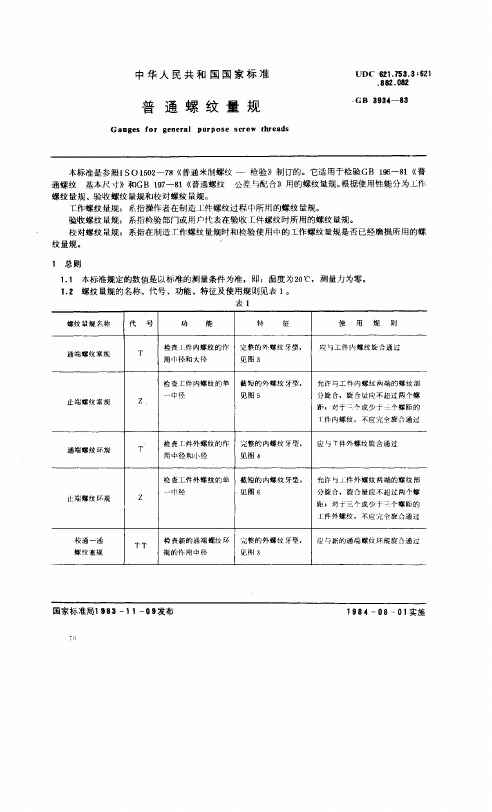
螺纹通止规尺寸
螺纹通止规基本尺寸与校正
用 圆 弧 半 径
犷2
连 接
::})
0.029 0.036 0.043
0.050 0.058 0.065
0.072 0.086 0.1
mm
24
0.007 0.009 0.011
0.012 0.014 0.016
0.018 0.022 0.025
0.75
0.8
1
0.094 0.1 0.125
校止一通 螺纹塞规
检查新的通端螺纹环 截短的外螺纹牙型, 允许与新的通端螺纹环规两端的
T Z 规的单一中径
见图 5
螺纹部分旋合,但旋合4t应不超
过一个螺距
检查使用中通端螺纹 截短的外螺纹牙型, 允许与通端螺纹环规两端的螺纹
TS 环规的单一中径
见图 5
部分旋合,但旋合量应不超过 -
个螺距
Z T 检查新的止端螺纹环 完核的外螺纹牙型, 应与新的止端螺纹环规旋合通过
毛作 螺 纹 量规:系指操作者在制造工件螺纹过程中所用的螺纹量规。 验收 螺 纹 最规:系指检验部门或用户代表在验收 工件螺纹时所用的螺纹量规。 校对 螺 纹 量规:系指在制造工作螺纹量规时和检验使用中的工作螺纹量规是否已经磨损所用的螺
纹量规。
1 总则
1.1 本标准规定的数值是以标准的测量条件为准,即:温度为20*C ,测量力为零。 1.2 螺纹量规的名称、代号、功能、特征及使用规则见表 1。
WNG
ZPL
通 端
通 端
止 端
止 端
螺纹环规 螺纹塞规 螺纹 环规 螺纹塞规
24至 50
8
6
6
10
一4
0
10
m8的螺纹通止规测量方法
m8的螺纹通止规测量方法哎呀,今天咱们要聊的这事儿可有点技术性,但别担心,我保证说得通俗易懂!你听过“螺纹通止规”吧?不说你可能没听过,但我敢打赌你一定见过。
其实呢,就是用来检查螺纹尺寸是不是合格的工具,说白了,就是看你螺丝头大不大、长不长,合不合适。
而今天咱们要讲的就是:怎么用M8的螺纹通止规来量螺纹,听起来是不是有点儿复杂?其实也没那么难,咱们慢慢来说。
首先啊,M8的“8”可不是随便来的。
M8是螺纹的规格,表示直径为8毫米。
咱们常见的螺丝、螺母上面都会有这样的标识。
拿着M8的螺纹通止规,你就能知道这个螺纹是不是“合规”。
怎么个合规法呢?说白了,就是用这个工具把螺纹测量一遍,看看它的大小是不是标准的。
要是合适的,它可以顺利地拧进去;要是偏差了,那就麻烦了。
想象一下,你在拧螺丝的时候,发现根本上不去,要么太松,要么太紧,不就尴尬了嘛。
拿到M8的螺纹通止规,第一步你得先看看它的“外形”。
它的样子很简单,一头是“通规”,就是一头带着能顺利拧入螺纹的部分;另一头是“止规”,就是一头你一拧就停,不能再进的那种。
这就好比咱们玩游戏,要分胜负,外面这个通规就像是你入场的门票,只有合格了才能继续;而这个止规呢,就像是游戏的关卡,你一到达,哐当一声,就被阻止了,没通过就不行。
然后你开始测量了。
首先拿通规,轻轻地把它对准螺纹,一拧,如果螺纹是合格的,它就会顺利进入。
你要是用点力气,看到它轻松拧进去,那就是“万事如意”了。
可是呢,别高兴太早,这还只是第一步。
换上止规!你得把止规一头对准螺纹,轻轻地一拧,哎呀,不能再进了!如果它一进去,就表示螺纹已经过深或者不符合标准,说明不合格,得重新做。
这个时候,你可得小心了,别心急,慢慢来,别让力气变成了麻烦。
但大家注意了,这螺纹通止规可不是玩具。
它可精确得很,要是用力过猛,那可是会坏的。
就像开车一样,油门踩太狠了,车子飞得太快,最后可能翻车。
你在量螺纹时也一样,稳、准、轻。
规矩得跟紧,不能心急,心浮气躁可不行,反而容易测不准。
m5螺纹通止规

m5螺纹通止规【标题】M5螺纹通止规:制造业关键工具【导言】螺纹通止规是制造业中常用的测量工具之一,特别适用于螺纹孔的测量和加工。
在M5螺纹通止规中,M表示公制标准规格,5表示直径大小。
本文将详细介绍M5螺纹通止规的用途、使用方法和注意事项,以期为制造业提供指导意义。
【正文】一、用途:M5螺纹通止规作为制造业的关键工具,广泛应用于各种机械设备和工艺加工中。
它的主要用途包括螺纹孔的测量、螺纹孔的加工以及对螺纹的校验等。
二、使用方法:1. 确定测量对象:在使用M5螺纹通止规之前,首先需要明确测量对象,即螺纹孔的直径大小和螺距等参数。
2. 清洁加工表面:为了确保测量的准确性,必须先清洁螺纹孔和螺纹通止规的表面。
3. 选择合适的规格:根据测量对象的要求,选择合适的M5螺纹通止规进行测量。
通止规的大小必须与螺纹孔的尺寸相匹配,以免造成误差。
4. 进行测量:将螺纹通止规的测量端平稳地插入螺纹孔中,使其与螺纹孔充分接触,并旋转通止规保持稳定。
观察测量端和螺纹孔之间的间隙,并根据测量结果判断螺纹孔的尺寸是否符合要求。
5. 结果判定:根据测量结果,判断螺纹孔的尺寸是否合格。
如果测量端可以完全插入螺纹孔而不造成卡阻,即可视为合格。
三、注意事项:1. 使用前注意清洁:在使用M5螺纹通止规之前,必须确保螺纹孔和通止规的测量端表面均清洁无杂质,以避免影响测量准确性。
2. 注意测量角度:在进行测量时,需要保持通止规与螺纹孔的轴线成垂直角度,以确保测量结果的准确性。
3. 规范使用力度:在插入螺纹孔进行测量时,需要注意给予合适的力度,既不能过轻,也不能过重,以免影响测量结果。
4. 保持垂直插入:在插入螺纹孔时,需要保持通止规的测量端垂直插入,并避免倾斜,以免造成测量误差。
5. 妥善保管:使用完毕后,应将M5螺纹通止规妥善保管,防止损失或损坏,以确保日后正常使用。
【结语】M5螺纹通止规作为螺纹孔测量与加工的重要工具,在制造业中扮演着重要角色。
螺纹规校准尺寸

0.460
0.458 通规
止规
2B
0.370
0.367 通规
止规
2B
0.460
0.458 通规
止规
2B
0.407 通规
止规
2B
0.610
0.611 通规
止规
2B
0.460
0.458 通规
止规
2B
0.730
0.733 通规
止规
2B
0.520
0.523 通规
止规
2B
0.460
0.458 通规
止规
2B
0.810
附表3 标
《公制、美 制和英制螺 纹标准手册 (第三版)》 电子版P249 (纸质版 P237)
M值
Min
1.823 1.873 1.941 2.002 2.100 2.155 2.277 2.339
Max
1.832 1.882 1.946 2.007 2.109 2.164 2.286 2.348
0.814 通规
止规
2B
0.609
0.611 通规
螺距
20 5/16-24UNF
2B
0.609
21 5/16-32UNEF
2B
0.460
22 3/8-16UNC
2B
0.940
23 3/8-24UNF
2B
0.610
24 3/8-32UNEF
2B
0.460
25 7/16-14UNC
2B
1.050
26 7/16-20UNF
螺纹规中径端d2=M-3d+0.866P
0.0175
0.0115 0.175
采购节—螺纹通止规公差计算公式
采购节—螺纹通⽌规公差计算公式 ⼀、进⼝螺纹规60°⽛型的外螺纹中径计算及公差(国标GB 197/196) a. 中径基本尺⼨计算:螺纹中径的基本尺⼨=螺纹⼤径-螺距×系数值。
公式表⽰:d/D-P×0.6495 例:进⼝外螺纹M8螺纹中径的计算 8-1.25×0.6495=8-0.8119≈7.188 b. 常⽤的6h外螺纹中径公差(以螺距为基准)。
上限值为“0”,下限值为P0.8-0.095、P1.00-0.112、P1.25-0.118、P1.5-0.132、P1.75-0.150、P2.0-0.16、P2.5-0.17 上限计算公式即基本尺⼨,下限值计算公式d2-hes-Td2即中径基本尺⼨-偏差-公差。
M8的6h级中径公差值:上限值7.188;下限值:7.188-0.118=7.07。
C. 常⽤的6g级外螺纹中径基本偏差: (以螺距为基准)。
P0.80-0.024、P 1.00-0.026、P1.25-0.028、P1.5-0.032、P1.75-0.034、P2-0.038、P2.5-0.042 上限值计算公式d2-ges即基本尺⼨-偏差 下限值计算公式d2-ges-Td2即基本尺⼨-偏差-公差 例M8的6g级中径公差值:上限值:7.188-0.028=7.16 下限值:7.188-0.028-0.118=7.042。
注:以上的进⼝螺纹规公差是以粗⽛为准,对细⽛的螺纹公差相应有些变化,但均只是公差变⼤,所以按此控制不会越出规范界限,故在上述中未⼀⼀标出。
进⼝螺纹规的光杆坯径尺⼨在⽣产实际中根据设计要求的精度和螺纹加⼯设备的挤压⼒的不同⽽相应⽐设计螺纹中径尺⼨加⼤0.04—0.08之间,为螺纹光杆坯径值,⽐如公司的M8外螺纹6g级的螺纹光杆坯径实在7.08—7.13即在此范围。
考虑到⽣产过程的需要外螺纹在实际⽣产的未进⾏热处理和表⾯处理的中径控制下限应尽量保持在6h级为准。
m6通止规尺寸标准

m6通止规尺寸标准M6通止规的定义M6通止规是指一个内螺纹直径为6毫米的量具,用于量度螺纹的直径和距离。
它是一种标准尺寸,广泛应用于制造、机械和工业领域。
M6通止规通常由两个部分构成。
第一部分是锥形螺纹量具,用于测试外螺距和内螺距。
第二部分是垂直于螺纹轴线的锥形止口轮,用于测试螺纹高度。
1. 外螺纹检测- 螺距:1毫米- 针距:2毫米- 基本直径:6毫米- 暴露长度:至少等于通止规内螺纹深度- 内螺距:1毫米- M6x1的螺距高度为0.309毫米- M6x0.75的螺距高度为0.284毫米- M6x0.5的螺距高度为0.259毫米以上就是M6通止规尺寸标准的详细解释。
这个标准尺寸对于制造行业来说非常重要,因为它可以帮助制造商保证生产出来的产品符合标准,并具有一致的质量水平。
M6通止规尺寸标准的实际应用1. 螺纹检测M6通止规用于检测螺纹的大小、距离和高度。
这种量具可以用于检测内螺纹和外螺纹,因此在制造各种机械零部件时非常有用。
它可以帮助制造商在生产过程中检测螺纹是否达到标准,并采取必要措施来纠正不合格的螺纹。
2. 精度检测M6通止规可以用于检测产品的精度。
在制造产品时,需要确保产品的尺寸和形状符合标准和要求。
通止规可以用来检测产品的螺纹、孔径和螺纹高度等方面的精度,以确保产品的尺寸和形状符合标准。
3. 产品质量控制4. 校正工具M6通止规可以用作校正其他量具的工具。
在一些情况下,其他量具的读数可能会偏差,需要进行校正。
通过使用通止规等标准量具进行校正,可以确保其他量具的读数准确无误。
总结M6通止规尺寸标准是一项重要的标准尺寸,对于制造行业来说非常重要。
它的主要作用是检测螺纹的大小、距离和高度,并确保产品的精度和一致性。
M6通止规在制造、机械和工业领域的应用非常广泛,可用于螺纹检测、精度检测、产品质量控制和校正其他量具等方面。
通过使用M6通止规等标准量具进行生产和制造,可以保证产品符合标准,并具有一致的质量水平。
螺纹通止规基本尺寸与校正

由通端螺纹环规或通端螺纹塞规中径公差带的中心线到其磨损极限之间的距离 由止端螺纹环规或止端螺纹塞规中径公差带的中心线到其磨损极限之间的距离 由通端螺纹塞规中径公差带的中心线到工 件内螺纹中径下偏差之间的距离 由通端螺纹环规中径公差带的中心线到 f 件外螺纹巾径上偏差之间的距离
螺距
尸
S
截短螺纹牙型的I隙槽相对于螺纹牙型的允许偏移量 A J
完整螺纹牙型的半角公差
7 ' 0 z '
T a 0 }
T ,
截短螺纹的中径公差 _ T d 分别为 〔 o , , T
7 . p TL P T R 川G o WN G
螺纹量规的螺距公差
完整的外螺纹牙型,
见图 3
应与新的通端螺纹f规旋合通过 7
国家标准局1 8 1 一 , 9 3一 1 0 发布
1 8 0 0 实施 9 4一 8一 1
Ga 9 4 9 33 - 3
续表 1
螺纹 最规 名称
代
号
功
能
特
征
使
用
规
则
校通一止 螺纹塞规
检查新的通端螺纹环
TZ
截短的外螺纹牙型,
见图 5
允许与新的通端螺纹环规两端的
检查 上 件内螺纹的作
用中径和大径
完橄的外螺纹牙型,
见图 3
应与工件内螺纹旋合通过
检查工件内螺纹的单
止端螺纹塞规
Z
截短的外螺纹牙型,
见图 5
允许与工件内螺纹 两端的螺纹 部
一 中径
分旋合,旋合址应不超过两个螺 即;对于=个或少于二个螺距的
1 件内螺纹,不应完全旋合通过
m6螺纹通止规6h 国标公差

m6螺纹通止规6h 国标公差
【最新版】
目录
1.M6 螺纹通止规 6H 的概述
2.国标公差的概念和作用
3.M6 螺纹通止规 6H 的国标公差标准
4.M6 螺纹通止规 6H 的应用领域
正文
一、M6 螺纹通止规 6H 的概述
M6 螺纹通止规 6H 是一种用于测量螺纹的工具,其中“M6”表示螺纹的尺寸,而“6H”则代表了公差的等级。
在机械制造领域,螺纹通止规是一种重要的测量仪器,能够确保螺纹的精度和质量。
二、国标公差的概念和作用
公差是指允许产品尺寸偏离设计尺寸的范围。
在螺纹制造中,公差是为了保证螺纹的互换性和可靠性。
国标公差是我国国家标准规定的公差等级,不同的公差等级对应着不同的尺寸精度和应用范围。
三、M6 螺纹通止规 6H 的国标公差标准
根据我国国家标准,M6 螺纹通止规 6H 的公差标准如下:
- 螺纹直径公差:±0.015mm
- 螺纹每英寸线数:6H
- 螺纹长度公差:±0.1mm
四、M6 螺纹通止规 6H 的应用领域
M6 螺纹通止规 6H 广泛应用于各种机械设备的螺纹连接,如汽车、
摩托车、机床、石油化工等领域。
通过使用 M6 螺纹通止规 6H,可以确保螺纹连接的可靠性和安全性,提高产品的质量和性能。
总之,M6 螺纹通止规 6H 是一种重要的螺纹测量工具,其国标公差标准保证了螺纹连接的精度和可靠性。
螺纹通止规标准

螺纹通止规标准螺纹通止规标准是指用于螺纹连接的通孔和止孔的尺寸、形状和公差的标准化规定。
螺纹通止规标准的制定是为了保证螺纹连接的质量和可靠性,以及便于螺纹连接件的互换和替换。
螺纹通止规标准主要包括通孔和止孔的尺寸、公差、形状和表面质量等内容,下面将对螺纹通止规标准的相关内容进行详细介绍。
首先,螺纹通止规标准对通孔和止孔的尺寸进行了详细的规定。
通孔的尺寸包括直径、螺距、螺纹长度等,而止孔的尺寸则包括直径、深度等。
这些尺寸的规定是为了保证螺纹连接件能够正确地装配和拆卸,同时保证螺纹连接的紧固性和密封性。
其次,螺纹通止规标准还对通孔和止孔的公差进行了规定。
公差是指允许的尺寸偏差范围,包括上偏差和下偏差。
通孔和止孔的公差规定是为了保证螺纹连接件能够满足一定的装配要求,同时保证螺纹连接的质量和可靠性。
此外,螺纹通止规标准还对通孔和止孔的形状进行了规定。
通孔和止孔的形状包括螺纹轮廓、端面形状等,这些规定是为了保证螺纹连接件能够正确地装配和拆卸,同时保证螺纹连接的紧固性和密封性。
最后,螺纹通止规标准还对通孔和止孔的表面质量进行了规定。
表面质量包括表面粗糙度、表面处理等,这些规定是为了保证螺纹连接件能够满足一定的装配要求,同时保证螺纹连接的质量和可靠性。
综上所述,螺纹通止规标准是保证螺纹连接质量和可靠性的重要依据,它的制定是为了规范螺纹通孔和止孔的尺寸、公差、形状和表面质量,以保证螺纹连接件的装配和使用性能。
只有严格遵守螺纹通止规标准,才能保证螺纹连接的质量和可靠性,满足工程设计和使用的要求。
螺纹通止规

螺纹通止规定是:螺纹止规进入螺纹内不能超过2.5圈,一般的要求是实际不得超过2圈,并且用得力度不能大,我们的经验是用拇指和食指轻轻夹持螺纹规以刚好能转动螺纹规的力度为准•力大了就相当于在使用丝锥或牙板了,那样规就用不了几次了•螺纹通止规螺纹通止规是适用于标准规定型号的灯头作为灯用附件电光源产品时候的设计和生产、检验的工具设备。
用途一般用于检验螺纹灯头或灯座的尺寸是否符合标准要求,分别检验螺纹灯头的通规和止规尺寸或灯座的通规或止规尺寸。
工作原理具体检验要求及介绍详见中国人民共和国国家标准:GB/T1483.1-2008 或IEC60061-3:2004 标准规定内容。
操作方法具体检验要求及介绍详见中国人民共和国国家标准:GB/T1483.1-2008 或IEC60061-3:2004 标准规定内容。
通止规通止规,是量规的一种。
作为度量标准,用于大批量的检验产品。
通止规是量具的一种,在实际生产中大批量的产品若采取用计量量具(如游标卡尺,千分表等有刻度的量具)逐个测量很费事.我们知道合格的产品是有一个度量范围的•在这个范围内的都合格,所以人们便采取通规和止规来测量.通止规种类(一)对统一英制螺纹,外螺纹有三种螺纹等级:1A、2A和3A级,内螺纹有三种等级:1B、2B和3B级,全部都是间隙配合。
等级数字越高,配合越紧。
在英制螺纹中,偏差仅规定1A和2A级,3A级的偏差为零,而且1A和2A级的等级偏差是相等的等级数目越大公差越小,如图所示:1B 2B 3B内螺纹基本中径3A外螺纹2A 1A1、1A和1B级,非常松的公差等级,其适用于内外螺纹的允差配合。
2、2A和2B级,是英制系列机械紧固件规定最通用的螺纹公差等级。
3、3A和3B级,旋合形成最紧的配合,适用于公差紧的紧固件,用于安全性的关键设计。
4、对外螺纹来说,1A和2A级有一个配合公差,3A级没有。
1A级公差比2A级公差大50,比3A级大75,对内螺纹来说,2B级公差比2A公差大30。
2023螺纹通止规尺寸参数对照表

2023螺纹通止规尺寸参数对照表1. 介绍2023螺纹通止规尺寸参数对照表是指2023年制定的螺纹通止规范和尺寸参数对照表,它对于工程设计和制造行业具有重要意义。
螺纹通止是一种常用的连接零件,广泛应用于机械、仪器仪表、汽车、航空航天等领域。
螺纹通止规范的制定对于保证零部件的互换性和通用性具有重要意义,因此2023年的螺纹通止规尺寸参数对照表备受关注。
2. 规范与标准在工程设计和制造过程中,为了保证产品的质量和通用性,各种零部件的尺寸和规范都需要严格遵守国家标准和行业规范。
螺纹通止作为一种常用的连接方式,其规范和尺寸参数对于保证产品的性能和使用安全起着至关重要的作用。
2023年的螺纹通止规尺寸参数对照表就是根据国家标准和行业需求而制定的,它对于指导工程设计和制造实践具有重要意义。
3. 参数对照表的重要性螺纹通止规尺寸参数对照表是工程设计和制造过程中的重要参考依据。
在实际生产中,需要根据产品的需要选择合适的螺纹通止规格,而螺纹通止规尺寸参数对照表能够提供详细的尺寸参数信息,帮助用户准确选择和使用螺纹通止。
参数对照表还可以帮助用户更好地理解各种规范和标准,提高产品的质量和使用性能。
4. 示范和应用2023年的螺纹通止规尺寸参数对照表是一份重要的工程参考资料,它可以指导工程师和设计师正确选择螺纹通止规格,并保证产品的互换性和通用性。
在日常的工程设计和制造实践中,工程师和设计师需要根据参数对照表的内容进行科学合理的选择和应用,以确保产品的质量和性能。
5. 个人观点在我看来,2023年的螺纹通止规尺寸参数对照表对于促进工程设计和制造行业的发展具有重要意义。
它不仅可以帮助工程师和设计师更好地选择和使用螺纹通止,还可以规范和统一行业标准,提高产品的质量和通用性。
通过对参数对照表的学习和理解,工程师和设计师可以提升自身的专业水平,为行业发展贡献自己的力量。
总结2023年的螺纹通止规尺寸参数对照表是一份重要的工程参考资料,它对于工程设计和制造行业具有重要意义。
螺纹通止规标准
螺纹通止规标准螺纹通止规标准是指螺纹连接的通和止的标准尺寸和技术要求。
螺纹通止规标准的制定是为了保证螺纹连接的质量和可靠性,以及满足不同工况下的使用要求。
在工程设计和制造中,螺纹通止规标准是非常重要的,它直接影响到螺纹连接的密封性能、承载能力和安装拆卸的方便性。
螺纹通止规标准主要包括螺纹的参数、尺寸公差、表面质量、材料和热处理要求等内容。
螺纹的参数包括螺距、螺纹直径、螺纹角等,这些参数的选择直接关系到螺纹连接的承载能力和密封性能。
尺寸公差是指螺纹的尺寸允许偏差范围,包括公差等级和公差数值。
表面质量是指螺纹的表面粗糙度和表面缺陷的要求,表面质量的好坏直接影响到螺纹连接的密封性能。
材料和热处理要求是指螺纹的材料选用和热处理工艺,材料的选用和热处理的好坏直接关系到螺纹连接的强度和耐腐蚀性能。
螺纹通止规标准的制定是由国家标准化管理委员会负责的,国家标准化管理委员会是负责制定和管理国家标准的机构。
螺纹通止规标准是根据国际标准和国内行业标准制定的,它是我国螺纹连接行业的技术标准,对于螺纹连接的设计、制造和检测具有指导性和约束性。
螺纹通止规标准的执行是由国家质量监督检验检疫总局负责的,国家质量监督检验检疫总局是负责监督和管理产品质量的机构。
螺纹通止规标准的执行是保证螺纹连接质量和可靠性的重要措施,它是保证产品质量和安全的基础。
螺纹通止规标准的应用范围非常广泛,包括机械制造、航空航天、船舶制造、汽车制造、石油化工、电力设备、建筑工程等领域。
螺纹连接是各种机械设备和工程结构中常见的连接方式,螺纹通止规标准的质量和执行直接关系到各种设备和结构的安全可靠运行。
总之,螺纹通止规标准是螺纹连接行业的重要技术标准,它对于螺纹连接的质量和可靠性具有重要影响。
螺纹通止规标准的制定、执行和应用是保证产品质量和安全的重要措施,它对于推动我国螺纹连接行业的发展具有重要意义。
希望各相关行业和企业能够严格遵守螺纹通止规标准,不断提高产品质量和技术水平,为我国螺纹连接行业的发展做出更大的贡献。
m5螺纹通止规

m5螺纹通止规摘要:一、介绍M5 螺纹通止规二、M5 螺纹通止规的用途和适用范围三、M5 螺纹通止规的使用方法四、M5 螺纹通止规的维护和存放五、总结正文:M5 螺纹通止规是一种用于检测M5 螺纹的通止规,主要用于判断螺纹是否符合标准,以及检测螺纹的尺寸和质量。
它广泛应用于机械制造、汽车维修、航空航天等领域,对于保证产品的质量和使用安全具有重要意义。
M5 螺纹通止规的用途和适用范围非常广泛。
它可以用于检测螺纹轴、螺纹孔、螺母、螺栓等螺纹连接件的尺寸和质量。
此外,它还可以用于检测螺纹的加工精度、螺纹的磨损情况等,对于判断螺纹是否达到使用要求具有重要意义。
使用M5 螺纹通止规非常简单。
首先,需要将通止规插入螺纹轴或螺纹孔中,确保螺纹通止规的螺纹部分完全进入螺纹轴或螺纹孔。
然后,旋转螺纹通止规,观察螺纹通止规上的刻度,判断螺纹是否符合标准。
如果螺纹通止规上的刻度和螺纹轴或螺纹孔上的螺纹匹配,则说明螺纹符合标准。
如果螺纹通止规上的刻度和螺纹轴或螺纹孔上的螺纹不匹配,则说明螺纹不符合标准。
在使用M5 螺纹通止规时,需要注意以下几点。
首先,需要确保螺纹通止规的螺纹部分干净,没有任何杂质。
其次,需要确保螺纹通止规的刻度清晰,没有任何模糊或磨损。
最后,需要定期检查和维护螺纹通止规,确保其正常工作。
M5 螺纹通止规的维护和存放也非常重要。
首先,需要将螺纹通止规存放在干燥、通风、避光的环境中,避免阳光直射或潮湿。
其次,需要定期检查螺纹通止规的螺纹部分,确保其没有损坏或磨损。
最后,需要定期给螺纹通止规上油,确保其顺畅运转。
总结起来,M5 螺纹通止规是一种非常重要的螺纹检测工具,对于保证螺纹的尺寸和质量具有重要意义。
螺纹通止规标准

螺纹通止规标准螺纹通止规标准是指对于螺纹连接件的通和止的规范标准,它是机械制造行业中非常重要的一部分。
螺纹通止规标准的制定,对于保证螺纹连接件的质量、可靠性和安全性具有重要意义。
本文将对螺纹通止规标准进行详细介绍,以便更好地理解和应用。
首先,螺纹通止规标准主要包括螺纹的尺寸、螺距、公差、螺纹角度、牙型等方面的规定。
螺纹的尺寸是指螺纹的直径和螺距的规定,它是螺纹连接件的基本参数。
螺距是指螺纹线上相邻两点之间的距离,它决定了螺纹的紧密程度。
公差是指螺纹尺寸允许的偏差范围,它对于保证螺纹连接件的互换性和可靠性非常重要。
螺纹角度是指螺纹线和轴线的夹角,它决定了螺纹的牙型和螺纹的紧密程度。
其次,螺纹通止规标准还包括螺纹的牙型、螺纹的表面处理、螺纹的装配和拆卸等方面的规定。
螺纹的牙型是指螺纹的截面形状,它对于螺纹的密封性和承载能力具有重要影响。
螺纹的表面处理是指对螺纹表面进行的镀层、涂层或其他表面处理,它对于提高螺纹的耐腐蚀性和耐磨性非常重要。
螺纹的装配和拆卸是指螺纹连接件的安装和拆卸方法,它对于保证螺纹连接件的安全可靠使用具有重要意义。
最后,螺纹通止规标准的制定和应用对于提高螺纹连接件的质量、可靠性和安全性具有重要意义。
只有严格按照螺纹通止规标准进行设计、制造和使用,才能保证螺纹连接件的质量和可靠性。
因此,我们在实际工作中要充分理解和应用螺纹通止规标准,严格按照标准要求进行操作,确保螺纹连接件的质量和安全。
总之,螺纹通止规标准是机械制造行业中非常重要的一部分,它对于保证螺纹连接件的质量、可靠性和安全性具有重要意义。
我们要充分理解和应用螺纹通止规标准,严格按照标准要求进行操作,确保螺纹连接件的质量和安全。
希望本文对螺纹通止规标准的理解和应用有所帮助。
螺纹通止规使用
螺纹通止规是精密的螺纹检测量规,,使用时分通规和止规两种,是检测螺纹的极限大径值和极限小径值的.
只要通规过,止规不过就是合格的。
规定是:螺纹止规进入螺纹内不能超过2.5圈,一般的要求是实际不得超过2圈,并且用得力度不能大,我们的经验是用拇指和食指轻轻夹持螺纹规以刚好能转动螺纹规的力度为准.螺纹环规时,我们是五指持握,且均匀分布在螺纹环规上,掌心悬空,以五指力旋转螺纹环规。
通规能自由通过螺纹,止规能旋入不超过2.5圈的有效牙纹(即:一般的止规外面有一道凹槽,螺纹旋入不超过此凹槽)可判为合格。
m6螺纹通止规
m6螺纹通止规螺纹通止规是一种用于测量螺纹的工具,主要用于测量螺纹的内径、外径以及螺距等参数。
它通常由一对可伸缩的测量脚、一个尺寸刻度和一个可移动的锁紧螺母组成。
螺纹通止规的尺寸刻度通常采用英寸或毫米单位,用于测量螺纹的内径。
在测量内径时,螺纹通止规的两个测量脚会被放置在螺纹孔内,然后通过调节锁紧螺母来使脚与螺纹孔壁紧密贴合。
然后,通过读取尺寸刻度上对应的数值,就可以得到螺纹孔的内径。
除了测量螺纹的内径,螺纹通止规还可以用于测量螺纹的外径。
在测量外径时,螺纹通止规的测量脚会被放置在螺纹凸台上,然后通过移动锁紧螺母来调整脚与螺纹凸台的接触压力。
然后,通过读取尺寸刻度上对应的数值,就可以得到螺纹凸台的外径。
此外,螺纹通止规还可以用于测量螺纹的螺距。
螺距是螺纹上相邻两颗螺纹峰之间的距离,也是螺纹的主要参数之一。
在测量螺距时,螺纹通止规的测量脚会被放置在相邻两颗螺纹峰之间,然后通过调节锁紧螺母来使脚与螺纹峰紧密贴合。
然后,通过读取尺寸刻度上对应的数值,就可以得到螺纹的螺距。
螺纹通止规的使用有一些注意事项。
首先,使用螺纹通止规时应该确保工具的刻度清晰可读,并具有良好的精度。
其次,测量螺纹时应该保持脚与螺纹表面的贴合度,避免出现空隙或过紧情况。
此外,为了确保测量的准确性,应该多次测量并取平均数值。
综上所述,螺纹通止规是一种用于测量螺纹的工具,可以用于测量螺纹的内径、外径和螺距等参数。
它的使用方法简单,准确度较高。
在使用时,需要注意工具的刻度清晰可读、脚与螺纹表面的贴合度以及多次测量取平均值等问题。
通过使用螺纹通止规,可以确保螺纹的质量,提高生产的准确性和效率。
m1.6通止规标准

m1.6通止规标准通止规是一种常用的螺纹连接工具,广泛应用于机械制造和其他行业。
M1.6通止规标准是针对直径为1.6毫米的通止规所制定的规范和要求。
本文将详细介绍M1.6通止规标准的主要内容和应用。
一、尺寸要求M1.6通止规标准对其尺寸进行了明确规定。
通止规的长度、螺纹直径、螺距以及其他相关尺寸需要符合标准要求,以保证其与配套零件的连接性能。
此外,通止规的材料也有一定的要求,通常使用优质的合金钢或不锈钢制造,以确保其强度和耐腐蚀性能。
二、表面处理通止规在生产过程中需要经过表面处理,以提高其表面硬度和耐磨性。
常见的表面处理方法包括镀铬、热处理和氮化等。
这些处理方法可以有效延长通止规的使用寿命,并提升其耐用性和稳定性。
三、检测要求为了保证通止规的质量和准确性,M1.6通止规标准对其进行了严格的检测要求。
常见的检测方法包括外观检查、尺寸测量、螺纹检测等。
通止规需要通过这些检测方法,以确保其达到标准规定的质量要求,并能够正常使用。
四、通用性和应用M1.6通止规广泛应用于机械制造、电子设备、仪器仪表等领域。
它们常用于螺纹连接、紧固和定位等功能。
通止规的标准化使得它们可以与其他配套的螺纹零件配合使用,以实现连接的安全性和可靠性。
根据实际需要,通止规可以使用不同的材料和表面处理方法,以满足各种特殊环境下的使用要求。
五、注意事项在使用M1.6通止规时,需要注意以下几点。
首先,确保通止规的尺寸和螺纹类型与所需配套零件相匹配。
其次,使用适当的工具进行安装和拆卸,避免损坏通止规和其他相关部件。
此外,定期检查通止规的表面状态和性能,发现问题及时更换或维修。
总结M1.6通止规标准规定了直径为1.6毫米的通止规的尺寸、表面处理、检测要求等内容。
通止规的标准化使得其具有广泛的通用性和应用范围,在机械制造和其他领域起着重要作用。
在使用通止规时,需注意尺寸匹配、正确安装和定期检查等事项,以确保其正常运行和连接效果。
这就是关于M1.6通止规标准的相关内容,通过遵循标准要求和注意事项,我们可以更好地使用和应用通止规,提高生产效率和产品质量。
标准通止规
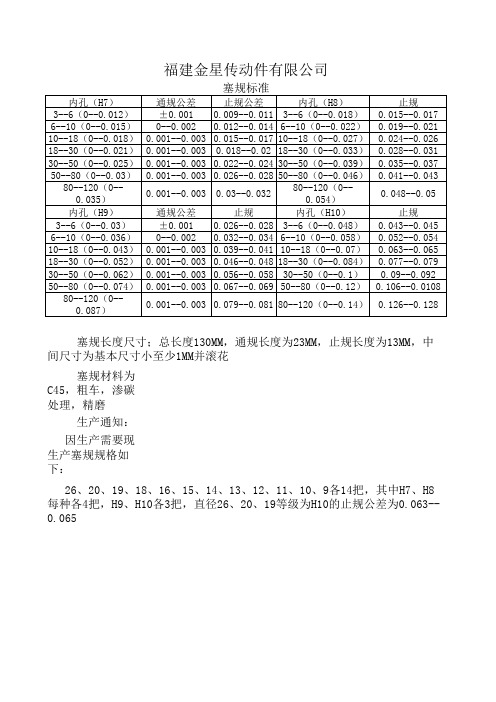
生产通知:
因生产需要现 生产塞规规格如 下:
26、20、19、18、16、15、14、13、12、11、10、9各14把,其中H7、H8 每种各4把,H9、H10各3把,直径26、20、19等级为H10的止规公差为0.063-0.065
6--10(0--0.015) 0--0.002 0.012--0.014 6--10(0--0.022) 0.019--0.021
10--18(0--0.018) 0.001--0.003 0.015--0.017 10--18(0--0.027) 0.024--0.026
18--30(0--0.021) 0.001--0.003 0.018--0.02 18--30(0--0.033) 0.028--0.031
0.001--0.003 0.03--0.032
80--120(0-0.054)
0.048--0.05
内孔(H9)
通规公差
止规
内孔(H10)
止规
3--6(0--0.03)
±0.001 0.026--0.028 3--6(0--0.048) 0.043--0.045
6--10(0--0.036) 0--0.002 0.032--0.034 6--10(0--0.058) 0.052--0.054
30--50(0--0.025) 0.001--0.003 0.022--0.024 30--50(0--0.039) 0.035--0.037
50--80(0--0.03) 0.001--0.003 0.026--0.028 50--80(0--0.046) 0.041--0.043
80--120(0-0.035)