美国NANOVEA公司的三维非接触式表面形貌仪
美国NANOVEA公司的三维非接触式表面形貌仪

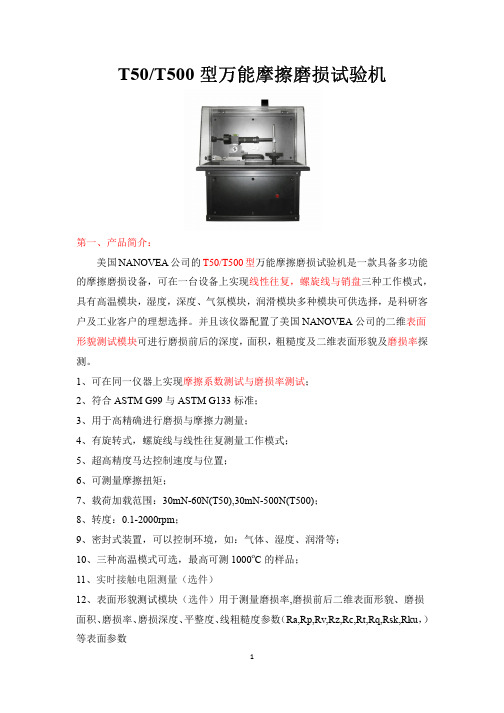
美国NANOVEA公司的三维非接触式表面形貌仪一、 产品简介美国NANOVEA公司是一家全球公认的在微纳米尺度上的光学表面轮廓测量技术的领导者,生产的三维非接触式表面形貌仪是目前国际上用在科学研究和工业领域最先进表面轮廓测量设备,采用目前国际最前端的白光轴向色差原理(性能优于白光干涉轮廓仪与激光干涉轮廓仪)对样品表面进行快速、重复性高、高分辨率的三维表面形貌、关键尺寸测量、磨损面积、磨损体积、粗糙度等参数的测量。
二、产品分类该公司的三维非接触式表面形貌仪主要有4款:JR25、PS50、ST400与HS1000(区别见技术参数):JR25便携式三维表面轮廓仪:野外操作或不可拆卸部件的理想选择·便携式表面形貌仪·结构紧凑,性价比高·替代探针式轮廓仪和干涉式轮廓仪·应用范围广·测量范围:25mm×25mmPS50表面轮廓仪:科研单位与资金不足企业的最佳选择·性价比高·结构紧凑·替代探针式轮廓仪和干涉式轮廓仪·应用范围广·测量范围:50mm×50mmST400表面轮廓仪:·应用范围广·适合大样品的测试·测量范围:150mm×150mm·360O旋转工作台·带彩色摄像机(测量前可自动识别特征区域)HS1000表面轮廓仪:·适用于高速超快自动测量场合·超高的扫描速度(可达1m/s,数据采集频率可达31KHz,最高可达324KHz)·能保证超高平整度和稳定性(花岗石平台)三、测量原理简介:Nanovea 公司的三维非接触式表面形貌测量仪采用的是国际最前端的白光轴向色差技术技术实现先进的高分辨率的三维图像扫描与表面形貌测量。
•利用白光点光源,光线经过透镜后产生色差,不同波长的光分开后入射到被测样品上。
• 位于白光光源的对称位置上的超灵敏探测器系统用来接收经被测样品漫反射后的光。
表面形貌测量利器——SuperView W1光学3D表面轮廓仪
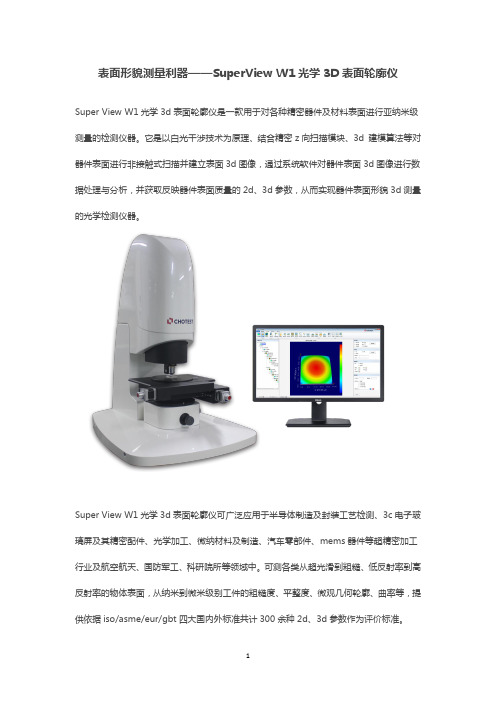
表面形貌测量利器——SuperView W1光学3D表面轮廓仪Super View W1光学3d表面轮廓仪是一款用于对各种精密器件及材料表面进行亚纳米级测量的检测仪器。
它是以白光干涉技术为原理、结合精密z向扫描模块、3d建模算法等对器件表面进行非接触式扫描并建立表面3d图像,通过系统软件对器件表面3d图像进行数据处理与分析,并获取反映器件表面质量的2d、3d参数,从而实现器件表面形貌3d测量的光学检测仪器。
Super View W1光学3d表面轮廓仪可广泛应用于半导体制造及封装工艺检测、3c电子玻璃屏及其精密配件、光学加工、微纳材料及制造、汽车零部件、mems器件等超精密加工行业及航空航天、国防军工、科研院所等领域中。
可测各类从超光滑到粗糙、低反射率到高反射率的物体表面,从纳米到微米级别工件的粗糙度、平整度、微观几何轮廓、曲率等,提供依据iso/asme/eur/gbt四大国内外标准共计300余种2d、3d参数作为评价标准。
Super View W1光学3d表面轮廓仪显著特性:1.高精度、高重复性1)采用光学干涉技术、精密z向扫描模块和优异的3d重建算法组成测量系统,保证测量精度高;2)独特的隔振系统,能够有效隔离频率2hz以上绝大部分振动,消除地面振动噪声和空气中声波振动噪声,保障仪器在大部分的生产车间环境中能稳定使用,获得极高的测量重复性。
2.一体化操作的测量分析软件1)测量与分析同界面操作,无须切换,测量数据自动统计,实现了快速批量测量的功能;2)可视化窗口,便于用户实时观察扫描过程;3)结合自定义分析模板的自动化测量功能,可自动完成多区域的测量与分析过程;4)几何分析、粗糙度分析、结构分析、频率分析、功能分析五大功能模块齐全;5)一键分析、多文件分析,自由组合分析项保存为分析模板,批量样品一键分析,并提供数据分析与统计图表功能;6)可测依据iso/asme/eur/gbt等标准的多达300余种2d、3d参数。
基于快速面探测方法的碳化硅表面残余应力测量
基于快速面探测方法的碳化硅表面残余应力测量闫帅;林彬;陈经跃【摘要】陶瓷加工后表面残余应力的测量通常采用一维X射线衍射线探测法,该方法存在测量过程烦琐、效率低、成本高等问题,因此采用新型快速二维面探测X射线衍射残余应力测量方法,对碳化硅陶瓷表面的残余应力进行测量,实验中测量了3种不同品牌碳化硅工件的初始表面和抛光后表面的残余应力.结果表明:此新方法单次测量即可获得样品500点的衍射信息,特别适用于陶瓷材料的应力测量.同时还发现:对于被加工表面的残余压应力,抛光加工最高能够消除近80%的残余应力,但不能改变工件的残余应力分布.【期刊名称】《金刚石与磨料磨具工程》【年(卷),期】2018(038)006【总页数】6页(P80-85)【关键词】二维面探测;X射线衍射;陶瓷加工;表面残余应力【作者】闫帅;林彬;陈经跃【作者单位】天津大学 ,先进陶瓷与加工技术教育部重点实验室 ,天津 300350;天津大学 ,先进陶瓷与加工技术教育部重点实验室 ,天津 300350;航空工业自控所 ,飞行控制航空科技重点实验室 ,西安 710065【正文语种】中文【中图分类】TH16;TB32陶瓷加工的残余应力是陶瓷工件在磨削、研磨、抛光或特种加工过程中,表面受到热应力、加工工具机械应力及材料相变应力等作用后,残存在工件内部并保持平衡的力[1]。
陶瓷工件表面的残余应力是其表面完整性的重要组成部分,是评价工程陶瓷材料加工质量的重要指标。
具有高硬度、低断裂韧性的陶瓷材料,其表面残余应力直接影响零件的使用性能,通常是表面残余拉应力加剧其裂纹扩展,而残余压应力会提高其断裂韧性。
因此,研究陶瓷加工后的表面残余应力对提高关键陶瓷零件的可靠性和寿命具有重要意义[2]。
陶瓷材料表面残余应力的测量方法主要有机械测量法和无损测量法2大类,机械法包括钻孔法、裂纹柔度法、腐蚀剥层法、抛光剥层法等,无损法包括X射线衍射法、超声波法、磁性法等。
机械测量法会破坏工件的表面,不适用于精密陶瓷零件的残余应力测量;无损法中的X射线衍射法由于具有无损测量的优势,且测量数据可靠性高,已在工程陶瓷材料残余应力的测量中广泛应用[5-6]。
美国zeta泽塔公司三维立体显微镜轮廓仪资料

数码相机 耦合镜
20x 0.50 0.45 0.75 480x360 1257x943 50x 0.10 0.80 0.42 192x144 503x377 100x 0.07 0.90 0.40 96x72 251x189
Z 轴驱动 核心光学组件
优于1.5% (1σ/平均值 )
XY 载物台
产品尺寸 (mm)
1 2 3
1/3英寸 CCD 相机,0.5x耦合镜 2/3英寸 CCD 相机,0.35x耦合镜 静态重复性和精确度是基于对 VLSI 8 微米标准台阶高度的测量 (使用100X/0.9NA 物镜)
系统选项和升级 薄膜厚度测量
可见光反射频谱仪
‧ ‧ ‧ ‧ ‧ ‧ ‧ 可测 30nm 到 10μm 之间的薄膜厚度 频谱范围:430nm – 750nm 频谱分辨率:1nm 提供超过200多种材料的n&k值 在薄膜厚度已知的条件下,计算薄膜材料 n&k 值 可测量太阳能硅片绒面上氮化硅膜厚度 本色图像可提供样品待测区域的重要信息
系统控制
典型系统配置
显微镜系统
光源: 物镜: 耦合镜: 手动载物台: Z轴: 数码相机: 高亮度白光 LED 5x,10x,20x,50x,100x
Zeta 三维测量软件
实时视频成像 快速数据采集 (大约1分钟) 三维表面浏览 倾斜,旋转,缩放,过滤 体积测量 二维表面分析 特征尺寸,直径,面积 图案间距,标准偏差 表面粗糙度 二维台阶高度 轮廓测量 台阶高度测量 粗糙度参数 多横截面分析 平均值测量标尺 点对点测量标记
0.5x 100mm x 100mm XY 驱动范围 30mm 纵向驱动范围 1024x768像素, 1/3英寸 CCD
计算机控制系统
三维表面形貌仪(ST400

ST400三维表面形貌仪(美国NANOVEA
产品介绍:
ST400型三维表面形貌仪是一款多功能的三维形貌仪,采用国际领先的白光共聚焦技术,可实现对材料表面从纳米到毫米量级的粗糙度测试,具有测量精度高,速度快,重复性好的优点,该仪器可用于测量大尺寸样品,并具有多种选项,包含360°旋转工作台,原子力显微镜模块,光学显微镜,特征区域定位等多种功能模块。
·应用范围广
·适合大样品的测试
·测量范围:150mm×150mm
·360O旋转工作台
·带彩色摄像机(测量前可自动识别特征区域)
1355/ 2027/ 062 云
产品特性:
1,采用白光共聚焦色差技术,可获得纳米级的分辨率
2,测量具有非破坏性,测量速度快,精确度高
3,测量范围广,可测透明、金属材料,半透明、高漫反射,低反射率、抛光、粗糙材料(金属、玻璃、木头、合成材料、光学材料、塑料、涂层、涂料、漆、纸、皮肤、头发、牙齿…);
4,尤其适合测量高坡度高曲折度的材料表面
5,不受样品反射率的影响
6,不受环境光的影响
7,测量简单,样品无需特殊处理
8,Z方向,测量范围大:为27mm
主要技术参数:
1,扫描范围:150mm×150mm(最大可选600mm*600mm)
2,扫描步长:0.1μm
3,扫描速度:20mm/s
4, Z方向测量范围:27mm
4, Z方向测量分辨率:2nm
产品应用:
MEMS、半导体材料、太阳能电池、医疗工程、制药、生物材料,光学元件、陶瓷和先进材料的研发。
钢材锈蚀检测方法

(1)International Standard Organized. ISO 8501-1:2007:The Rust Grade book[S].Sweden: SwedishStandards Institute, 2007.锈蚀等级分类:钢材表面的四个锈蚀等级分别以A、B、C、D。
这些锈蚀等级叙述如下: A全面地覆盖着氧化皮而几乎没有铁锈的钢材表面;B已发生锈蚀,并且部分氧化皮已经剥落的钢材表面;C氧化皮已因锈蚀而剥落,或者可以刮除,并且有少量点蚀的钢材表面;D氧化皮已因锈蚀而全面剥离,并且已普遍发生点蚀的钢材表面。
(2)美国防护涂料协会. SSPC Protective Coatings Inspector Program[S]. America:The Ministry of Education and Training of SSPC,2009.ISO仅就未涂装过的钢材表面定义了A、B、C、D共4 种锈蚀等级,而SSPC(美国防护涂料协会)在该4 种锈蚀等级之外还就涂装过的钢材表面定义了E、F、G、G1、G2、G3 共6 种锈蚀等级,且其定义的描述更有利于预处理、二次处理前钢材表面初始状况的判断。
钢材锈蚀分为:锚具锈蚀;拉索钢丝锈蚀;锚具锈蚀+拉索锈蚀(更接近实际两者同时锈蚀且研究的较少)特别是在沿海城市海盐(Cl-)腐蚀严重工业污染严重的地区;可以进一步细化模拟现实生活中控制不同腐蚀程度下结构安全度变化。
需要引入评价体系。
钢结构钢材锈蚀的检测方法钢结构在潮湿、存水和酸碱盐腐蚀性环境中容易生锈,锈蚀导致钢材截面削弱,承载力下降。
钢材的锈蚀程度可由其截面厚度的变化来反应。
检测钢材厚度(必须先除锈))的仪器有超声波测厚仪(声速设定、耦合剂)和游标卡尺。
超声波测厚仪采用脉冲反射波法。
超声波从一种均匀介质向另一种介质传播时,在界面会发生反射,测厚仪可测出探头自发出超声波至收到界面反射回波的时间。
10.1三维非接触式形貌测量方法简介

工程振动测试技术非接触式测量方法是目前发展较快的一种方法,在以下几种情况下,需要采用非接触式测量方法:01 对附加质量比较敏感,传感器的质量对测量结果影响大,如各种轻薄结构;02 直接接触会对试件产生损毁,如各种文物等;03 在恶劣条件下不能接触,如高温高压的试件;04 接触会改变整个系统,如液体表面等。
三维非接触式形貌测量1.电磁学2.声学3.光学根据测量原理的不同,可分为三类,是各学科的相互交叉和相互渗透的结果。
光学方法可依照光源扫描方法的不同分为点扫描、线扫描和全场扫描。
从被测物的运动状态出发,可分为动态测量和静态测量等。
三维非接触式形貌测量1.电磁学2.声学3.光学根据测量原理的不同,可分为三类,是各学科的相互交叉和相互渗透的结果。
光学方法可依照光源扫描方法的不同分为点扫描、线扫描和全场扫描。
从被测物的运动状态出发,可分为动态测量和静态测量等。
3.光学主动式光学三维测量相位测量轮廓法空间相位检测法调制度测量轮廓法飞行时间法主动三角法莫尔云纹法傅立叶变换轮廓法主动式光学三维测量相位测量轮廓法空间相位检测法调制度测量轮廓法飞行时间法主动三角法莫尔云纹法傅立叶变换轮廓法阴影云纹法将一平行光栅置于物体表面,并用一束与光栅表面法线夹角为γ的光线照射,设观测方向与光栅表面法线夹角为φ,如图所示。
在远处观测,从P点入射的光线(假想P点为光栅透光量最大点),由物体表面反射,为观测者所接受,则形成亮点,一系列这样的亮点形成了亮条纹。
它们必然满足以下的几何关系:在远处观测,从P点入射的光线(假想P 点为光栅透光量最大点),由物体表面反射,为观测者所接受,则形成亮点,一系列这样的亮点形成了亮条纹。
它们必然满足以下的几何关系:ϕγtan tan +=na w 式中w 即为物体上的p’点的高度该方法测量精度较低,同时由于制作大面积的光栅很困难,所以阴影云纹法只适用于小范围的测量。
投影云纹法将一光栅投射到物体表面,用摄像机记录下由于物体表面不平而引起变形的栅线,再与未变形的栅线叠加,产生几何干涉云纹条纹图,分析云纹图就可以得到物体表面的等高线分布图。
便携式三维形貌仪安全操作及保养规程
便携式三维形貌仪安全操作及保养规程前言便携式三维形貌仪(Portable 3D Profilometer),由于其非接触式光学测量技术和高精度数据采集和处理方式,被广泛应用于各种场合下的形貌表征。
而在使用该设备的过程中,注意安全操作和正确的保养方法,可以提高设备的寿命,减少维护成本和减少人员受伤的风险。
下文将详细介绍便携式三维形貌仪的操作和保养规程,以确保设备的正常运转和使用者的安全。
安全操作规程1. 给设备一个安全工作环境确认使用场合没有放置任何有害物质,保证设备周围通风,并确保设备放置在平稳、干燥的地方,并尽量避免长时间阳光曝晒。
2. 操作人员安全保障确保设备的使用者技术过硬,具有一定的经验,并按照规程操作设备。
3. 使用前的准备工作在使用三维形貌仪前,先进行外观检查,确认仪器的各部件完好无损、有无异味和杂音等。
若出现异常情况,应该尽快反应给制造商,再依照规程进行维修和保养。
4. 操作过程中的注意事项在操作中应根据规程进行操作。
1.在操作三维形貌仪时,必须佩戴静电手环、防护手套、防护眼镜、口罩等。
在操作之前应注意洗手,以避免人体汗液或油脂污染到设备,并要保证身体干燥,避免电离放电的发生。
2.操作人员在处理对样品的接触检查和保持样品的均匀提供下,在扫描等操作过程中,不能做过于急躁和强硬的动作,因为设备的广角度扫描会受到相应的影响。
3.使用三维形貌仪时,应该避免在毛发、灰尘和其他微小颗粒的周围操作。
在操作过程中要时刻注意设备偏离,从而调整设备的参照点,以保证整个操作过程的准确性。
4.若设备报警或异常情况发生,应立即停止操作并反映给制造商。
5. 操作完成后的注意事项操作完成后,要及时关闭设备和电源。
在设备变冷之前,不要移动设备,以免设备产生热缩收缩现象。
保养规程1. 日常保养1.每次使用完三维形貌仪后,应在设备上覆盖防尘罩,以免附在设备表面的异物进入作用的镜面部分。
2.在保养设备时,应该注意勿用带酸性或碱性的化学物质擦拭设备外壳。
NanoFocus三维表面形貌轮廓测量仪(共聚焦显微镜)运用于汽车材料检测、气缸内壁检测、钢板表面涂层检测
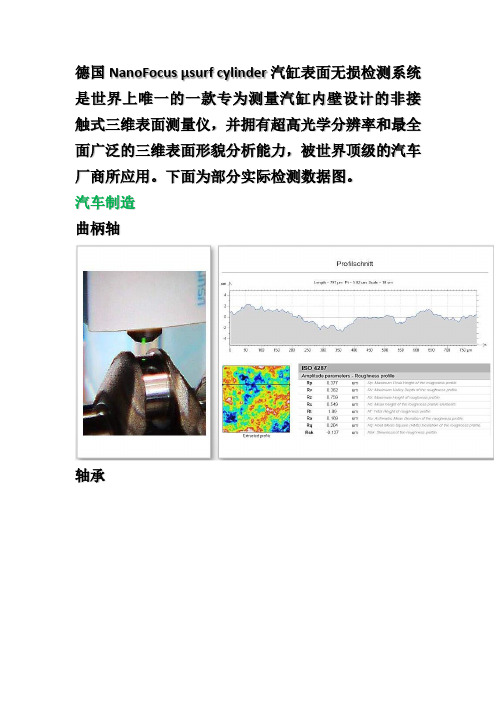
德国NanoFocus µsurf cylinder汽缸表面无损检测系统是世界上唯一的一款专为测量汽缸内壁设计的非接触式三维表面测量仪,并拥有超高光学分辨率和最全面广泛的三维表面形貌分析能力,被世界顶级的汽车厂商所应用。
下面为部分实际检测数据图。
汽车制造
曲柄轴
轴承
薄钢板
汽车外观检测
巴斯夫(BASF)作为NanoFocus合作用户,其研发的车身涂料检测,NanoFocus为其高品质产品带来简便
快捷且无任何破坏性的。
汽车制造未加工的和镀层的钢板
NanoFocus mobile(便携式三维形貌轮廓测量),基于其轻巧结构,方便携带至工厂、车间、实验室等几
乎任何地方检测,且受到周围环境影响微乎其微。
发动机气缸缸壁分析
国内应用厂商目前有上海大众,成都一汽,美捷特,中科院等汽车研究、应用方向众多客户。
缸壁磨损
德国NanoFocus 三维轮廓形貌测量仪(共聚焦显微镜)表面无损检测系统是世界上唯一的一款专为测量汽缸内壁设计的非接触式三维表面测量仪,并拥有超高光学分辨率和最全面广泛的三维表面形貌分析能力,被世界顶级的汽车厂商所应用。
美国NANOVEA万能摩擦磨损试验机(5)--最新
6
X 轴半径自动 速度
0-5mm/S
X 轴半径 辨率
2.5µm
仪器尺
60×38×74cm
重
接近 67Kg
磁盘尺
80mm
接触探头
选针型 球形 片型
线扫 摩擦仪 选
扫 速度
高达 100mm/s
扫 长度范围
0-50mm
扫 频率
2HZ
最大扫 频率
40Hz(6000rpm, 达 120Hz)
润滑 系统
液体消耗率
10, 维非接触式表面形貌仪测 模块
在完成摩擦磨损测试后, 在 移动样品的情况 进行 维表面形貌测试, 得 到摩擦磨损前后的二维表面形貌 维表面形貌 磨损面 磨损体 磨损深 度 平整度 线粗糙度参数 面粗糙度 Ra,Rp,Rv,Rz,Rc,Rt,Rq,Rsk,Rku, Sa,Sp,Sq,Sv,Sz,Ssk,Sku 等表面参数,并 计算磨损率 该模块测试表面形貌的优势如 ◎ 测 有非破坏性 采用白 轴向色差技术 ◎ Z 方向最大测 范围 1.5mm ◎ XY 方向最大测 范围 50mm×50mm,无需进行 拼接 ◎ 测样品的最大坡度 87o,是测 高坡度 高曲 度样品的最佳选择 ◎ 测 范围广 测平面 曲面 球面 透明 半透明 高曲 度 抛 粗
形貌测试模块 进行磨损前后的深度,面 ,粗糙度及二维表面形貌及磨损率探
美国NANOVEA公司的三维非接触式表面形貌仪资料

四、产品技术优势
1.采用国际最前端的白光轴向色像差技术,可获得最小2nm的分辨率
2.测量具有非破坏性,测量速度快,精确度高
3.测量范围广,可测透明、金属材料,半透明、高漫反射,低反射率、抛光、粗糙材料(金属、玻璃、木头、合成材料、光学材料、塑料、涂层、涂料、漆、纸、皮肤、头发、牙齿…;
6、具有精确定位功能,可以从已经扫描的区域中重新精确扫描任意特定区域。
6.2专业3D
分析软件功能:
1、创建2D,3D图像;
2、自动得到样品的线粗糙度参数(Ra,Rp,Rv,Rz,Rc,Rt,Rq,Rsk,Rku),面粗糙度(Sa,Sp,Sq,Sv,Sz,Ssk,Sku),平整度,波纹度等参数;
3、自动校准功能,例如粗糙度,一般情况下对于曲面样品,首先展平,然后自动给出粗糙度的参数;
六、测试软件:
NANOVEA软件包含两个软件:NANOVEA 3D数据采集软件与专业的3D分析软件。
6.1 3D
数据采集软件功能:
1、可采集每一个测量点的XYZ三维坐标;
2、线扫描与面扫描两种模式可供选择;
3、可设置测量范围、测量步长、扫描速度等参数;
4、实时显示测量所需时间;
5、实时显示样品的2D图像与3D图像
·超高的扫描速度(可达1m/s,数据采集频率可达
31KHz,最高可达
324KHz)
·能保证超高平整度和稳定性(花岗石平台)
三、测量原理简介:
Nanovea公司的三维非接触式表面形貌测量仪采用的是国际最前端的白光轴向色差技术技术实现先进的高分辨率的三维图像扫描与表面形貌测量。
三维共聚焦表面形貌仪PhaseShiftMicroXAM-3D

3 Dimensional Confocal Microscope Phase Shift MicroXAM-3D 用于测量表面粗糙度、精加工表面纹理,测量范围从高度抛光的光学件直至粗糙表面;如:扎制的钢材、塑料、纸张、陶瓷和硅晶片等。
备有光学显微镜及不同目镜;高分辨率的摄像机可自动调焦测出752×480个数据点。
使用光学干涉法进行定量测量,可采用目视和共焦两种模式操作。
使用所提供的绘图和分析软件,可获得优化表面纹理图像,并生成三维干涉断面图。
MicroXAM-3D can measure the surface profile and surface roughness of polished optical elements and rough metal surfaces, such as the milled steel, plastics, ceramics and the silicon disks. The surface patterns and the 3D interference cross section figures can be acquired by the provided graphic and analysis tools. The optical interference method is used to achieve quantitative measurement, visual and confocal modes are both provided.Optical microscope and different eyepieces are provided.752×480 data can be acquired by automatic focusing in high precision camera.分辨率752×480像素(可选1K×1K)XYZ行程100mm×100mm×100mmRMS重复精度1nm垂直扫描范围30um 100um 5mm10mm垂直扫描分辨率最小可到0.01nm数据采集速度标准型:2.1um/sec.侧向分辨率0.11-8.8um视场范围8mm×10mm-0.084mm×0.063mm校正精度<<0.1%反射率要求1%—100%预约电话:62783365。
纳米领域中材料表面形貌检测的技术方法
纳米领域中材料表面形貌检测的技术方法概述纳米科技的快速发展为材料研究提供了许多新的机会和挑战。
在纳米材料的表面形貌检测中,准确且定量的表征是至关重要的。
本文将介绍几种常用的纳米材料表面形貌检测的技术方法,包括扫描电子显微镜(SEM)、原子力显微镜(AFM)以及干涉仪。
扫描电子显微镜(SEM)扫描电子显微镜是一种常见且有效的纳米材料表面形貌检测技术方法。
它利用高能电子束与样品表面相互作用来获得表面形貌的图像。
SEM不仅可以提供高分辨率的图像,还能够实现定量的表征。
通过控制电子束的扫描方式和参数,可以获得不同角度和深度的表面形貌信息。
此外,SEM还可以通过能谱仪来进行元素分析,从而获得更全面的样品信息。
原子力显微镜(AFM)原子力显微镜是一种非接触性、高分辨率的材料表面形貌检测技术。
AFM的工作原理是在探针和样品表面之间施加微小力以获得表面形貌。
由于其高分辨率和非损伤性的特点,AFM被广泛应用于纳米材料表面形貌检测中。
AFM可以提供准确的高度信息,并且具有亚纳米或原子级别的分辨率。
此外,它还可以通过力曲线测量获得材料的力学性质,例如弹性模量和硬度。
干涉仪干涉仪是一种基于光学干涉现象的纳米材料表面形貌检测技术方法。
它利用光的干涉现象来测量纳米材料表面的高度差异。
干涉仪可以提供高分辨率和快速的图像,尤其适用于形貌特征具有周期性或重复性的样品。
干涉仪在纳米领域中广泛应用于薄膜的厚度测量、表面粗糙度检测以及微米级别的形貌分析。
结论纳米领域中材料表面形貌的准确检测是实现纳米科技应用的关键。
本文介绍了几种常用的纳米材料表面形貌检测技术方法,包括扫描电子显微镜、原子力显微镜和干涉仪。
这些方法具有高分辨率、准确性和定量性的优势,并可以提供详细的表面形貌信息。
研究人员可以根据具体的研究目的选择适合的技术方法进行表面形貌的检测。
随着技术的不断进步,纳米材料表面形貌检测的方法也会继续发展,为纳米科技的研究和应用提供更多的可能性。
便携式三维形貌仪的功能特性
便携式三维形貌仪的功能特性在科技不断发展的今天,三维形貌检测仪被广泛地应用于各个领域中。
通过它们的帮助,我们可以对物体的表面进行非常精细的检测和分析。
而其中最引人注目的就是便携式三维形貌仪,它不论在外观还是功能上都经过了精心的设计与优化。
因此,本文将对便携式三维形貌仪的功能特性进行详细阐述。
1. 测量范围广便携式三维形貌仪具有广泛的测量范围,可以适用于许多不同类型的物体。
其测量范围可以覆盖从微型零件到大型工件等不同尺寸范围。
如此广泛的测量范围为用户带来了极大的便利,可以应用于多个行业中的自动化生产线、3D打印、等等。
2. 高精度的测量结果除了广泛的测量范围之外,该仪器的精度也是非常高的。
它可以提供高精度的测量结果,可以对物体进行细微的测量和分析。
因此,可以帮助用户更加准确地了解物体的表面形貌和结构,为后续优化工作提供数据支持。
而这种高精度的测量结果也意味着该仪器能够满足各种复杂的检测任务。
3. 简单易用的操作方式尽管该仪器的功能和性能非常强大,但其操作却非常简单易用。
凭借其用户友好的设计,用户可以轻松地使用该仪器进行3D形貌检测,并且不需要具有专业的技能或知识。
因此,即使是一个不熟悉该仪器的人也可以快速上手,为工作节省时间和成本。
4. 便捷携带与其他型号不同,便携式三维形貌仪具有便利的携带方式。
它的设计非常简洁,重量轻盈,用户可以轻松地将其航空托运或背负在肩上进行移动。
因此,用户可以将该仪器带到需要检测的场所,而不必担心航空运输或搬运等问题。
5. 自动化测量便携式三维形貌仪还具有自动化测量的功能。
借助于这个功能,该仪器可以快速地完成物体的测量和分析,提高工作效率。
在自动化测量过程中,用户无需人工干预,只需等待结果即可。
在高速生产中,自动化测量可以大量减少人力成本并提高效率。
6. 良好的稳定性便携式三维形貌仪还具有良好的稳定性。
它拥有先进的结构设计和材料使用,可以保证在实际使用过程中具有较高的机械稳定性和错误检测率。
光学非接触式三维测量技术

光学三维测量技术及应用摘要:随着现代科学技术的发展,光学三维测量已经在越来越广泛的领域起到了重要作用。
本文主要对接触式三维测量和非接触式三维测量进行了介绍。
着重介绍了光学三维测量技术的各种实现方法及原理。
最后对目前光学三维测量的应用进行了简单介绍。
1 引言随着科学技术和工业的发展,三维测量技术在自动化生产、质量控制、机器人视觉、反求工程、CAD/CAM以及生物医学工程等方面的应用日益重要。
传统的接触式测量技术存在测量时间长、需进行测头半径的补偿、不能测量弹性或脆性材料等局限性,因而不能满足现代工业发展的需要。
光学测量是光电技术与机械测量结合的高科技。
光学测量主要应用在现代工业检测。
借用计算机技术,可以实现快速,准确的测量。
方便记录,存储,打印,查询等等功能。
光学三维测量技术是集光、机、电和计算机技术于一体的智能化、可视化的高新技术,主要用于对物体空间外形和结构进行扫描,以得到物体的三维轮廓,获得物体表面点的三维空间坐标。
随着现代检测技术的进步,特别是随着激光技术、计算机技术以及图像处理技术等高新技术的发展,三维测量技术逐步成为人们的研究重点。
光学三维测量技术由于非接触、快速测量、精度高的优点在机械、汽车、航空航天等制造工业及服装、玩具、制鞋等民用工业得到广泛的应用。
2 三维测量技术方法及分类三维测量技术是获取物体表面各点空间坐标的技术,主要包括接触式和非接触式测量两大类。
如图1所示。
图1 三维测量技术分类2.1 接触式测量物体三维接触式测量的典型代表是坐标测量机(CMM,Coordinate Measuring Machine)。
CMM是一种大型精密的三坐标测量仪器[1],它以精密机械为基础,综合应用电子、计算机、光学和数控等先进技术,能对三维复杂工件的尺寸、形状和相对位置进行高精度的测量。
三坐标测量机作为现代大型精密、综合测量仪器,有其显著的优点,包括:(1)灵活性强,可实现空间坐标点测量,方便地测量各种零件的三维轮廓尺寸及位置参数;(2)测量精度高且可靠;(3)可方便地进行数字运算与程序控制,有很高的智能化程度。
使用全息测量仪进行三维表面形貌测量方法

使用全息测量仪进行三维表面形貌测量方法近年来,全息测量仪作为一种新兴的三维表面形貌测量方法,受到了广泛关注和应用。
全息测量仪能够以非接触、快速、精确的方式获取物体的表面形貌信息,为各个领域的研究和应用提供了强有力的工具支持。
本文将重点阐述全息测量仪的工作原理、测量方法以及在不同领域的应用。
全息测量仪的工作原理是基于光学全息的原理。
光学全息是指通过记录光的相位和振幅信息,使得在光学全息记录介质上的记录波前能够重构出被记录物体波前的一种技术。
全息测量仪利用光波经过物体时的衍射现象,通过记录光波的相位信息来获取物体的表面形貌。
全息测量仪通常由光源、物体平台、相机以及数据处理系统组成。
在全息测量中,首先需要选取适当的光源。
常见的光源包括激光光源和白光源。
激光光源的特点是具有高亮度、高一致性和高方向性,能够提供稳定的光源,适合进行高精度的测量。
白光源由于具有连续的波长分布,能够提供更丰富的信息,适用于获取物体的颜色和纹理等表面特征。
在全息测量中,物体平台承载待测物体,并保持物体的稳定。
物体平台通常具有微调功能,能够实现物体在不同方向上的旋转和平移,以便于全面测量物体的表面形貌。
相机是全息测量的重要组成部分,用于记录光波的相位信息。
常见的相机有CCD相机和CMOS相机,它们具有高灵敏度、高分辨率的特点,能够满足全息测量的要求。
要进行全息测量,首先需要进行全息干涉记录。
全息干涉记录是指将待测物体和参考光束进行干涉,记录光波的相位信息。
在全息测量仪中,干涉记录的方式通常有直接记录和间接记录两种。
直接记录是指通过将参考光束和物体光束同时照射到感光介质上进行记录;间接记录是指先记录物体光束的干涉图像,然后再通过参考光束进行重构。
不论是直接记录还是间接记录,都需要一系列的光学元件来引导和调整光路,以获得所需的干涉图像。
得到干涉图像后,需要通过数码图像处理技术对图像进行处理和分析,以获取物体的表面形貌信息。
数码图像处理技术主要包括图像采集、预处理、相位重构和形貌提取。
焊接过程中焊缝形貌的非接触检测技术
焊接过程中焊缝形貌的非接触检测技术焊接是一种广泛应用的制造加工方法,然而焊接过程中如果没有正确评估焊接质量,会导致焊接缺陷产生,这些缺陷可能影响到焊件的可靠性和安全性。
因此,对于焊接过程中焊缝形貌的检测是十分重要的。
传统的焊接质量检测方法多采用目视检查、荧光检查以及X射线检查等方法,但这些方法具有一些不足,例如不易评估缺陷的大小、不能在焊接过程中及时获取信息等。
因此,需要一种更加高效、可靠、快速的焊缝形貌非接触检测技术。
在过去的几十年里,激光测量技术、光学成像技术和3D打印技术等,逐渐成为焊缝形貌非接触检测的重要手段。
激光测量技术是一种利用激光测量物体表面形貌的技术,它可以实现高精度、高速、非接触测量,并且不会对测量对象造成损伤。
在焊接中,激光测量技术可以实现对焊缝几何形貌进行实时监测。
例如,可以通过激光三角测量法获取焊缝高度或宽度数据。
光学成像技术是一种用光学方法实现对物体表面形态的获取。
在这种技术中,读取的数据可以被转换成数字信号,并被处理成可视化的像素点。
在焊接过程中,可以通过摄像头实现对焊缝几何形貌的实时监测。
例如,可以通过高速相机对焊缝组织进行实时获取和处理,判断焊接质量是否过程优好,以及在出现异常现象时及时发现并修正。
3D打印技术是一种制造技术,可以将数字模型转换为实际物体。
在焊接中,基于3D打印技术实现焊缝模拟加工,可以大大提高焊接过程的可视化程度,让焊工及时发现问题,并快速修复。
同时,这种类似“仿真”式的方式还可以实现对焊接过程进行优化和控制。
总之,焊接过程中焊缝形貌的非接触检测技术是非常重要的,它可以帮助焊接人员及时了解焊缝形貌信息,对焊接质量进行及时监控,提高焊接质量和可靠性。
未来我们可以期待,更加高效、快速、可靠的检测技术会不断涌现,为焊接行业带来更多新的创新。
三维表面形貌仪测皮革表面粗糙度
6 Morgan, Ste156, Irvine CA 92618 · P: 949.461.9292 · F: 949.461.9232 · Today's standard for tomorrow's materials. © 2014 NANOVEAProcessed Leather Surface FinishUsing 3D ProfilometryPrepared byCraig LeisingINTRO:Once the tanning process of a leather hide is complete the leather surface can undergo several finishing processes for a variety of looks and touch. These mechanical processes can include stretching, buffing, sanding, embossing, coating etc. Dependent upon the end use of the leather some may require a more precise, controlled and repeatable processing.IMPORTANCE OF PROFILOMETRY INSPECTION FOR R&D AND QUALITY CONTROL Because of the large variation possible, and unreliability of visual inspection, the surface finish of leather should be properly inspected for quality control. Understanding surface features can lead to the best selection surface finish and control measures. To insure the quality control of such parameters, inspection will heavily rely upon quantifiable, reproducible and reliable information. The Nanovea 3D Non-Contact Profilometers utilize chromatic confocal technology with unmatched capability to measure finished leather. Where other techniques fail to provide reliable data, due to probe contact, surface variation, angle, absorption or reflectivity, Nanovea Profilometers succeed.MEASUREMENT OBJECTIVEIn this application, the Nanovea ST400 is used to measure and compare the surface finish of 2 different but closely processed leather samples. Several surface parameters will be automatically calculated from the surface profile. Here we will focus on surface roughness, dimple depth, dimple pitch and dimple diameter for comparative evaluation.MEASUREMENT PRINCIPLE:The axial chromatism technique uses a white light source, where light passes through an objective lens with a high degree of chromatic aberration. The refractive index of the objective lens will vary in relation to the wavelength of the light. In effect, each separate wavelength of the incident white light will re-focus at a different distance from the lens (different height). When the measured sample is within the range of possible heights, a single monochromatic point will be focalized to form the image. Due to the confocal configuration of the system, only the focused wavelength will pass through the spatial filter with high efficiency, thus causing all other wavelengths to be out of focus. The spectral analysis is done using a diffraction grating. This technique deviates each wavelength at a different position, intercepting a line of CCD, which in turn indicates the position of the maximum intensity and allows direct correspondence to the Z height position.Unlike the errors caused by probe contact or the manipulative Interferometry technique, White light Axial Chromatism technology measures height directly from the detection of the wavelength that hits the surface of the sample in focus. It is a direct measurement with no mathematical software manipulation. This provides unmatched accuracy on the surface measured because a data point is either measured accurately without software interpretation or not at all. The software completes the unmeasured point but the user is fully aware of it and can have confidence that there are no hidden artifacts created by software guessing. Nanovea optical pens have zero influence from sample reflectivity or absorption. Variations require no sample preparation and have advanced ability to measure high surface angles. Capable of large Z measurement ranges. Measure any material: transparent or opaque, specular or diffusive, polished or rough.RESULTS:Sample 13D Profile of Sample 12D False Color of Sample 1Sample 23D Profile of Sample 22D False Color of Sample 2DEPTH COMPARITIVESample 1Sample 2Randomly distributed depths for each sample, larger number of deep dimples seen in Sample 1. PITCH COMPARITIVESample 1Sample 2Pitch between dimples on Sample 1 is slightly smaller than Sample 2, but both have a similar distribution.MEAN DIAMETER COMPARITIVESample 1Sample 2Similar distributions of mean diameter of dimples, with Sample 1 showing slightly smaller mean diameters on average.CONCLUSION:In this application, we have shown how the Nanovea ST400 3D Profilometer can precisely characterize the surface finish of processed leather. (*Note, many other measurements could have also been made besides those shown here) By looking at the four highlighted parameters surface roughness, dimple depth, dimple pitch and dimple diameter, we can easily quantify differences between the finish and quality of the two samples that may not be obvious by visual inspection. Overall there is not a large difference in the visual appearance of the 3D scans between Sample 1 and Sample 2, however from the statistical analysis it can be shown that Sample 1 does have more deep valleys that are closer together, with smaller diameters than seen on average in Sample 2.Special areas of interest could have been further analyzed with integrated AFM or Microscope module. Nanovea 3D Profilometers speeds range from 20mm/s to 1m/s for laboratory or research to the needs of hi-speed inspection; can be built with custom size, speeds, scanning capabilities, Class 1 Clean R oom compliance, with Indexing Conveyor and for Inline or online Integration.Learn more about the Nanovea Profilometer or Lab Services。
非接触式三维数字化检测研究现状及关键技术探讨
非接触式三维数字化检测技术研究现状与关键技术问题探讨(广东工业大学机电工程学院广州510006)摘要:本文首先分析和对比接触式与非接触式三维数字化检测技术的优缺点,指出非接触式三维数字化检测技术是未来三维检测的发展方向。
然后,简要介绍国内外非接触式三维数字化检测技术的研究现状,着重介绍非接触式三维数字化检测尤其是视觉检测方法,并深入探讨其存在的关键技术问题。
最后,总结全文。
关键词:非接触式检测研究现状视觉检测关键技术A state-of-the-art review of Non-contact 3-D DigitalDetection and Inquiry of the Key Technology ProblemMEI Qing YIN Sihua LIU Zhou LIU Zeyu YUAN Wenqiang(School of Electromechanical Engineering,Guangdong University of Technology, Guangzhou, 510006)Abstract:Firstly this paper makes an analasis and a comparison of the faults and adv- antages of contact and non-contact 3-D digital detection technology,points out that the non-contact 3-D digital detection technology is the development trent of future 3-D detection.Then we give a brief introduction of the art state of non-contact 3-D digital detection in domestic and overseas,place emphasis on the method for non-contact3-D digital detection particularly for optical detection ,and make a deep inquiry into its existing key technical issues.Finally the main points of this paper are summarized. Key words: non-contact detection art state optical detection key technique0 前言在现代制造业中,存在着大量的检测任务,如表面质量与缺陷检测、尺寸检测以及三维轮廓检测等[1]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
美国NANOVEA公司的三维非接触式表面形貌仪一、 产品简介美国NANOVEA公司是一家全球公认的在微纳米尺度上的光学表面轮廓测量技术的领导者,生产的三维非接触式表面形貌仪是目前国际上用在科学研究和工业领域最先进表面轮廓测量设备,采用目前国际最前端的白光轴向色差原理(性能优于白光干涉轮廓仪与激光干涉轮廓仪)对样品表面进行快速、重复性高、高分辨率的三维表面形貌、关键尺寸测量、磨损面积、磨损体积、粗糙度等参数的测量。
二、产品分类该公司的三维非接触式表面形貌仪主要有4款:JR25、PS50、ST400与HS1000(区别见技术参数):JR25便携式三维表面轮廓仪:野外操作或不可拆卸部件的理想选择·便携式表面形貌仪·结构紧凑,性价比高·替代探针式轮廓仪和干涉式轮廓仪·应用范围广·测量范围:25mm×25mmPS50表面轮廓仪:科研单位与资金不足企业的最佳选择·性价比高·结构紧凑·替代探针式轮廓仪和干涉式轮廓仪·应用范围广·测量范围:50mm×50mmST400表面轮廓仪:·应用范围广·适合大样品的测试·测量范围:150mm×150mm·360O旋转工作台·带彩色摄像机(测量前可自动识别特征区域)HS1000表面轮廓仪:·适用于高速超快自动测量场合·超高的扫描速度(可达1m/s,数据采集频率可达31KHz,最高可达324KHz)·能保证超高平整度和稳定性(花岗石平台)三、测量原理简介:Nanovea 公司的三维非接触式表面形貌测量仪采用的是国际最前端的白光轴向色差技术技术实现先进的高分辨率的三维图像扫描与表面形貌测量。
• 利用白光点光源,光线经过透镜后产生色差,不同波长的光分开后入射到被测样品上。
• 位于白光光源的对称位置上的超灵敏探测器系统用来接收经被测样品漫反射后的光。
• 根据准共聚焦原理,探测器系统只能接收到被测物体上单点反射回来的特定波长的光,从而得到这个点距离透镜的垂直距离。
• 这个点为点光源与传感器所在的直线的中垂线与样品的交点。
• 再通过点扫描的方式以S路径获得物体的三维表面形貌特征。
• 最后将采集的数据交给专业的三维处理软件进行各种表面参数的分析。
• 软件能够自动获取用户关心的表面形貌参数。
四、 产品技术优势1.采用国际最前端的白光轴向色像差技术,可获得最小2nm的分辨率2.测量具有非破坏性,测量速度快,精确度高3.测量范围广,可测透明、金属材料,半透明、高漫反射,低反射率、抛光、粗糙材料(金属、玻璃、木头、合成材料、光学材料、塑料、涂层、涂料、漆、纸、皮肤、头发、牙齿…);4.适合测量高坡度高曲折度的材料表面(最高坡度为86o,接近垂直)5.不受样品反射率的影响6.不受环境光的影响7.测量简单,样品无需特殊处理8.Z方向最大测量范围为24mm9、测量速度快,最高可达1m/s10、测量样品的范围大,可一次600mm*600mm范围内样品的表面形貌五、仪器功能:三维表面形貌测试系统主要用于自动测量样品的二维、三维表面形貌、表面粗糙度、关键尺寸(包括高度、孔洞深度、长度等)、关键部位的面积和体积等表面参数。
六、测试软件:NANOVEA软件包含两个软件:NANOVEA 3D数据采集软件与专业的3D分析软件。
6.1 3D数据采集软件功能:1、可采集每一个测量点的XYZ三维坐标;2、线扫描与面扫描两种模式可供选择;3、可设置测量范围、测量步长、扫描速度等参数;4、实时显示测量所需时间;5、实时显示样品的2D图像与3D图像6、具有精确定位功能,可以从已经扫描的区域中重新精确扫描任意特定区域。
6.2 专业3D分析软件功能:1、创建2D,3D图像;2、自动得到样品的线粗糙度参数(Ra,Rp,Rv,Rz,Rc,Rt,Rq,Rsk,Rku),面粗糙度(Sa,Sp,Sq,Sv,Sz,Ssk,Sku),平整度,波纹度等参数;3、自动校准功能,例如粗糙度,一般情况下对于曲面样品,首先展平,然后自动给出粗糙度的参数;4、关键尺寸分析:磨损的深度,空洞的半径,磨损面积,磨损体积等参数;5、利用计算机远程控制;6、具有光谱、分形与自相关功能;7、多种格式的图像与数据输出。
七、 技术参数1. 工作台技术参数:ST400 PS50 JR25 HS1000150mm 50mm 25 x 25mm 400 x 600mm60mm 30mm 30mm 50mm0.1μm0.1μm 0.1um 0.005um20mm/s10mm/s 7mm/s 1m/s备注:其中ST400光学轮廓仪的工作台可进行扩展,扩展后,该仪器的XY 方向的测量范围为200mm*200mm,300mm*300mm,400mm*400mm,500mm*500mm,600mm*600mm等。
2.光学测量探头技术参数:Z垂直测量范围:最大达24mm,最小为2nm(由选择的光学探头确定)3.原子力显微镜测量模块:由于三维接触式表面形貌仪的横向分辨率最小只能达1µm,如果要想得到横方向在1µm以内的三维表面形貌就必须加上原子力显微镜AFM模块,NANOVEA公司开发了ST400三维表面形貌仪上加载原子力显微镜的整套系统,这样,就解决了三维表面形貌仪横向分辨率低的缺点,加载AFM模块的三维表面形貌仪ST400具有了目前世界上最强大的三维表面形貌测量功能,可以解决从纳米级到微米量级的高精度三维表面形貌探测,AFM具体指标如下:/// X方向的扫描范围:110µm;/// Y方向的扫描范围:110µm;/// Z方向的扫描范围:22µm;/// XY方向的扫描分辨率:0.15nm/// XY方向的扫描分辨率:0.027nm八、产品应用随着微纳米技术与精密加工技术的发展,对物体的表面参数的测量越来越重要,传统的光学显微镜技术与扫描电镜技术已经不能满足工业开发对样品进行大范围、高精度、高速度、定量测量的需要,三维非接触式表面形貌仪由于其独特的性能,可以解决这些传统技术对三维表面形貌测量限制,越来越多的行业开始使用三维非接触式表面形貌仪来进行产品的质量控制与研发,三维表面形貌仪已经成为研究材料表面特性不可缺少的工具之一。
目前主要的应用方向有:九,测试实例:1、水泥表面形貌测试:水泥经过酸化腐蚀后在样品的表面形貌三维表面形貌图粗糙度测试结果2、砂纸表面形貌测试:砂纸的二维形貌图与面粗糙度测试结果砂纸的三维表面形貌3.钢球样品:对钢球进行摩擦磨损后,表面有一个磨损的孔洞。
钢球磨损的二维表面图像,不同的颜色代表不同的高度钢球磨损的三维表面图像,不同的颜色代表不同的高度4.金属表面磨损:5.金属腐蚀样品:样品经过腐蚀后,表面高低不平金属腐蚀的三维表面形貌腐蚀深度的测试结果选定曲线的等高线图选定曲线的线粗糙度测试结果十、公司简介(1)美国NANOVEA公司美国NANOVEA公司是一家全球公认的三维表面形貌测试技术的领导者,生产的三维表面形貌仪测试系统是目前国际上用在科学研究和工业领域最先进设备之一,该公司在光学设计、精密机械和科学软件算法方面,拥有长期不断发展的专利技术,由于这些专门技术的应用,NANOVEA为生产和质量控制的研究和发展提供精密准确的全方位解决方案。
NANOVEA公司原是美国Micro Photonics集团旗下的子公司,2004年开始正式成立NANOVEA品牌,NANOVEA在三维表面形貌测试方面已有17年的专业经验,客户遍及世界各地,其中包含许多世界知名企业,公司的理念是“Today’s standard for tomorrow’s materials”。
NANOVEA的专业技术人员能快速和高效的响应世界各地的用户要求,作为一个顶尖的制造和供应商,NANOVEA优先考虑的用户需求。
(2)环球(香港)科技有限公司环球(香港)科技有限公司是一家著名的高科技仪器、设备供应商,始终致力于为国内各行业的用户提供实验室仪器和工业设备的服务。
公司创建于1991年,总部设在香港。
历经十多年的发展与壮大,公司成为众多世界知名仪器制造商在中国大陆和香港地区的独家代理,在石油化工、材料测试、生命科学、制药、食品、激光和磨料磨具等多种领域拥有大量客户。
与其它仪器和设备的供应商相比,产品的多样化加上环球科技专业的销售和技术服务,奠定了我们在业界坚实的领导地位。
我们在中国已拥有北京、上海、广州和成都四个办事处,如此广泛的市场覆盖面使得我们能够迅速获得市场的信息,对客户的需求做出及时的反应。
我们在香港的总部设有物流管理中心,为所有客户提高进口和交货的效率。
公司目前拥有员工近200多位,其中技术服务人员占公司总人数的40%。
为用户提供完善的服务一贯是环球(香港)科技有限公司的宗旨,迄今为止,没有任何用户对环球(香港)科技有限公司的售后服务提出质疑。
十一、全球部分知名客户: Applied Materials Benet Labs Conoco Phillips Deloro Satellite Inc. General Motors Fuel Cell Goodrich Corp. Greatbach Hydro-Quebec Intel Corp Johnstech International Kester Kocaeli University Lawrence Livermore National Labs Lilliputian Los Alamos National Labs NASA - Jet Propulsion Lab Rensselaer Polytechnic Institute Rohm & Haas Saint Gobain Southern Illinois University Spectrolab Sub-One Technology Textron Timken Sabana University, Turkey Universidad Federal de Minas Gerais University of Arizona University of California San Diego University of Hawaii University of Laval University of Minnesota University of N. Texas Vistakon Westinghouse 西北工业大学 Gore(深圳) 西安交通大学 中石油大连润滑油研发中心 中国科学工程研究院 第四军医大学 中国电子科技集团 中石化工程院 西北核物理研究所中国石化石油化工科学研究院上海中微半导体苹果(中国)。