的表面光洁度不仅能提高产品质量,还能降低设备维护和更换刀具的成本,从而实现更好的经济效益。
四、如何提升金属陶瓷刀片的光洁度1. 选择高品质的金属陶瓷刀片:选购时请注意选择品牌声誉好、品质控制严格的产品。
2. 正确的使用和维护:按照制造商的建议进行操作,避免过度磨损;定期检查和保养刀具,确保其在理想的工作状态。
3. 技术改进:通过采用先进的冷却润滑系统、优化切削速度和进给量等技术手段,可以在不损害刀片的情况下进一步提高光洁度。
五、展望未来:金属陶瓷刀片光洁度的挑战与机遇随着工业自动化和智能化的发展,对金属陶瓷刀片的性能要求也在不断提高。
未来的金属陶瓷刀片可能会更加注重表面处理技术,如纳米涂层等,以提高其耐磨性、耐腐蚀性和润滑性。
同时,我们也需要关注金属陶瓷刀片生产过程中的环保问题,以实现可持续发展。
纳米氮化钛陶瓷刀具研制成功

纳米氮化钛陶瓷刀具研制成功
佚名
【期刊名称】《硅酸盐通报》
【年(卷),期】2005(24)5
【摘要】近日,安徽省合肥工业大学材料学院主持的国家科技攻关重大项目——纳米TiN,AlN改性的TiC基金属陶瓷刀具制造技术通过国家有关部门的鉴定,这标志着我国利用纳米材料研制的新型陶瓷刀具正式诞生。
【总页数】1页(P13-13)
【关键词】金属陶瓷刀具;纳米氮化钛;研制成功;合肥工业大学;纳米材料;纳米TiN;重大项目;科技攻关;制造技术
【正文语种】中文
【中图分类】TQ174.758;TG711
【相关文献】
1.我国纳米氮化钛陶瓷刀具开发成功 [J],
2.纳米氮化钛陶瓷刀具研制成功 [J],
3.合肥工大纳米氮化钛陶瓷刀具通过技术鉴定 [J], 无
4.纳米氮化钛陶瓷刀具 [J], W.GJ
5.纳米氮化钛陶瓷刀具近日通过技术鉴定 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
˔
CPGH 21.51 FN AM5 CPGH 060204 FN AM5
˔
1/2 3/16 1/32 .203
.004
.008
1/4 3/32
.110
1/64
1/32
.004
.008
3/8 5/32
.173
1/64
1/32
1/4 3/32 1/64 .110
AM5, AF1
32.51 FN AF1
˔ɿStock
1/64
3/8 5/32
.173
1/32
.004
.008
1/4 3/32
.110
1/64
1/32
.004
3/8 5/32 1/64 .173
1/32
.004
1/4 3/32 .008 .110
1/64
.004
.008
3/8 5/32
.173
1/64
1/32 ˒ɿ2 weeks delivery
120408 WM
For details of toolholders, see pages 121 and 128.
68
˔
˒
3/64
˔
˔
˔
˔
1/32
1/2 3/16
.203
3/64
˔
1/64
1/2 3/16
.203
˔
1/32T3 C7X XN4 Q15 Cermet
T3N
Cermets
XT3 C7X
XN4
T3N XT3 C7X
T3N XT3
PVD Coated cermets
Q15 C7Z
Q15
Q15
C7Z
64
更多电子样本下载请访问:/
᥊Case Study
AT clutch
Insert : Grooving insert
˔
21.508 AM5
060202 AM5
˔
21.51 AM5
060204 AM5
˔
21.52 AM5
060208 AM5
˔
32.504 AF1
09T301 AF1
˔
32.508 AF1
09T302 AF1
˔
32.51 AF1
09T304 AF1
˔
AM5, AF1
32.52 AF1
09T308 AF1
Feed
(IPR)
Depth of cut (INCH)
Coolant
XT3
720 .008 .012 - .020 WET
100 pcs
Cermet
60 pcs
65
Cermet T3N XT3 C7X XN4 Q15
更多电子C样e本rm下e载t请/访P问V:DhttCp:o//aoct.e8d6cuCt.ecormm/ et
67
更多电子C样e本rm下e载t请/访P问V:DhttCp:o//aoct.e8d6cuCt.ecormm/ et
Cermet
PVD Cermet Dimensions (inch)
Cermet T3N XT3 C7X XN4 Q15
Shape
Insert Order Number
ISO Catalog Number
Stainless steel Stainless steel , Cast steel
Cast iron Gray cast iron , Ductile cast iron
Cutting Finish
Rough Finish
Rough Finish
Rough
range P01 P10 P20 P30 P40 M01 M10 M20 M30 M40 K01 K10 K20 K30
09T304 FN AF1
˔
32.52 FN AF1
09T308 FN AF1
˔
AF1
CCGT 21.504 AF1 CCGT 060201 AF1
˔
21.508 AF1
060202 AF1
˔
21.51 AF1
060204 AF1
˔
21.52 AF1
060208 AF1
˔
CCGH 32.504 AF1 CCGH 09T301 AF1
09T304 FN AF1
CNGG 4304R N1 CNGG 120401R N1
˔
4304L N1
120401L N1
˔
431R N1
120404R N1
˔
431L N1
120404L N1
˔
N1 Right hand shown
432R N1 432L N1
120408R N1
˔
120408L N1
˔
CNMA 432
CNMA 120408
CM5 For details of boring bars, see pages 168 and 171. For details of toolholders for CNGA43 or CNGG43, see page 121.
˔
1/2 3/16 1/32 .203
˔ɿStock ˒ɿ2 weeks delivery
更多电子样本下载请访问:/
CNM_
Shape
Insert Order Number
11 CPGH
ISO Catalog Number
CNMG 432 WR WR
CNMG 120408 WR
Cermet
PVD Cermet Dimensions (inch)
IC T R H
˔
1/2 3/16 1/32 .203
CNMG 432
WV CNMG 120408 WV
˔
WV
1/2 3/16 1/32 .203
CNMP 432
CM5 CNMG 120408 CM5 ˔
˔
1/2 3/16 1/32 .203
CM5
CNMP 432
ZP CNMG 120408 ZP
˔
ZP
CPGH 21.504 AM5 CPGH 060201 AM5
˔˒
433
G, GW1
CNMG 431 G 432 G 433 G 542 GW1 543 GW1 643 GW1
CNMG 431 ZF1
120412
˔
CNMG 120404 G 120408 G 120412 G 160608 GW1 160612 GW1 190612 GW1
˔˔ ˔˔
˔ ˔ ˔ ˔
threading.
Cermet
Wear resistance Wear resistance
High
T3N XT3
C7X
XN4
Fracture Toughness
High
High
Q15
C7Z
Fracture Toughness
High
᥊Applications
Material
General steel Carbon steel , Alloy steel
CNMG 120404 ZF1
˔
IC T R H
.004
.004
1/64
1/2 3/16
.203
1/64
1/32
1/32
1/32
1/2 3/16
.203
3/64
˔˒
1/64
˔ ˒ 1/2 3/16 1/32 .203
˔˒
3/64
1/32
5/8 1/4
.250
˔
3/64
˔
3/4 1/4 3/64 .312
˔˒
1/64
432 ZF1
120408 ZF1
˔
˔ ˒ 1/2 3/16 1/32 .203
433 ZF1 ZF1
120412 ZF1
CNMG 432 ZW1
CNMG 120408 ZW1
ZW1
433 ZW1 CNMG 431 WM
120412 ZW1 CNMG 120404 WM
432 WM WM
200 pcs
Cermet
100 pcs
Cutting speed (SFM)
Feed
(IPR)
Depth of cut (INCH)
Coolant
Q15
720 .008 .012 - .020 WET
200 pcs
Cermet
100 pcs
Shaft
Insert : DNMG 431 ZF1
Carbon Steel
更多电子样本下载请访问:/
Cermet PVD Coated Cermet
更多电子C样e本rm下e载t请/访P问V:DhttCp:o//aoct.e8d6cuCt.ecormm/ et
T3N·XT3·C7X·XN4·Q15·C7Z
NTK Cermets
˙Our special manufacturing process increases the heat resistance, wear resistance and fracture toughness of all our cermet grades.
˙Chipbreakers can be ground into a cermet because they are solid composition materials. ˙The users can expect longer tool life and excellent surface finishes for turning, grooving or